Спосіб одержання чавунного виливка відцентровим литтям і пристрій для його здійснення
Номер патенту: 89321
Опубліковано: 11.01.2010
Формула / Реферат
1. Спосіб одержання чавунного виливка, що включає відцентрове лиття розплаву чавуну у кокіль з утворенням карбіду заліза в структурі охолодженого чавунного виливка, який відрізняється тим, що одночасно з відцентровим литтям розплаву чавуну у кокіль на нього додатково впливають вібрацією, а одержаний чавунний виливок витримують в кокілі впродовж часу в залежності від маси виливка і охолоджують його з утворенням рівномірної дрібнозернистої структури карбіду заліза в ньому.
2. Пристрій для одержання чавунного виливка відцентровим литтям, що містить станину, ливарний блок з вертикальним валом обертання, кокіль, який відрізняється тим, що він додатково містить вібратор ливарного блока, рухомий маніпулятор для підйому і розвороту кокілю і поворотну платформу ливарного блока для вивантаження одержаного охолодженого виливка.
Текст
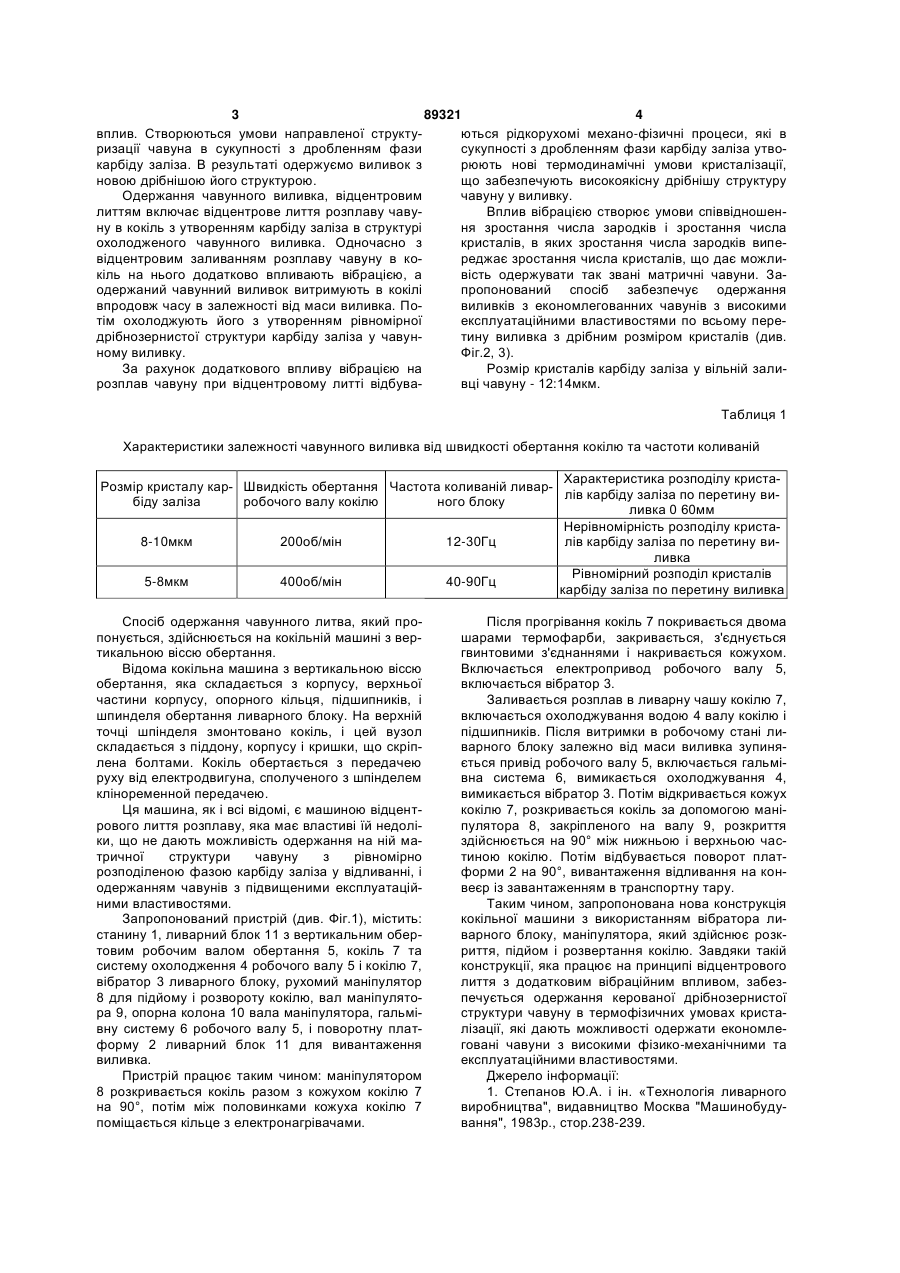
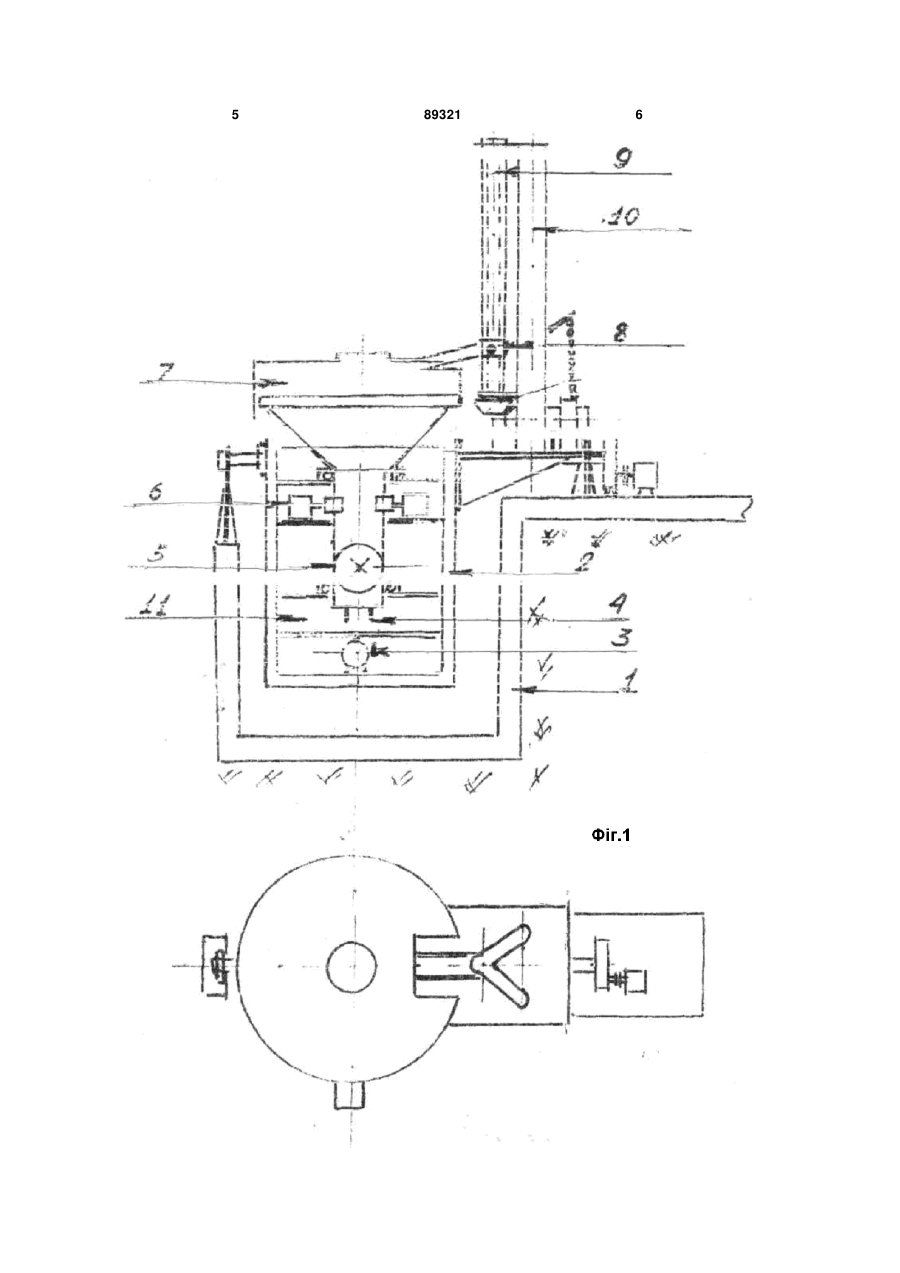
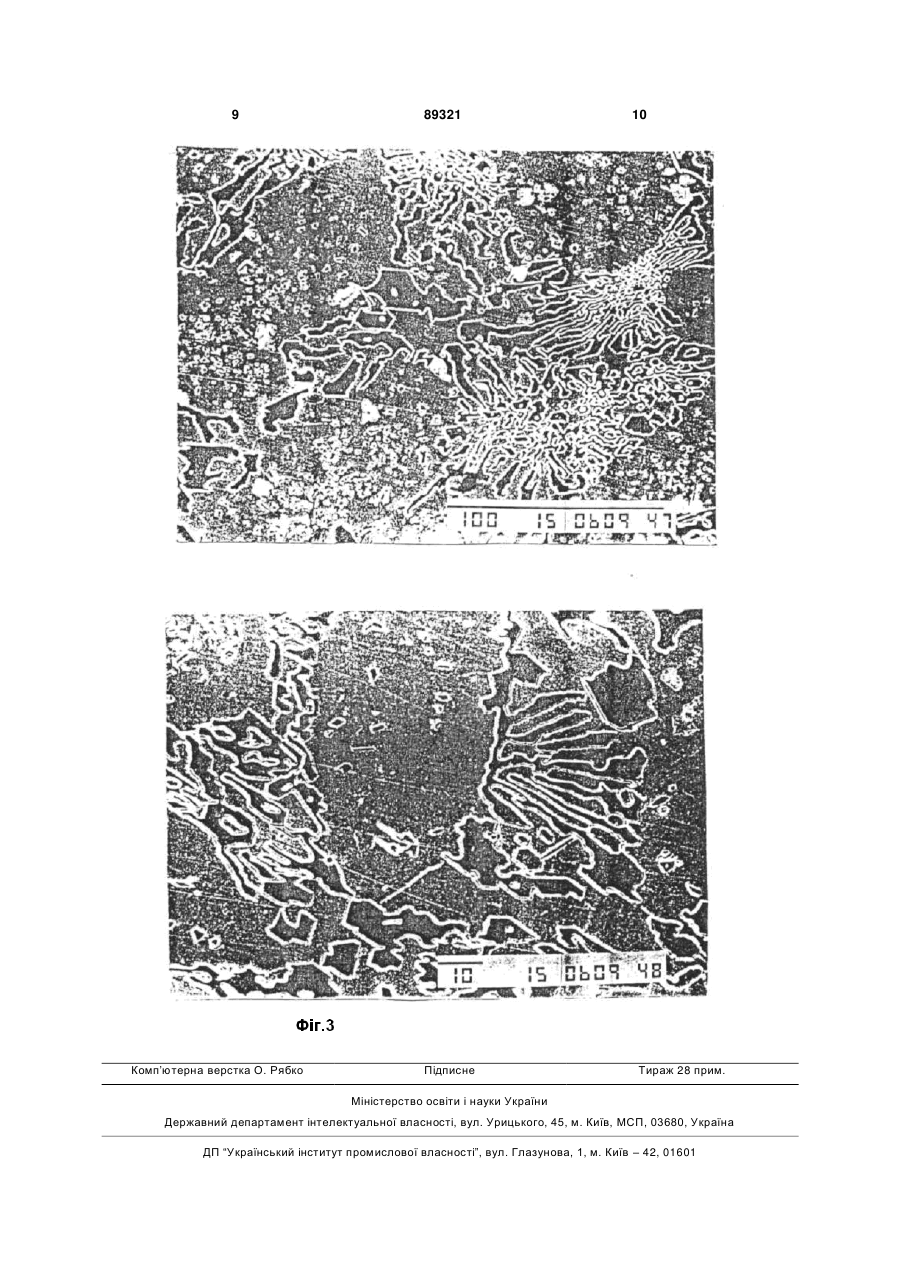
1. Спосіб одержання чавунного виливка, що включає відцентрове лиття розплаву чавуну у ко C2 2 (19) 1 3 89321 4 вплив. Створюються умови направленої структуються рідкорухомі механо-фізичні процеси, які в ризації чавуна в сукупності з дробленням фази сукупності з дробленням фази карбіду заліза утвокарбіду заліза. В результаті одержуємо виливок з рюють нові термодинамічні умови кристалізації, новою дрібнішою його структурою. що забезпечують високоякісну дрібнішу структуру Одержання чавунного виливка, відцентровим чавуну у виливку. литтям включає відцентрове лиття розплаву чавуВплив вібрацією створює умови співвідношенну в кокіль з утворенням карбіду заліза в структурі ня зростання числа зародків і зростання числа охолодженого чавунного виливка. Одночасно з кристалів, в яких зростання числа зародків випевідцентровим заливанням розплаву чавуну в кореджає зростання числа кристалів, що дає можликіль на нього додатково впливають вібрацією, а вість одержувати так звані матричні чавуни. Заодержаний чавунний виливок витримують в кокілі пропонований спосіб забезпечує одержання впродовж часу в залежності від маси виливка. Повиливків з економлегованних чавунів з високими тім охолоджують його з утворенням рівномірної експлуатаційними властивостями по всьому передрібнозернистої структури карбіду заліза у чавунтину виливка з дрібним розміром кристалів (див. ному виливку. Фіг.2, 3). За рахунок додаткового впливу вібрацією на Розмір кристалів карбіду заліза у вільній залирозплав чавуну при відцентровому литті відбувавці чавуну - 12:14мкм. Таблиця 1 Характеристики залежності чавунного виливка від швидкості обертання кокілю та частоти коливаній Характеристика розподілу кристаРозмір кристалу кар- Швидкість обертання Частота коливаній ливарлів карбіду заліза по перетину вибіду заліза робочого валу кокілю ного блоку ливка 0 60мм Нерівномірність розподілу криста8-10мкм 200об/мін 12-30Гц лів карбіду заліза по перетину виливка Рівномірний розподіл кристалів 5-8мкм 400об/мін 40-90Гц карбіду заліза по перетину виливка Спосіб одержання чавунного литва, який пропонується, здійснюється на кокільній машині з вертикальною віссю обертання. Відома кокільна машина з вертикальною віссю обертання, яка складається з корпусу, верхньої частини корпусу, опорного кільця, підшипників, і шпинделя обертання ливарного блоку. На верхній точці шпінделя змонтовано кокіль, і цей вузол складається з піддону, корпусу і кришки, що скріплена болтами. Кокіль обертається з передачею руху від електродвигуна, сполученого з шпінделем кліноременной передачею. Ця машина, як і всі відомі, є машиною відцентрового лиття розплаву, яка має властиві їй недоліки, що не дають можливість одержання на ній матричної структури чавуну з рівномірно розподіленою фазою карбіду заліза у відливанні, і одержанням чавунів з підвищеними експлуатаційними властивостями. Запропонований пристрій (див. Фіг.1), містить: станину 1, ливарний блок 11 з вертикальним обертовим робочим валом обертання 5, кокіль 7 та систему охолодження 4 робочого валу 5 і кокілю 7, вібратор 3 ливарного блоку, рухомий маніпулятор 8 для підйому і розвороту кокілю, вал маніпулятора 9, опорна колона 10 вала маніпулятора, гальмівну систему 6 робочого валу 5, і поворотну платформу 2 ливарний блок 11 для вивантаження виливка. Пристрій працює таким чином: маніпулятором 8 розкривається кокіль разом з кожухом кокілю 7 на 90°, потім між половинками кожуха кокілю 7 поміщається кільце з електронагрівачами. Після прогрівання кокіль 7 покривається двома шарами термофарби, закривається, з'єднується гвинтовими з'єднаннями і накривається кожухом. Включається електропривод робочого валу 5, включається вібратор 3. Заливається розплав в ливарну чашу кокілю 7, включається охолоджування водою 4 валу кокілю і підшипників. Після витримки в робочому стані ливарного блоку залежно від маси виливка зупиняється привід робочого валу 5, включається гальмівна система 6, вимикається охолоджування 4, вимикається вібратор 3. Потім відкривається кожух кокілю 7, розкривається кокіль за допомогою маніпулятора 8, закріпленого на валу 9, розкриття здійснюється на 90° між нижньою і верхньою частиною кокілю. Потім відбувається поворот платформи 2 на 90°, вивантаження відливання на конвеєр із завантаженням в транспортну тару. Таким чином, запропонована нова конструкція кокільної машини з використанням вібратора ливарного блоку, маніпулятора, який здійснює розкриття, підйом і розвертання кокілю. Завдяки такій конструкції, яка працює на принципі відцентрового лиття з додатковим вібраційним впливом, забезпечується одержання керованої дрібнозернистої структури чавуну в термофізичних умовах кристалізації, які дають можливості одержати економлеговані чавуни з високими фізико-механічними та експлуатаційними властивостями. Джерело інформації: 1. Степанов Ю.А. і ін. «Технологія ливарного виробництва", видавництво Москва "Машинобудування", 1983р., стор.238-239. 5 89321 6 7 89321 8 9 Комп’ютерна верстка О. Рябко 89321 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of producing iron casting by centrifugal casting
Автори англійськоюZlenko Vitalii Vasyliovych, Zlenko Serhii Vitaliiovych
Назва патенту російськоюСпособ получения чугунной отливки центробежным литьем и устройство для его осуществления
Автори російськоюЗленко Виталий Васильевич, Зленко Сергей Витальевич
МПК / Мітки
МПК: B22D 27/08, B22D 13/04, B22D 15/00, B22D 13/00, B22D 13/02, B22D 13/10, B22D 13/06
Мітки: спосіб, виливка, чавунного, одержання, відцентровим, литтям, здійснення, пристрій
Код посилання
<a href="https://ua.patents.su/5-89321-sposib-oderzhannya-chavunnogo-vilivka-vidcentrovim-littyam-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання чавунного виливка відцентровим литтям і пристрій для його здійснення</a>
Спосіб виготовлення пластмасових труб з волокнистим і піщаним наповнювачем відцентровим литтям та установка для його здійснення
Номер патенту: 41876
Опубліковано: 15.10.2001
Автори: Ратейзер Рейнхарт, Джост Ральф
МПК: B29C 41/04, B29C 41/34
Мітки: виготовлення, наповнювачем, пластмасових, піщаним, установка, спосіб, труб, литтям, волокнистим, здійснення, відцентровим
Формула / Реферат:
1. Способ изготовления пластмассовых труб с волокнистым и песчаным наполнителем центробежным литьем, в соответствии с которым компоненты синтетической смолы, стекловолокна и песок вводят из впрыскивающей тележки, движущейся в направлении оси изготавливаемой трубы во вращающуюся матрицу, отличающийся тем, что песок подают из неподвижного большого бункера в промежуточный рабочий бункер на тележке непрерывно и оттуда вводят в матрицу.2....
Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення
Номер патенту: 46294
Опубліковано: 15.05.2002
Автори: Кондратюк Станіслав Євгенович, Примак Іван Никонорович, Шинський Олег Йосипович, Бречко Олена Львівна, Щеглов Володимир Михайлович
МПК: B22D 7/04, B22D 27/11
Мітки: здійснення, спосіб, виливків, одержання, пристрій, довгомірних, порожнистих
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків, що включає заповнення форми розплавом методом вичавлювання, а також живлення під тиском із камери вичавлювання та із розширювача каналу центрального стрижня, який відрізняється тим, що розплав із камери вичавлювання подається в канал центрального стрижня, а із нього в ливарну форму через систему отворів /живильників/ в боковій поверхні стрижня при синхронізації рівнів підйому розплаву в...
Спосіб виготовлення чавунного посуду
Номер патенту: 80885
Опубліковано: 12.11.2007
Автор: Сонкін Олександр Леонідович
МПК: A47J 37/00, A47J 27/00, C21D 1/00
Мітки: спосіб, виготовлення, посуду, чавунного
Формула / Реферат:
Спосіб виготовлення чавунного посуду, що включає лиття сірого чавуну в ливарну форму для отримання чашоподібного виливка, послідовне видалення ливників, задирок, обдиркання, шліфування, піскоструминну обробку виливка і формування на виливку захисного покриття з оксиду заліза Fе3O4 шляхом його нагріву і занурення в масло, який відрізняється тим, що при формуванні на виливку захисного покриття з оксиду заліза Fе3O4 його нагрів ведуть до...
Спосіб одержання виливка
Номер патенту: 14360
Опубліковано: 15.05.2006
Автори: Цівковський Олександр Григорович, Кисельов Олександр Григорович, Панков Віктор Андрійович
МПК: B22D 7/00
Мітки: виливка, одержання, спосіб
Формула / Реферат:
Спосіб одержання виливка, що включає заливання розплаву в нижню частину форми й підживлення через ливникову систему, який відрізняється тим, що заповнення порожнин форми й ливникової системи проводять у два прийоми, при цьому спочатку вводять розплав в такому об'ємі, який необхідний для заповнення форми й живильника ливникової системи, а потім у більш дешевий матеріал, наприклад вуглецеву сталь, заповнюючи порожнини ливникової системи.
Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення
Номер патенту: 46292
Опубліковано: 15.05.2002
Автори: Примак Іван Никонорович, Кондратюк Станіслав Євгенович, Щеглов Володимир Михайлович, Шинський Олег Йосипович, Санніков В'ячеслав Олександрович
МПК: B22D 7/04
Мітки: здійснення, спосіб, одержання, порожнистих, пристрій, виливків, зливків, довгомірних
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків та зливків включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, який відрізняється тим, що метал через систему каналів ливникової чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі...
Попередній патент: Обладнання для виробництва біодизельного палива
Наступний патент: Електродна система пристрою для дії на призабійну зону свердловини (варіанти)
Випадковий патент: Спосіб одержання гетероциклічних трифлуорометилкетонів