Спосіб обробки сполучних поверхонь деталей
Номер патенту: 91927
Опубліковано: 10.09.2010
Автори: Олійник Ігор Олександрович, Коноплянченко Євген Владиславович, Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ

Формула / Реферат
1. Спосіб обробки сполучних поверхонь деталей, що включає формування на сполучних поверхнях методом електроерозійного легування з використанням катода і анода поверхневого шару, мікротвердість якого менша за мікротвердість основи деталі, який відрізняється тим, що на поверхні катода з металу та/або сплаву формують поверхневий шар з кольорового металу та/або сплаву, після чого на сформований поверхневий шар тим же методом додатково наносять кільцеві ділянки покриття з твердих сплавів, при цьому формують твердий зносостійкий поверхневий шар з високим коефіцієнтом тертя, під яким розміщено перехідний шар, мікротвердість якого менша за мікротвердість основи деталі.
2. Спосіб за п. 1, який відрізняється тим, що як катод використовують поверхню із сталі та/або чавуну.
3. Спосіб за п. 1, який відрізняється тим, що як анод використовують електрод-інструмент з нікелю.
4. Спосіб за пп. 1, 3, який відрізняється тим, що поверхневий шар з кольорового металу та/або сплаву наносять при енергії розряду 0,01-0,63 Дж.
5. Спосіб за п. 1, який відрізняється тим, що кільцеві ділянки покриття з твердих сплавів формують з використанням анода, яким є електрод-інструмент з твердих сплавів групи карбідів вольфраму та/або карбідів титану, при енергії розряду 0,01-0,63 Дж.
6. Спосіб за п. 1 або п. 5, який відрізняється тим, що кільцеві ділянки покриття з твердих сплавів формують з інтервалом 4-6 мм і шириною 4-6 мм.
Текст
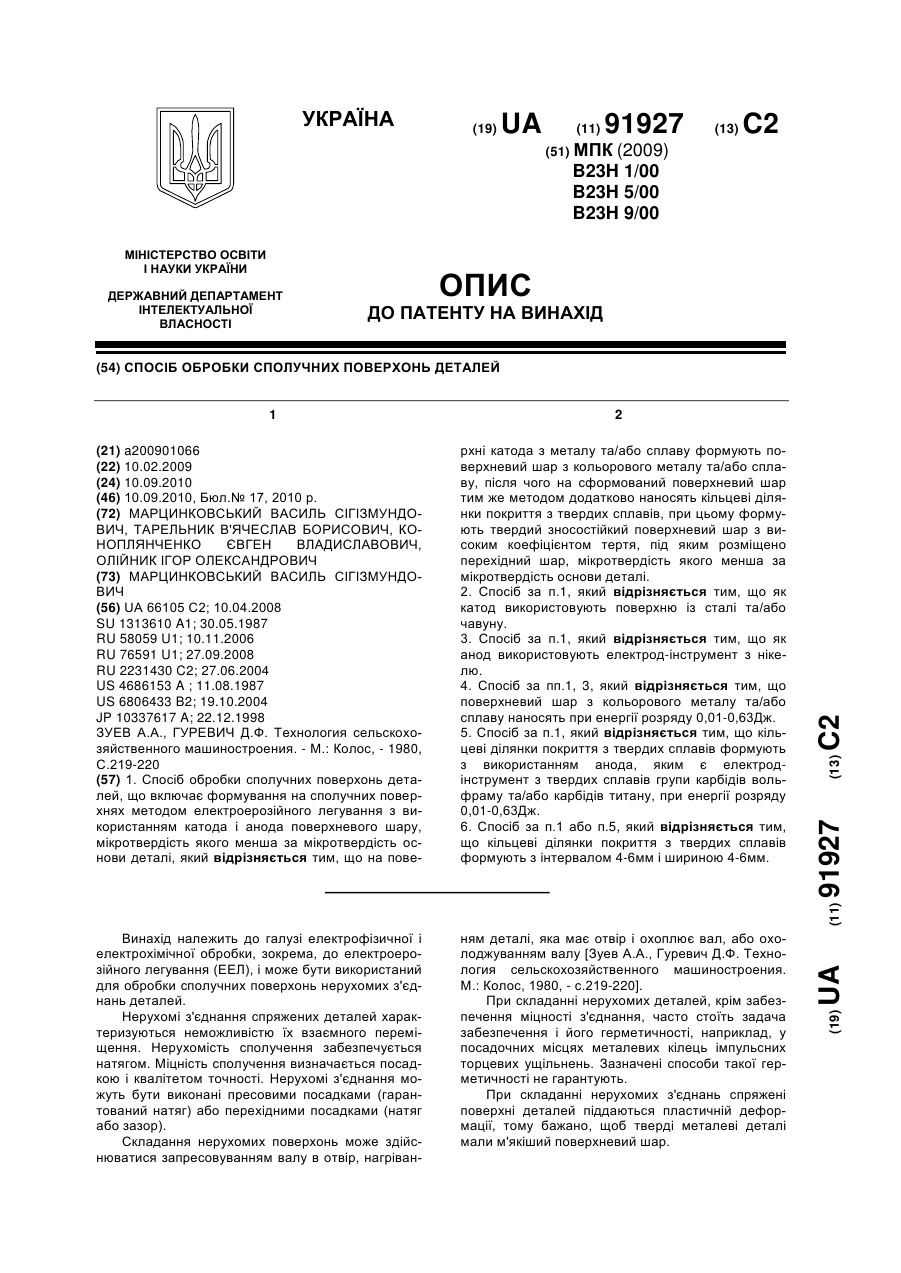
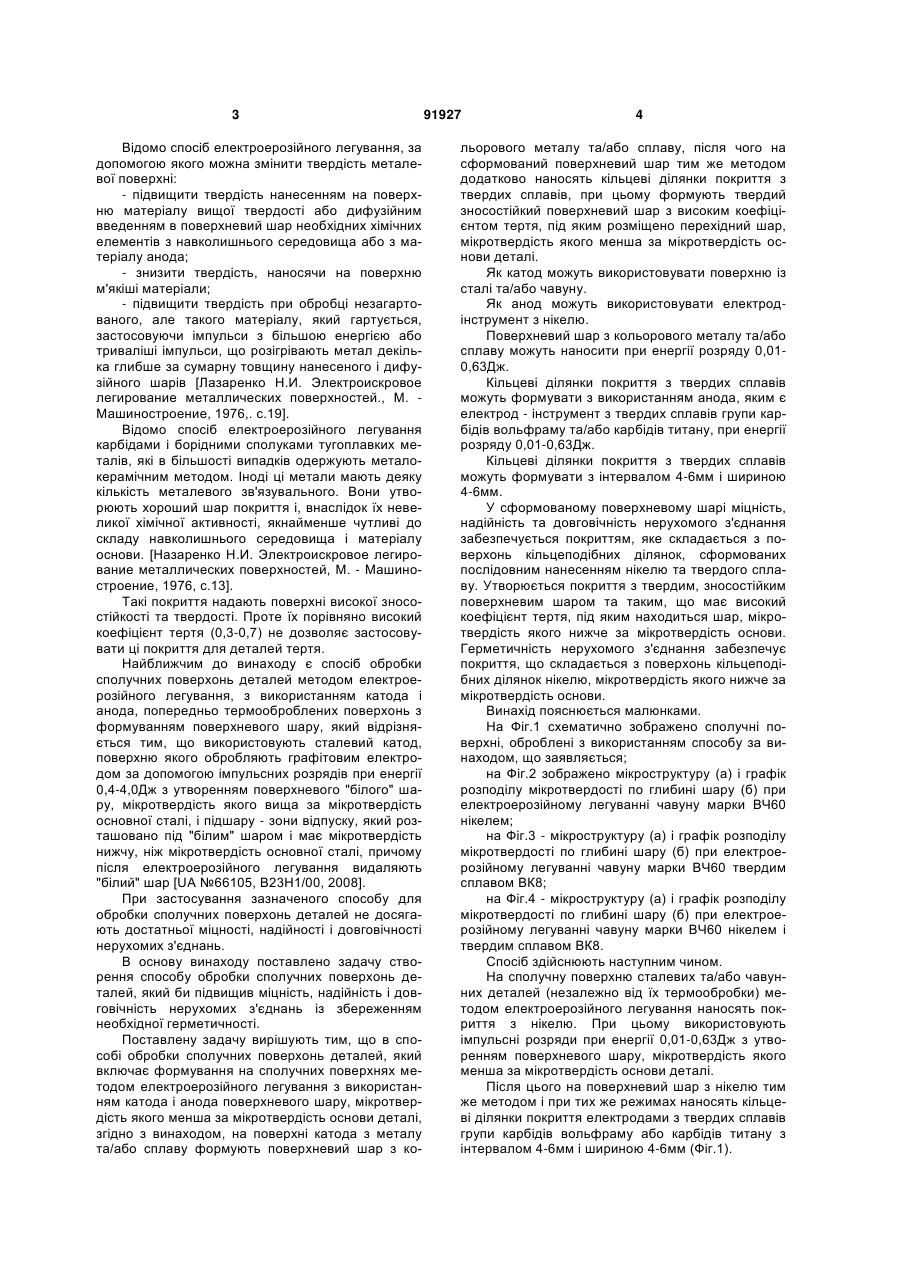
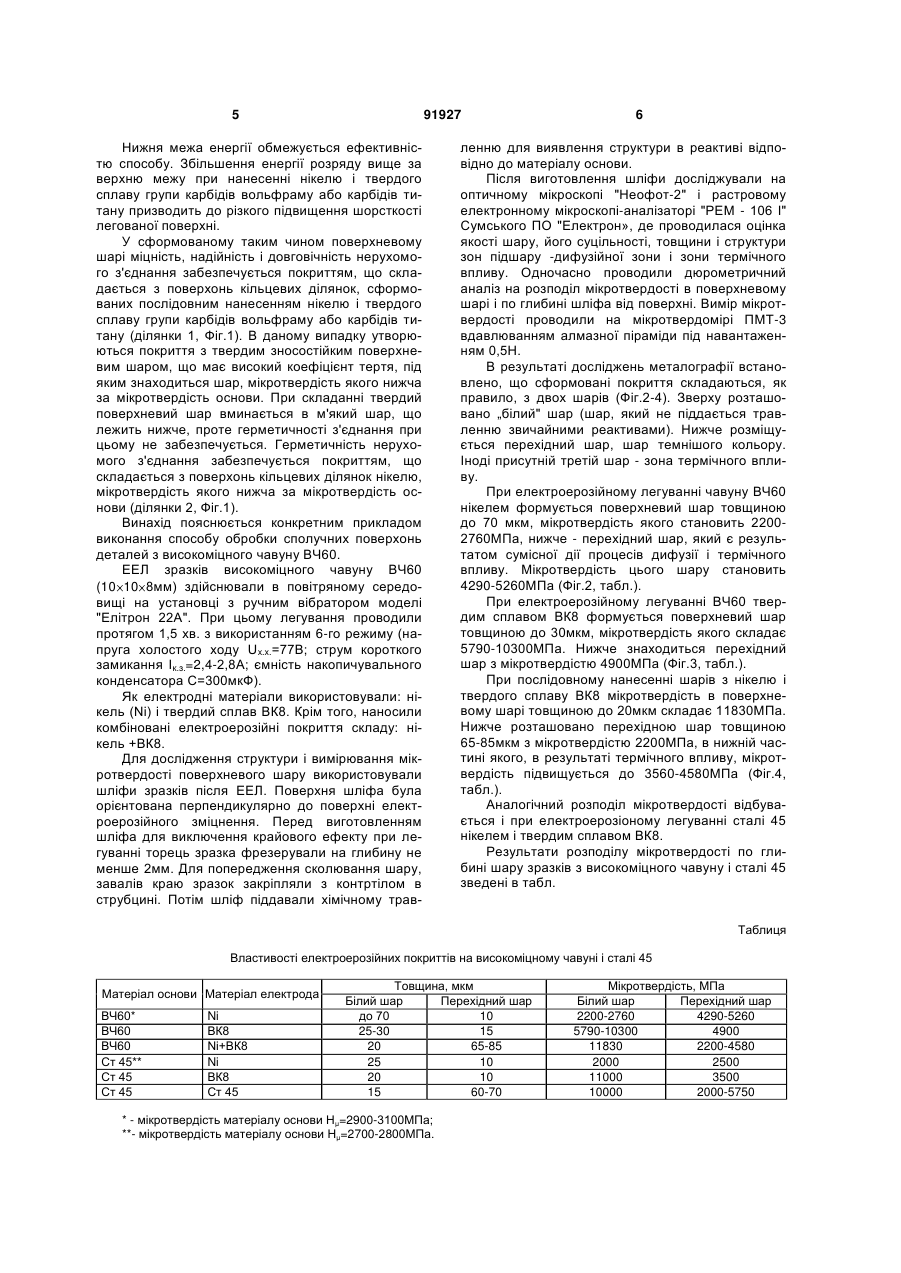
1. Спосіб обробки сполучних поверхонь деталей, що включає формування на сполучних поверхнях методом електроерозійного легування з використанням катода і анода поверхневого шару, мікротвердість якого менша за мікротвердість основи деталі, який відрізняється тим, що на пове C2 2 91927 1 3 Відомо спосіб електроерозійного легування, за допомогою якого можна змінити твердість металевої поверхні: - підвищити твердість нанесенням на поверхню матеріалу вищої твердості або дифузійним введенням в поверхневий шар необхідних хімічних елементів з навколишнього середовища або з матеріалу анода; - знизити твердість, наносячи на поверхню м'якіші матеріали; - підвищити твердість при обробці незагартованого, але такого матеріалу, який гартується, застосовуючи імпульси з більшою енергією або триваліші імпульси, що розігрівають метал декілька глибше за сумарну товщину нанесеного і дифузійного шарів [Лазаренко Н.И. Электроискровое легирование металлических поверхностей., М. Машиностроение, 1976,. с.19]. Відомо спосіб електроерозійного легування карбідами і борідними сполуками тугоплавких металів, які в більшості випадків одержують металокерамічним методом. Іноді ці метали мають деяку кількість металевого зв'язувального. Вони утворюють хороший шар покриття і, внаслідок їх невеликої хімічної активності, якнайменше чутливі до складу навколишнього середовища і матеріалу основи. [Назаренко Н.И. Электроискровое легирование металлических поверхностей, М. - Машиностроение, 1976, с.13]. Такі покриття надають поверхні високої зносостійкості та твердості. Проте їх порівняно високий коефіцієнт тертя (0,3-0,7) не дозволяє застосовувати ці покриття для деталей тертя. Найближчим до винаходу є спосіб обробки сполучних поверхонь деталей методом електроерозійного легування, з використанням катода і анода, попередньо термооброблених поверхонь з формуванням поверхневого шару, який відрізняється тим, що використовують сталевий катод, поверхню якого обробляють графітовим електродом за допомогою імпульсних розрядів при енергії 0,4-4,0Дж з утворенням поверхневого "білого" шару, мікротвердість якого вища за мікротвердість основної сталі, і підшару - зони відпуску, який розташовано під "білим" шаром і має мікротвердість нижчу, ніж мікротвердість основної сталі, причому після електроерозійного легування видаляють "білий" шар [UA №66105, В23Н1/00, 2008]. При застосування зазначеного способу для обробки сполучних поверхонь деталей не досягають достатньої міцності, надійності і довговічності нерухомих з'єднань. В основу винаходу поставлено задачу створення способу обробки сполучних поверхонь деталей, який би підвищив міцність, надійність і довговічність нерухомих з'єднань із збереженням необхідної герметичності. Поставлену задачу вирішують тим, що в способі обробки сполучних поверхонь деталей, який включає формування на сполучних поверхнях методом електроерозійного легування з використанням катода і анода поверхневого шару, мікротвердість якого менша за мікротвердість основи деталі, згідно з винаходом, на поверхні катода з металу та/або сплаву формують поверхневий шар з ко 91927 4 льорового металу та/або сплаву, після чого на сформований поверхневий шар тим же методом додатково наносять кільцеві ділянки покриття з твердих сплавів, при цьому формують твердий зносостійкий поверхневий шар з високим коефіцієнтом тертя, під яким розміщено перехідний шар, мікротвердість якого менша за мікротвердість основи деталі. Як катод можуть використовувати поверхню із сталі та/або чавуну. Як анод можуть використовувати електродінструмент з нікелю. Поверхневий шар з кольорового металу та/або сплаву можуть наносити при енергії розряду 0,010,63Дж. Кільцеві ділянки покриття з твердих сплавів можуть формувати з використанням анода, яким є електрод - інструмент з твердих сплавів групи карбідів вольфраму та/або карбідів титану, при енергії розряду 0,01-0,63Дж. Кільцеві ділянки покриття з твердих сплавів можуть формувати з інтервалом 4-6мм і шириною 4-6мм. У сформованому поверхневому шарі міцність, надійність та довговічність нерухомого з'єднання забезпечується покриттям, яке складається з поверхонь кільцеподібних ділянок, сформованих послідовним нанесенням нікелю та твердого сплаву. Утворюється покриття з твердим, зносостійким поверхневим шаром та таким, що має високий коефіцієнт тертя, під яким находиться шар, мікротвердість якого нижче за мікротвердість основи. Герметичність нерухомого з'єднання забезпечує покриття, що складається з поверхонь кільцеподібних ділянок нікелю, мікротвердість якого нижче за мікротвердість основи. Винахід пояснюється малюнками. На Фіг.1 схематично зображено сполучні поверхні, оброблені з використанням способу за винаходом, що заявляється; на Фіг.2 зображено мікроструктуру (а) і графік розподілу мікротвердості по глибині шару (б) при електроерозійному легуванні чавуну марки ВЧ60 нікелем; на Фіг.3 - мікроструктуру (а) і графік розподілу мікротвердості по глибині шару (б) при електроерозійному легуванні чавуну марки ВЧ60 твердим сплавом ВК8; на Фіг.4 - мікроструктуру (а) і графік розподілу мікротвердості по глибині шару (б) при електроерозійному легуванні чавуну марки ВЧ60 нікелем і твердим сплавом ВК8. Спосіб здійснюють наступним чином. На сполучну поверхню сталевих та/або чавунних деталей (незалежно від їх термообробки) методом електроерозійного легування наносять покриття з нікелю. При цьому використовують імпульсні розряди при енергії 0,01-0,63Дж з утворенням поверхневого шару, мікротвердість якого менша за мікротвердість основи деталі. Після цього на поверхневий шар з нікелю тим же методом і при тих же режимах наносять кільцеві ділянки покриття електродами з твердих сплавів групи карбідів вольфраму або карбідів титану з інтервалом 4-6мм і шириною 4-6мм (Фіг.1). 5 91927 Нижня межа енергії обмежується ефективністю способу. Збільшення енергії розряду вище за верхню межу при нанесенні нікелю і твердого сплаву групи карбідів вольфраму або карбідів титану призводить до різкого підвищення шорсткості легованої поверхні. У сформованому таким чином поверхневому шарі міцність, надійність і довговічність нерухомого з'єднання забезпечується покриттям, що складається з поверхонь кільцевих ділянок, сформованих послідовним нанесенням нікелю і твердого сплаву групи карбідів вольфраму або карбідів титану (ділянки 1, Фіг.1). В даному випадку утворюються покриття з твердим зносостійким поверхневим шаром, що має високий коефіцієнт тертя, під яким знаходиться шар, мікротвердість якого нижча за мікротвердість основи. При складанні твердий поверхневий шар вминається в м'який шар, що лежить нижче, проте герметичності з'єднання при цьому не забезпечується. Герметичність нерухомого з'єднання забезпечується покриттям, що складається з поверхонь кільцевих ділянок нікелю, мікротвердість якого нижча за мікротвердість основи (ділянки 2, Фіг.1). Винахід пояснюється конкретним прикладом виконання способу обробки сполучних поверхонь деталей з високоміцного чавуну ВЧ60. ЕЕЛ зразків високоміцного чавуну ВЧ60 (10 10 8мм) здійснювали в повітряному середовищі на установці з ручним вібратором моделі "Елітрон 22А". При цьому легування проводили протягом 1,5 хв. з використанням 6-го режиму (напруга холостого ходу Ux.x.=77В; струм короткого замикання Ік.з.=2,4-2,8А; ємність накопичувального конденсатора С=300мкФ). Як електродні матеріали використовували: нікель (Ni) і твердий сплав ВК8. Крім того, наносили комбіновані електроерозійні покриття складу: нікель +ВК8. Для дослідження структури і вимірювання мікротвердості поверхневого шару використовували шліфи зразків після ЕЕЛ. Поверхня шліфа була орієнтована перпендикулярно до поверхні електроерозійного зміцнення. Перед виготовленням шліфа для виключення крайового ефекту при легуванні торець зразка фрезерували на глибину не менше 2мм. Для попередження сколювання шару, завалів краю зразок закріпляли з контртілом в струбцині. Потім шліф піддавали хімічному трав 6 ленню для виявлення структури в реактиві відповідно до матеріалу основи. Після виготовлення шліфи досліджували на оптичному мікроскопі "Неофот-2" і растровому електронному мікроскопі-аналізаторі "РЕМ - 106 І" Сумського ПО "Електрон», де проводилася оцінка якості шару, його суцільності, товщини і структури зон підшару -дифузійної зони і зони термічного впливу. Одночасно проводили дюрометричний аналіз на розподіл мікротвердості в поверхневому шарі і по глибині шліфа від поверхні. Вимір мікротвердості проводили на мікротвердомірі ПМТ-3 вдавлюванням алмазної піраміди під навантаженням 0,5Н. В результаті досліджень металографії встановлено, що сформовані покриття складаються, як правило, з двох шарів (Фіг.2-4). Зверху розташовано „білий" шар (шар, який не піддається травленню звичайними реактивами). Нижче розміщується перехідний шар, шар темнішого кольору. Іноді присутній третій шар - зона термічного впливу. При електроерозійному легуванні чавуну ВЧ60 нікелем формується поверхневий шар товщиною до 70 мкм, мікротвердість якого становить 22002760МПа, нижче - перехідний шар, який є результатом сумісної дії процесів дифузії і термічного впливу. Мікротвердість цього шару становить 4290-5260МПа (Фіг.2, табл.). При електроерозійному легуванні ВЧ60 твердим сплавом ВК8 формується поверхневий шар товщиною до 30мкм, мікротвердість якого складає 5790-10300МПа. Нижче знаходиться перехідний шар з мікротвердістю 4900МПа (Фіг.3, табл.). При послідовному нанесенні шарів з нікелю і твердого сплаву ВК8 мікротвердість в поверхневому шарі товщиною до 20мкм складає 11830МПа. Нижче розташовано перехідною шар товщиною 65-85мкм з мікротвердістю 2200МПа, в нижній частині якого, в результаті термічного впливу, мікротвердість підвищується до 3560-4580МПа (Фіг.4, табл.). Аналогічний розподіл мікротвердості відбувається і при електроерозіоному легуванні сталі 45 нікелем і твердим сплавом ВК8. Результати розподілу мікротвердості по глибині шару зразків з високоміцного чавуну і сталі 45 зведені в табл. Таблиця Властивості електроерозійних покриттів на високоміцному чавуні і сталі 45 Матеріал основи Матеріал електрода ВЧ60* ВЧ60 ВЧ60 Ст 45** Ст 45 Ст 45 Ni ВК8 Ni+BК8 Ni ВК8 Ст 45 Товщина, мкм Білий шар Перехідний шар до 70 10 25-30 15 20 65-85 25 10 20 10 15 60-70 * - мікротвердість матеріалу основи Нμ=2900-3100МПа; **- мікротвердість матеріалу основи Нμ=2700-2800МПа. Мікротвердість, МПа Білий шар Перехідний шар 2200-2760 4290-5260 5790-10300 4900 11830 2200-4580 2000 2500 11000 3500 10000 2000-5750 7 91927 8 9 Комп’ютерна верстка Т. Чепелева 91927 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of connection surfaces of components
Автори англійськоюMartsynkovskyi Vasyl Sihizmundovych, Tarelnyk Viacheslav Borysovych, Konoplianchenko Yevhen Vladyslavovych, Oliinyk Ihor Oleksandrovych
Назва патенту російськоюСпособ обработки соединительных поверхностей деталей.
Автори російськоюМарцинковский Василий Сигизмундович, Тарельник Вячеслав Борисович, Коноплянченко Евгений Владиславович, Олийнык Игорь Александрович
МПК / Мітки
МПК: B23H 5/00, B23H 1/00, B23H 9/00
Мітки: сполучних, деталей, поверхонь, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/5-91927-sposib-obrobki-spoluchnikh-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сполучних поверхонь деталей</a>
Спосіб обробки сполучних поверхонь деталей (варіанти)
Номер патенту: 66105
Опубліковано: 10.04.2008
Автори: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Тарельник В'ячеслав Борисович
МПК: B23H 1/00, B23H 9/00, B23H 5/00
Мітки: обробки, поверхонь, деталей, спосіб, варіанти, сполучних
Формула / Реферат:
1. Спосіб обробки сполучних поверхонь деталей шляхом електроерозійного легування з використанням катода і анода попередньо термічно оброблених поверхонь з формуванням поверхневого шару, який відрізняється тим, що використовують стальний катод, поверхню якого обробляють графітовим електродом за допомогою імпульсних розрядів при енергії 0,4-4 Дж з утворенням поверхневого "білого" шару, мікротвердість якого вища від мікротвердості...
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів
Номер патенту: 39728
Опубліковано: 10.03.2009
Автори: Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Мельник Олена Олексіївна
МПК: B23P 9/00
Мітки: деталей, нікелевих, обробки, спосіб, сплавів, абразивної, прецизійної, поверхонь, плоских
Формула / Реферат:
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів, що включає магнітно-абразивне оброблення дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітно-м'яких матеріалів виконують з такими режимами різання: поздовжня швидкість деталі Vп=2-10 м/хв., довжина робочого зазору між магнітом і деталлю 1,0-1,2 мм, зернистість абразивного порошку...
Спосіб електроіскрового зміцнення поверхонь деталей
Номер патенту: 26227
Опубліковано: 10.09.2007
Автори: Храновська Катерина Миколаївна, Мазанко Володимир Федорович, Бевз Віталій Петрович, Іващенко Євген Вадимович, Погорєлов Олександр Євгенович
Мітки: деталей, електроіскрового, поверхонь, зміцнення, спосіб
Формула / Реферат:
Спосіб електроіскрового зміцнення поверхонь деталей, який полягає в тому, що закривають захисним елементом та здійснюють зміцнення поверхонь деталей, які обробляють, який відрізняється тим, що захисний елемент виконують у вигляді герметичної камери, куди вміщують катод (деталь) та анод (електрод), на який подають напругу та підтримують на певній відстані від катода (деталі), достатній для виникнення електроіскрового розряду, контролюють...
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів
Номер патенту: 40050
Опубліковано: 25.03.2009
Автори: Гавриш Олег Анатолійович, Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: абразивної, поверхонь, деталей, надтонкої, обробки, сплавів, циліндричних, спосіб, нікелевих
Формула / Реферат:
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів, що включає магнітоабразивне оброблення їх дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітних сплавів виконують за такими режимами різання: швидкість оброблення деталі - Vд=45-60 м/хв., поздовжня швидкість - Vп=0,3-0,5 м/хв., довжина робочого зазору між магнітом і...
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами
Номер патенту: 5681
Опубліковано: 15.03.2005
Автори: Кравець Василь Васильович, Лабунець Василь Федорович, Ляшенко Борис Артемович, Рудковський Анатолій Віталійович, Марчук Володимир Єфремович, Шульга Іван Федорович
МПК: B23H 9/00, B23H 7/00, C23C 12/00
Мітки: електродами, деталей, поверхонь, спосіб, електроіскрової, обробки, струмопровідних, графітовими
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами, при якому анодом є графітовий електрод, а катодом - деталь, який відрізняється тим, що перед зміцненням поверхонь деталей електроіскровою обробкою додатково змащують поверхню деталі мастилом, яке служить оточуючим поверхню деталі середовищем для зниження залишкових структурних напружень металу і підвищення зносостійкості легованого шару деталі.
Попередній патент: Система ущільнень турбокомпресора
Наступний патент: Поліграфічний виріб (варіанти)
Випадковий патент: Спосіб керування рухом багатоланкового транспортного засобу