Спосіб виготовлення термозміцнених сталевих молольних куль
Номер патенту: 92697
Опубліковано: 25.11.2010
Автори: Лівшиц Дмітрій Арнольдовіч, Курпе Олександр Геннадійович, Ковура Олександр Борисович, Кузьмін Сергій Олегович, Труфанова Оксана Іванівна, Грімані Віталій Євгенович, Трет'яков Олександр Борисович, Єфременко Василь Георгійович, Ганошенко Ігор Володимирович, Гоман Сергій Володимирович
Формула / Реферат
1. Спосіб виготовлення термозміцнених сталевих молольних куль, що містить прокатку куль з подальшим підстуджуванням, гартуванням водою в гартівному пристрої барабанного типу і самовідпуском у закритих посудинах, який відрізняється тим, що кулі виготовляють із сталі наступного хімічного складу, % мас:
С
0,6-1,2
Мn
0,3-1,3
Si
0,18-0,50
Аl
0,01-0,05
Fe
решта,
при цьому кулі прокатують при температурі 950-1000 °С, підстуджують після прокатки на спокійному повітрі протягом 35-190 с, потім проводять гартування тривалістю 30-140 с, після чого піддають самовідпуску в закритих посудинах місткістю 100-170 т протягом 24-50 годин.
2. Спосіб за п. 1, який відрізняється тим, що при температурі води, яка подається на гартування, не вище 28 °С, тривалість перебування куль діаметром від 100 мм до 120 мм в гартівному пристрої барабанного типу складає 83-123 с, а при температурі води, що подається на гартування, понад 28 °С - 102-140 с, при цьому кулі виготовляють із сталі з вмістом марганцю 1,0-1,3 % мас.
Текст
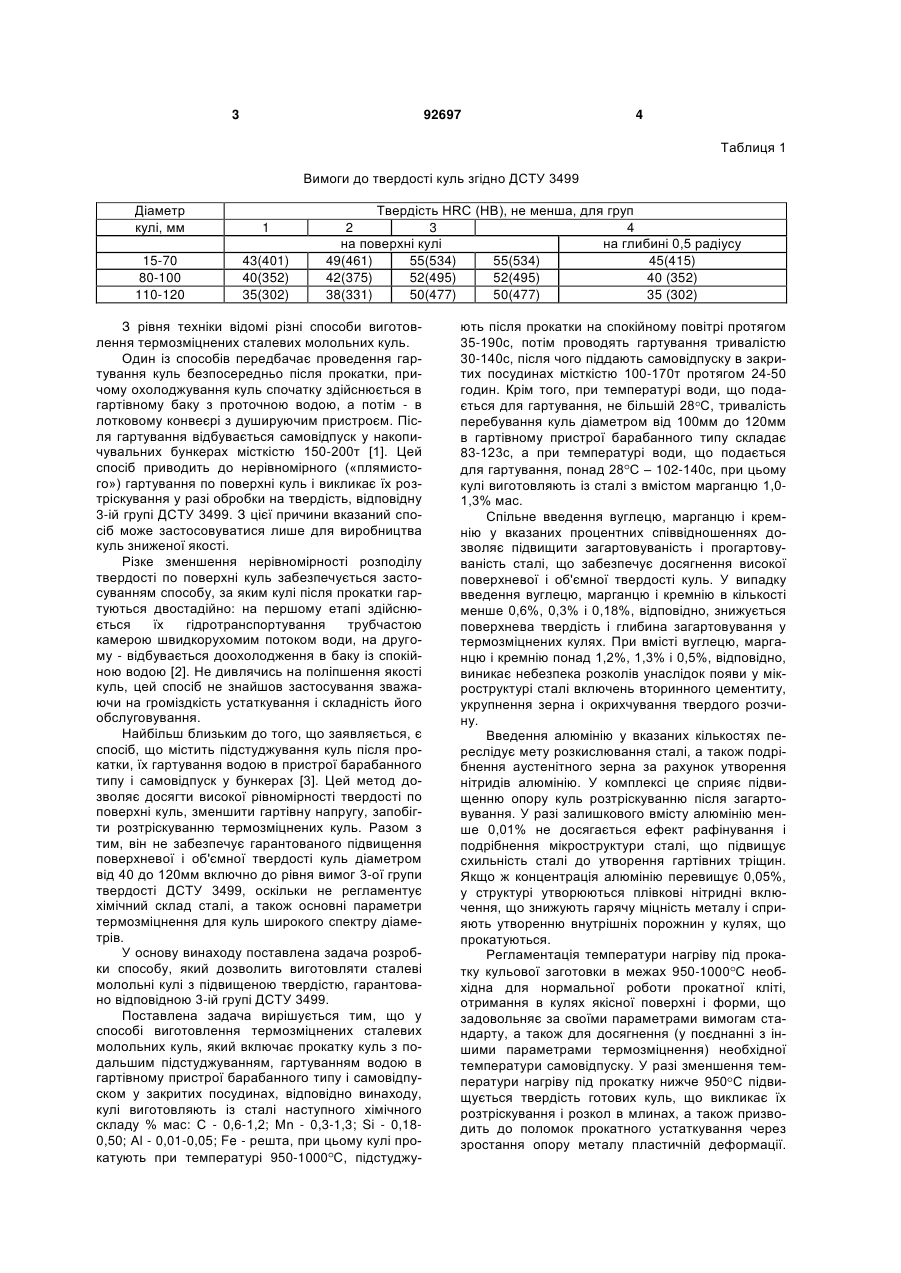
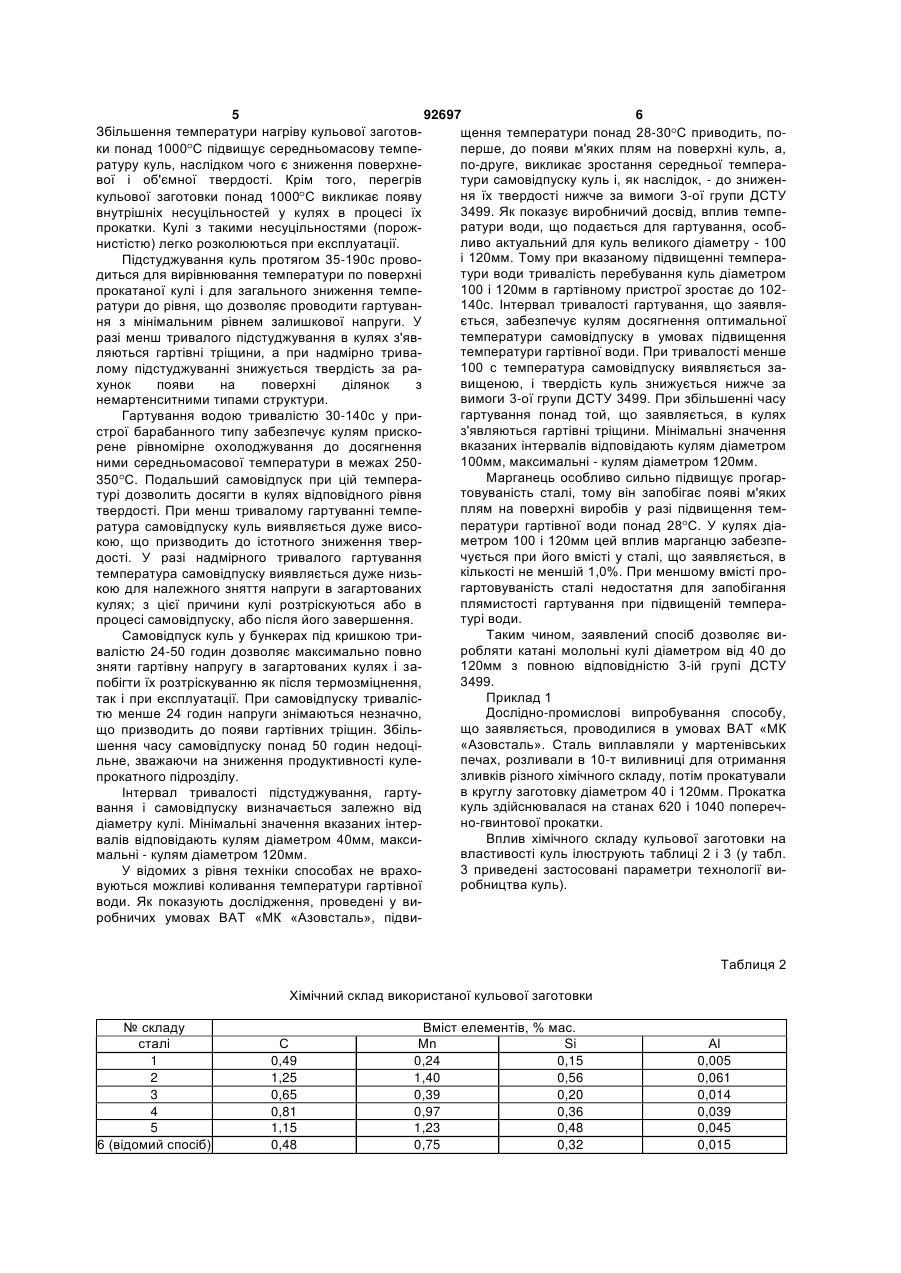
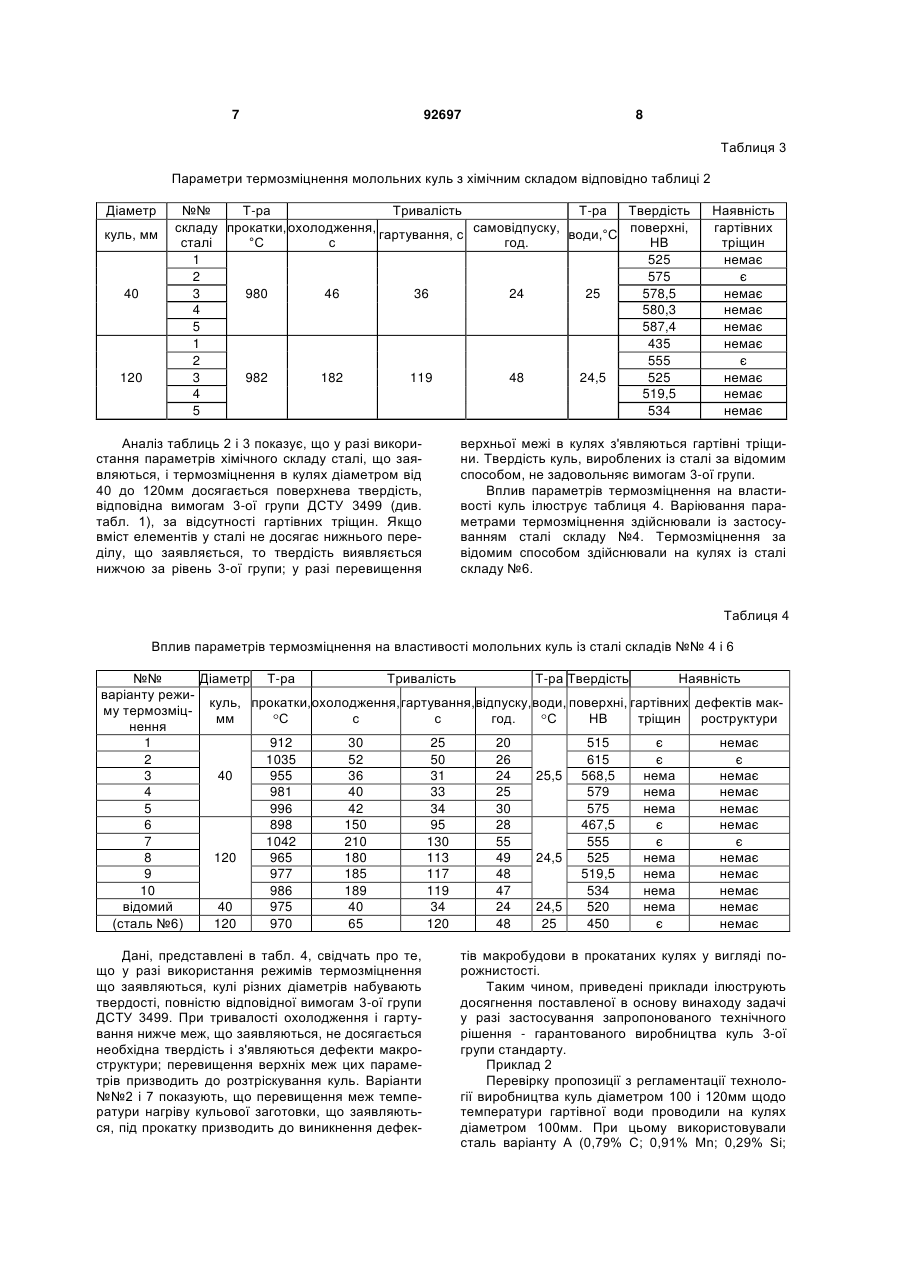
1. Спосіб виготовлення термозміцнених сталевих молольних куль, що містить прокатку куль з подальшим підстуджуванням, гартуванням водою в гартівному пристрої барабанного типу і самовідпуском у закритих посудинах, який відрізняється тим, що кулі виготовляють із сталі наступного хімічного складу, % мас: С 0,6-1,2 Мn 0,3-1,3 Si 0,18-0,50 Аl 0,01-0,05 Fe решта, при цьому кулі прокатують при температурі 9501000 °С, підстуджують після прокатки на спокійному повітрі протягом 35-190 с, потім проводять гартування тривалістю 30-140 с, після чого піддають самовідпуску в закритих посудинах місткістю 100170 т протягом 24-50 годин. 2. Спосіб за п. 1, який відрізняється тим, що при температурі води, яка подається на гартування, не вище 28 °С, тривалість перебування куль діаметром від 100 мм до 120 мм в гартівному пристрої барабанного типу складає 83-123 с, а при температурі води, що подається на гартування, понад 28 °С - 102-140 с, при цьому кулі виготовляють із сталі з вмістом марганцю 1,0-1,3 % мас. (19) UA (11) (21) a200910098 (22) 05.10.2009 (24) 25.11.2010 (46) 25.11.2010, Бюл.№ 22, 2010 р. (72) ЛІВШИЦ ДМІТРІЙ АРНОЛЬДОВІЧ, RU, ТРЕТЬЯКОВ ОЛЕКСАНДР БОРИСОВИЧ, КОВУРА ОЛЕКСАНДР БОРИСОВИЧ, ГОМАН СЕРГІЙ ВОЛОДИМИРОВИЧ, ГАНОШЕНКО ІГОР ВОЛОДИМИРОВИЧ, КУРПЕ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, ТРУФАНОВА ОКСАНА ІВАНІВНА, ГРИМАНІ ВІТАЛІЙ ЄВГЕНОВИЧ, ЄФРЕМЕНКО ВАСИЛЬ ГЕОРГІЙОВИЧ, КУЗЬМІН СЕРГІЙ ОЛЕГОВИЧ (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МЕТАЛУРГІЙНИЙ КОМБІНАТ "АЗОВСТАЛЬ" (56) Гринь В.А., Башкатова Ж.В. и др. Исследование технологии термической обработки и качества стальных катаных мелющих шаров диаметром 60 и 80 мм // Металлургическая и горнорудная промышленность. – 1988. - № 3. – С. 23-25. Клименко А.Н., Кострыкин В.Л., Сичевой А.П. и др. Разработка и освоение новой технологии закалки мелющих шаров с прокатного нагрева // Сталь. – 1985. - № 11. – С. 71-72. SU 596636; 05.03.1978 SU 1222688 A; 07.04.1986 SU 1446189 А1; 23.12.1988 UА 60543 А; 15.10.2003 UA 85495 C2; 26.01.2009 C2 2 92697 1 3 92697 4 Таблиця 1 Вимоги до твердості куль згідно ДСТУ 3499 Діаметр кулі, мм 1 15-70 80-100 110-120 43(401) 40(352) 35(302) Твердість HRC (НВ), не менша, для груп 2 3 4 на поверхні кулі на глибині 0,5 радіусу 49(461) 55(534) 55(534) 45(415) 42(375) 52(495) 52(495) 40 (352) 38(331) 50(477) 50(477) 35 (302) З рівня техніки відомі різні способи виготовлення термозміцнених сталевих молольних куль. Один із способів передбачає проведення гартування куль безпосередньо після прокатки, причому охолоджування куль спочатку здійснюється в гартівному баку з проточною водою, а потім - в лотковому конвеєрі з душируючим пристроєм. Після гартування відбувається самовідпуск у накопичувальних бункерах місткістю 150-200т [1]. Цей спосіб приводить до нерівномірного («плямистого») гартування по поверхні куль і викликає їх розтріскування у разі обробки на твердість, відповідну 3-ій групі ДСТУ 3499. З цієї причини вказаний спосіб може застосовуватися лише для виробництва куль зниженої якості. Різке зменшення нерівномірності розподілу твердості по поверхні куль забезпечується застосуванням способу, за яким кулі після прокатки гартуються двостадійно: на першому етапі здійснюється їх гідротранспортування трубчастою камерою швидкорухомим потоком води, на другому - відбувається доохолодження в баку із спокійною водою [2]. Не дивлячись на поліпшення якості куль, цей спосіб не знайшов застосування зважаючи на громіздкість устаткування і складність його обслуговування. Найбільш близьким до того, що заявляється, є спосіб, що містить підстуджування куль після прокатки, їх гартування водою в пристрої барабанного типу і самовідпуск у бункерах [3]. Цей метод дозволяє досягти високої рівномірності твердості по поверхні куль, зменшити гартівну напругу, запобігти розтріскуванню термозміцнених куль. Разом з тим, він не забезпечує гарантованого підвищення поверхневої і об'ємної твердості куль діаметром від 40 до 120мм включно до рівня вимог 3-ої групи твердості ДСТУ 3499, оскільки не регламентує хімічний склад сталі, а також основні параметри термозміцнення для куль широкого спектру діаметрів. У основу винаходу поставлена задача розробки способу, який дозволить виготовляти сталеві молольні кулі з підвищеною твердістю, гарантовано відповідною 3-ій групі ДСТУ 3499. Поставлена задача вирішується тим, що у способі виготовлення термозміцнених сталевих молольних куль, який включає прокатку куль з подальшим підстуджуванням, гартуванням водою в гартівному пристрої барабанного типу і самовідпуском у закритих посудинах, відповідно винаходу, кулі виготовляють із сталі наступного хімічного складу % мас: С - 0,6-1,2; Мn - 0,3-1,3; Si - 0,180,50; Аl - 0,01-0,05; Fe - решта, при цьому кулі прокатують при температурі 950-1000 С, підстуджу ють після прокатки на спокійному повітрі протягом 35-190с, потім проводять гартування тривалістю 30-140с, після чого піддають самовідпуску в закритих посудинах місткістю 100-170т протягом 24-50 годин. Крім того, при температурі води, що подається для гартування, не більшій 28 С, тривалість перебування куль діаметром від 100мм до 120мм в гартівному пристрої барабанного типу складає 83-123с, а при температурі води, що подається для гартування, понад 28 С – 102-140с, при цьому кулі виготовляють із сталі з вмістом марганцю 1,01,3% мас. Спільне введення вуглецю, марганцю і кремнію у вказаних процентних співвідношеннях дозволяє підвищити загартовуваність і прогартовуваність сталі, що забезпечує досягнення високої поверхневої і об'ємної твердості куль. У випадку введення вуглецю, марганцю і кремнію в кількості менше 0,6%, 0,3% і 0,18%, відповідно, знижується поверхнева твердість і глибина загартовування у термозміцнених кулях. При вмісті вуглецю, марганцю і кремнію понад 1,2%, 1,3% і 0,5%, відповідно, виникає небезпека розколів унаслідок появи у мікроструктурі сталі включень вторинного цементиту, укрупнення зерна і окрихчування твердого розчину. Введення алюмінію у вказаних кількостях переслідує мету розкислювання сталі, а також подрібнення аустенітного зерна за рахунок утворення нітридів алюмінію. У комплексі це сприяє підвищенню опору куль розтріскуванню після загартовування. У разі залишкового вмісту алюмінію менше 0,01% не досягається ефект рафінування і подрібнення мікроструктури сталі, що підвищує схильність сталі до утворення гартівних тріщин. Якщо ж концентрація алюмінію перевищує 0,05%, у структурі утворюються плівкові нітридні включення, що знижують гарячу міцність металу і сприяють утворенню внутрішніх порожнин у кулях, що прокатуються. Регламентація температури нагріву під прокатку кульової заготовки в межах 950-1000 С необхідна для нормальної роботи прокатної кліті, отримання в кулях якісної поверхні і форми, що задовольняє за своїми параметрами вимогам стандарту, а також для досягнення (у поєднанні з іншими параметрами термозміцнення) необхідної температури самовідпуску. У разі зменшення температури нагріву під прокатку нижче 950 С підвищується твердість готових куль, що викликає їх розтріскування і розкол в млинах, а також призводить до поломок прокатного устаткування через зростання опору металу пластичній деформації. 5 92697 6 Збільшення температури нагріву кульової заготовщення температури понад 28-30 С приводить, поки понад 1000 С підвищує середньомасову темпеперше, до появи м'яких плям на поверхні куль, а, ратуру куль, наслідком чого є зниження поверхнепо-друге, викликає зростання середньої темперавої і об'ємної твердості. Крім того, перегрів тури самовідпуску куль і, як наслідок, - до зниження їх твердості нижче за вимоги 3-ої групи ДСТУ кульової заготовки понад 1000 С викликає появу 3499. Як показує виробничий досвід, вплив темпевнутрішніх несуцільностей у кулях в процесі їх ратури води, що подається для гартування, особпрокатки. Кулі з такими несуцільностями (порожливо актуальний для куль великого діаметру - 100 нистістю) легко розколюються при експлуатації. і 120мм. Тому при вказаному підвищенні темпераПідстуджування куль протягом 35-190с провотури води тривалість перебування куль діаметром диться для вирівнювання температури по поверхні 100 і 120мм в гартівному пристрої зростає до 102прокатаної кулі і для загального зниження темпе140с. Інтервал тривалості гартування, що заявляратури до рівня, що дозволяє проводити гартуванється, забезпечує кулям досягнення оптимальної ня з мінімальним рівнем залишкової напруги. У температури самовідпуску в умовах підвищення разі менш тривалого підстуджування в кулях з'явтемператури гартівної води. При тривалості менше ляються гартівні тріщини, а при надмірно трива100 с температура самовідпуску виявляється залому підстуджуванні знижується твердість за равищеною, і твердість куль знижується нижче за хунок появи на поверхні ділянок з вимоги 3-ої групи ДСТУ 3499. При збільшенні часу немартенситними типами структури. гартування понад той, що заявляється, в кулях Гартування водою тривалістю 30-140с у приз'являються гартівні тріщини. Мінімальні значення строї барабанного типу забезпечує кулям присковказаних інтервалів відповідають кулям діаметром рене рівномірне охолоджування до досягнення 100мм, максимальні - кулям діаметром 120мм. ними середньомасової температури в межах 250Марганець особливо сильно підвищує прогар350 С. Подальший самовідпуск при цій температовуваність сталі, тому він запобігає появі м'яких турі дозволить досягти в кулях відповідного рівня плям на поверхні виробів у разі підвищення темтвердості. При менш тривалому гартуванні темпеператури гартівної води понад 28 С. У кулях діаратура самовідпуску куль виявляється дуже висометром 100 і 120мм цей вплив марганцю забезпекою, що призводить до істотного зниження тверчується при його вмісті у сталі, що заявляється, в дості. У разі надмірного тривалого гартування кількості не меншій 1,0%. При меншому вмісті протемпература самовідпуску виявляється дуже низьгартовуваність сталі недостатня для запобігання кою для належного зняття напруги в загартованих плямистості гартування при підвищеній темперакулях; з цієї причини кулі розтріскуються або в турі води. процесі самовідпуску, або після його завершення. Таким чином, заявлений спосіб дозволяє виСамовідпуск куль у бункерах під кришкою триробляти катані молольні кулі діаметром від 40 до валістю 24-50 годин дозволяє максимально повно 120мм з повною відповідністю 3-ій групі ДСТУ зняти гартівну напругу в загартованих кулях і за3499. побігти їх розтріскуванню як після термозміцнення, Приклад 1 так і при експлуатації. При самовідпуску тривалісДослідно-промислові випробування способу, тю менше 24 годин напруги знімаються незначно, що заявляється, проводилися в умовах ВАТ «МК що призводить до появи гартівних тріщин. Збіль«Азовсталь». Сталь виплавляли у мартенівських шення часу самовідпуску понад 50 годин недоціпечах, розливали в 10-т виливниці для отримання льне, зважаючи на зниження продуктивності кулезливків різного хімічного складу, потім прокатували прокатного підрозділу. в круглу заготовку діаметром 40 і 120мм. Прокатка Інтервал тривалості підстуджування, гартукуль здійснювалася на станах 620 і 1040 поперечвання і самовідпуску визначається залежно від но-гвинтової прокатки. діаметру кулі. Мінімальні значення вказаних інтерВплив хімічного складу кульової заготовки на валів відповідають кулям діаметром 40мм, максивластивості куль ілюструють таблиці 2 і 3 (у табл. мальні - кулям діаметром 120мм. 3 приведені застосовані параметри технології виУ відомих з рівня техніки способах не врахоробництва куль). вуються можливі коливання температури гартівної води. Як показують дослідження, проведені у виробничих умовах ВАТ «МК «Азовсталь», підвиТаблиця 2 Хімічний склад використаної кульової заготовки № складу сталі 1 2 3 4 5 6 (відомий спосіб) С 0,49 1,25 0,65 0,81 1,15 0,48 Вміст елементів, % мас. Мn Si 0,24 0,15 1,40 0,56 0,39 0,20 0,97 0,36 1,23 0,48 0,75 0,32 Аl 0,005 0,061 0,014 0,039 0,045 0,015 7 92697 8 Таблиця 3 Параметри термозміцнення молольних куль з хімічним складом відповідно таблиці 2 Діаметр куль, мм 40 120 №№ Т-ра Тривалість Т-ра Твердість складу прокатки, охолодження, самовідпуску, поверхні, гартування, с води,°С сталі °С с год. НВ 1 525 2 575 3 980 46 36 24 25 578,5 4 580,3 5 587,4 1 435 2 555 3 982 182 119 48 24,5 525 4 519,5 5 534 Аналіз таблиць 2 і 3 показує, що у разі використання параметрів хімічного складу сталі, що заявляються, і термозміцнення в кулях діаметром від 40 до 120мм досягається поверхнева твердість, відповідна вимогам 3-ої групи ДСТУ 3499 (див. табл. 1), за відсутності гартівних тріщин. Якщо вміст елементів у сталі не досягає нижнього переділу, що заявляється, то твердість виявляється нижчою за рівень 3-ої групи; у разі перевищення Наявність гартівних тріщин немає є немає немає немає немає є немає немає немає верхньої межі в кулях з'являються гартівні тріщини. Твердість куль, вироблених із сталі за відомим способом, не задовольняє вимогам 3-ої групи. Вплив параметрів термозміцнення на властивості куль ілюструє таблиця 4. Варіювання параметрами термозміцнення здійснювали із застосуванням сталі складу №4. Термозміцнення за відомим способом здійснювали на кулях із сталі складу №6. Таблиця 4 Вплив параметрів термозміцнення на властивості молольних куль із сталі складів №№ 4 і 6 №№ Діаметр Т-ра Тривалість Т-ра Твердість Наявність варіанту режипрокатки, охолодження, гартування, відпуску, води, поверхні, гартівних дефектів маккуль, му термозміцмм с с год. НВ тріщин роструктури С С нення 1 912 30 25 20 515 є немає 2 1035 52 50 26 615 є є 3 40 955 36 31 24 25,5 568,5 нема немає 4 981 40 33 25 579 нема немає 5 996 42 34 30 575 нема немає 6 898 150 95 28 467,5 є немає 7 1042 210 130 55 555 є є 8 120 965 180 113 49 24,5 525 нема немає 9 977 185 117 48 519,5 нема немає 10 986 189 119 47 534 нема немає відомий 40 975 40 34 24 24,5 520 нема немає (сталь №6) 120 970 65 120 48 25 450 є немає Дані, представлені в табл. 4, свідчать про те, що у разі використання режимів термозміцнення що заявляються, кулі різних діаметрів набувають твердості, повністю відповідної вимогам 3-ої групи ДСТУ 3499. При тривалості охолодження і гартування нижче меж, що заявляються, не досягається необхідна твердість і з'являються дефекти макроструктури; перевищення верхніх меж цих параметрів призводить до розтріскування куль. Варіанти №№2 і 7 показують, що перевищення меж температури нагріву кульової заготовки, що заявляються, під прокатку призводить до виникнення дефек тів макробудови в прокатаних кулях у вигляді порожнистості. Таким чином, приведені приклади ілюструють досягнення поставленої в основу винаходу задачі у разі застосування запропонованого технічного рішення - гарантованого виробництва куль 3-ої групи стандарту. Приклад 2 Перевірку пропозиції з регламентації технології виробництва куль діаметром 100 і 120мм щодо температури гартівної води проводили на кулях діаметром 100мм. При цьому використовували сталь варіанту А (0,79% С; 0,91% Мn; 0,29% Si; 9 92697 10 0,029% Аl) і варіанту Б з підвищеним вмістом марподається для гартування - 33-34 С, тривалість ганцю (0,76% С; 1,09% Мn; 0,33% Si; 0,027% Аl). підстуджування - 165с, тривалість самовідпуску Температура нагріву кульової заготовки під прока48 годин. Результати випробувань представлені в тку складала 960-980 С, температура води, що табл. 5. Таблиця 5 Вплив параметрів термозміцнення на властивості молольних куль із сталі складів №№ А і Б Варіант №№ експериТривалість гартування, Твердість повер- Наявність складу стаменту с хні, НВ м'яких плям лі 1 95 474 є 2 А 105 514 є 145 628 є 4 95 470 немає 5 Б 105 544 немає 6 145 614 немає З таблиці 5 витікає, що пропонована регламентація вмісту марганцю і тривалості гартування дозволяє виробляти кулі діаметром 100 і більше з твердістю по 3-ій групі стандарту при температурі гартівної води понад 28 С Таким чином, приведений приклад ілюструє досягнення поставленої в основу винаходу задачі навіть у разі підвищення температури води, що подається для гартування. Список використаних джерел інформації: 1. Дослідження технології термічної обробки і якості сталевих катаних молольних куль діамет Комп’ютерна верстка А. Крижанівський Наявність гартівних тріщин немає немає є немає немає є ром 60 і 80мм //Гринь В.А., Башкатова Ж.В., Гаврилець М.Г. та ін. //Металургійна і гірничорудна промисловість. - 1988 р. - № 3. - С. 24-26. 2. А. с. СРСР № 596636, кл. С 21 D 1/02, 1977. 3. Розробка і освоєння нової технології гартування молольних куль з прокатного нагріву /А.Н. Клименко, В.Л. Кострикін, А.П. Січовий та ін. //Сталь. - 1985. - № 11. - С. 71-72. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing thermostrengthened steel grinding balls
Автори англійськоюLivshyts Dmitrii Arnoldovich, Tretiakov Oleksandr Borysovych, Kovura Oleksandr Borysovych, Homan Serhii Volodymyrovych, Hanoshenko Ihor Volodymyrovych, Kurpe Oleksandr Hennadiiovych, Trufanova Oksana Ivanivna, Hrymani Vitalii Yevhenovych, Yefremenko Vasyl Heorhiiovych, Kuzmin Serhii Olehovych
Назва патенту російськоюСпособ изготовления термоупрочненных стальных мелющих шаров
Автори російськоюЛившиц Дмитрий Арнольдович, Третьяков Александр Борисович, Ковура Александр Борисович, Гоман Сергей Владимирович, Ганошенко Игорь Владимирович, Курпе Александр Геннадьевич, Труфанова Оксана Ивановна, Гримани Виталий Евгеньевич, Ефременко Василий Георгиевич, Кузьмин Сергей Олегович
МПК / Мітки
МПК: C22C 38/00, B21H 1/00
Мітки: термозміцнених, молольних, спосіб, куль, сталевих, виготовлення
Код посилання
<a href="https://ua.patents.su/5-92697-sposib-vigotovlennya-termozmicnenikh-stalevikh-mololnikh-kul.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення термозміцнених сталевих молольних куль</a>
Спосіб виробництва термозміцнених сталевих молольних куль
Номер патенту: 91307
Опубліковано: 12.07.2010
Автори: Гоман Сергій Володимирович, Лівшиц Дмітрій Арнольдовіч, Ковура Олександр Борисович, Грімані Віталій Євгенович, Єфременко Василь Георгійович, Труфанова Оксана Іванівна, Трет'яков Олександр Борисович, Ганошенко Ігор Володимирович, Курпе Олександр Геннадійович, Кузьмін Сергій Олегович
МПК: C22C 38/04, C22C 38/18, C21D 8/00
Мітки: термозміцнених, молольних, спосіб, куль, сталевих, виробництва
Формула / Реферат:
Спосіб виробництва термозміцнених сталевих молольних куль, що включає прокатку куль із сталі, що містить вуглець, марганець, кремній, хром, алюміній, залізо, подальше підстуджування, гартування водою у гартівному пристрої барабанного типу і самовідпуск у закритих посудинах, який відрізняється тим, що кулі виготовляють із сталі наступного хімічного складу, % мас: С 0,6-1,2 Мn ...
Спосіб виробництва сталевих молольних куль
Номер патенту: 65977
Опубліковано: 15.04.2004
Автори: Єфременко Василь Георгійович, Ткаченко Федір Костянтинович, Журба Віталій Олександрович
МПК: B21H 1/00
Мітки: сталевих, куль, спосіб, виробництва, молольних
Формула / Реферат:
Спосіб виробництва сталевих молольних куль, який включає прокатку сталевих блюмів в кульову заготовку і одержання із неї поперечно-гвинтовою прокаткою молольних куль, їх загартування з прокатного нагріву та самовідпуск, який відрізняється тим, що поперечно-гвинтову прокатку заготовки виконують не пізніше 48 годин після її виготовлення, самовідпуск куль проводять з початковою температурою 250-350 °С при середній швидкості охолодження не більше...
Спосіб термічного зміцнення сталевих молольних куль
Номер патенту: 82632
Опубліковано: 25.04.2008
Автори: Єфременко Олексій Васильович, Ткаченко Федір Костянтинович, Єфременко Василь Георгійович
Мітки: сталевих, спосіб, термічного, зміцнення, молольних, куль
Формула / Реферат:
Спосіб термічного зміцнення сталевих молольних куль, що включає підстужування куль після прокатки на спокійному повітрі, загартування і самовідпуск, який відрізняється тим, що загартування проводять до одержання початкової температури самовідпуску, яка перевищує на 50-80 °С точку мартенситного перетворення, і при цій температурі починають самовідпуск, який здійснюють протягом не менше 50 годин зі швидкістю охолодження не більше 3 °С/год.
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 1/18, C21D 9/36
Мітки: сталі, термічної, спосіб, молольних, обробки, куль
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Пристрій для гартування молольних куль
Номер патенту: 86559
Опубліковано: 27.04.2009
Автори: Буга Ілля Дмитрович, Мосьпан Вячеслав Вікторович, Олійник Юрій Костянтинович, Зелікович Олександр Якович, Бабенко Вадим Васильович, Антонов Юрій Григорович, Романенко Володимир Ілліч, Нагорняк Віталій Федорович
Мітки: пристрій, гартування, молольних, куль
Формула / Реферат:
Пристрій для гартування молольних куль, який містить трубу з приводом обертання, внутрішніми гвинтовими витками, завантажувальним і розвантажувальним жолобами та колектором, який відрізняється тим, що висота гвинтових витків становить 1,5÷3 максимального діаметра молольних куль.
Попередній патент: Гідравлічний привод клапанів газорозподільного механізму двигуна внутрішнього згоряння
Наступний патент: Фурнітура для вікна, дверей тощо