Спосіб зварювання штаб у стик у гарячому стані
Номер патенту: 85509
Опубліковано: 25.11.2013
Автори: Васильєв Андрій Олександрович, Мазур Валерій Леонідович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович

Формула / Реферат
Спосіб зварювання штаб у стик у гарячому стані при прокатуванні їх на широкоштабовому стані гарячої прокатки (ШСГП), що включає зварювання у стик суміжних штаб за допомогою спеціальних стикозварювальних машин, який відрізняється тим, що зварювання у стик суміжних штаб виконують безпосередньо в осередку деформації між валками прокатної кліті.
Текст
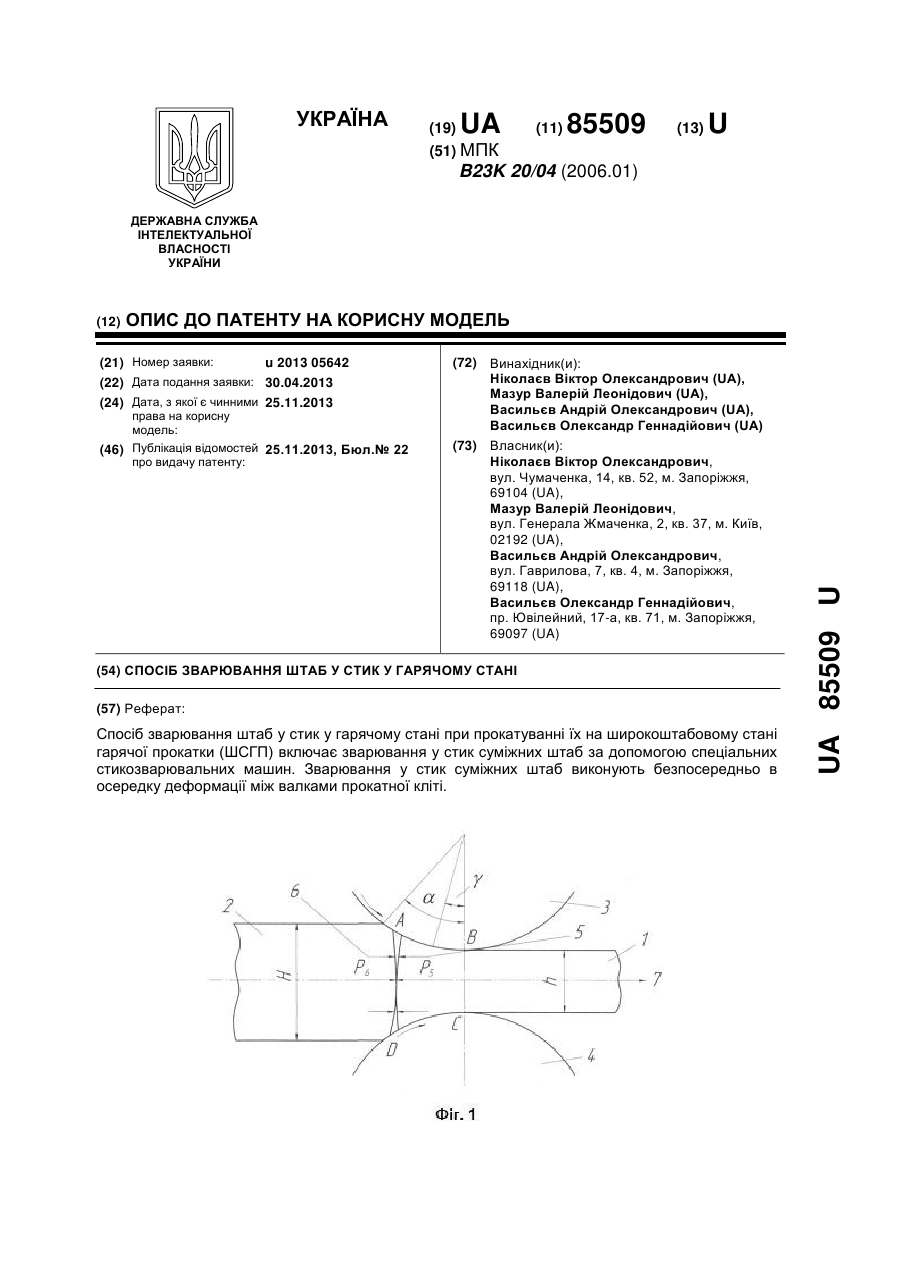
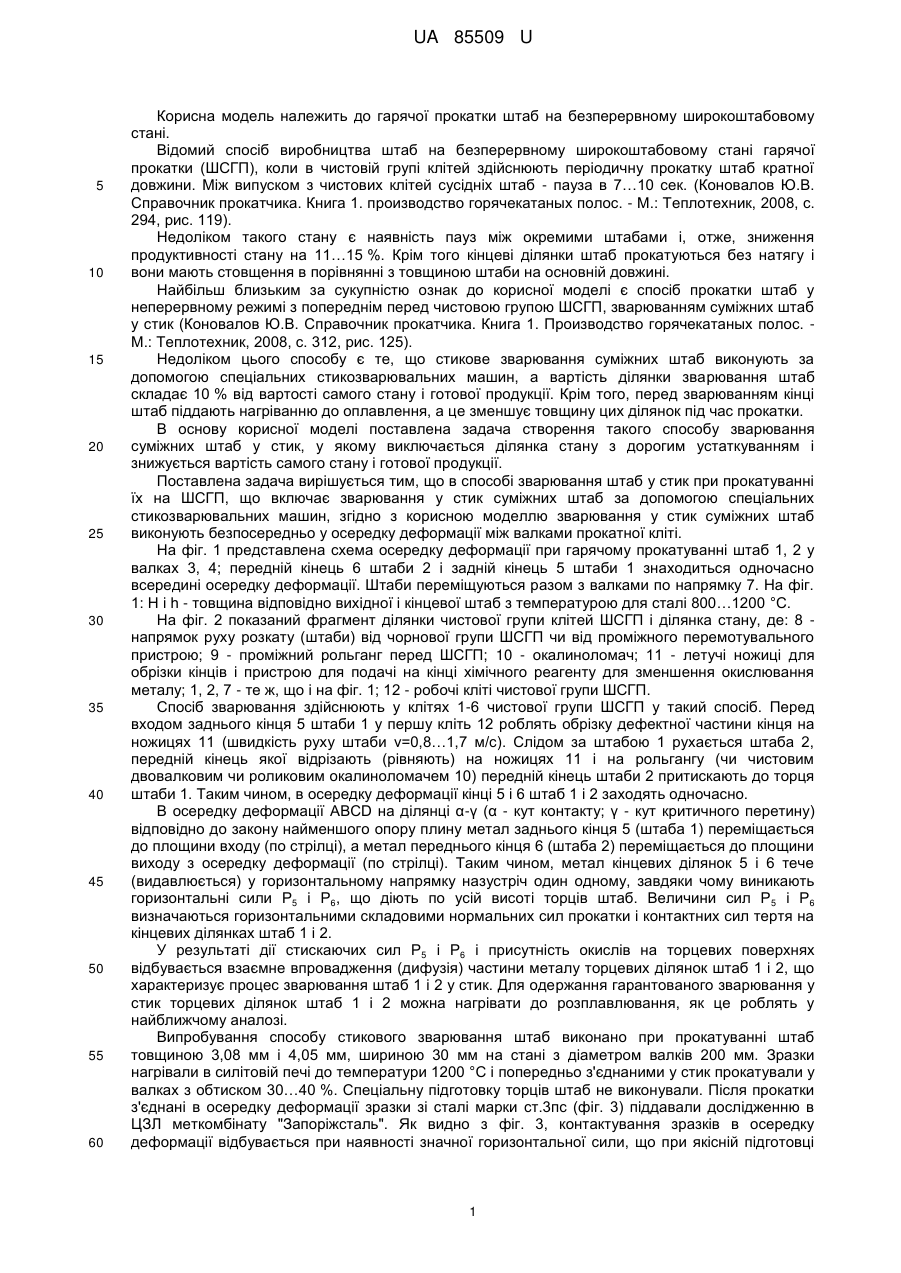
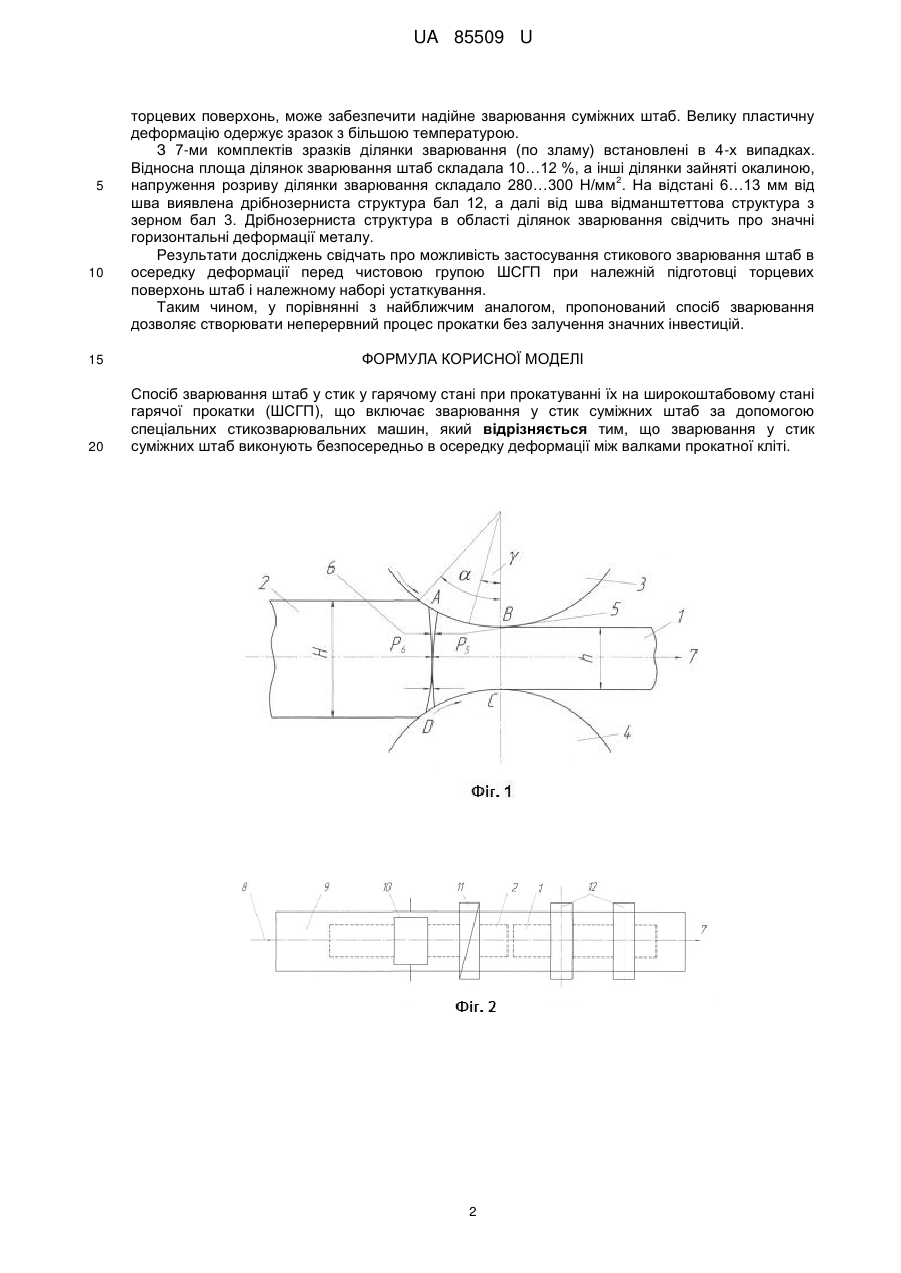
Реферат: Спосіб зварювання штаб у стик у гарячому стані при прокатуванні їх на широкоштабовому стані гарячої прокатки (ШСГП) включає зварювання у стик суміжних штаб за допомогою спеціальних стикозварювальних машин. Зварювання у стик суміжних штаб виконують безпосередньо в осередку деформації між валками прокатної кліті. UA 85509 U (12) UA 85509 U UA 85509 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до гарячої прокатки штаб на безперервному широкоштабовому стані. Відомий спосіб виробництва штаб на безперервному широкоштабовому стані гарячої прокатки (ШСГП), коли в чистовій групі клітей здійснюють періодичну прокатку штаб кратної довжини. Між випуском з чистових клітей сусідніх штаб - пауза в 7…10 сек. (Коновалов Ю.В. Справочник прокатчика. Книга 1. производство горячекатаных полос. - М.: Теплотехник, 2008, с. 294, рис. 119). Недоліком такого стану є наявність пауз між окремими штабами і, отже, зниження продуктивності стану на 11…15 %. Крім того кінцеві ділянки штаб прокатуються без натягу і вони мають стовщення в порівнянні з товщиною штаби на основній довжині. Найбільш близьким за сукупністю ознак до корисної моделі є спосіб прокатки штаб у неперервному режимі з попереднім перед чистовою групою ШСГП, зварюванням суміжних штаб у стик (Коновалов Ю.В. Справочник прокатчика. Книга 1. Производство горячекатаных полос. М.: Теплотехник, 2008, с. 312, рис. 125). Недоліком цього способу є те, що стикове зварювання суміжних штаб виконують за допомогою спеціальних стикозварювальних машин, а вартість ділянки зварювання штаб складає 10 % від вартості самого стану і готової продукції. Крім того, перед зварюванням кінці штаб піддають нагріванню до оплавлення, а це зменшує товщину цих ділянок під час прокатки. В основу корисної моделі поставлена задача створення такого способу зварювання суміжних штаб у стик, у якому виключається ділянка стану з дорогим устаткуванням і знижується вартість самого стану і готової продукції. Поставлена задача вирішується тим, що в способі зварювання штаб у стик при прокатуванні їх на ШСГП, що включає зварювання у стик суміжних штаб за допомогою спеціальних стикозварювальних машин, згідно з корисною моделлю зварювання у стик суміжних штаб виконують безпосередньо у осередку деформації між валками прокатної кліті. На фіг. 1 представлена схема осередку деформації при гарячому прокатуванні штаб 1, 2 у валках 3, 4; передній кінець 6 штаби 2 і задній кінець 5 штаби 1 знаходиться одночасно всередині осередку деформації. Штаби переміщуються разом з валками по напрямку 7. На фіг. 1: Н і h - товщина відповідно вихідної і кінцевої штаб з температурою для сталі 800…1200 °C. На фіг. 2 показаний фрагмент ділянки чистової групи клітей ШСГП і ділянка стану, де: 8 напрямок руху розкату (штаби) від чорнової групи ШСГП чи від проміжного перемотувального пристрою; 9 - проміжний рольганг перед ШСГП; 10 - окалиноломач; 11 - летучі ножиці для обрізки кінців і пристрою для подачі на кінці хімічного реагенту для зменшення окислювання металу; 1, 2, 7 - те ж, що і на фіг. 1; 12 - робочі кліті чистової групи ШСГП. Спосіб зварювання здійснюють у клітях 1-6 чистової групи ШСГП у такий спосіб. Перед входом заднього кінця 5 штаби 1 у першу кліть 12 роблять обрізку дефектної частини кінця на ножицях 11 (швидкість руху штаби v=0,8…1,7 м/с). Слідом за штабою 1 рухається штаба 2, передній кінець якої відрізають (рівняють) на ножицях 11 і на рольгангу (чи чистовим двовалковим чи роликовим окалиноломачем 10) передній кінець штаби 2 притискають до торця штаби 1. Таким чином, в осередку деформації кінці 5 і 6 штаб 1 і 2 заходять одночасно. В осередку деформації ABCD на ділянці α-γ (α - кут контакту; γ - кут критичного перетину) відповідно до закону найменшого опору плину метал заднього кінця 5 (штаба 1) переміщається до площини входу (по стрілці), а метал переднього кінця 6 (штаба 2) переміщається до площини виходу з осередку деформації (по стрілці). Таким чином, метал кінцевих ділянок 5 і 6 тече (видавлюється) у горизонтальному напрямку назустріч один одному, завдяки чому виникають горизонтальні сили P5 і Р6, що діють по усій висоті торців штаб. Величини сил P5 і Р6 визначаються горизонтальними складовими нормальних сил прокатки і контактних сил тертя на кінцевих ділянках штаб 1 і 2. У результаті дії стискаючих сил P5 і Р6 і присутність окислів на торцевих поверхнях відбувається взаємне впровадження (дифузія) частини металу торцевих ділянок штаб 1 і 2, що характеризує процес зварювання штаб 1 і 2 у стик. Для одержання гарантованого зварювання у стик торцевих ділянок штаб 1 і 2 можна нагрівати дорозплавлювання, як це роблять у найближчому аналозі. Випробування способу стикового зварювання штаб виконано при прокатуванні штаб товщиною 3,08 мм і 4,05 мм, шириною 30 мм на стані з діаметром валків 200 мм. Зразки нагрівали в силітовій печі до температури 1200 °C і попередньо з'єднаними у стик прокатували у валках з обтиском 30…40 %. Спеціальну підготовку торців штаб не виконували. Після прокатки з'єднані в осередку деформації зразки зі сталі марки ст.3пс (фіг. 3) піддавали дослідженню в ЦЗЛ меткомбінату "Запоріжсталь". Як видно з фіг. 3, контактування зразків в осередку деформації відбувається при наявності значної горизонтальної сили, що при якісній підготовці 1 UA 85509 U 5 10 торцевих поверхонь, може забезпечити надійне зварювання суміжних штаб. Велику пластичну деформацію одержує зразок з більшою температурою. З 7-ми комплектів зразків ділянки зварювання (по зламу) встановлені в 4-х випадках. Відносна площа ділянок зварювання штаб складала 10…12 %, а інші ділянки зайняті окалиною, 2 напруження розриву ділянки зварювання складало 280…300 Н/мм . На відстані 6…13 мм від шва виявлена дрібнозерниста структура бал 12, а далі від шва відманштеттова структура з зерном бал 3. Дрібнозерниста структура в області ділянок зварювання свідчить про значні горизонтальні деформації металу. Результати досліджень свідчать про можливість застосування стикового зварювання штаб в осередку деформації перед чистовою групою ШСГП при належній підготовці торцевих поверхонь штаб і належному наборі устаткування. Таким чином, у порівнянні з найближчим аналогом, пропонований спосіб зварювання дозволяє створювати неперервний процес прокатки без залучення значних інвестицій. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб зварювання штаб у стик у гарячому стані при прокатуванні їх на широкоштабовому стані гарячої прокатки (ШСГП), що включає зварювання у стик суміжних штаб за допомогою спеціальних стикозварювальних машин, який відрізняється тим, що зварювання у стик суміжних штаб виконують безпосередньо в осередку деформації між валками прокатної кліті. 2 UA 85509 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюNikolaiev Viktor Oleksandrovych, Mazur Valerii Leonidovych, Vasyliev Andrii Oleksandrovych, Vasyliev Oleksandr Hennadiiovych
Автори російськоюНиколаев Виктор Александрович, Мазур Валерий Леонидович, Васильев Андрей Александрович, Васильев Александр Геннадьевич
МПК / Мітки
МПК: B23K 20/04
Мітки: спосіб, стик, гарячому, штаб, стані, зварювання
Код посилання
<a href="https://ua.patents.su/5-85509-sposib-zvaryuvannya-shtab-u-stik-u-garyachomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання штаб у стик у гарячому стані</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: прокатки, штаб, гарячої, спосіб, широкоштабовому, стані
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
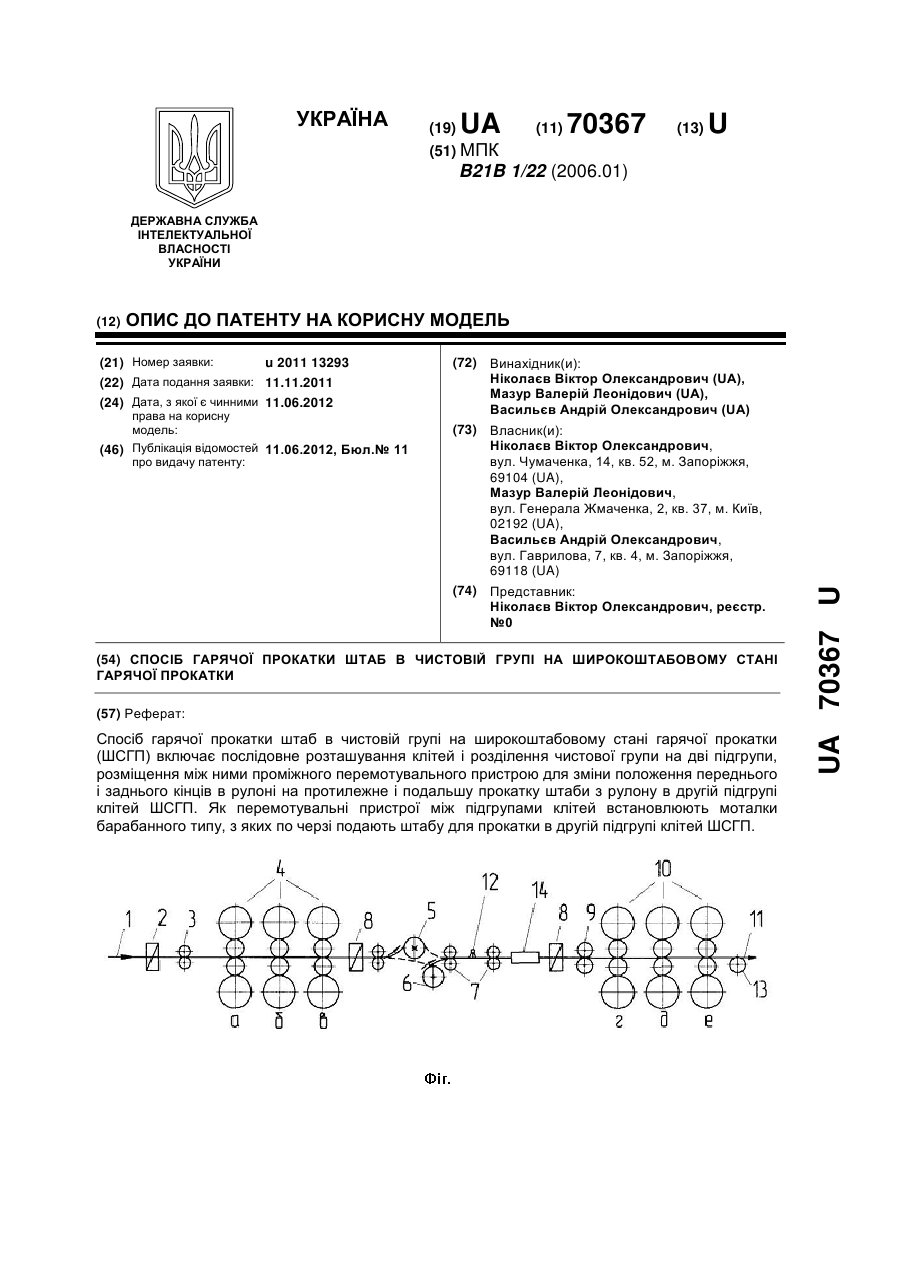
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Мазур Валерій Леонідович, Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: широкоштабовому, гарячої, прокатки, чистовий, штаб, спосіб, стані, групи
Формула / Реферат:
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Спосіб холодної прокатки штаб
Номер патенту: 68731
Опубліковано: 10.04.2012
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович, Васильєв Олександр Геннадійович, Путнокі Олександр Юліусович, Ніколенко Андрій Георгійович
МПК: B21B 39/34
Мітки: холодної, спосіб, прокатки, штаб
Формула / Реферат:
Спосіб холодної прокатки штаб, що включає розмотування гарячекатаної штаби з рулона, прокатку в клітях стана зі змінною швидкістю та змотування штаби в рулон, який відрізняється тим, що перед холодною прокаткою на безперервному стані виконують перемотування штаби гарячекатаного рулона з виведенням внутрішнього заднього потовщеного кінця на зовнішній виток рулона.
Спосіб виробництва холоднокатаних штаб

Номер патенту: 71395
Опубліковано: 10.07.2012
Автори: Ніколаєв Віктор Олександрович, Васильєв Андрій Олександрович
МПК: B21B 39/34
Мітки: штаб, холоднокатаних, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва холоднокатаних штаб, що включає травлення гарячекатаної штаби, попередню пластичну її деформацію в прокатній кліті, укрупнення рулонів і подальшу прокатку на неперервному стані холодної прокатки на кінцеву товщину, який відрізняється тим, що ділянки гарячекатаної штаби зі зварними з'єднаннями деформують в кліті суміщеного неперервно-травильно-прокатного агрегату з додатковим обтиском, який перевищує обтиск на основній...
Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Череднічок Віталій Тимофійович, Дідковський Олександр Володимирович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Думчев Євген Олександрович, Богорський Михайло Володимирович, Бєляєв Данило Іванович
МПК: B23K 11/04, B23K 11/00
Мітки: зварювання, грату, стані, зрізування, спосіб, стикового, контактного, гарячому, машини
Формула / Реферат:
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок...
Попередній патент: В’яжуче
Наступний патент: Склад масляної пасти для хворих на цукровий діабет
Випадковий патент: Листова мішалка