Спосіб виготовлення деталей типу втулок
Номер патенту: 74207
Опубліковано: 25.10.2012
Автори: Алієва Лейла Іграмотдіновна, Бондарева Олена Миколаївна, Алієв Іграмотдін Серажутдінович, Гаріфуліна Альфія Рафкатівна
Формула / Реферат
Спосіб виготовлення деталей типу втулок, який полягає у розміщенні в матриці пакету заготівок і прошиванні передньої наскрізь конічним пуансоном, який відрізняється тим, що напівфабрикати після прошивання кантують на 180° та піддають прямому видавлюванню на оправці.
Текст
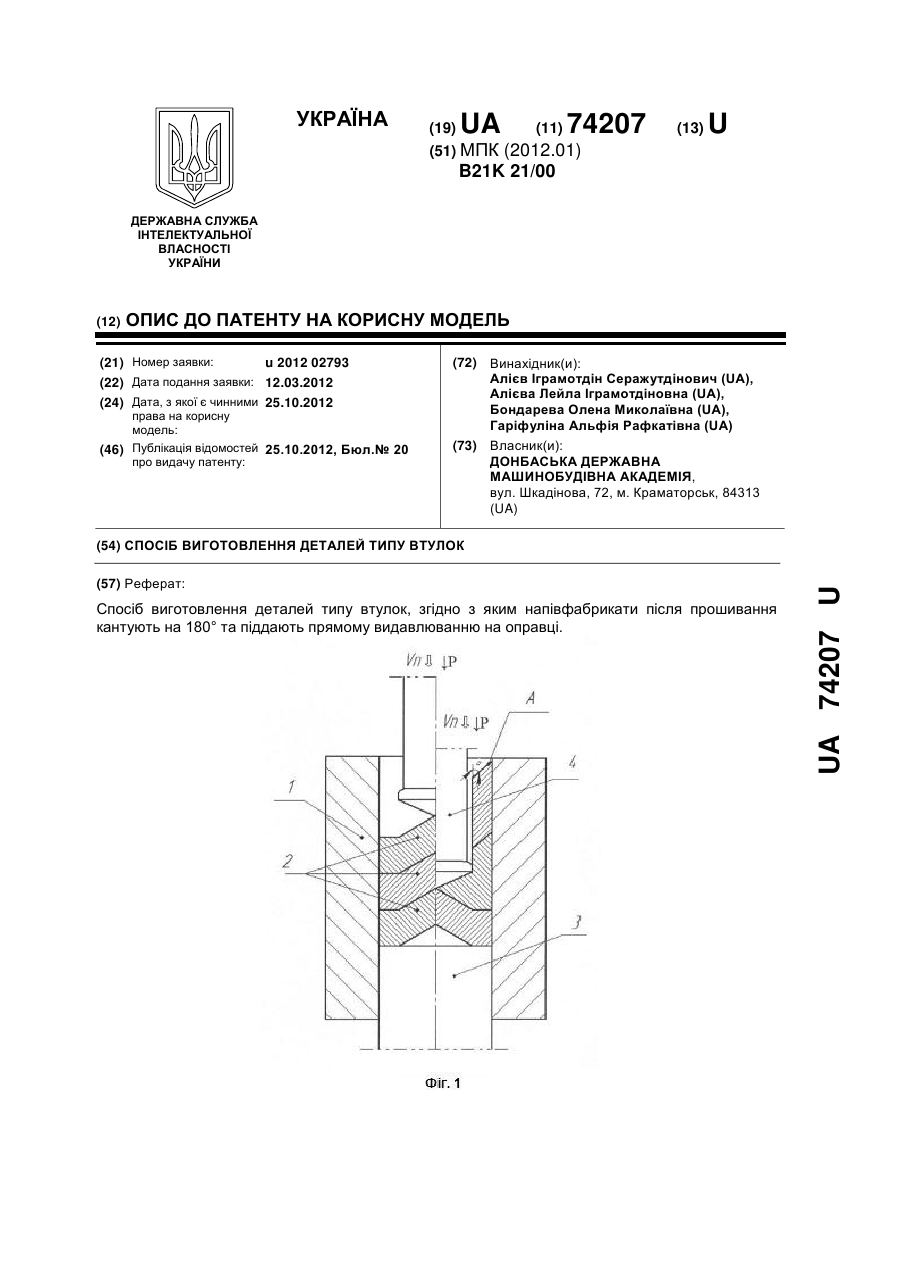
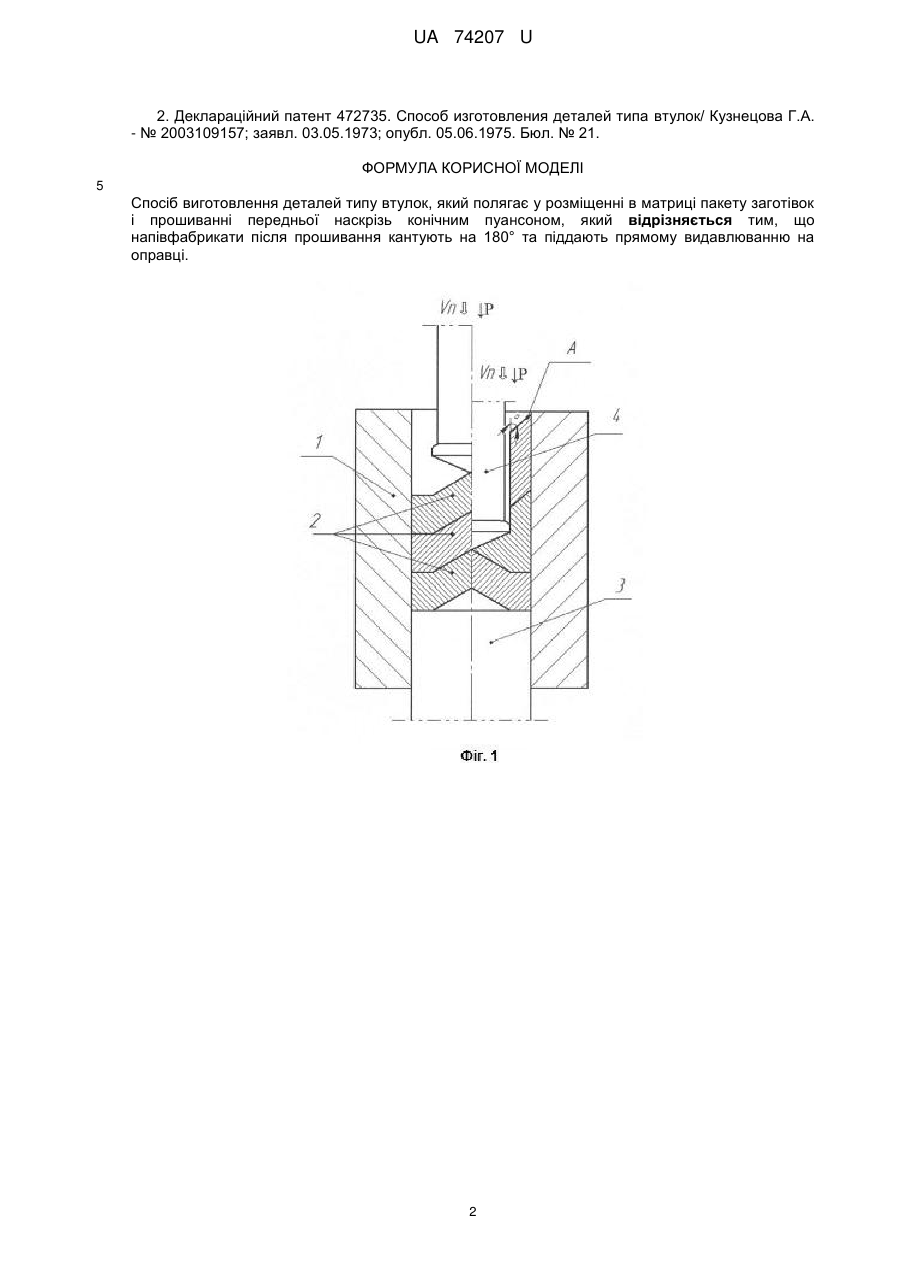
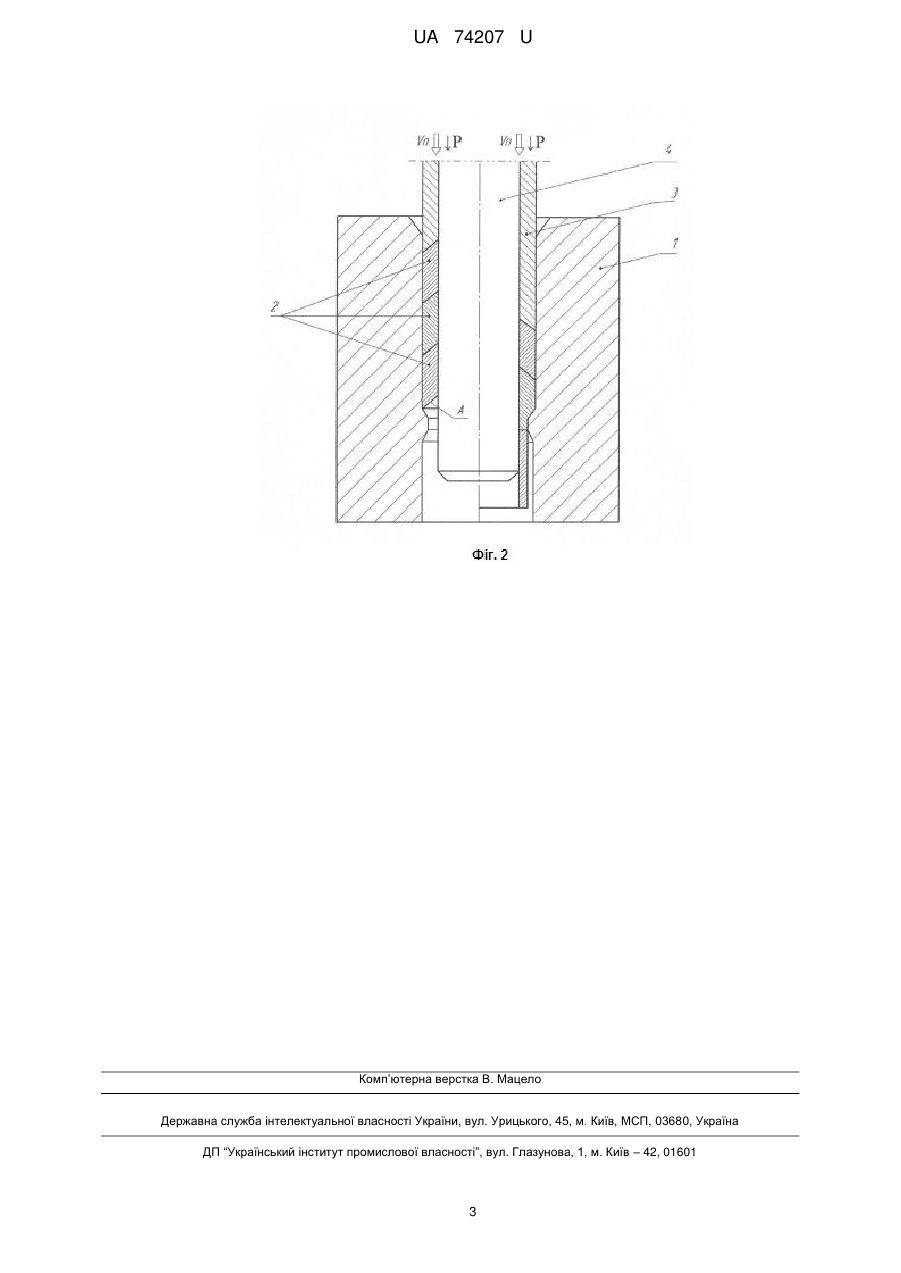
Реферат: Спосіб виготовлення деталей типу втулок, згідно з яким напівфабрикати після прошивання кантують на 180° та піддають прямому видавлюванню на оправці. UA 74207 U (54) СПОСІБ ВИГОТОВЛЕННЯ ДЕТАЛЕЙ ТИПУ ВТУЛОК UA 74207 U UA 74207 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може бути застосована в машинобудуванні та інших галузях промисловості, де використовуються деталі типу втулок. Відомий спосіб виготовлення деталей типу втулок полягає в тому, що після зворотного видавлювання деталі типу стакана виконують пробивання отвору в дні виробу [1]. Найбільш близьким аналогом способу, вибраним як прототип, є спосіб одержання порожнистих деталей типу втулок, що полягає у вміщенні послідовно декількох заготівок у матрицю і прошиванні передньої наскрізь конічним пуансоном, при цьому на торці кожної заготівки, протилежному пуансону, виконаний увігнутий конус [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є те, що спосіб виготовлення деталей типу втулок включає розміщення в матриці декількох заготівок, що деформуються, і прошивання передньої наскрізь конічним пуансоном. Недоліком відомого способу є те, що цей спосіб не забезпечує рівномірність розподілу інтенсивності логарифмічних деформацій за перерізом отриманої деталі та спостерігається відхилення форми торців втулки у вигляді утяжини, бо при наскрізному прошиванні спостерігається відставання внутрішніх шарів стінки від зовнішніх за рахунок інтенсивного захоплення деформуючим пуансоном внутрішніх шарів металу заготівки, тобто ці шари виявляються більш опрацьовані ніж зовнішні. В основу корисної моделі поставлена задача отримання якісної поверхні отвору деталей типу втулок, шляхом додавання технологічної операції деформування (прямого видавлювання на оправці) й отримання деталей з мінімальними відхиленнями форм. Поставлена задача вирішується тим, що після наскрізного прошивання за прототипом, напівфабрикати кантують на 180° та піддають прямому видавлюванню на оправці пуансоном, при тому відбувається деформація зовнішніх шарів стінки напівфабрикату - втулки попередньо отриманої наскрізним прошиванням. Таким чином забезпечується отримання втулок з плоскими торцями та з рівномірним розподілом деформації за перерізом стінки отриманої деталі. При виготовленні деталей типу втулок пропонованим способом спостерігається відсутність утяжини на торцях, рівномірність механічних властивостей металу за перерізом стінки, за рахунок того, що при двоетапному видавлюванні відбувається вирівнювання швидкостей та ступенів деформації обох шарів. Суть пропонованої моделі пояснюється кресленнями, на яких показано: фіг. 1 - схема прошивання конічним пуансоном на початку стадії (ліворуч) та кінці деформування (праворуч). фіг. 2 - схема деформування на початку стадії (ліворуч) та кінці прямого видавлювання на оправці (праворуч). Спосіб здійснюється наступним чином. Для наскрізного прошивання у матрицю 1 вміщають послідовно декілька заготівок (пакет заготівок) 2 на протипуансон 3, заготівки мають на торцях з одного боку опуклий, а з іншого увігнутий конуси, при чому розміщують опуклим конусом у бік рухливого пуансону 4, що має торець відповідний до форми заготівки (фіг. 1). Пуансон 4 рухається вниз зі швидкістю Vп та зусиллям Р, виконуючи операцію наскрізного прошивання. У результаті чого отримуємо напівфабрикат - втулку з гранню А, яка нахилена до вертикалі на кут . Наступним кроком виготовлення деталі типу втулок є розміщення у матриці 1 пакету напівфабрикатів 2, що попередньо отримані при наскрізному прошиванні та зкантовані на 180°, тому грань А опиняється знизу (фіг. 2). Пуансон 3 рухається вниз зі швидкістю Vп та зусиллям Р. З моменту зіткнення торців пуансона 3 та верхнього напівфабрикату 2 починається пряме видавлювання нижнього за рахунок обтискань з боку матриці. Пряме видавлювання відбувається на оправці 4 порожнистим пуансоном 3 з конусним торцем, що повторює форму напівфабрикату. При цьому спостерігаємо зменшення товщини стінки за рахунок деформування зовнішніх шарів втулки. Вирівнювання швидкостей деформації обох шарів стінки дає можливість отримання плоских торців деталі. Після того як нижній напівфабрикат піддали прямому видавлюванню на оправці, отриману втулку видаляють з порожнини матриці та зверху додають наступний напівфабрикат, що забезпечує високу продуктивність процесу. Спосіб забезпечує підвищення якості деталей з наскрізними отворами шляхом чіткого оформлення зовнішнього контуру стінки, отримання гладкої поверхні отвору та рівномірного розподілу інтенсивності деформації після прямого видавлювання на оправці, що забезпечує безвідходність процесу за рахунок перерозподілу металу. Джерела інформації: 1. Ковка и штамповка. Справочник. Том 3. - М.: Машиностроение, 1987. - С. 253, рис. 40. 1 UA 74207 U 2. Деклараційний патент 472735. Способ изготовления деталей типа втулок/ Кузнецова Г.А. - № 2003109157; заявл. 03.05.1973; опубл. 05.06.1975. Бюл. № 21. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб виготовлення деталей типу втулок, який полягає у розміщенні в матриці пакету заготівок і прошиванні передньої наскрізь конічним пуансоном, який відрізняється тим, що напівфабрикати після прошивання кантують на 180° та піддають прямому видавлюванню на оправці. 2 UA 74207 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing parts such as bushings
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Aliieva Leila Ihramotdinovna, Bondareva Olena Mykolaivna, Harifulina Alfia Rafkativna
Назва патенту російськоюСпособ изготовления деталей типа втулок
Автори російськоюАлиев Играмотдин Серажутдинович, Алиева Лейла Играмотдиновна, Бондарева Елена Николаевна, Гарифулина Альфия Рафкатовна
МПК / Мітки
МПК: B21K 21/00
Мітки: втулок, типу, деталей, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/5-74207-sposib-vigotovlennya-detalejj-tipu-vtulok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей типу втулок</a>
Спосіб виготовлення деталей типу втулок з фланцем
Номер патенту: 13745
Опубліковано: 17.04.2006
Автор: Алієва Лейла Іграмотдіновна
МПК: B21K 21/00, B21K 23/00
Мітки: типу, деталей, втулок, спосіб, виготовлення, фланцем
Формула / Реферат:
Спосіб виготовлення деталей типу втулок з фланцем, що включає прикладення деформуючого зусилля до торця трубчастої заготовки і радіального видавлювання на одній її бічний поверхні фланця, а на другій - технологічного бурту, який потім розгладжують, який відрізняється тим, що формування технологічного бурту виконують на початковій стадії процесу, на якій обмежують течію металу у фланець.
Спосіб кування деталей типу втулок із розтрубами
Номер патенту: 70801
Опубліковано: 25.06.2012
Автори: Таган Любов Вікторівна, Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович, Шкіра Олексій Віталійович
МПК: B21J 1/04
Мітки: кування, деталей, спосіб, втулок, типу, розтрубами
Формула / Реферат:
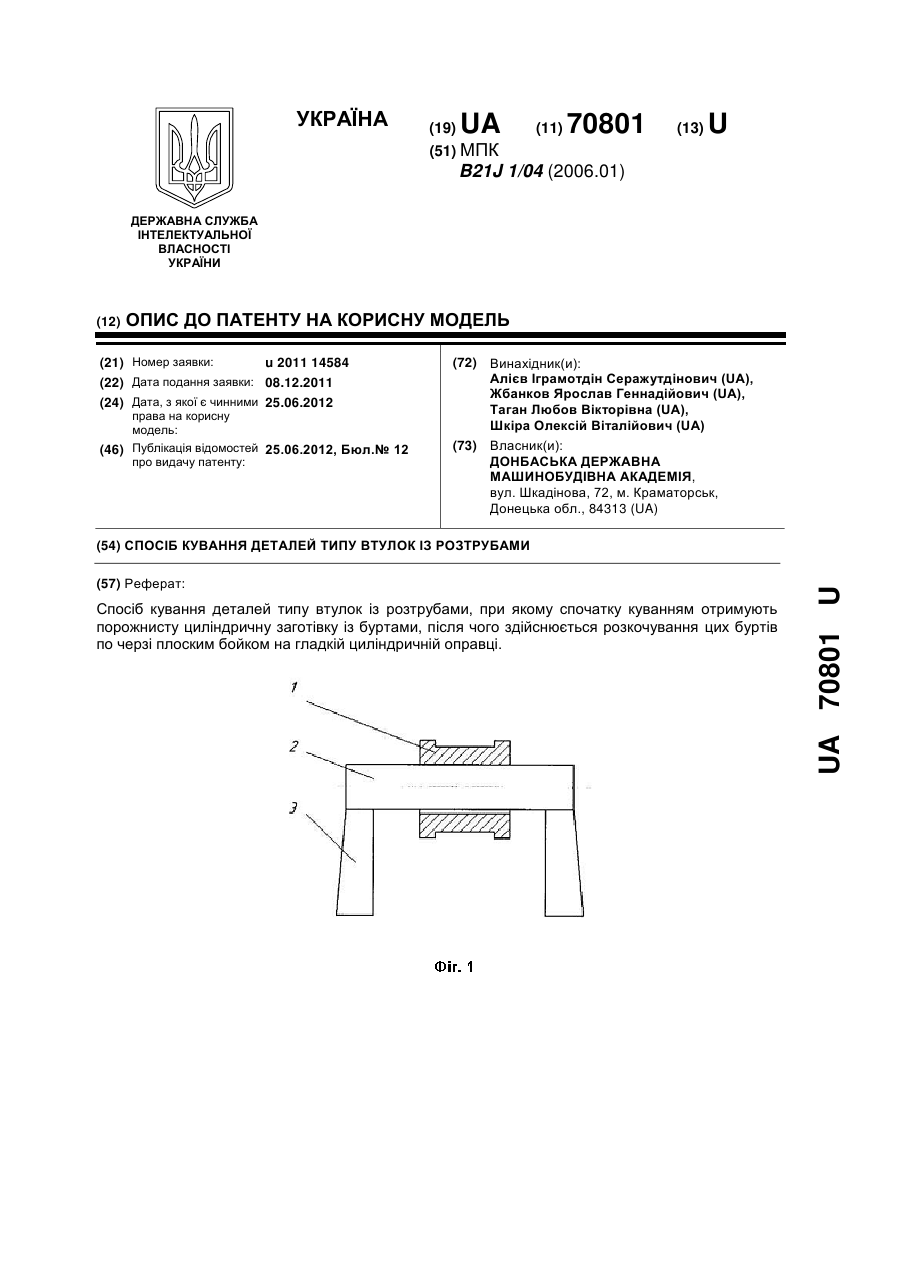
Спосіб кування деталей типу втулок із розтрубами, який полягає у виготовленні порожнистої заготівки розкочуванням на циліндричній оправці, який відрізняється тим, що спочатку куванням отримують порожнисту циліндричну заготівку із буртами, після чого здійснюється розкочування цих буртів по черзі плоским бойком на гладкій циліндричній оправці.
Спосіб виготовлення порожнистих деталей
Номер патенту: 32229
Опубліковано: 12.05.2008
Автори: Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдіновна, Жбанков Ярослав Геннадійович
МПК: B21K 21/00
Мітки: виготовлення, порожнистих, спосіб, деталей
Формула / Реферат:
Спосіб виготовлення порожнистих деталей, що здійснюють шляхом радіально-прямого видавлювання на оправці з порожнистих заготовок, який відрізняється тим, що виготовлення здійснюється з однієї порожнистої багатоштучної заготовки напівнеперервним радіально-прямим видавлюванням в зазор, утворений між оправкою та матрицею, з відрізанням одиничної деталі від багатоштучної заготовки в зоні зміни напрямку течії металу з радіального на прямий шляхом...
Спосіб виготовлення деталей типу втулки з фланцем
Номер патенту: 51926
Опубліковано: 10.08.2010
Автори: Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна, Москаленко Марія Сергіївна
МПК: B21K 21/00
Мітки: деталей, типу, виготовлення, фланцем, втулки, спосіб
Формула / Реферат:
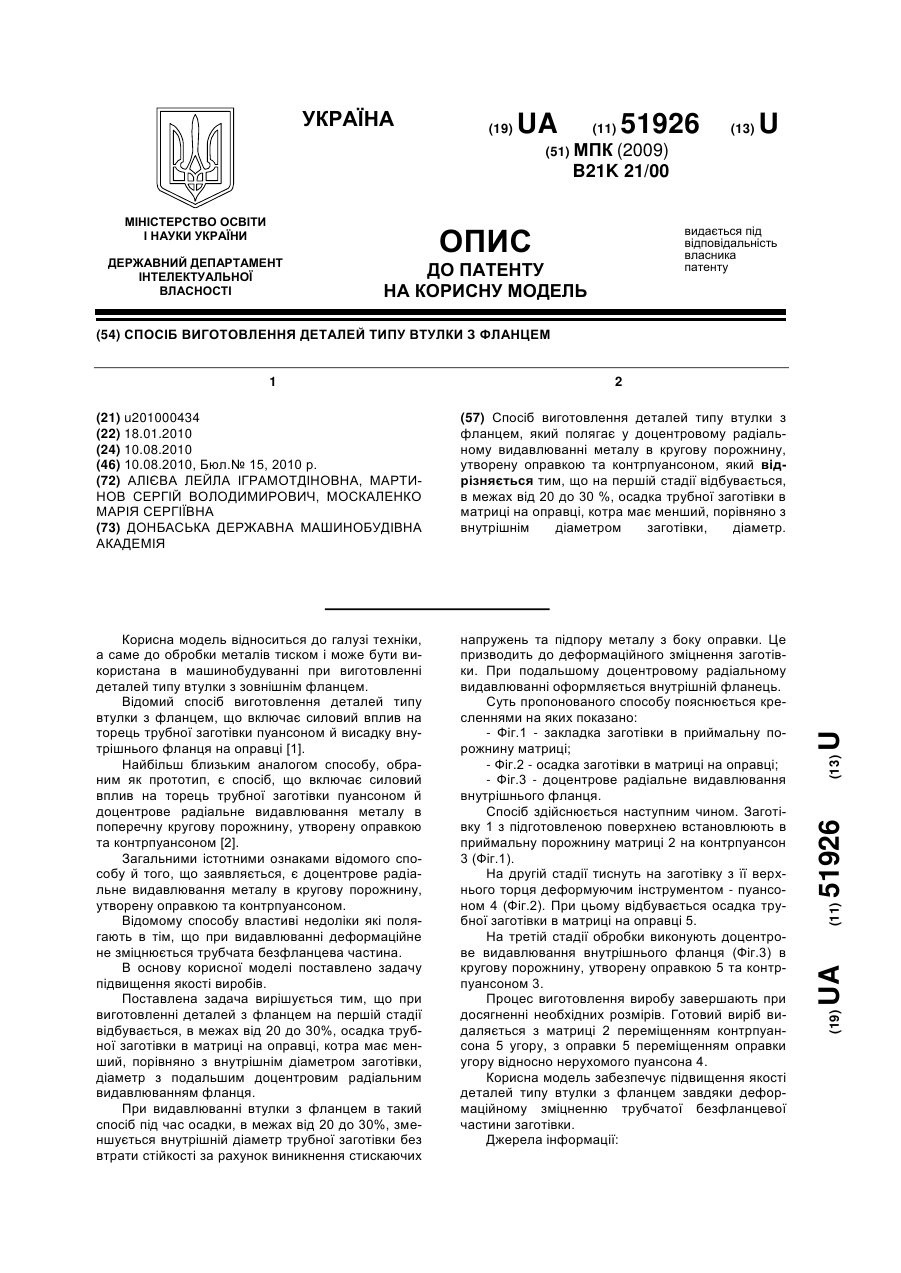
Спосіб виготовлення деталей типу втулки з фланцем, який полягає у доцентровому радіальному видавлюванні металу в кругову порожнину, утворену оправкою та контрпуансоном, який відрізняється тим, що на першій стадії відбувається, в межах від 20 до 30 %, осадка трубної заготівки в матриці на оправці, котра має менший, порівняно з внутрішнім діаметром заготівки, діаметр.
Спосіб виготовлення порожнистих деталей
Номер патенту: 38879
Опубліковано: 26.01.2009
Автори: Куценко Сергій Володимирович, Алієва Лєйла Іграмотдинівна, Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович
МПК: B21K 21/00
Мітки: виготовлення, спосіб, порожнистих, деталей
Формула / Реферат:
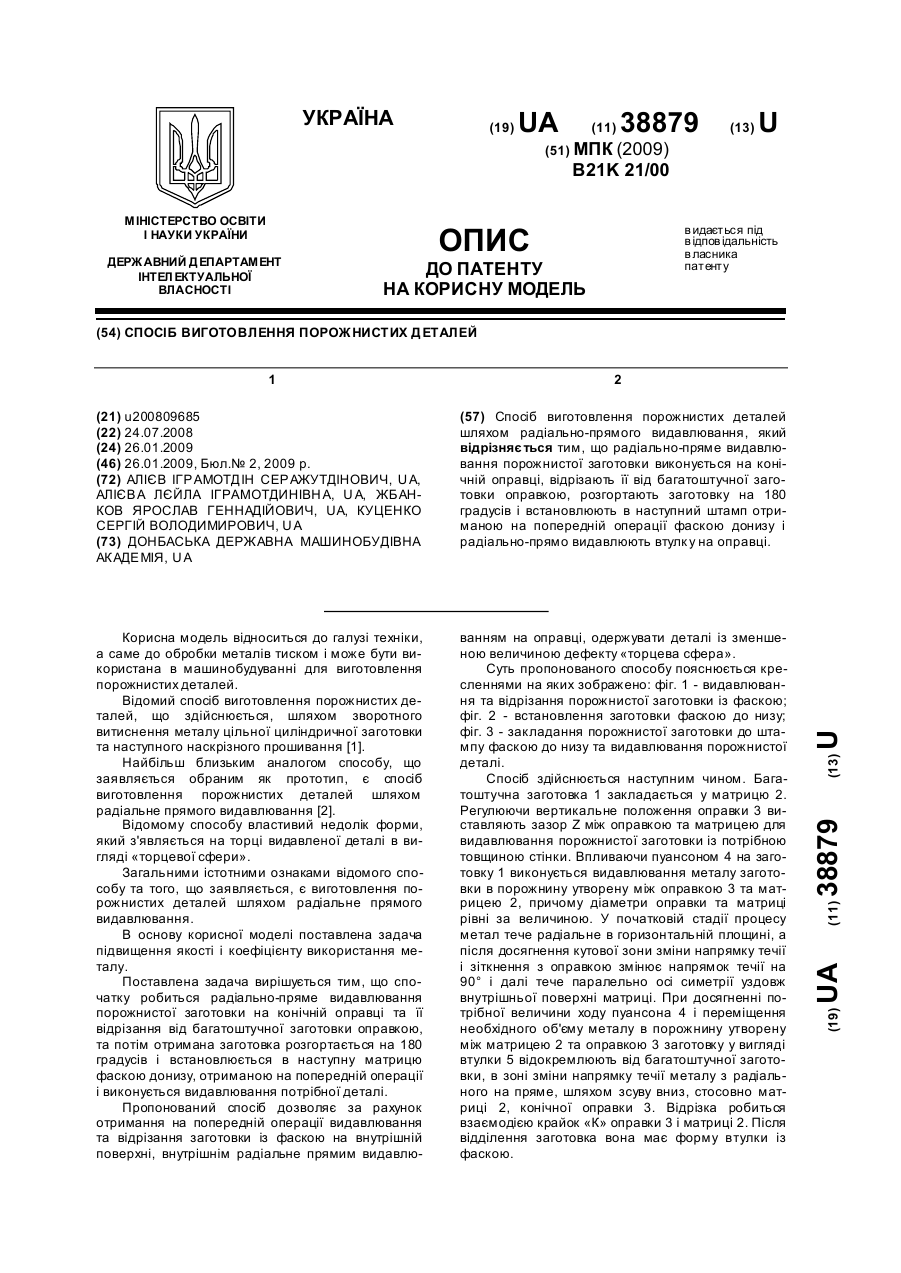
Спосіб виготовлення порожнистих деталей шляхом радіально-прямого видавлювання, який відрізняється тим, що радіально-пряме видавлювання порожнистої заготовки виконується на конічній оправці, відрізають її від багатоштучної заготовки оправкою, розгортають заготовку на 180 градусів і встановлюють в наступний штамп отриманою на попередній операції фаскою донизу і радіально-прямо видавлюють втулку на оправці.
Попередній патент: Пристрій для пневматичного транспортування сипких матеріалів
Наступний патент: Спосіб виготовлення секційних гвинтових заготовок
Випадковий патент: Система приведення до руху за допомогою рідкого середовища для прискорення, а також керування спрямуванням рідкого середовища (варіанти)