Спосіб кування порожнистих циліндрів з дном
Номер патенту: 86881
Опубліковано: 10.01.2014
Автори: Маркова Марина Олександрівна, Марков Олег Євгенійович

Формула / Реферат
Спосіб кування порожнистих циліндрів з дном, який полягає в прошиванні заготівки та її обтисканні вирізними бойками, який відрізняється тим, що заготівка має цапфу для утримання маніпулятором, прошивання відбувається не наскрізь, а остаточне кування поковок відбувається без оправки всередині.
Текст
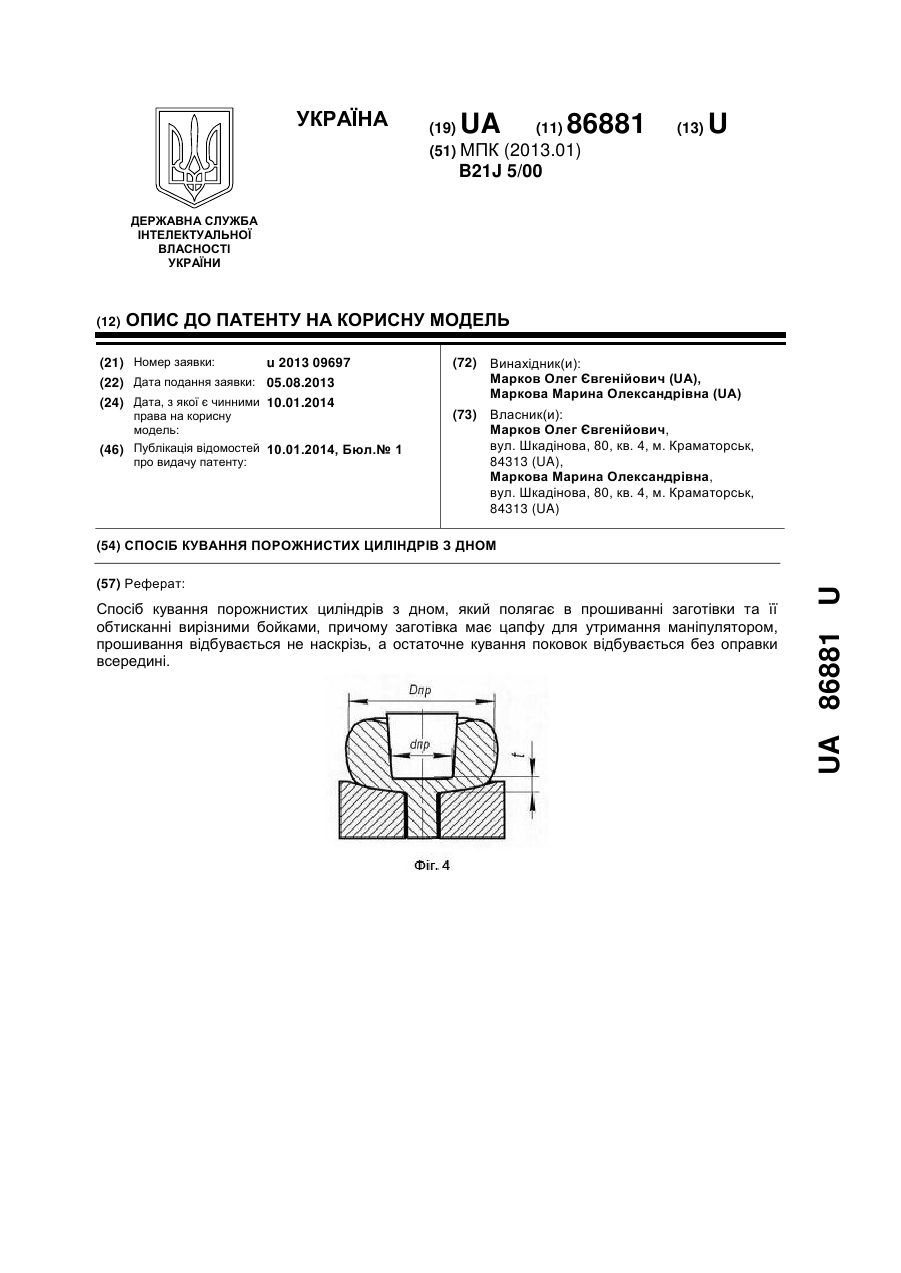
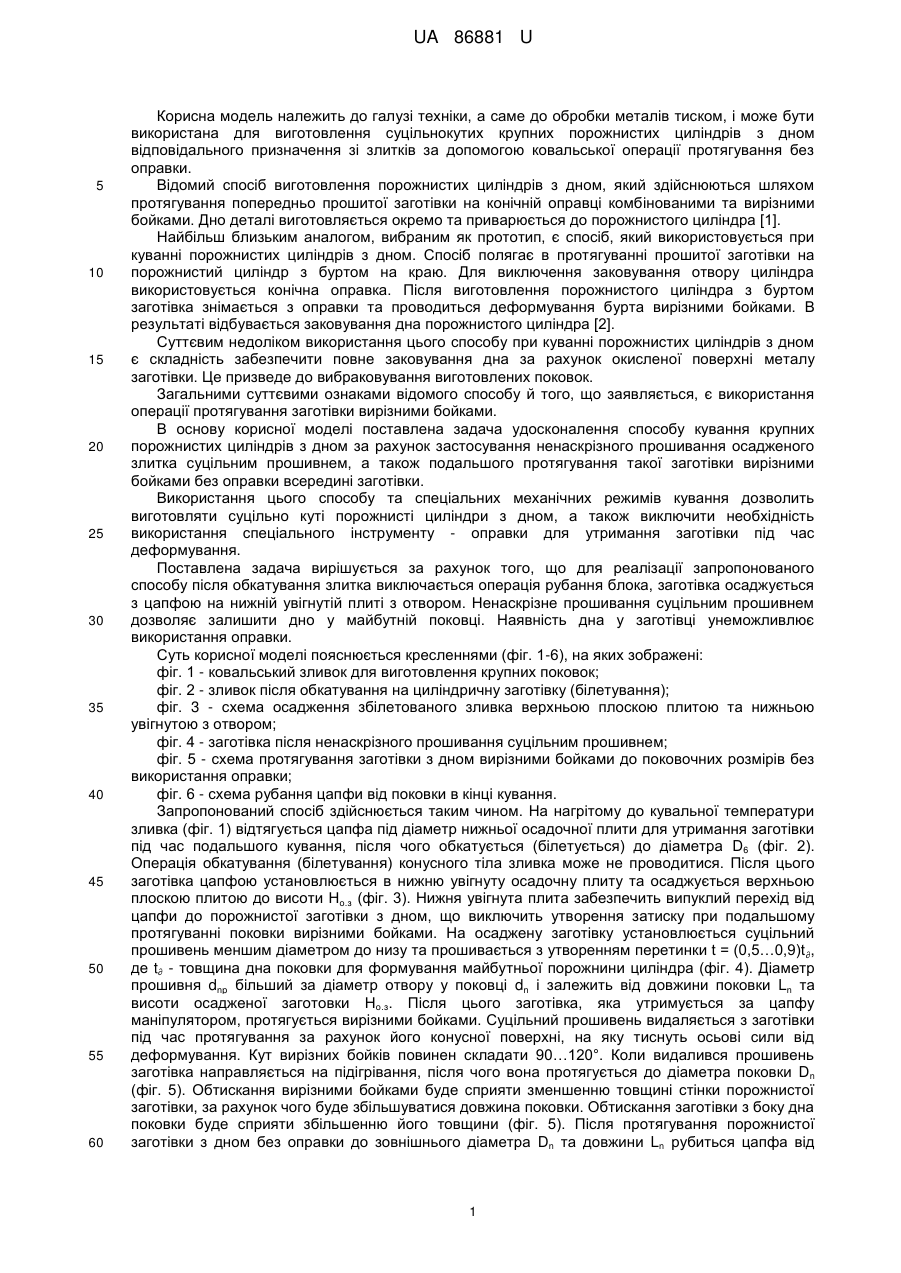
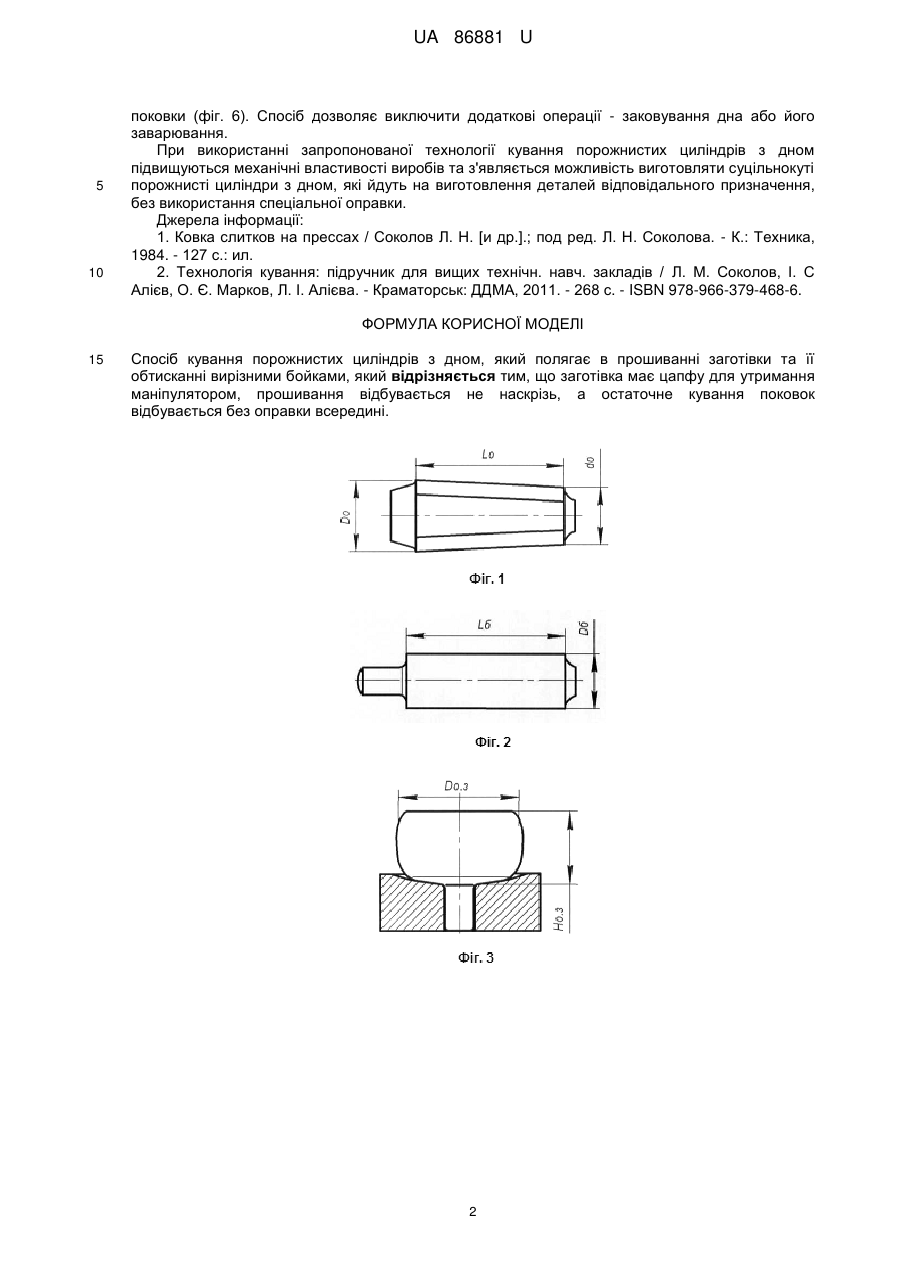
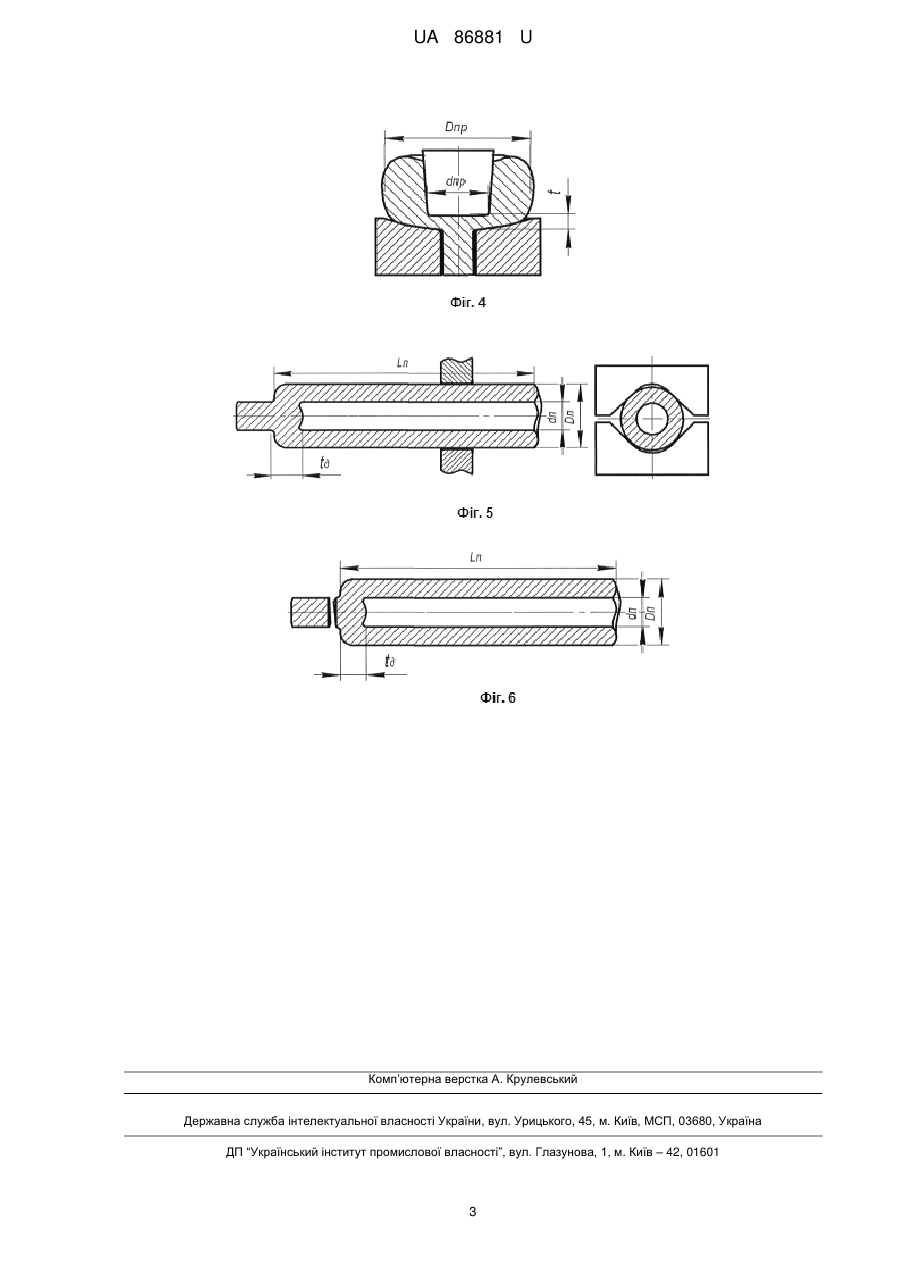
Реферат: Спосіб кування порожнистих циліндрів з дном, який полягає в прошиванні заготівки та її обтисканні вирізними бойками, причому заготівка має цапфу для утримання маніпулятором, прошивання відбувається не наскрізь, а остаточне кування поковок відбувається без оправки всередині. UA 86881 U (54) СПОСІБ КУВАННЯ ПОРОЖНИСТИХ ЦИЛІНДРІВ З ДНОМ UA 86881 U UA 86881 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може бути використана для виготовлення суцільнокутих крупних порожнистих циліндрів з дном відповідального призначення зі злитків за допомогою ковальської операції протягування без оправки. Відомий спосіб виготовлення порожнистих циліндрів з дном, який здійснюються шляхом протягування попередньо прошитої заготівки на конічній оправці комбінованими та вирізними бойками. Дно деталі виготовляється окремо та приварюється до порожнистого циліндра [1]. Найбільш близьким аналогом, вибраним як прототип, є спосіб, який використовується при куванні порожнистих циліндрів з дном. Спосіб полягає в протягуванні прошитої заготівки на порожнистий циліндр з буртом на краю. Для виключення заковування отвору циліндра використовується конічна оправка. Після виготовлення порожнистого циліндра з буртом заготівка знімається з оправки та проводиться деформування бурта вирізними бойками. В результаті відбувається заковування дна порожнистого циліндра [2]. Суттєвим недоліком використання цього способу при куванні порожнистих циліндрів з дном є складність забезпечити повне заковування дна за рахунок окисленої поверхні металу заготівки. Це призведе до вибраковування виготовлених поковок. Загальними суттєвими ознаками відомого способу й того, що заявляється, є використання операції протягування заготівки вирізними бойками. В основу корисної моделі поставлена задача удосконалення способу кування крупних порожнистих циліндрів з дном за рахунок застосування ненаскрізного прошивання осадженого злитка суцільним прошивнем, а також подальшого протягування такої заготівки вирізними бойками без оправки всередині заготівки. Використання цього способу та спеціальних механічних режимів кування дозволить виготовляти суцільно куті порожнисті циліндри з дном, а також виключити необхідність використання спеціального інструменту - оправки для утримання заготівки під час деформування. Поставлена задача вирішується за рахунок того, що для реалізації запропонованого способу після обкатування злитка виключається операція рубання блока, заготівка осаджується з цапфою на нижній увігнутій плиті з отвором. Ненаскрізне прошивання суцільним прошивнем дозволяє залишити дно у майбутній поковці. Наявність дна у заготівці унеможливлює використання оправки. Суть корисної моделі пояснюється кресленнями (фіг. 1-6), на яких зображені: фіг. 1 - ковальський зливок для виготовлення крупних поковок; фіг. 2 - зливок після обкатування на циліндричну заготівку (білетування); фіг. 3 - схема осадження збілетованого зливка верхньою плоскою плитою та нижньою увігнутою з отвором; фіг. 4 - заготівка після ненаскрізного прошивання суцільним прошивнем; фіг. 5 - схема протягування заготівки з дном вирізними бойками до поковочних розмірів без використання оправки; фіг. 6 - схема рубання цапфи від поковки в кінці кування. Запропонований спосіб здійснюється таким чином. На нагрітому до кувальної температури зливка (фіг. 1) відтягується цапфа під діаметр нижньої осадочної плити для утримання заготівки під час подальшого кування, після чого обкатується (білетується) до діаметра D6 (фіг. 2). Операція обкатування (білетування) конусного тіла зливка може не проводитися. Після цього заготівка цапфою установлюється в нижню увігнуту осадочну плиту та осаджується верхньою плоскою плитою до висоти Но.з (фіг. 3). Нижня увігнута плита забезпечить випуклий перехід від цапфи до порожнистої заготівки з дном, що виключить утворення затиску при подальшому протягуванні поковки вирізними бойками. На осаджену заготівку установлюється суцільний прошивень меншим діаметром до низу та прошивається з утворенням перетинки t = (0,5…0,9)t ∂, де t∂ - товщина дна поковки для формування майбутньої порожнини циліндра (фіг. 4). Діаметр прошивня dnp більший за діаметр отвору у поковці dn і залежить від довжини поковки Ln та висоти осадженої заготовки Но.з. Після цього заготівка, яка утримується за цапфу маніпулятором, протягується вирізними бойками. Суцільний прошивень видаляється з заготівки під час протягування за рахунок його конусної поверхні, на яку тиснуть осьові сили від деформування. Кут вирізних бойків повинен складати 90…120°. Коли видалився прошивень заготівка направляється на підігрівання, після чого вона протягується до діаметра поковки Dn (фіг. 5). Обтискання вирізними бойками буде сприяти зменшенню товщині стінки порожнистої заготівки, за рахунок чого буде збільшуватися довжина поковки. Обтискання заготівки з боку дна поковки буде сприяти збільшенню його товщини (фіг. 5). Після протягування порожнистої заготівки з дном без оправки до зовнішнього діаметра Dn та довжини Ln рубиться цапфа від 1 UA 86881 U 5 10 поковки (фіг. 6). Спосіб дозволяє виключити додаткові операції - заковування дна або його заварювання. При використанні запропонованої технології кування порожнистих циліндрів з дном підвищуються механічні властивості виробів та з'являється можливість виготовляти суцільнокуті порожнисті циліндри з дном, які йдуть на виготовлення деталей відповідального призначення, без використання спеціальної оправки. Джерела інформації: 1. Ковка слитков на прессах / Соколов Л. Н. [и др.].; под ред. Л. Н. Соколова. - К.: Техника, 1984. - 127 с.: ил. 2. Технологія кування: підручник для вищих технічн. навч. закладів / Л. М. Соколов, І. С Алієв, О. Є. Марков, Л. І. Алієва. - Краматорськ: ДДМА, 2011. - 268 с. - ISBN 978-966-379-468-6. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб кування порожнистих циліндрів з дном, який полягає в прошиванні заготівки та її обтисканні вирізними бойками, який відрізняється тим, що заготівка має цапфу для утримання маніпулятором, прошивання відбувається не наскрізь, а остаточне кування поковок відбувається без оправки всередині. 2 UA 86881 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюMarkov Oleh Yevheniiovych
Автори російськоюМарков Олег Евгеньевич
МПК / Мітки
МПК: B21J 5/00
Мітки: циліндрів, порожнистих, кування, дном, спосіб
Код посилання
<a href="https://ua.patents.su/5-86881-sposib-kuvannya-porozhnistikh-cilindriv-z-dnom.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування порожнистих циліндрів з дном</a>
Спосіб кування циліндрів

Номер патенту: 74327
Опубліковано: 25.10.2012
Автор: Жбанков Ярослав Геннадійович
МПК: B21J 5/00
Мітки: спосіб, циліндрів, кування
Формула / Реферат:
Спосіб кування циліндрів, що включає протягування порожнистого ступінчастого циліндра на гладкій оправці, який відрізняється тим, що заготівку, типу циліндра із внутрішнім діаметром D1 та стовщенням довжиною Н1, насаджують на складену із гладкого циліндра та кільця зовнішнім діаметром D2£D1 та довжиною Н2<Н1 оправку, таким чином, щоб стовщення було розташовано безпосередньо над кільцем, після чого стовщення на заготівці деформують...
Спосіб диференційованого кування заготівок
Номер патенту: 81347
Опубліковано: 25.06.2013
Автори: Алієв Іграмотдін Сєражутдінович, Жбанков Ярослав Геннадійович, Швець Олексій Анатолійович
МПК: B21J 1/04
Мітки: спосіб, кування, диференційованого, заготівок
Формула / Реферат:
Спосіб диференційованого кування заготівок, який включає нагрівання заготівки до температури кування і її протягування бойками, який відрізняється тим, що вихідна заготівка протягується по всій довжині в декілька етапів, які можуть здійснюватись в різній черговості, на першому за декілька проходів із відносним обтисканням до 0,1 та відносною подачею до 0,5 від діаметра заготівки, на черговому етапі протягування здійснюється із обтисканнями...
Спосіб кування валів
Номер патенту: 74406
Опубліковано: 25.10.2012
Автори: Жбанков Ярослав Геннадійович, Таган Любов Вікторівна
МПК: B21J 1/00
Формула / Реферат:
Спосіб кування валів, який полягає у протягуванні заготівки бойками зі скошеною поверхнею, який відрізняється тим, що протягування виконують із постійним кантуванням заготівки в бойках, причому обтискання та кантування заготівки виконують за наступною схемою "обтискання - кантування на 90 градусів - обтискання - кантування на 45 градусів - обтискання - кантування на 90 градусів", після чого здійснюють подача заготівки і кують...
Спосіб кування східчастих порожнистих поковок

Номер патенту: 68893
Опубліковано: 16.08.2004
Автори: Конєва Ольга Григорівна, Лиманський Олександр Вадимович, Кальченко Петро Павлович, Олешко Віктор Михайлович
Мітки: порожнистих, спосіб, поковок, східчастих, кування
Формула / Реферат:
Спосіб кування порожнистих східчастих поковок, що включає осадку, прошивку, попереднє розкочування, формування протяганням на оправці східчастої поковки й остаточне розкочування за кілька проходів, який відрізняється тим, що остаточне розкочування здійснюють послідовно по ступенях кування з однаковим ступенем деформації кожного ступеня і починають її з обтиснення ступеня з найбільшим зовнішнім діаметром.
Спосіб кування заготівок

Номер патенту: 81227
Опубліковано: 25.06.2013
Автори: Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович, Швець Олексій Анатолійович
МПК: B21J 1/04
Мітки: кування, спосіб, заготівок
Формула / Реферат:
Спосіб кування заготівок, який полягає у протягуванні заготівки з неоднорідним температурним полем плоскими бойками, який відрізняється тим, що вихідна нагріта заготівка охолоджується з двох боків таким чином, щоб в її поперечному перерізі виникли дві локальні низькотемпературні зони, розташовані симетрично одна навпроти іншої, після чого заготівка встановлюється в бойки так, щоб між робочою поверхнею бойка та межею низькотемпературних зон...
Попередній патент: Елеватор для розсічення хряща носової перегородки
Наступний патент: Спосіб кування крупних днищ
Випадковий патент: Пристрій для вимірювання величини сили різних груп м'язів