Спосіб виготовлення гарячекатаної стрічки з багатофазною структурою та гарячекатана стрічка
Номер патенту: 90436
Опубліковано: 26.04.2010
Автори: Шпрок Аугуст, Хенніг Вольфганг, Олерт Йоахім, Більген Крістіан
Формула / Реферат
1. Спосіб виготовлення гарячекатаної стрічки зі сталі з TRIP-ефектом, як розвиток двофазної сталі, для сталі з багатофазною структурою, якій властиві надвисокі формувальні властивості при високій міцності, яких досягають шляхом регульованого охолоджування із стану після гарячої прокатки, яке здійснюють після останньої прокатної кліті (6'), який відрізняється тим, що виготовлення гарячекатаної стрічки (7) здійснюють в ливарно-прокатній установці (1) для лиття тонких слябів з розплаву із заздалегідь заданим хімічним складом, відповідно до встановленого типу сталі, з наступних інтервалів вмісту компонентів, мас. %: С - 0,12-0,25, Si - 0,05-1,8, Mn - 1,0-2,0, решта - залізо і неминучі домішки, при цьому режими прокатки і охолоджування комбінують таким чином, щоб одержати структуру сталі, яка складається з фериту 40-70 %, бейніту 15-45 % і залишкового аустеніту 5-20 %, при цьому здійснюють чистову прокатку гарячекатаної стрічки (7), яку виконують так, щоб забезпечити особливо дрібний розмір зерна аустеніту (d<8 mm) при останній деформації при температурі від 770 до 830 °С дещо вище Аr3 в області метастабільного аустеніту, при цьому безпосередньо після останньої деформації в останній прокатній кліті (6') здійснюють регульоване двоступеневе охолоджування гарячекатаної стрічки (7) до температури стрічки від 320 до 480 °С, яка лежить в області утворення бейніту, і з витримкою при температурі приблизно 650-730 °С, початок якої визначають переходом кривої охолоджування в феритну область і тривалість якої визначають часом для перетворення аустеніту до щонайменше 40 % фериту.
2. Спосіб за п. 1, який відрізняється тим, що в залежності від геометрії гарячекатаної стрічки, а також хімічного складу, вибираного для конкретного типу сталі, швидкості охолоджування лежать в інтервалі V=30-150 К/с, переважно в інтервалі V=50-90 К/с.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що регульоване двоступеневе охолоджування гарячекатаної стрічки (7) здійснюють на ділянці (10) охолоджування за допомогою розташованих один за одним рівнів (111-7, 12) водяного охолоджування.
4. Гарячекатана стрічка (7) зі сталі з TRIP-ефектом, одержана способом за будь-яким з пп. 1-3, яка відрізняється тим, що має хімічний склад з наступних інтервалів вмісту компонентів, мас. %: С - 0,12-0,25, Si - 0,05-1,8, Mn - 1,0-2,0, решта - залізо і неминучі домішки, при цьому відношення межі текучості до межі міцності Rp0.2/Rm лежить в інтервалі 0,45-0,75, причому для можливого рівня міцності комбінація межі міцності при розтягненні Rm і відносного подовження при розриві (А) характеризується як:
Rm=600-700 МПа Þ А більше 25 %
Rm=700-800 МПа Þ А більше 23 %
Rm=800-900 МПа Þ А більше 21 %
Rm=900-1000 МПа Þ А більше 18 %
Rm більше 1000 МПа Þ А більше 15 %.
Текст
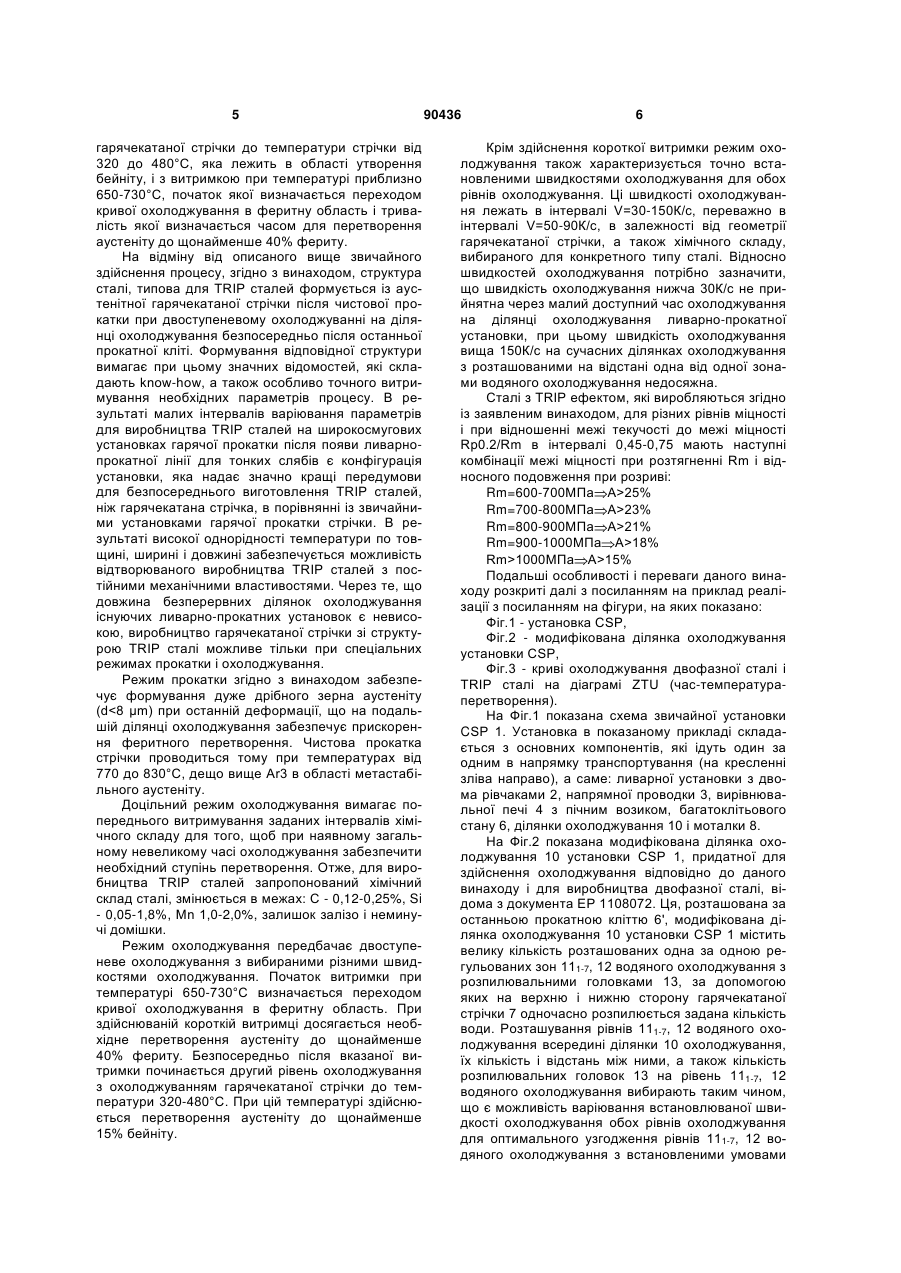
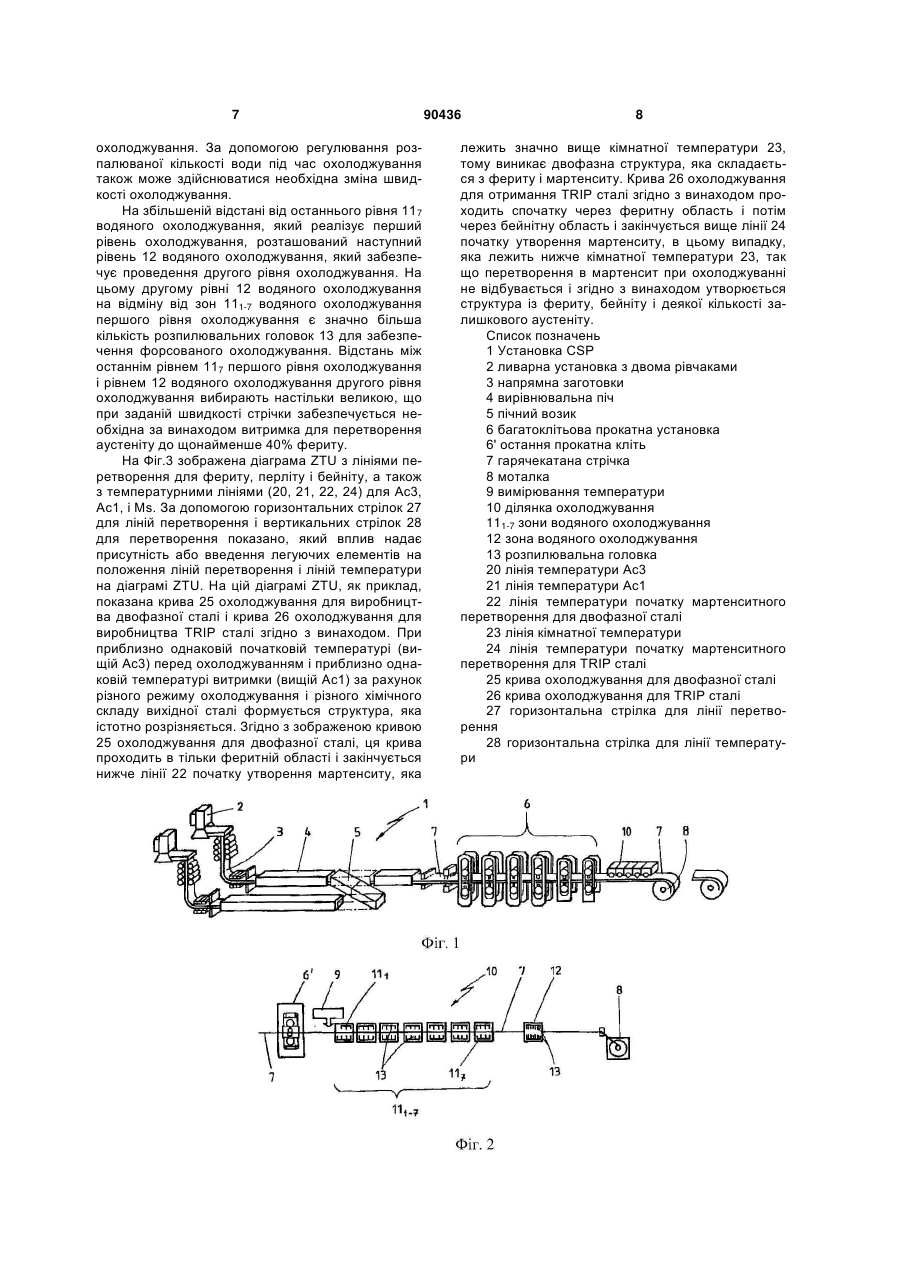
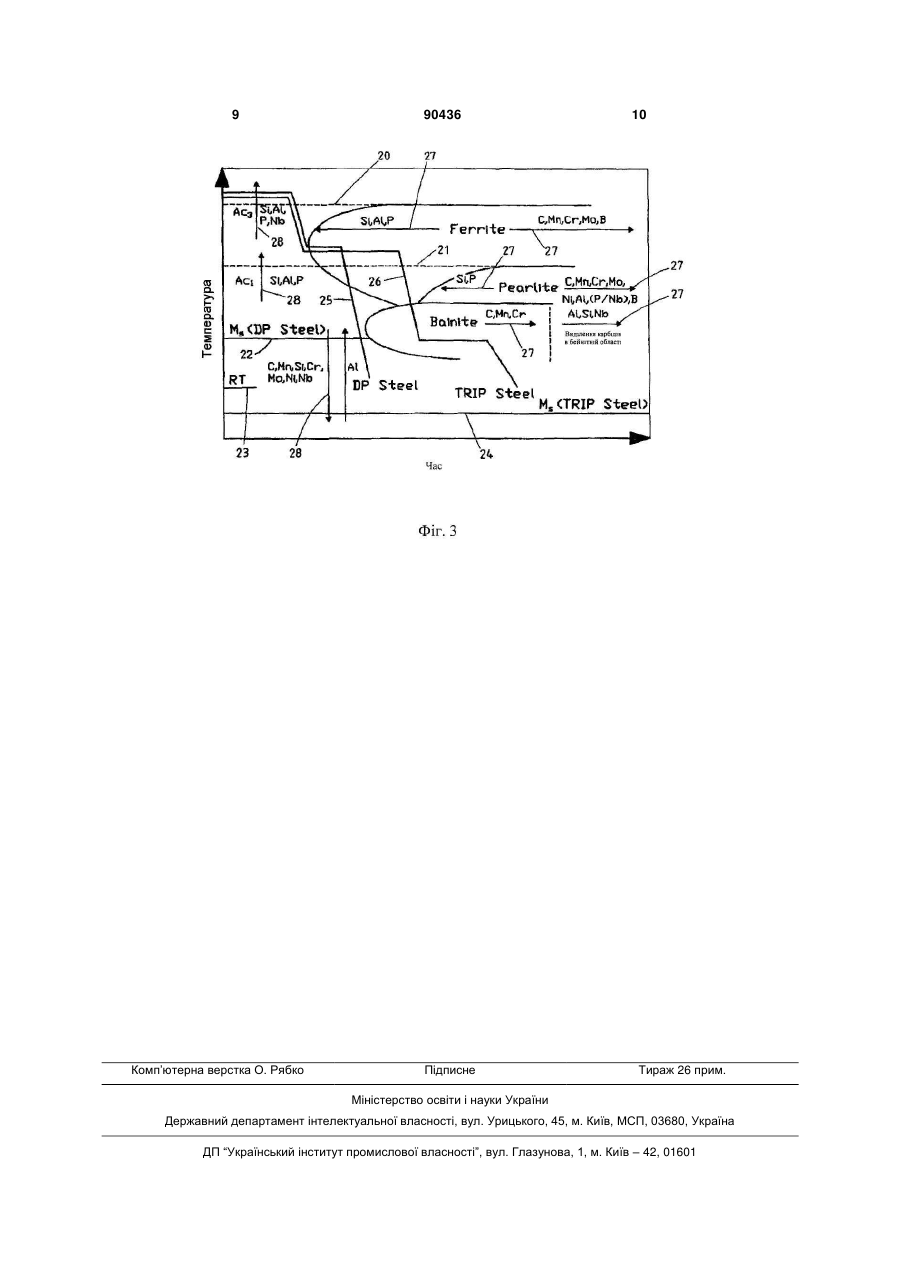
1. Спосіб виготовлення гарячекатаної стрічки зі сталі з TRIP-ефектом, як розвиток двофазної сталі, для сталі з багатофазною структурою, якій властиві надвисокі формувальні властивості при високій міцності, яких досягають шляхом регульованого охолоджування із стану після гарячої прокатки, яке здійснюють після останньої прокатної кліті (6'), який відрізняється тим, що виготовлення гарячекатаної стрічки (7) здійснюють в ливарнопрокатній установці (1) для лиття тонких слябів з розплаву із заздалегідь заданим хімічним складом, відповідно до встановленого типу сталі, з наступних інтервалів вмісту компонентів, мас. %: С 0,12-0,25, Si - 0,05-1,8, Mn - 1,0-2,0, решта - залізо і 2 (19) 1 3 Rm=700-800МПа Rm=800-900МПа А більше 23% А більше 21% Винахід належить до способу виготовлення гарячекатаної стрічки зі сталі з TRIP ефектом (transformation induced plasticity), яка має багатофазну структуру, що забезпечує надзвичайно високі формувальні властивості при високій міцності, шляхом регульованого охолоджування після останньої прокатної кліті. Отримання структури сталі з TRIP ефектом забезпечується у вигляді комплексу, в якому присутні ферит і бейніт і третя фаза у вигляді залишкового аустеніту, який після деформації перетворюється в мартенсит. Сталі з TRIP ефектом сьогодні отримуються за допомогою двостадійного відпалу. Вихідним матеріалом є гарячекатана або холоднокатана стрічка, в якому при обробці відпалом в міжкристалічному фазовому просторі утворюється вихідна структура з приблизно 50% фази і 50% -фази. В результаті високої здатності аустеніту до розчинення вуглецю, в ньому є підвищена концентрація вуглецю. Після обробки відпалом проводиться швидке охолоджування у феритній і перлітній області, з переходом в область утворення бейніту, де деякий час здійснюється ізотермічна витримка. Аустеніт частково перетворюється в бейніт, при цьому аустеніт, який залишився, одночасно збагачується вуглецем. За рахунок цього температура початку мартенситного перетворення знижується нижче за температуру навколишнього середовища, в результаті чого залишковий аустеніт зберігається також при температурі навколишнього середовища. Кінцева структура складається на 40-70% із фериту, 1040% із бейніту і 5-20% із залишкового аустеніту. Особливим ефектом TRIP сталей є можливість перетворення метастабільного залишкового аустеніту в мартенсит при здійсненні зовнішньої пластичної деформації. При перетворенні аустеніту в мартенсит відбувається збільшення об'єму, який переноситься не тільки на аустеніт, але і на оточуючі його фази. Феритна матриця пластифікується, що має наслідком сильне зміцнення і веде до високого пластичного подовження. Для вироблених таким чином сталей властива незвичайна комбінація високої міцності і високої пластичності, що забезпечує їм особливу придатність для застосування в автомобілебудуванні. Описане здійснення процесу, яке застосовується в цей час в основному для виробництва TRIP сталей, в результаті додаткової обробки відпалом і охолоджування після прокатки є витратним і вимагає значних вкладень, тому було випробуване отримання подібних TRIP сталей безпосередньо на промислових установках для виробництва гарячекатаної стрічки. Так в документі ЕР 1396549 описаний спосіб виробництва вільної від перліту гарячекатаної стальної стрічки з TRIP ефектом в безперервно здійснюваному технологічному процесі, при цьому стальний розплав, 90436 4 Rm=900-1000МПа А більше 18% Rm більше 1000МПа А більше 15%. який крім заліза і неминучих домішок містить: С 0,06-0,3%, Si - 0,1-3,0, Μn - 0,3-1,1 (сума Si і Μn складає при цьому 1,5-3,5%), а також 0,005-0,15 щонайменше одного елемента з Ті і Nb як істотну складову, і при необхідності один або більше з наступних елементів не більше 0,8% Сr, не більше 0,8% Сu, не більше 1,0% Ni, розливають в тонкий сляб. Отриманий тонкий сляб з початковою температурою 850-1050°С піддають відпалу в печі для відпалу протягом 10-60хв при температурі 10001200°С. Після видалення окалини тонкий сляб піддають чистовій гарячій прокатці при температурі 750-1000°С і охолоджують до температури змотування 750-1000°С. Регульоване охолоджування при цьому здійснюють в два рівні при швидкості охолоджування на першому рівні 150К/сек, переважно 300К/сек, і паузою при охолоджуванні 48сек. Альтернативно запропоновано здійснювати регульоване охолоджування безперервно зі швидкістю охолоджування 10-70К/сек без витримки. Нарешті є третя альтернатива, яка передбачає регулювання охолоджування таким чином, що гаряча стрічка на першому рівні протягом 1-7 секунд охолоджується на приблизно 80°С і вище і потім шляхом повітряногоохолоджування охолоджується до температури змотування. Крім описаного вище здійснення процесу також важливу роль відіграє присутність Ті і/або Nb, оскільки ці елементи залишаються в розчині до початку прокатки і їх подальше виділення забезпечується поліпшена дрібнозернистість структури, підвищення частки залишкового аустеніту і його стабільності. Виходячи із викладеного рівня техніки задачею винаходу є забезпечення простого і економічного отримання TRIP сталей в існуючих установках, при якому можна повністю виключити обробку відпалом і присадку за даними умовами не обов'язкових легуючих елементів. Поставлена задача вирішується згідно з відмітними ознаками пункту 1 формули винаходу, за допомогою того, що виробництво гарячекатаної стрічки здійснюється в ливарно-прокатній установці для лиття тонких слябів (CSP) з розплаву із заздалегідь заданим хімічним складом, відповідно до встановленого типу сталі, з наступних інтервалів вмісту компонентів: С - 0,12-0,25%, Si - 0,051,8%, Μn 1,0-2,0%, залишок - залізо і неминучі домішки, при цьому режими прокатки і охолоджування комбінують таким чином, що отримувана структура сталі складається з фериту 40-70%, бейніту 15-45% і залишкового аустеніту 5-20%, при цьому чистову прокатку гарячекатаної стрічки здійснюють так, що забезпечується особливо дрібний розмір зерна аустеніту (d23% Rm=800-900МПа А>21% Rm=900-1000МПа А>18% Rm>1000МПа А>15% Подальші особливості і переваги даного винаходу розкриті далі з посиланням на приклад реалізації з посиланням на фігури, на яких показано: Фіг.1 - установка CSP, Фіг.2 - модифікована ділянка охолоджування установки CSP, Фіг.3 - криві охолоджування двофазної сталі і TRIP сталі на діаграмі ZTU (час-температураперетворення). На Фіг.1 показана схема звичайної установки CSP 1. Установка в показаному прикладі складається з основних компонентів, які ідуть один за одним в напрямку транспортування (на кресленні зліва направо), а саме: ливарної установки з двома рівчаками 2, напрямної проводки 3, вирівнювальної печі 4 з пічним возиком, багатоклітьового стану 6, ділянки охолоджування 10 і моталки 8. На Фіг.2 показана модифікована ділянка охолоджування 10 установки CSP 1, придатної для здійснення охолоджування відповідно до даного винаходу і для виробництва двофазної сталі, відома з документа ЕР 1108072. Ця, розташована за останньою прокатною кліттю 6', модифікована ділянка охолоджування 10 установки CSP 1 містить велику кількість розташованих одна за одною регульованих зон 111-7, 12 водяного охолоджування з розпилювальними головками 13, за допомогою яких на верхню і нижню сторону гарячекатаної стрічки 7 одночасно розпилюється задана кількість води. Розташування рівнів 111-7, 12 водяного охолоджування всередині ділянки 10 охолоджування, їх кількість і відстань між ними, а також кількість розпилювальних головок 13 на рівень 111-7, 12 водяного охолоджування вибирають таким чином, що є можливість варіювання встановлюваної швидкості охолоджування обох рівнів охолоджування для оптимального узгодження рівнів 111-7, 12 водяного охолоджування з встановленими умовами 7 охолоджування. За допомогою регулювання розпалюваної кількості води під час охолоджування також може здійснюватися необхідна зміна швидкості охолоджування. На збільшеній відстані від останнього рівня 117 водяного охолоджування, який реалізує перший рівень охолоджування, розташований наступний рівень 12 водяного охолоджування, який забезпечує проведення другого рівня охолоджування. На цьому другому рівні 12 водяного охолоджування на відміну від зон 111-7 водяного охолоджування першого рівня охолоджування є значно більша кількість розпилювальних головок 13 для забезпечення форсованого охолоджування. Відстань між останнім рівнем 117 першого рівня охолоджування і рівнем 12 водяного охолоджування другого рівня охолоджування вибирають настільки великою, що при заданій швидкості стрічки забезпечується необхідна за винаходом витримка для перетворення аустеніту до щонайменше 40% фериту. На Фіг.3 зображена діаграма ZTU з лініями перетворення для фериту, перліту і бейніту, а також з температурними лініями (20, 21, 22, 24) для Ас3, Ас1, і Ms. За допомогою горизонтальних стрілок 27 для ліній перетворення і вертикальних стрілок 28 для перетворення показано, який вплив надає присутність або введення легуючих елементів на положення ліній перетворення і ліній температури на діаграмі ZTU. На цій діаграмі ZTU, як приклад, показана крива 25 охолоджування для виробництва двофазної сталі і крива 26 охолоджування для виробництва TRIP сталі згідно з винаходом. При приблизно однаковій початковій температурі (вищій Ас3) перед охолоджуванням і приблизно однаковій температурі витримки (вищій Ас1) за рахунок різного режиму охолоджування і різного хімічного складу вихідної сталі формується структура, яка істотно розрізняється. Згідно з зображеною кривою 25 охолоджування для двофазної сталі, ця крива проходить в тільки феритній області і закінчується нижче лінії 22 початку утворення мартенситу, яка 90436 8 лежить значно вище кімнатної температури 23, тому виникає двофазна структура, яка складається з фериту і мартенситу. Крива 26 охолоджування для отримання TRIP сталі згідно з винаходом проходить спочатку через феритну область і потім через бейнітну область і закінчується вище лінії 24 початку утворення мартенситу, в цьому випадку, яка лежить нижче кімнатної температури 23, так що перетворення в мартенсит при охолоджуванні не відбувається і згідно з винаходом утворюється структура із фериту, бейніту і деякої кількості залишкового аустеніту. Список позначень 1 Установка CSP 2 ливарна установка з двома рівчаками 3 напрямна заготовки 4 вирівнювальна піч 5 пічний возик 6 багатоклітьова прокатна установка 6' остання прокатна кліть 7 гарячекатана стрічка 8 моталка 9 вимірювання температури 10 ділянка охолоджування 111-7 зони водяного охолоджування 12 зона водяного охолоджування 13 розпилювальна головка 20 лінія температури Ас3 21 лінія температури Ас1 22 лінія температури початку мартенситного перетворення для двофазної сталі 23 лінія кімнатної температури 24 лінія температури початку мартенситного перетворення для TRIP сталі 25 крива охолоджування для двофазної сталі 26 крива охолоджування для TRIP сталі 27 горизонтальна стрілка для лінії перетворення 28 горизонтальна стрілка для лінії температури 9 Комп’ютерна верстка О. Рябко 90436 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing hot rolled strips with multiphase structure and hot strip
Автори англійськоюHennig Wolfgang, Sprock August, Ohlert, Joachim, Bilgen Christian
Назва патенту російськоюСпособ изготовления горячекатаной ленты с многофазной структурой и горячекатаная лента
Автори російськоюХенниг Вольфганг, Шпрок Аугуст, Бильген Кристиан
МПК / Мітки
МПК: C21D 8/02, C21D 8/04, C21D 1/00
Мітки: структурою, стрічки, багатофазною, виготовлення, спосіб, гарячекатаної, гарячекатана, стрічка
Код посилання
<a href="https://ua.patents.su/5-90436-sposib-vigotovlennya-garyachekatano-strichki-z-bagatofaznoyu-strukturoyu-ta-garyachekatana-strichka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гарячекатаної стрічки з багатофазною структурою та гарячекатана стрічка</a>
Спосіб і охолоджуючий пристрій для виготовлення гарячекатаної стрічки з двофазною структурою
Номер патенту: 81329
Опубліковано: 25.12.2007
Автори: Бехер Тілльманн, Хенніг Вольфганг, Хенсгер Карл-Ернст, Більген Крістіан
МПК: C21D 8/02, B21B 37/74
Мітки: охолоджуючий, гарячекатаної, пристрій, двофазною, спосіб, виготовлення, стрічки, структурою
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки (10) із двофазною структурою з фериту та мартенситу, при якому щонайменше 70% аустеніту перетворюють на ферит із гарячекатаного стану за допомогою двоступеневого контрольованого охолоджування після чистової прокатки до температури стрічки, нижчої за температуру початку мартенситного перетворення на ділянці (1, 1') охолоджування з розташованих на відстані одна за одною груп (31-7, 4) водяного...
Спосіб і установка для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей
Номер патенту: 78281
Опубліковано: 15.03.2007
Автори: Альбеділ Манфред, Шустер Інго
МПК: B21B 1/26, C21D 8/02, B21B 1/46
Мітки: нержавіючих, спосіб, гарячекатаної, установка, сталей, виготовлення, стрічки, аустенітних
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, який відрізняється тим, що для встановлення кінцевої температури прокатки (Twe) встановлюють вхідну...
Гарячекатана стрічка з низьковуглецевої двофазної сталі
Номер патенту: 88115
Опубліковано: 10.09.2009
Автор: Арведі Джованні
МПК: C21D 8/00, C21D 8/02, C22C 38/00
Мітки: стрічка, гарячекатана, сталі, низьковуглецевої, двофазної
Формула / Реферат:
1. Гарячекатана стрічка з низьковуглецевої двофазної сталі, структура якої містить ферит і мартенсит або ферит і бейніт, яка має товщину ≥ 1,0 ммі є особливо прийнятною для виробництва холодноштампованих і вирізаних виробів, де потрібні механічні характеристики по формоутворенню і дуже мале пружне відновлення, а різнотовщинність стрічки між центральною зоною і її боковими краями менше ніж 0,07 мм, яка відрізняється тим, що містить...
Спосіб виготовлення тонкої стрічки з феритної нержавіючої сталі та тонка сталева стрічка, виготовлена цим способом
Номер патенту: 55398
Опубліковано: 15.04.2003
Автори: ПАРАДІС Філіпп, МАРТЕН Філіпп
МПК: B22D 11/22, C21D 9/52, C21D 8/02, B22D 11/06
Мітки: стрічка, виготовлення, спосіб, тонка, нержавіючої, виготовлена, стрічки, сталі, сталева, феритної, цим, способом, тонкої
Формула / Реферат:
1. Спосіб виготовлення тонких стрічок з феритної нержавіючої сталі завтовшки менше 10 мм, згідно з яким безпосередньо з рідкого розплавленого металу між розташованими поряд один з одним двома валками з горизонтально розміщеними осями обертання, що охолоджуються зсередини і пускаються в обертальний рух в протилежних напрямках, отверджують тонку стрічку з феритної нержавіючої сталі, що містить у ваг.%, не більше 0,12 % вуглецю, не більше 1 %...
Гарячекатана стальна стрічка з мікролегованої сталі
Номер патенту: 88415
Опубліковано: 12.10.2009
Автор: Арведі Джованні
МПК: C21D 8/02, C21D 8/00, C22C 38/00
Мітки: мікролегованої, стальна, стрічка, гарячекатана, сталі
Формула / Реферат:
1. Гарячекатана стрічка з низьковуглецевої мікролегованої сталі товщиною ≥ 0,7 мм, в якій більшість мікролегуючих елементів перед чистовою прокаткою знаходяться в розчиненому стані в γ-залізі, яка зокрема придатна для отримання готових виробів холодним штампуванням і різанням, має умовну границю плинності 275 і 700 Н/мм2, яка відрізняється тим, що має такий хімічний склад, мас. %: С – 0,04-0,08, Mn – 0,15-2,0, Si – 0,06-060, P...
Попередній патент: Електрично керований нвч фазообертач
Наступний патент: Коливальна блешня
Випадковий патент: Поплавковий гіроскоп