Спосіб виготовлення прокатних валків
Номер патенту: 92559
Опубліковано: 26.08.2014
Автори: Матвиенко Володимир Миколайович, Мазур Владислав Олександрович, Лещинський Леонід Кимович, Степнов Ксенофонт Ксенофонтович, Степнова Юлія Олександрівна

Формула / Реферат
1. Спосіб виготовлення прокатних валків, що включає наплавлення бочки шарами з матеріалів, різних за хімічним складом і властивостями, виконаними з валиків (швів), що перекривають один одного, орієнтація яких в кожному наступному шарі перпендикулярна їх орієнтації в попередньому шарі, який відрізняється тим, що перший шар наплавляють кільцевими валиками (швами), а останній шар - валиками (швами), орієнтованими уздовж твірної бочки валка.
2. Спосіб за п. 1, який відрізняється тим, що наплавлення всіх непарних шарів, а також останнього шару, виконують матеріалами, які забезпечують твердість, що складає 0,60-0,80 від найбільшої твердості парних шарів.
Текст
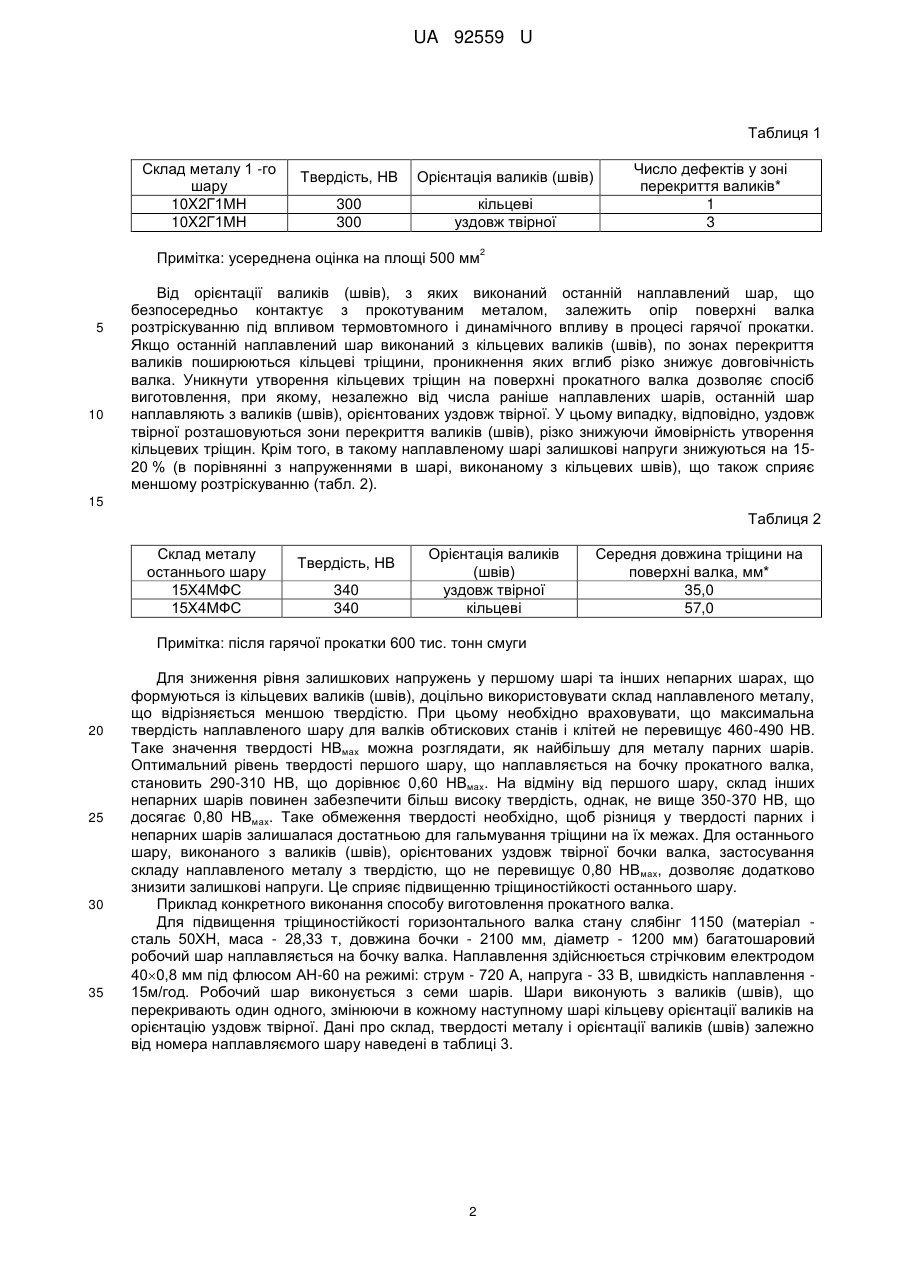
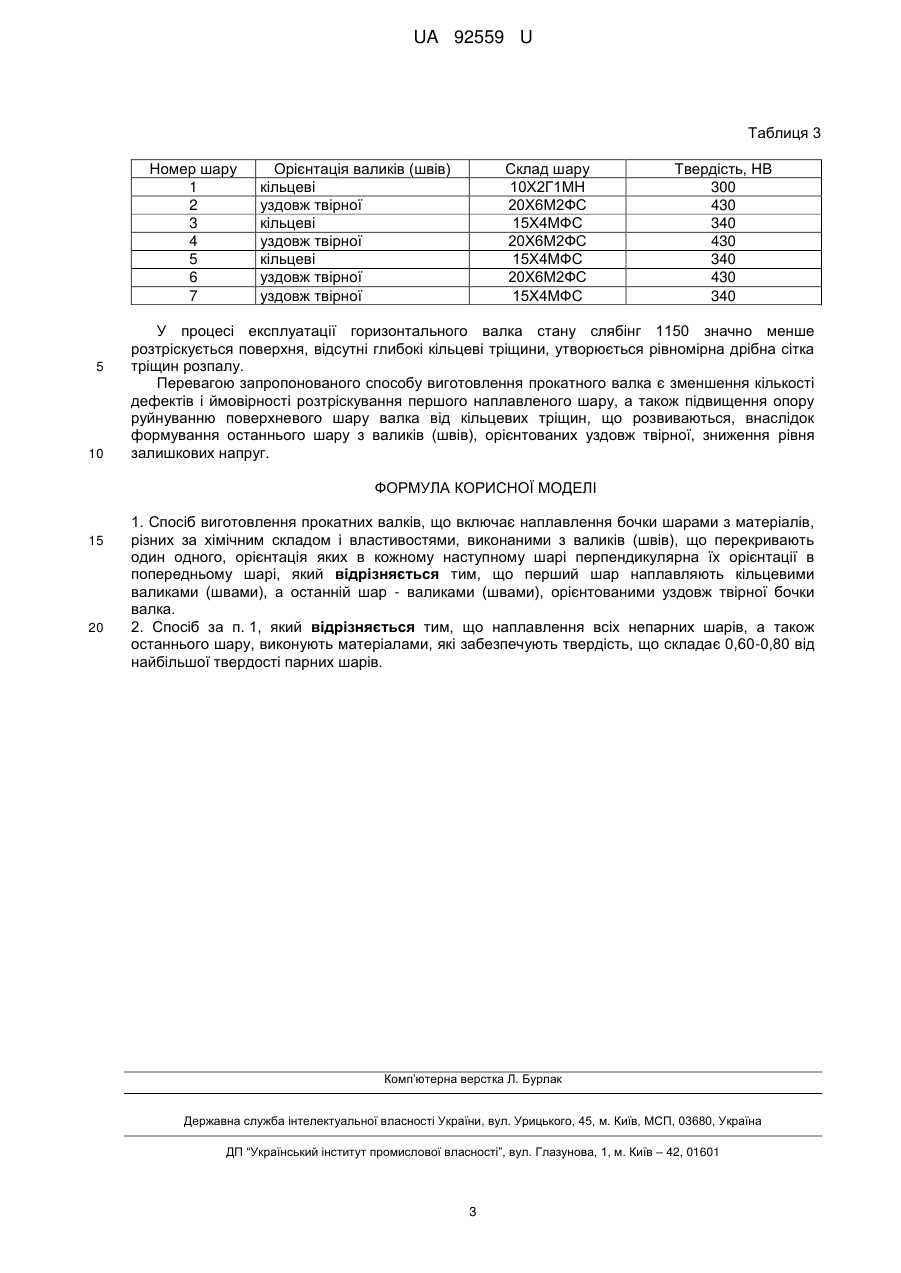
Реферат: Спосіб виготовлення прокатних валків включає наплавлення бочки шарами з матеріалів, різних за хімічним складом і властивостями, виконаними з валиків (швів), що перекривають один одного, орієнтація яких в кожному наступному шарі перпендикулярна їх орієнтації в попередньому шарі. При цьому перший шар наплавляють кільцевими валиками (швами), а останній шар - валиками (швами), орієнтованими уздовж твірної бочки валка. UA 92559 U (12) UA 92559 U UA 92559 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до зварювального виробництва, а саме до способів виготовлення прокатних валків, і може бути використана при виготовленні та відновленні валків обтискових, широкосмугових і сортових прокатних станів, зокрема, шляхом наплавлення. Відомий спосіб виготовлення прокатних валків, при якому на бочку наплавляється шар, виконаний з кільцевих валиків (швів), що перекривають один одного (Патент России № 2173228, В23В 27/03). Недоліком відомого способу є утворення кільцевих тріщин в зонах перекриття валиків (швів), орієнтованих по кільцевій лінії. Відомий спосіб виготовлення прокатного валка, на бочку якого наплавляється шар, виконаний з валиків (швів), що перекривають один одного та орієнтовані уздовж твірної (А. С. СССР № 1547895, В21В 27/02). Недолік цього відомого способу - труднощі при забезпеченні відсутності дефектів і необхідної якості зон перекриття при наплавленні по всій довжині бочки, особливо, при відновленні великих прокатних валків. Найбільш близьким за своєю технічною суттю і результатами, що досягаються, є спосіб виготовлення прокатного валка, що включає наплавлення бочки шарами з матеріалів з різним хімічним складом і властивостями, виконаними з валиків (швів), що перекривають один одного, при цьому наплавлення здійснюють шарами, що чергуються, формованими з валиків (швів), орієнтація яких в кожному наступному шарі перпендикулярна їх орієнтації в попередньому шарі (А.С. СССР № 1678475, В21В 28/02) - прототип. Недолік прототипу - невизначеність орієнтації валиків (швів) щодо твірної в залежності від номера наплавленого шару, особливо для першого і останнього шарів, через що важко забезпечити надійне проплавлення і відсутність дефектів у зоні сплавлення і в першому шарі, а також знизити рівень напруженого стану і схильність до утворення та поширення тріщин в останньому шарі. В основу корисної моделі поставлена задача удосконалити спосіб виготовлення прокатних валків шляхом наплавлення, який дозволить за рахунок поліпшення надійності сплавлення з бочкою, зменшення числа дефектів в першому шарі, а також усунення кільцевих зон перекриття суміжних валиків (швів) і зниження рівня залишкових напружень в останньому шарі, підвищити стійкість до розтріскування прокатного валка, збільшити термін його служби. Для вирішення поставленої задачі в способі виготовлення прокатних валків, що включає наплавлення бочки шарами з матеріалів різних за хімічним складом і властивостями, виконаними з валиків (швів), що перекривають один одного, орієнтація яких в кожному наступному шарі перпендикулярна їх орієнтації в попередньому шарі, відповідно до корисної моделі, перший шар наплавляють кільцевими валиками (швами), а останній шар - валиками (швами), орієнтованими уздовж твірної бочки валка. При цьому наплавлення всіх непарних шарів, а також останнього шару, виконують матеріалами, що забезпечують твердість, що становить 0,60-0,80 від найбільшої твердості парних шарів. Тривалість експлуатації валків обтискових станів і клітей, основна причина виходу з ладу яких - розтріскування поверхневого шару, визначається здатністю багатошарової композиції чинити опір поширенню тріщин. Ефективним шляхом гальмування тріщин є створення бар'єрів на шляху їх руху. Такими бар'єрами для тріщини, що переміщається з поверхні в глиб валка, служать кордони суміжних наплавлених шарів. Ефективність гальмування тріщини зростає, якщо відрізняються умови і характер кристалізації металу суміжних шарів, виконаних, відповідно, з кільцевих і поздовжніх валиків (швів). Однак цього недостатньо для значного підвищення тріщиностійкості прокатних валків з наплавленим шаром. У наплавленому шарі, сформованому з кільцевих швів, кількість дефектів у зоні їх перекриття нижче, ніж у шарі, що складається з валиків, орієнтованих уздовж твірної бочки (табл. 1). Це особливо проявляється у великих валках з довгою бочкою, а отже з більшою протяжністю зон перекриття валиків (швів) у межах одного шару. Вплив цих дефектів на зародження тріщин особливо проявляється в першому шарі, що межує з основним металом. На кордоні з бочкою валка з високовуглецевої сталі, що відрізняється низькою здатністю до зварювання, ймовірність розтріскування різко зростає із зростанням кількості дефектів в першому наплавленому шарі. Тому для пропонованого способу виготовлення валка доцільно формувати перший шар з кільцевих валиків (швів). Решта непарні шари також виконуються з кільцевих валиків (швів), а парні шари, відповідно, з валиків (швів), орієнтованих уздовж твірної. 1 UA 92559 U Таблиця 1 Склад металу 1 -го шару 10X2Г1МН 10X2Г1МН Твердість, НВ Орієнтація валиків (швів) 300 300 кільцеві уздовж твірної Примітка: усереднена оцінка на площі 500 мм 5 10 Число дефектів у зоні перекриття валиків* 1 3 2 Від орієнтації валиків (швів), з яких виконаний останній наплавлений шар, що безпосередньо контактує з прокотуваним металом, залежить опір поверхні валка розтріскуванню під впливом термовтомного і динамічного впливу в процесі гарячої прокатки. Якщо останній наплавлений шар виконаний з кільцевих валиків (швів), по зонах перекриття валиків поширюються кільцеві тріщини, проникнення яких вглиб різко знижує довговічність валка. Уникнути утворення кільцевих тріщин на поверхні прокатного валка дозволяє спосіб виготовлення, при якому, незалежно від числа раніше наплавлених шарів, останній шар наплавляють з валиків (швів), орієнтованих уздовж твірної. У цьому випадку, відповідно, уздовж твірної розташовуються зони перекриття валиків (швів), різко знижуючи ймовірність утворення кільцевих тріщин. Крім того, в такому наплавленому шарі залишкові напруги знижуються на 1520 % (в порівнянні з напруженнями в шарі, виконаному з кільцевих швів), що також сприяє меншому розтріскуванню (табл. 2). 15 Таблиця 2 Склад металу останнього шару 15Х4МФС 15Х4МФС Твердість, НВ 340 340 Орієнтація валиків (швів) уздовж твірної кільцеві Середня довжина тріщини на поверхні валка, мм* 35,0 57,0 Примітка: після гарячої прокатки 600 тис. тонн смуги 20 25 30 35 Для зниження рівня залишкових напружень у першому шарі та інших непарних шарах, що формуються із кільцевих валиків (швів), доцільно використовувати склад наплавленого металу, що відрізняється меншою твердістю. При цьому необхідно враховувати, що максимальна твердість наплавленого шару для валків обтискових станів і клітей не перевищує 460-490 НВ. Таке значення твердості НВмах можна розглядати, як найбільшу для металу парних шарів. Оптимальний рівень твердості першого шару, що наплавляється на бочку прокатного валка, становить 290-310 НВ, що дорівнює 0,60 НВмах. На відміну від першого шару, склад інших непарних шарів повинен забезпечити більш високу твердість, однак, не вище 350-370 НВ, що досягає 0,80 НВмах. Таке обмеження твердості необхідно, щоб різниця у твердості парних і непарних шарів залишалася достатньою для гальмування тріщини на їх межах. Для останнього шару, виконаного з валиків (швів), орієнтованих уздовж твірної бочки валка, застосування складу наплавленого металу з твердістю, що не перевищує 0,80 НВ мах, дозволяє додатково знизити залишкові напруги. Це сприяє підвищенню тріщиностійкості останнього шару. Приклад конкретного виконання способу виготовлення прокатного валка. Для підвищення тріщиностійкості горизонтального валка стану слябінг 1150 (матеріал сталь 50ХН, маса - 28,33 т, довжина бочки - 2100 мм, діаметр - 1200 мм) багатошаровий робочий шар наплавляється на бочку валка. Наплавлення здійснюється стрічковим електродом 400,8 мм під флюсом АН-60 на режимі: струм - 720 А, напруга - 33 В, швидкість наплавлення 15м/год. Робочий шар виконується з семи шарів. Шари виконують з валиків (швів), що перекривають один одного, змінюючи в кожному наступному шарі кільцеву орієнтації валиків на орієнтацію уздовж твірної. Дані про склад, твердості металу і орієнтації валиків (швів) залежно від номера наплавляємого шару наведені в таблиці 3. 2 UA 92559 U Таблиця 3 Номер шару 1 2 3 4 5 6 7 5 10 Орієнтація валиків (швів) кільцеві уздовж твірної кільцеві уздовж твірної кільцеві уздовж твірної уздовж твірної Склад шару 10Х2Г1МН 20Х6М2ФС 15Х4МФС 20Х6М2ФС 15Х4МФС 20Х6М2ФС 15Х4МФС Твердість, НВ 300 430 340 430 340 430 340 У процесі експлуатації горизонтального валка стану слябінг 1150 значно менше розтріскується поверхня, відсутні глибокі кільцеві тріщини, утворюється рівномірна дрібна сітка тріщин розпалу. Перевагою запропонованого способу виготовлення прокатного валка є зменшення кількості дефектів і ймовірності розтріскування першого наплавленого шару, а також підвищення опору руйнуванню поверхневого шару валка від кільцевих тріщин, що розвиваються, внаслідок формування останнього шару з валиків (швів), орієнтованих уздовж твірної, зниження рівня залишкових напруг. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб виготовлення прокатних валків, що включає наплавлення бочки шарами з матеріалів, різних за хімічним складом і властивостями, виконаними з валиків (швів), що перекривають один одного, орієнтація яких в кожному наступному шарі перпендикулярна їх орієнтації в попередньому шарі, який відрізняється тим, що перший шар наплавляють кільцевими валиками (швами), а останній шар - валиками (швами), орієнтованими уздовж твірної бочки валка. 2. Спосіб за п. 1, який відрізняється тим, що наплавлення всіх непарних шарів, а також останнього шару, виконують матеріалами, які забезпечують твердість, що складає 0,60-0,80 від найбільшої твердості парних шарів. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюStepnov Ksenofont Ksenofontovych, Mazur Vladyslav Oleksandrovych
Автори російськоюСтепнов Ксенофонт Ксенофонтович, Мазур Владислав Александрович
МПК / Мітки
МПК: B21B 28/00, B23K 9/04
Мітки: виготовлення, спосіб, прокатних, валків
Код посилання
<a href="https://ua.patents.su/5-92559-sposib-vigotovlennya-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення прокатних валків</a>
Спосіб охолодження прокатних валків
Номер патенту: 65142
Опубліковано: 25.11.2011
Автори: Капланов Василь Ілліч, Петренко Олексій Сергійович, Анісімов Генадій Володимирович
МПК: B21B 27/06
Мітки: охолодження, валків, спосіб, прокатних
Формула / Реферат:
Спосіб охолодження прокатних валків, що включає подачу охолоджувача роздільно на кожний з робочих валків, який відрізняється тим, що охолоджувач подають з боку входу металу у осередок деформації і з боку його виходу, причому на валок, що має велику колову швидкість або при верхньому тиску, охолоджувач подають з боку входу металу у осередок деформації, а на валок, що має меншу колову швидкість або при нижньому тиску - з боку виходу металу з...
Спосіб відновлення прокатних валків і механічного устаткування циліндричної форми методом електродугового наплавлення під флюсом
Номер патенту: 39183
Опубліковано: 10.02.2009
Автори: Лук'янчиков Олександр Миколайович, Омельяненко Микола Іванович, Матвієнков Сергій Анатолійович, Форман Сергій Вікторович, Куракін Юрій Миколайович, Гапонов Борис Петрович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович
МПК: B23P 6/00, B21B 28/00
Мітки: циліндричної, спосіб, наплавлення, електродугового, прокатних, устаткування, валків, відновлення, механічного, флюсом, форми, методом
Формула / Реферат:
Спосіб відновлення прокатних валків і механічного устаткування циліндричної форми методом електродугового наплавлення під флюсом, що включає механічну обробку, розігрів заготівки, електродугове наплавлення з подачею наплавного електрода в зону наплавлення, наступне охолодження в термостаті, який відрізняється тим, що як наплавний електрод використовують стрічковий електрод товщиною до 1,5 мм із маловуглецевої сталі марки 08кп під легуючим...
Спосіб автоматичного газового наплавлення сталевих і чавунних прокатних валків
Номер патенту: 13167
Опубліковано: 15.03.2006
Автори: Тракшинський Роман Борисович, Сазонов Сергій Іванович
МПК: F23D 14/46
Мітки: валків, наплавлення, спосіб, газового, прокатних, сталевих, автоматичного, чавунних
Формула / Реферат:
Спосіб автоматичного газового наплавлення чавуном сталевих і чавунних прокатних валків, що включає використання металевопорошкової шихти, технологічних флюсів і модифікувальних присадок, спеціального багатофакельного двосекційного газового пальника, який відрізняється тим, що температура нагрівання рідкої наплавної ванни встановлюється на 50-100 °С вище температури плавлення матеріалу валка, а температура нагрівання валка перед наплавленням...
Спосіб виготовлення двошарових відцентроволитих прокатних валків
Номер патенту: 78166
Опубліковано: 15.02.2007
Автори: Балаклієць Ігор Альбінович, Філіпов Валентин Семенович
МПК: B22D 27/20, B22D 13/00, B22D 13/02
Мітки: відцентроволитих, двошарових, валків, прокатних, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення двошарових відцентроволитих прокатних валків з робочим шаром із високолегованих чавунів і серцевиною з високоміцного чавуну, що включає обертання ливарної форми навколо вертикальної осі, заливку у ливарну форму і витримку в ній до кристалізації металу робочого шару, що містить хром в межах 2,0-20,0 мас. %, позапічну обробку в ковші графітизуючим компонентом металу серцевини і заливку його у форму, який відрізняється тим,...
Спосіб відновлення прокатних валків

Номер патенту: 83320
Опубліковано: 10.09.2013
Автори: Іофін Ігор Давидович, Бусов Володимир Львович, Міхеєнко Денис Юрійович
МПК: G01N 29/09, B23P 6/00, B21B 28/00
Мітки: відновлення, прокатних, спосіб, валків
Формула / Реферат:
Спосіб відновлення прокатних валків, що включає механічне видалення дефектів, підігрів, наплавлення і наступні термічну і механічну обробки, який відрізняється тим, що для підвищення терміну служби валків у процесі їх експлуатації, на етапі перешліфувань робочої поверхні валків проводять неруйнівний ультразвуковий контроль структури загартованого шару і при наявності підповерхневих осередків руйнації виділяють фарбовідмітником кільцеві...