Спосіб визначення ступеня закриття внутрішніх дефектів при обробці металів тиском
Номер патенту: 85728
Опубліковано: 25.11.2013
Автори: Каргін Борис Сергійович, Лисенко Володимир Володимирович, Ніколенко Роман Сергійович, Аніщенко Олександр Сергійович, Безлюдний Денис Сергійович, Кухар Володимир Володимирович, Каргін Сергій Борисович

Формула / Реферат
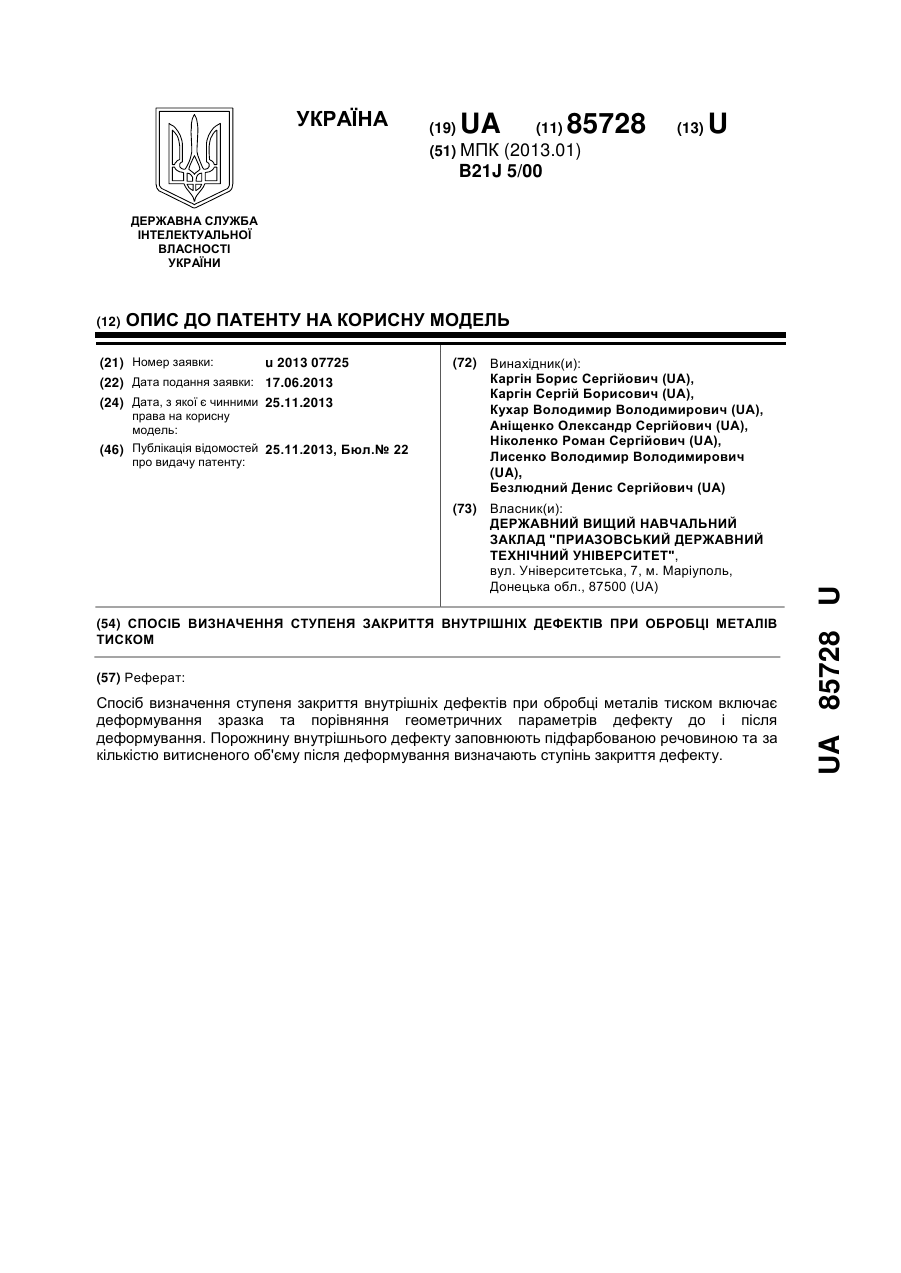
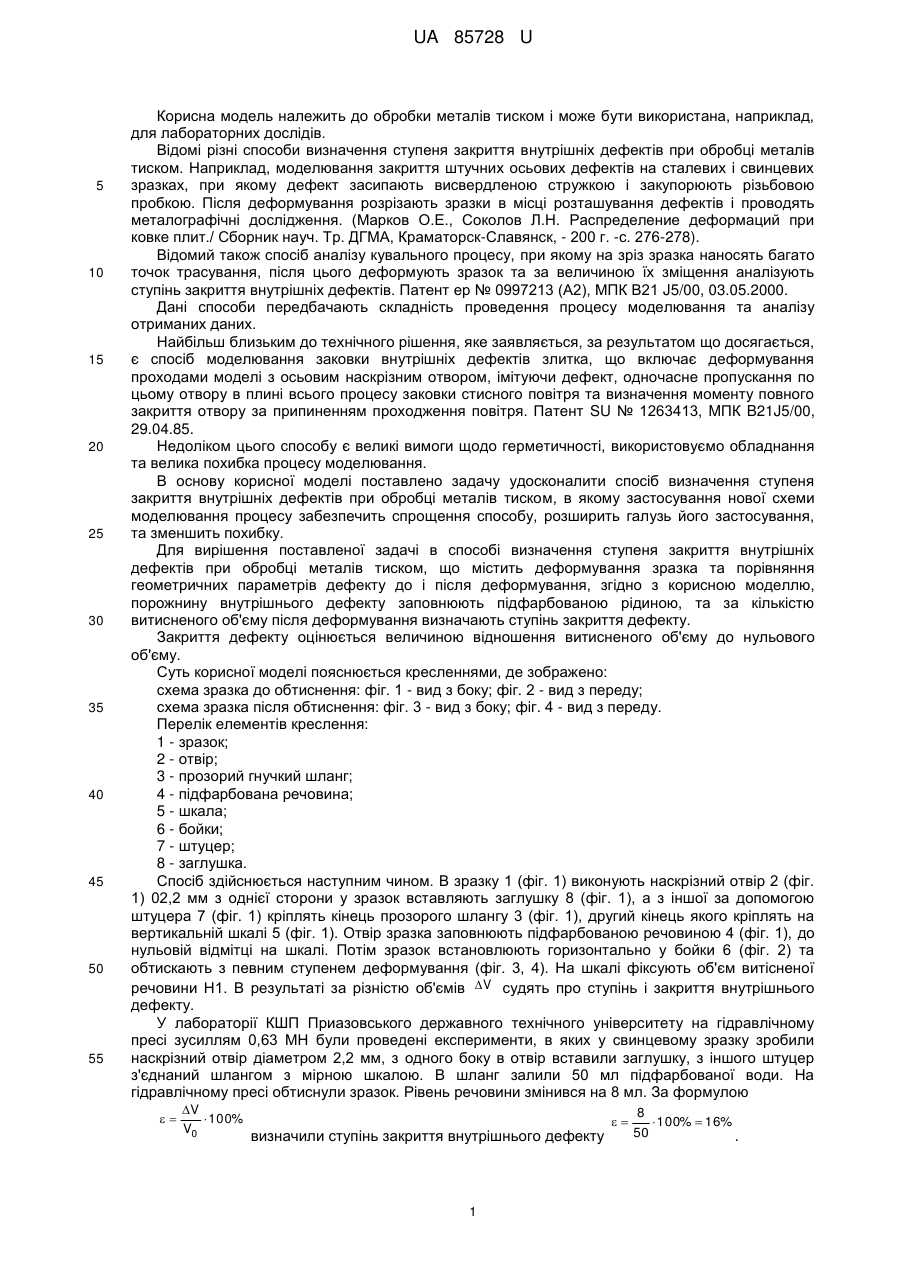
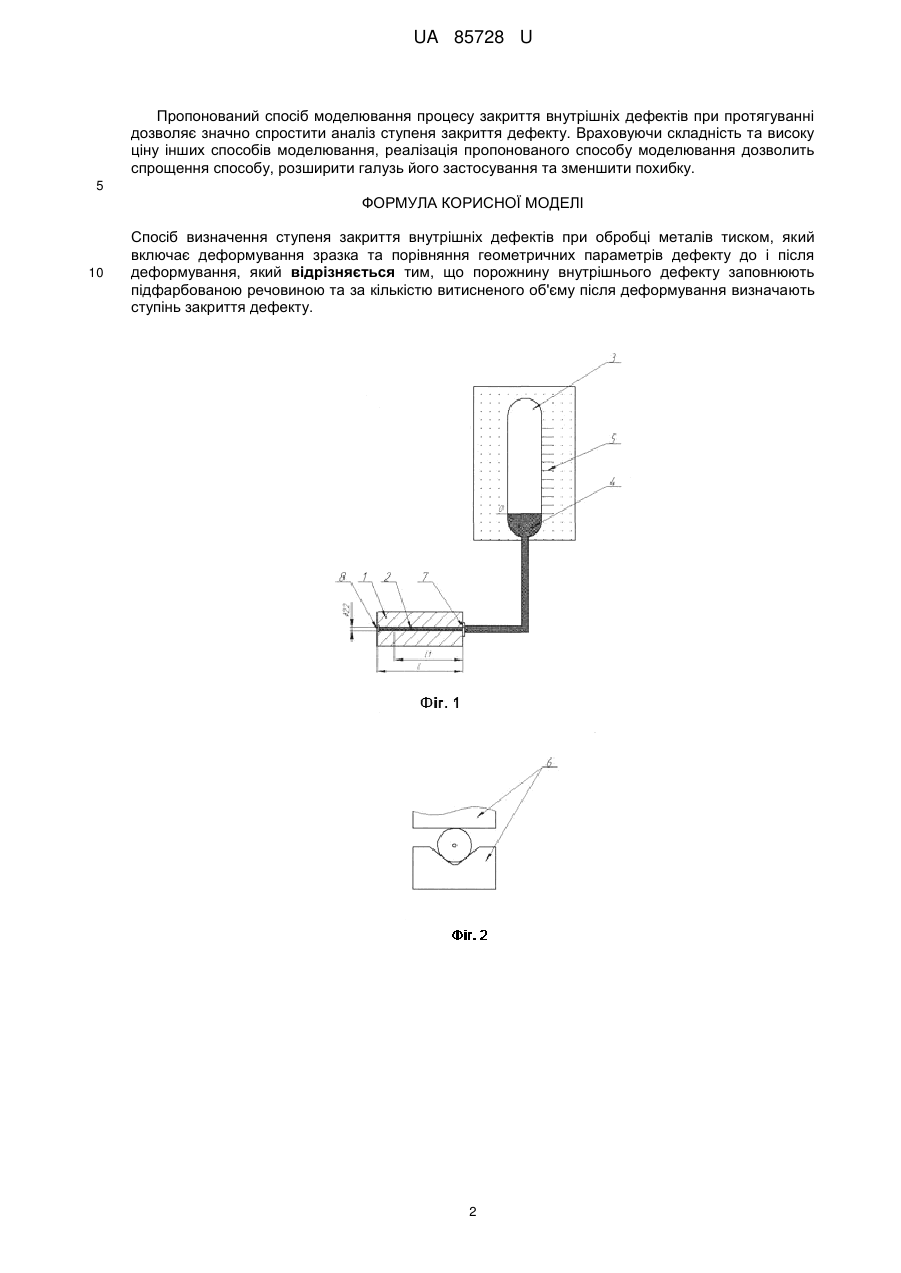
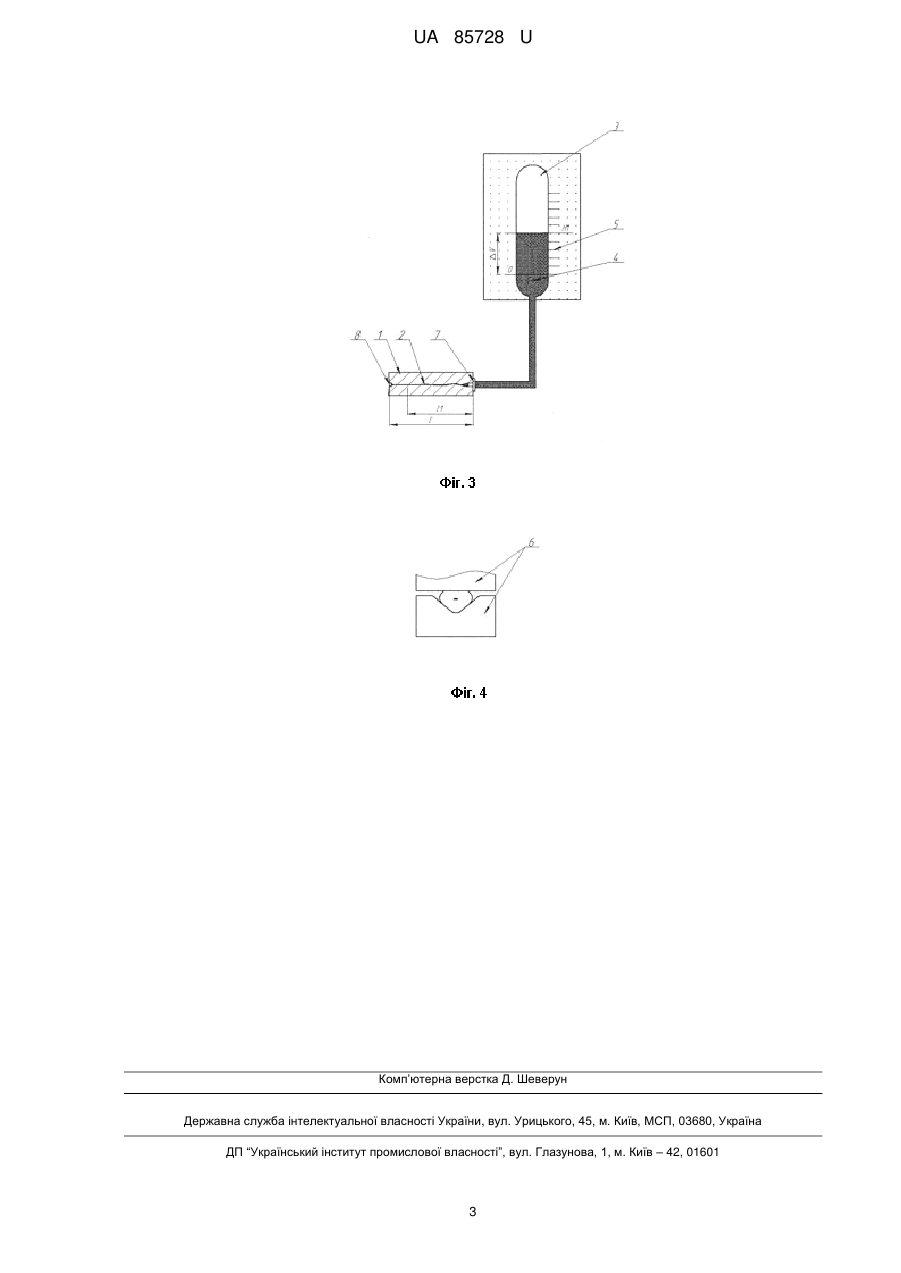
Спосіб визначення ступеня закриття внутрішніх дефектів при обробці металів тиском, який включає деформування зразка та порівняння геометричних параметрів дефекту до і після деформування, який відрізняється тим, що порожнину внутрішнього дефекту заповнюють підфарбованою речовиною та за кількістю витисненого об'єму після деформування визначають ступінь закриття дефекту.
Текст
Реферат: Спосіб визначення ступеня закриття внутрішніх дефектів при обробці металів тиском включає деформування зразка та порівняння геометричних параметрів дефекту до і після деформування. Порожнину внутрішнього дефекту заповнюють підфарбованою речовиною та за кількістю витисненого об'єму після деформування визначають ступінь закриття дефекту. UA 85728 U (12) UA 85728 U UA 85728 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском і може бути використана, наприклад, для лабораторних дослідів. Відомі різні способи визначення ступеня закриття внутрішніх дефектів при обробці металів тиском. Наприклад, моделювання закриття штучних осьових дефектів на сталевих і свинцевих зразках, при якому дефект засипають висвердленою стружкою і закупорюють різьбовою пробкою. Після деформування розрізають зразки в місці розташування дефектів і проводять металографічні дослідження. (Марков О.Е., Соколов Л.Н. Распределение деформаций при ковке плит./ Сборник науч. Тр. ДГМА, Краматорск-Славянск, - 200 г. -с. 276-278). Відомий також спосіб аналізу кувального процесу, при якому на зріз зразка наносять багато точок трасування, після цього деформують зразок та за величиною їх зміщення аналізують ступінь закриття внутрішніх дефектів. Патент ер № 0997213 (А2), МПК В21 J5/00, 03.05.2000. Дані способи передбачають складність проведення процесу моделювання та аналізу отриманих даних. Найбільш близьким до технічного рішення, яке заявляється, за результатом що досягається, є спосіб моделювання заковки внутрішніх дефектів злитка, що включає деформування проходами моделі з осьовим наскрізним отвором, імітуючи дефект, одночасне пропускання по цьому отвору в плині всього процесу заковки стисного повітря та визначення моменту повного закриття отвору за припиненням проходження повітря. Патент SU № 1263413, MПК B21J5/00, 29.04.85. Недоліком цього способу є великі вимоги щодо герметичності, використовуємо обладнання та велика похибка процесу моделювання. В основу корисної моделі поставлено задачу удосконалити спосіб визначення ступеня закриття внутрішніх дефектів при обробці металів тиском, в якому застосування нової схеми моделювання процесу забезпечить спрощення способу, розширить галузь його застосування, та зменшить похибку. Для вирішення поставленої задачі в способі визначення ступеня закриття внутрішніх дефектів при обробці металів тиском, що містить деформування зразка та порівняння геометричних параметрів дефекту до і після деформування, згідно з корисною моделлю, порожнину внутрішнього дефекту заповнюють підфарбованою рідиною, та за кількістю витисненого об'єму після деформування визначають ступінь закриття дефекту. Закриття дефекту оцінюється величиною відношення витисненого об'єму до нульового об'єму. Суть корисної моделі пояснюється кресленнями, де зображено: схема зразка до обтиснення: фіг. 1 - вид з боку; фіг. 2 - вид з переду; схема зразка після обтиснення: фіг. 3 - вид з боку; фіг. 4 - вид з переду. Перелік елементів креслення: 1 - зразок; 2 - отвір; 3 - прозорий гнучкий шланг; 4 - підфарбована речовина; 5 - шкала; 6 - бойки; 7 - штуцер; 8 - заглушка. Спосіб здійснюється наступним чином. В зразку 1 (фіг. 1) виконують наскрізний отвір 2 (фіг. 1) 02,2 мм з однієї сторони у зразок вставляють заглушку 8 (фіг. 1), а з іншої за допомогою штуцера 7 (фіг. 1) кріплять кінець прозорого шлангу 3 (фіг. 1), другий кінець якого кріплять на вертикальній шкалі 5 (фіг. 1). Отвір зразка заповнюють підфарбованою речовиною 4 (фіг. 1), до нульовій відмітці на шкалі. Потім зразок встановлюють горизонтально у бойки 6 (фіг. 2) та обтискають з певним ступенем деформування (фіг. 3, 4). На шкалі фіксують об'єм витісненої речовини Н1. В результаті за різністю об'ємів V судять про ступінь і закриття внутрішнього дефекту. У лабораторії КШП Приазовського державного технічного університету на гідравлічному пресі зусиллям 0,63 МН були проведені експерименти, в яких у свинцевому зразку зробили наскрізний отвір діаметром 2,2 мм, з одного боку в отвір вставили заглушку, з іншого штуцер з'єднаний шлангом з мірною шкалою. В шланг залили 50 мл підфарбованої води. На гідравлічному пресі обтиснули зразок. Рівень речовини змінився на 8 мл. За формулою V 100% V0 визначили ступінь закриття внутрішнього дефекту 1 8 100% 16% 50 . UA 85728 U Пропонований спосіб моделювання процесу закриття внутрішніх дефектів при протягуванні дозволяє значно спростити аналіз ступеня закриття дефекту. Враховуючи складність та високу ціну інших способів моделювання, реалізація пропонованого способу моделювання дозволить спрощення способу, розширити галузь його застосування та зменшити похибку. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб визначення ступеня закриття внутрішніх дефектів при обробці металів тиском, який включає деформування зразка та порівняння геометричних параметрів дефекту до і після деформування, який відрізняється тим, що порожнину внутрішнього дефекту заповнюють підфарбованою речовиною та за кількістю витисненого об'єму після деформування визначають ступінь закриття дефекту. 2 UA 85728 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKargin Sergii Borysovych, Anischenko Oleksandr Serhiiovych, Lysenko Volodymyr Volodymyrovych, Bezliudnyi Denys Serhiiovych
Автори російськоюКаргин Сергей Борисович, Анищенко Александр Сергеевич, Лысенко Владимир Владимирович, Безлюдный Денис Сергеевич
МПК / Мітки
МПК: B21J 5/00
Мітки: закриття, внутрішніх, обробці, металів, тиском, спосіб, визначення, дефектів, ступеня
Код посилання
<a href="https://ua.patents.su/5-85728-sposib-viznachennya-stupenya-zakrittya-vnutrishnikh-defektiv-pri-obrobci-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення ступеня закриття внутрішніх дефектів при обробці металів тиском</a>
Спосіб визначення внутрішніх дефектів в стінах приміщень
Номер патенту: 32620
Опубліковано: 26.05.2008
Автори: Логвиненко Микола Федорович, Громико Ігор Олексійович, Борзов Михайло Миколайович, Пєвнєв Володимир Яковлевич, Серков Олександр Анатолійович, Чурюмов Геннадій Іванович
МПК: G01B 11/16
Мітки: визначення, приміщень, внутрішніх, стінах, дефектів, спосіб
Формула / Реферат:
Спосіб визначення внутрішніх дефектів в стінах приміщень, що включає освітлення стіни когерентним випромінюванням, формування його спекл-зображення та реєстрацію відеокамерою, оцифрування і послідовне запам'ятовування цифрових зображень із подальшим визначенням місцеположення дефектних зон в стінах приміщення, який відрізняється тим, що попередньо між стіною приміщення та когерентним випромінювачем розміщують тонку поверхню, яка не пропускає...
Зразок для визначення оптимального ступеня деформації при термомеханічній обробці сталі
Номер патенту: 13207
Опубліковано: 15.03.2006
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
Мітки: ступеня, обробці, визначення, оптимального, зразок, термомеханічній, сталі, деформації
Формула / Реферат:
Зразок для визначення оптимального ступеня деформації при термомеханічній обробці сталі, що має трапецієподібну форму, який відрізняється тим, що зразок виконаний у вигляді східчастої стрічки з поперечними пазами після кожної із сходинок, причому розміри пазів забезпечують створення клиноподібності в процесі прокатки зразка, внаслідок чого обтиснення його виконують з одного нагріву до температури аустенізації за один прохід з наростаючою...
Спосіб закриття обширних дефектів м’яких тканин кисті з використанням експандерної дермотензії
Номер патенту: 52501
Опубліковано: 25.08.2010
Автори: Чемерис Орест Мирославович, Савчин Василь Степанович, Герич Ігор Дионізійович, Алексадрович Олег Данилович, Стоянівський Ігор Володимирович
МПК: A61B 17/00, A61B 17/88, A61M 29/02, A61B 17/56, A61B 17/322
Мітки: дермотензії, використанням, кисті, закриття, експандерної, обширних, спосіб, м'яких, тканин, дефектів
Формула / Реферат:
Спосіб закриття обширних дефектів м'яких тканин кисті, що включає формування мостоподібних шкірних клаптів, який відрізняється тим, що імплантують балонний експандер, відповідний за розмірами та формою до площі та форми шкірного дефекту, на передню черевну стінку чи спину і з періодичністю 5-7 днів протягом 8 тижнів у балонний експандер вводять фізіологічний розчин до повного заповнення його об'єму, після цього балонний експандер видаляють,...
Спосіб формування шкіряно-фасціального клаптя для закриття глибоких дефектів покривів тіла
Номер патенту: 57349
Опубліковано: 16.06.2003
Автори: Богославська Світлана Ростиславівна, Фісталь Єміль Якович, Мачуха Роман Ігорович, Гусак Володимир Корнійович, Аніщенко Лариса Григорівна
МПК: A61B 17/00
Мітки: клаптя, спосіб, глибоких, шкіряно-фасціального, формування, покривів, дефектів, закриття, тіла
Формула / Реферат:
Спосіб формування шкіряно-фасціального клаптя для закриття глибоких дефектів покривів тіла, що включає закриття глибоких дефектів різних ділянок, який відрізняється тим, що формують клапоть із збереженням надфасціального судинного сплетіння шкіри, з відношенням довжини до ширини 4/1 - 5/1.
Спосіб пластичного закриття дефектів основи черепа, що локалізуються в крилопіднебінній та підскроневій ямках
Номер патенту: 44638
Опубліковано: 15.02.2002
Автори: Маланчук Владислав Олександрович, Копчак Андрій Володимирович, Лисенко Сергій Іванович
МПК: A61B 17/00
Мітки: пластичного, крилопіднебінній, підскроневій, дефектів, спосіб, закриття, ямках, основі, локалізуються, черепа
Формула / Реферат:
Спосіб пластичного закриття дефектів основи черепа, що локалізуються в крило-піднебінній та підскроневій ямках шляхом пластичного закриття дефекту комбінованим клаптем, який відрізняється тим, що в комбінований клапоть включають ділянку внутрішньої кортикальної пластинки нижньої щелепи в місці прикріплення сухожилка медіального крилоподібного м'яза, окістя цієї зони, вказаний м'яз, що виступає живлячою ніжкою, слизову оболонку крилощелепної...
Попередній патент: Спосіб лікування першого епізоду шизофренії з безперервним перебігом та агресивною поведінкою
Наступний патент: Спосіб збереження харчового продукту
Випадковий патент: Спосіб лікування карієсу зубів у вагітних жінок