Спосіб виготовлення деталей з бічними відростками
Номер патенту: 84078
Опубліковано: 10.10.2013
Автори: Цимбаліст Вадим Валентинович, Жукова Ольга Анатоліївна, Деревенько Ірина Анатоліївна, Алієва Лейла Іграмотдіновна, Бровкін Олександр Михайлович

Формула / Реферат
Спосіб виготовлення деталей з бічними відростками, що полягає в русі верхнього пуансона і течії металу в область відростка, який відрізняється тим, що процес ведуть в дві стадії, причому на першій стадії виконують витискання з односторонньою подачею металу деформуванням частини заготовки, розташованої з одного боку від порожнини, а на другій стадії виконують витискання з двосторонньою подачею за рахунок деформування частин заготівки, розташованих по обидві сторони від порожнини матриці.
Текст
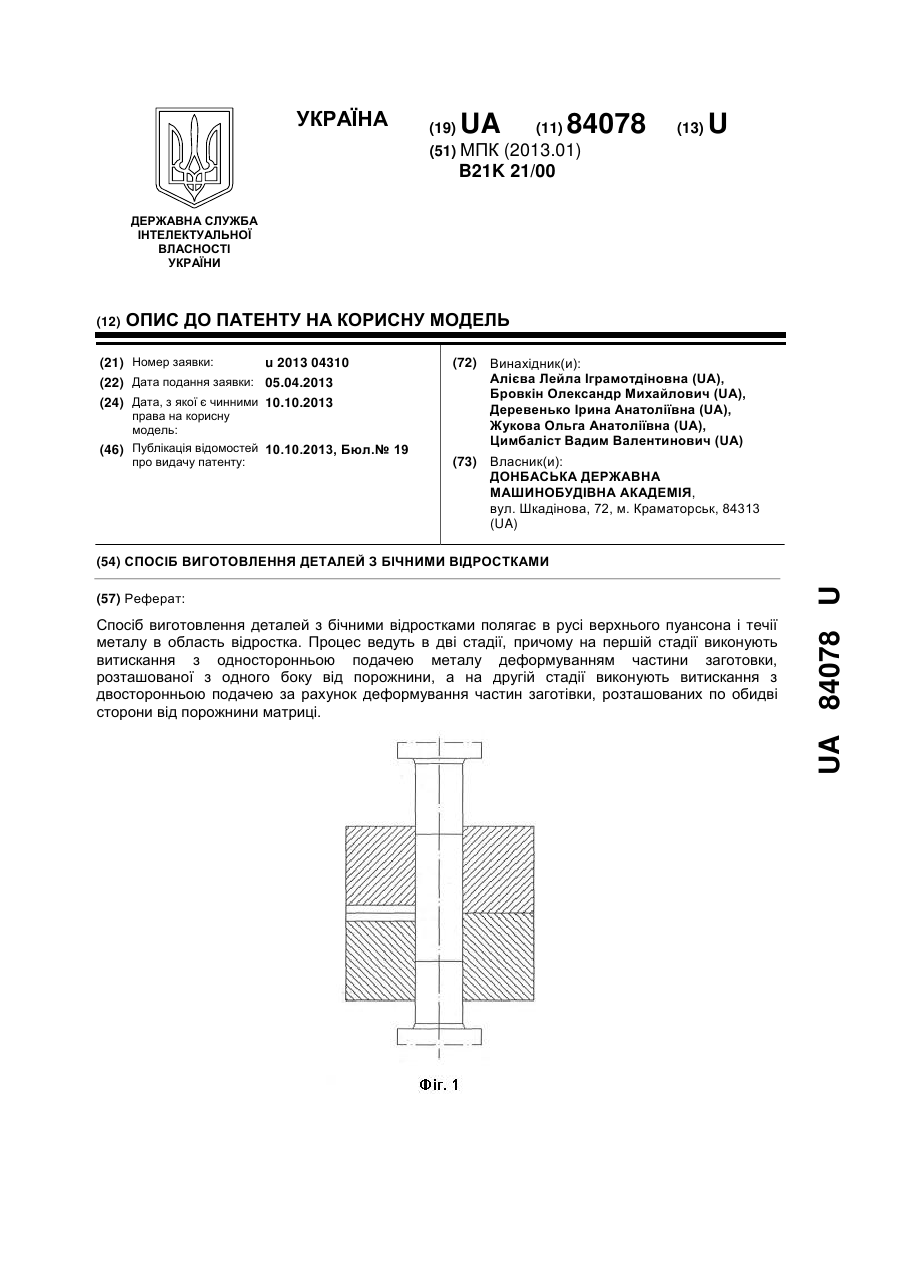
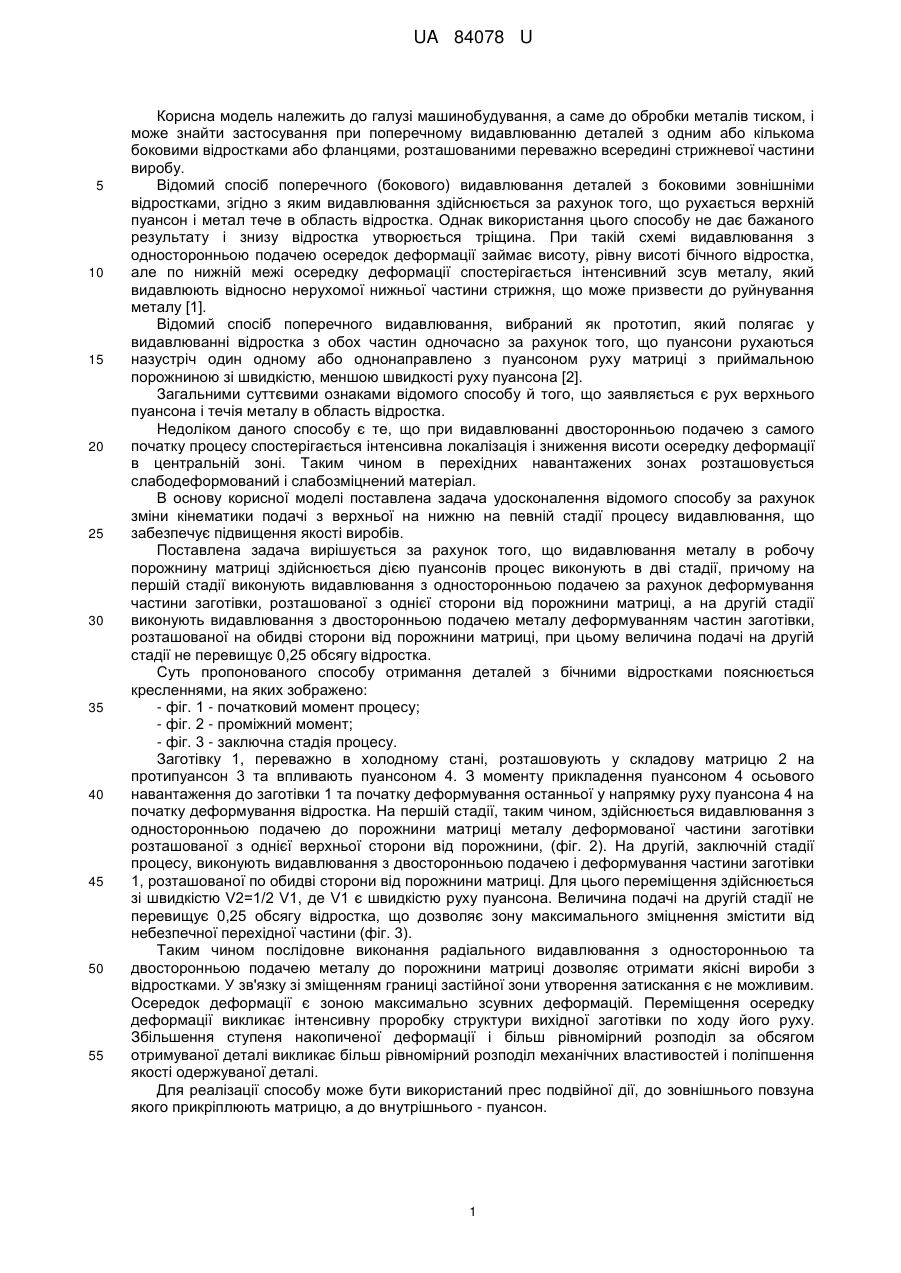
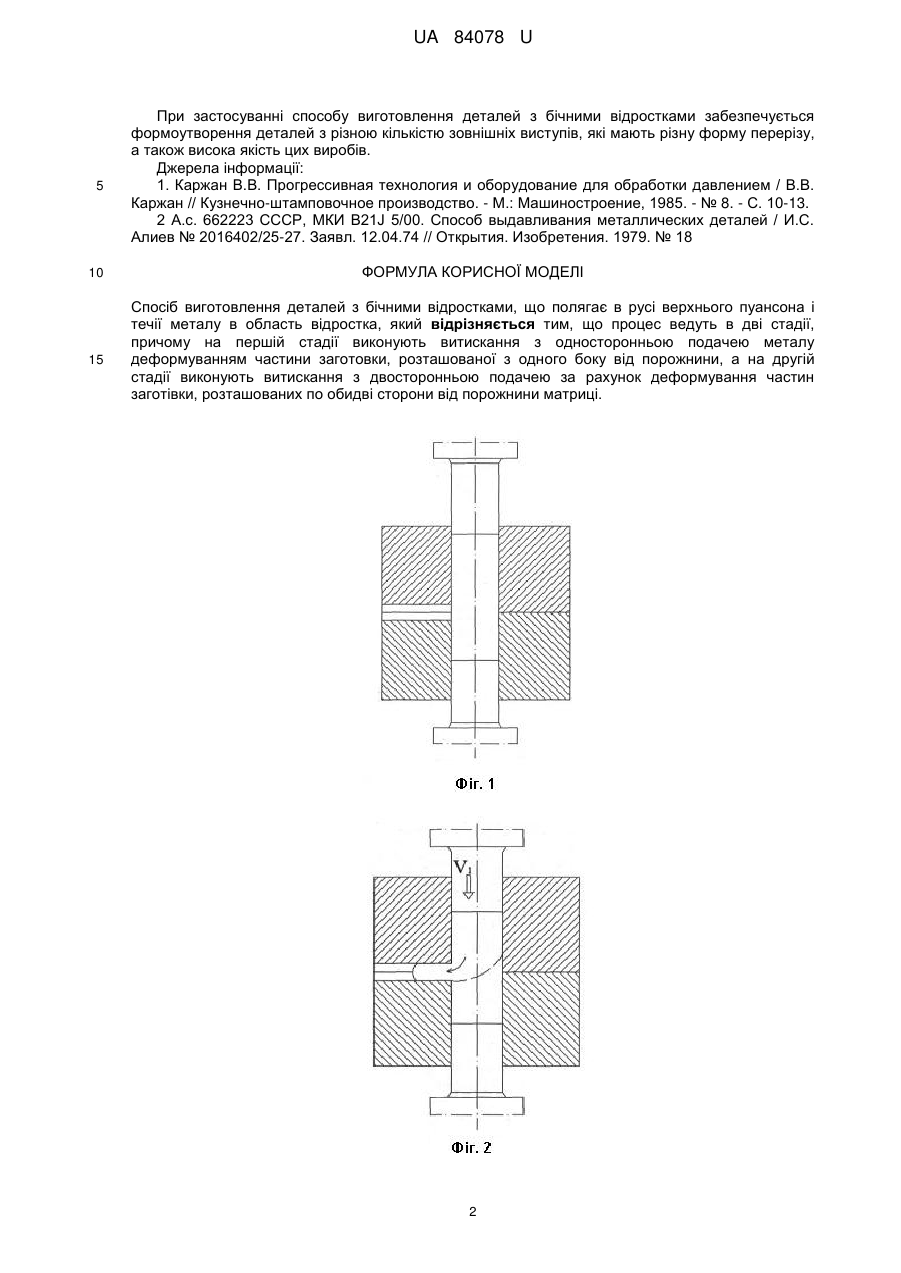
Реферат: Спосіб виготовлення деталей з бічними відростками полягає в русі верхнього пуансона і течії металу в область відростка. Процес ведуть в дві стадії, причому на першій стадії виконують витискання з односторонньою подачею металу деформуванням частини заготовки, розташованої з одного боку від порожнини, а на другій стадії виконують витискання з двосторонньою подачею за рахунок деформування частин заготівки, розташованих по обидві сторони від порожнини матриці. UA 84078 U (54) СПОСІБ ВИГОТОВЛЕННЯ ДЕТАЛЕЙ З БІЧНИМИ ВІДРОСТКАМИ UA 84078 U UA 84078 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до обробки металів тиском, і може знайти застосування при поперечному видавлюванню деталей з одним або кількома боковими відростками або фланцями, розташованими переважно всередині стрижневої частини виробу. Відомий спосіб поперечного (бокового) видавлювання деталей з боковими зовнішніми відростками, згідно з яким видавлювання здійснюється за рахунок того, що рухається верхній пуансон і метал тече в область відростка. Однак використання цього способу не дає бажаного результату і знизу відростка утворюється тріщина. При такій схемі видавлювання з односторонньою подачею осередок деформації займає висоту, рівну висоті бічного відростка, але по нижній межі осередку деформації спостерігається інтенсивний зсув металу, який видавлюють відносно нерухомої нижньої частини стрижня, що може призвести до руйнування металу [1]. Відомий спосіб поперечного видавлювання, вибраний як прототип, який полягає у видавлюванні відростка з обох частин одночасно за рахунок того, що пуансони рухаються назустріч один одному або однонаправлено з пуансоном руху матриці з приймальною порожниною зі швидкістю, меншою швидкості руху пуансона [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється є рух верхнього пуансона і течія металу в область відростка. Недоліком даного способу є те, що при видавлюванні двосторонньою подачею з самого початку процесу спостерігається інтенсивна локалізація і зниження висоти осередку деформації в центральній зоні. Таким чином в перехідних навантажених зонах розташовується слабодеформований і слабозміцнений матеріал. В основу корисної моделі поставлена задача удосконалення відомого способу за рахунок зміни кінематики подачі з верхньої на нижню на певній стадії процесу видавлювання, що забезпечує підвищення якості виробів. Поставлена задача вирішується за рахунок того, що видавлювання металу в робочу порожнину матриці здійснюється дією пуансонів процес виконують в дві стадії, причому на першій стадії виконують видавлювання з односторонньою подачею за рахунок деформування частини заготівки, розташованої з однієї сторони від порожнини матриці, а на другій стадії виконують видавлювання з двосторонньою подачею металу деформуванням частин заготівки, розташованої на обидві сторони від порожнини матриці, при цьому величина подачі на другій стадії не перевищує 0,25 обсягу відростка. Суть пропонованого способу отримання деталей з бічними відростками пояснюється кресленнями, на яких зображено: - фіг. 1 - початковий момент процесу; - фіг. 2 - проміжний момент; - фіг. 3 - заключна стадія процесу. Заготівку 1, переважно в холодному стані, розташовують у складову матрицю 2 на протипуансон 3 та впливають пуансоном 4. З моменту прикладення пуансоном 4 осьового навантаження до заготівки 1 та початку деформування останньої у напрямку руху пуансона 4 на початку деформування відростка. На першій стадії, таким чином, здійснюється видавлювання з односторонньою подачею до порожнини матриці металу деформованої частини заготівки розташованої з однієї верхньої сторони від порожнини, (фіг. 2). На другій, заключній стадії процесу, виконують видавлювання з двосторонньою подачею і деформування частини заготівки 1, розташованої по обидві сторони від порожнини матриці. Для цього переміщення здійснюється зі швидкістю V2=1/2 V1, де V1 є швидкістю руху пуансона. Величина подачі на другій стадії не перевищує 0,25 обсягу відростка, що дозволяє зону максимального зміцнення змістити від небезпечної перехідної частини (фіг. 3). Таким чином послідовне виконання радіального видавлювання з односторонньою та двосторонньою подачею металу до порожнини матриці дозволяє отримати якісні вироби з відростками. У зв'язку зі зміщенням границі застійної зони утворення затискання є не можливим. Осередок деформації є зоною максимально зсувних деформацій. Переміщення осередку деформації викликає інтенсивну проробку структури вихідної заготівки по ходу його руху. Збільшення ступеня накопиченої деформації і більш рівномірний розподіл за обсягом отримуваної деталі викликає більш рівномірний розподіл механічних властивостей і поліпшення якості одержуваної деталі. Для реалізації способу може бути використаний прес подвійної дії, до зовнішнього повзуна якого прикріплюють матрицю, а до внутрішнього - пуансон. 1 UA 84078 U 5 10 15 При застосуванні способу виготовлення деталей з бічними відростками забезпечується формоутворення деталей з різною кількістю зовнішніх виступів, які мають різну форму перерізу, а також висока якість цих виробів. Джерела інформації: 1. Каржан В.В. Прогрессивная технология и оборудование для обработки давлением / В.В. Каржан // Кузнечно-штамповочное производство. - М.: Машиностроение, 1985. - № 8. - С. 10-13. 2 А.с. 662223 СССР, МКИ В21J 5/00. Способ выдавливания металлических деталей / И.С. Алиев № 2016402/25-27. Заявл. 12.04.74 // Открытия. Изобретения. 1979. № 18 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення деталей з бічними відростками, що полягає в русі верхнього пуансона і течії металу в область відростка, який відрізняється тим, що процес ведуть в дві стадії, причому на першій стадії виконують витискання з односторонньою подачею металу деформуванням частини заготовки, розташованої з одного боку від порожнини, а на другій стадії виконують витискання з двосторонньою подачею за рахунок деформування частин заготівки, розташованих по обидві сторони від порожнини матриці. 2 UA 84078 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюAliieva Leila Ihramotdinovna, Derevenko Iryna Anatoliivna, Tsymbalist Vadym Valentynovych
Автори російськоюАлиева Лейла Играмотдиновна, Деревенько Ирина Алатолиевна, Цимбалист Вадим Валентинович
МПК / Мітки
МПК: B21K 21/00
Мітки: відростками, спосіб, виготовлення, деталей, бічними
Код посилання
<a href="https://ua.patents.su/5-84078-sposib-vigotovlennya-detalejj-z-bichnimi-vidrostkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей з бічними відростками</a>
Спосіб виготовлення порошкових виробів складної форми з бічними відростками
Номер патенту: 77860
Опубліковано: 25.02.2013
Автори: Нікітін Юрій Миколайович, Рябічева Людмила Олександрівна, Білянська Ірина Олександрівна
МПК: B22F 5/00
Мітки: форми, складної, виробів, бічними, виготовлення, спосіб, відростками, порошкових
Формула / Реферат:
Спосіб виготовлення порошкових виробів складної форми з бічними відростками, який полягає у пресуванні пористої заготовки простої форми, спіканні, штампуванні, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструмента, на першій стадії доущільнюють заготовку простої конфігурації, а на другій формують і ущільнюють бічний відросток, який відрізняється тим, що заготовку штампують на холодну, де на першій стадії...
Спосіб виготовлення деталей з наскрізним отвором
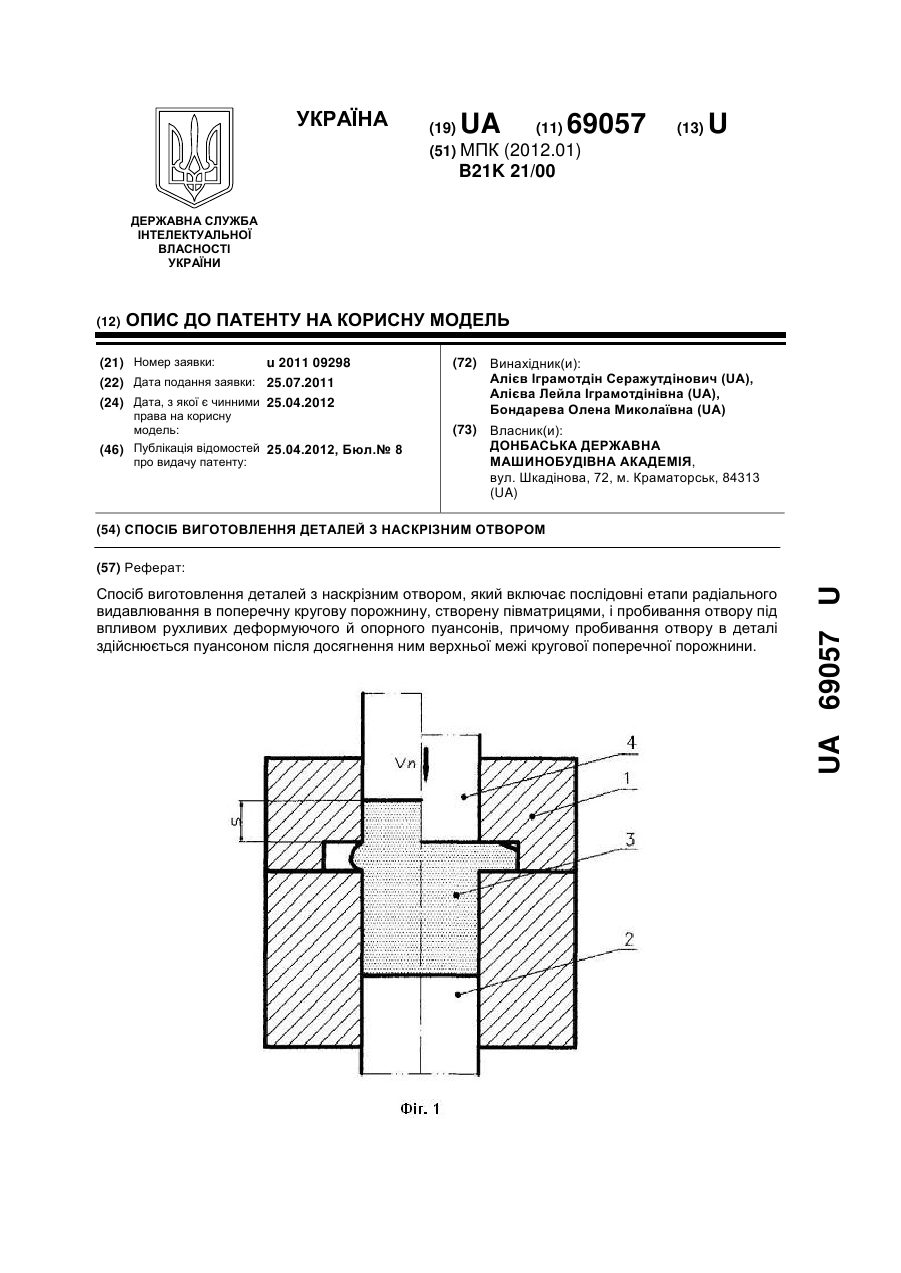
Номер патенту: 69057
Опубліковано: 25.04.2012
Автори: Алієв Іграмотдін Серажутдінович, Бондарева Олена Миколаївна, Алієва Лейла Іграмотдінівна
МПК: B21K 21/00
Мітки: деталей, спосіб, виготовлення, отвором, наскрізним
Формула / Реферат:
Спосіб виготовлення деталей з наскрізним отвором, який включає послідовні етапи радіального видавлювання в поперечну кругову порожнину, створену півматрицями, і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів, який відрізняється тим, що пробивання отвору в деталі здійснюється пуансоном після досягнення ним верхньої межі кругової поперечної порожнини.
Спосіб виготовлення деталей типу втулки з фланцем
Номер патенту: 51926
Опубліковано: 10.08.2010
Автори: Алієва Лейла Іграмотдіновна, Мартинов Сергій Володимирович, Москаленко Марія Сергіївна
МПК: B21K 21/00
Мітки: типу, фланцем, деталей, виготовлення, спосіб, втулки
Формула / Реферат:
Спосіб виготовлення деталей типу втулки з фланцем, який полягає у доцентровому радіальному видавлюванні металу в кругову порожнину, утворену оправкою та контрпуансоном, який відрізняється тим, що на першій стадії відбувається, в межах від 20 до 30 %, осадка трубної заготівки в матриці на оправці, котра має менший, порівняно з внутрішнім діаметром заготівки, діаметр.
Спосіб виготовлення деталей типу втулок
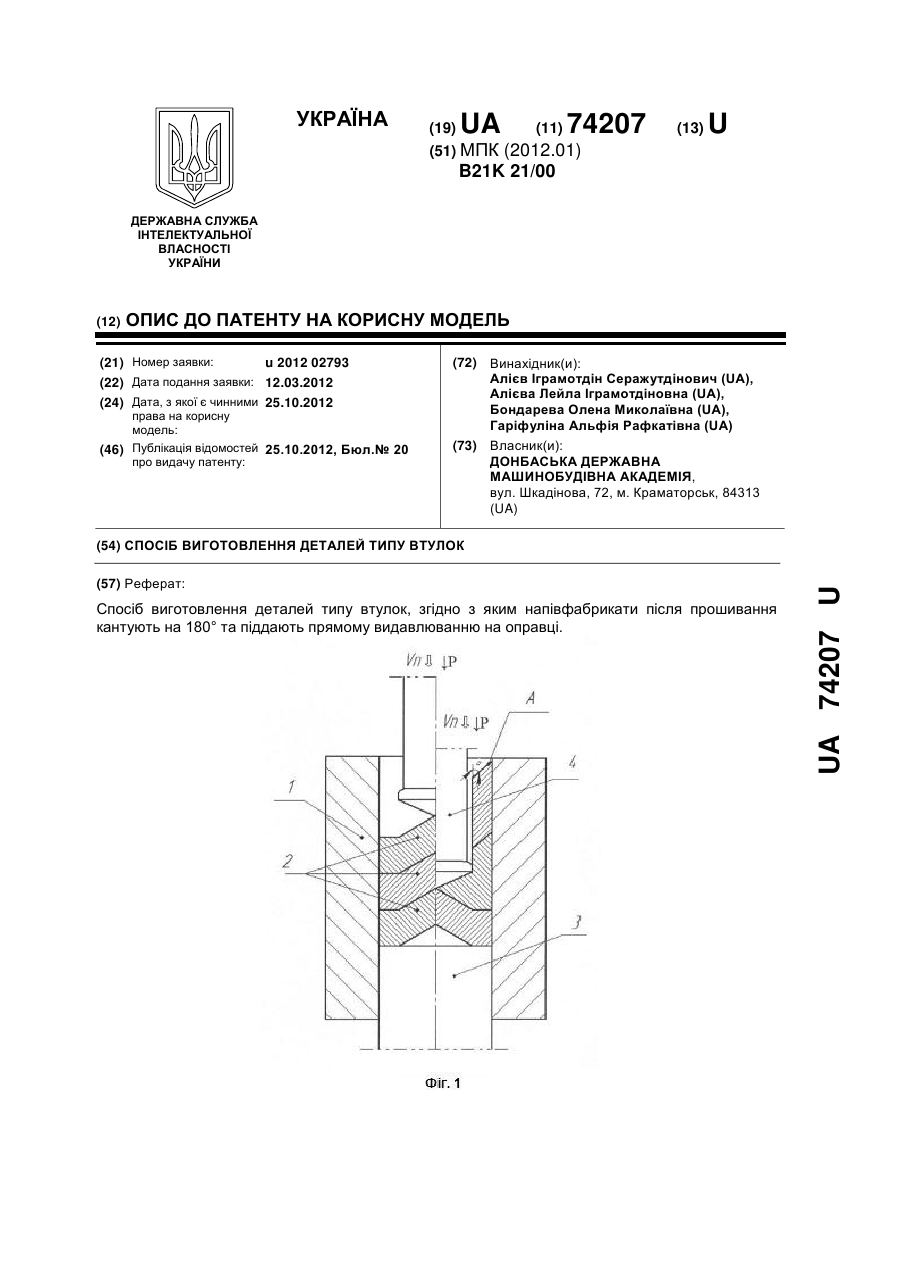
Номер патенту: 74207
Опубліковано: 25.10.2012
Автори: Гаріфуліна Альфія Рафкатівна, Бондарева Олена Миколаївна, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдіновна
МПК: B21K 21/00
Мітки: виготовлення, деталей, типу, спосіб, втулок
Формула / Реферат:
Спосіб виготовлення деталей типу втулок, який полягає у розміщенні в матриці пакету заготівок і прошиванні передньої наскрізь конічним пуансоном, який відрізняється тим, що напівфабрикати після прошивання кантують на 180° та піддають прямому видавлюванню на оправці.
Спосіб виготовлення деталей з наскрізним отвором

Номер патенту: 73920
Опубліковано: 10.10.2012
Автори: Алієва Лейла Іграмотдіновна, Алієв Іграмотдін Серажутдінович, Бондарева Олена Миколаївна
МПК: B21K 21/00
Мітки: наскрізним, деталей, виготовлення, отвором, спосіб
Формула / Реферат:
Спосіб виготовлення деталей з наскрізним отвором, який полягає у радіальному видавлюванні фланця в поперечну кругову порожнину, створену напівматрицями, висаджування фланця зближенням напівматриць і пробивання отвору під впливом рухливих деформуючого й опорного пуансонів, який відрізняється тим, що під час висаджування фланця навантаження з пуансонів знімається, а пробивання отвору виконується після завершення висаджування.
Попередній патент: Спосіб протягування заготівок із карбідних сталей
Наступний патент: Пересувна рекламна установка
Випадковий патент: Енергоустановка для катодного захисту газотрубопроводів