Спосіб виробництва термозміцнених сталевих молольних куль
Номер патенту: 91307
Опубліковано: 12.07.2010
Автори: Трет'яков Олександр Борисович, Труфанова Оксана Іванівна, Кузьмін Сергій Олегович, Гоман Сергій Володимирович, Ганошенко Ігор Володимирович, Грімані Віталій Євгенович, Ковура Олександр Борисович, Курпе Олександр Геннадійович, Лівшиц Дмітрій Арнольдовіч, Єфременко Василь Георгійович
Формула / Реферат
Спосіб виробництва термозміцнених сталевих молольних куль, що включає прокатку куль із сталі, що містить вуглець, марганець, кремній, хром, алюміній, залізо, подальше підстуджування, гартування водою у гартівному пристрої барабанного типу і самовідпуск у закритих посудинах, який відрізняється тим, що кулі виготовляють із сталі наступного хімічного складу, % мас:
С
0,6-1,2
Мn
0,31-1,04
Сr
не більше 0,75
Si
0,18-0,50
Аl
0,01-0,05
Fe
решта,
при цьому мінімальний сумарний вміст марганцю і хрому в сталі встановлюють із співвідношення:
[% Mn]+0,56·[% Cr]=0,003·dK+0,68, де [% Мn] і [% Сr] - вміст марганцю і хрому в сталі відповідно, % мас.;
dK - діаметр кулі, мм,
причому кулі прокатують при температурі 950-1000 °С, підстуджують після прокатки на спокійному повітрі протягом 35-190 с, потім здійснюють гартування тривалістю 30-140 с, після чого піддають самовідпуску в закритих посудинах протягом 24-50 годин.
Текст
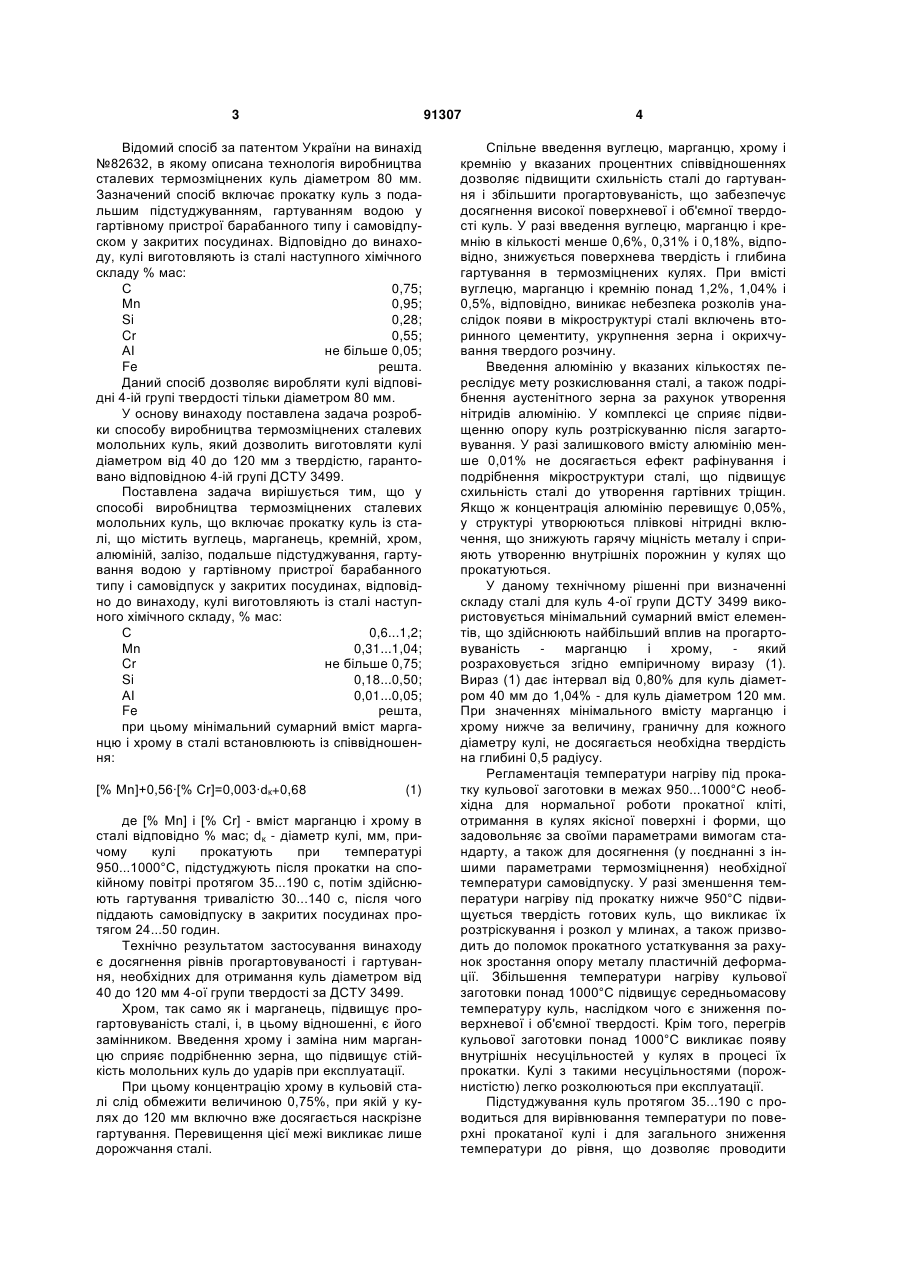
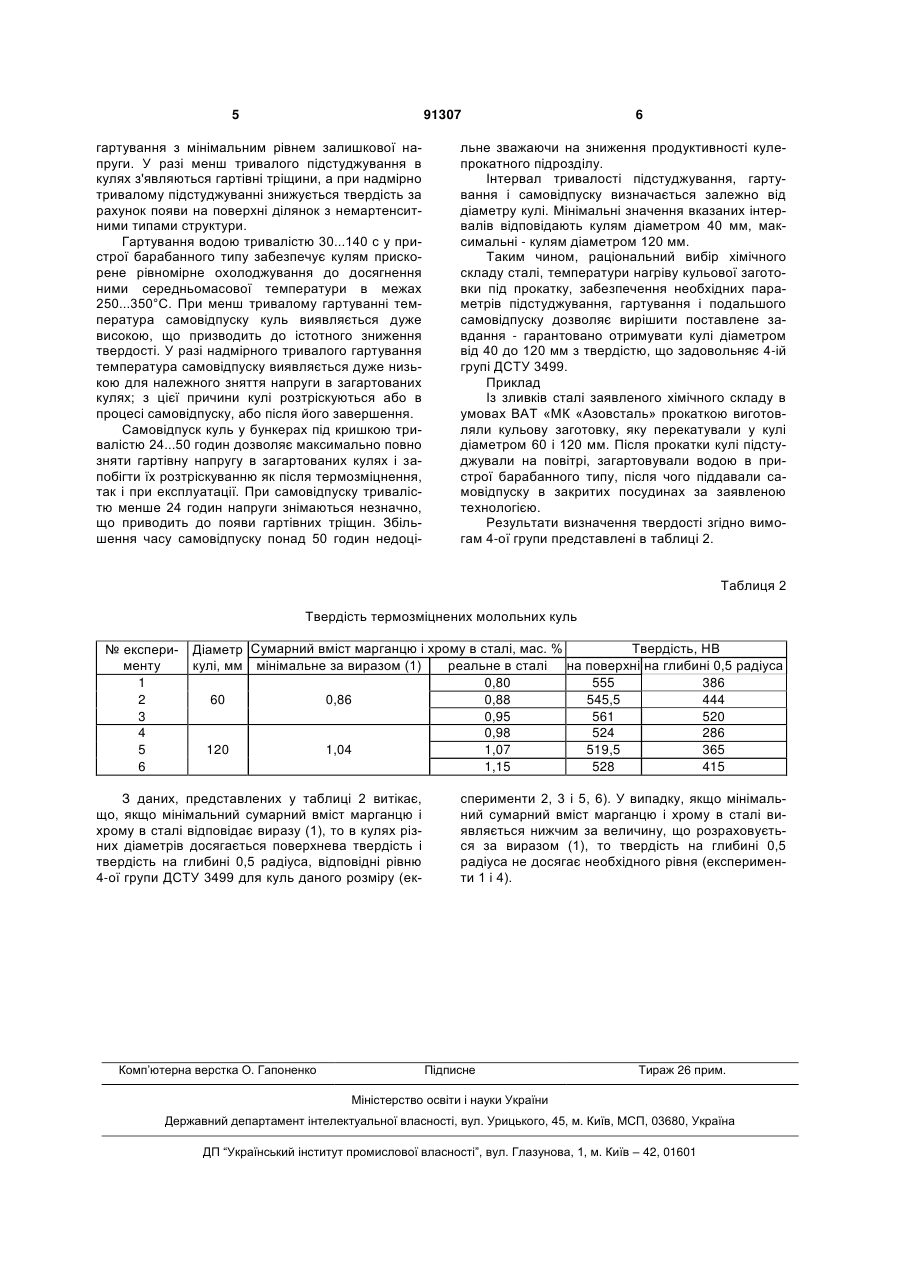
Спосіб виробництва термозміцнених сталевих молольних куль, що включає прокатку куль із сталі, що містить вуглець, марганець, кремній, хром, алюміній, залізо, подальше підстуджування, гартування водою у гартівному пристрої барабанного C2 2 (19) 1 3 91307 Відомий спосіб за патентом України на винахід №82632, в якому описана технологія виробництва сталевих термозміцнених куль діаметром 80 мм. Зазначений спосіб включає прокатку куль з подальшим підстуджуванням, гартуванням водою у гартівному пристрої барабанного типу і самовідпуском у закритих посудинах. Відповідно до винаходу, кулі виготовляють із сталі наступного хімічного складу % мас: С 0,75; Μn 0,95; Si 0,28; Cr 0,55; ΑΙ не більше 0,05; Fe решта. Даний спосіб дозволяє виробляти кулі відповідні 4-ій групі твердості тільки діаметром 80 мм. У основу винаходу поставлена задача розробки способу виробництва термозміцнених сталевих молольних куль, який дозволить виготовляти кулі діаметром від 40 до 120 мм з твердістю, гарантовано відповідною 4-ій групі ДСТУ 3499. Поставлена задача вирішується тим, що у способі виробництва термозміцнених сталевих молольних куль, що включає прокатку куль із сталі, що містить вуглець, марганець, кремній, хром, алюміній, залізо, подальше підстуджування, гартування водою у гартівному пристрої барабанного типу і самовідпуск у закритих посудинах, відповідно до винаходу, кулі виготовляють із сталі наступного хімічного складу, % мас: С 0,6...1,2; Μn 0,31...1,04; Cr не більше 0,75; Si 0,18...0,50; ΑΙ 0,01...0,05; Fe решта, при цьому мінімальний сумарний вміст марганцю і хрому в сталі встановлюють із співвідношення: [% Mn]+0,56·[% Cr]=0,003·dк+0,68 (1) де [% Mn] і [% Cr] - вміст марганцю і хрому в сталі відповідно % мас; dк - діаметр кулі, мм, причому кулі прокатують при температурі 950...1000°С, підстуджують після прокатки на спокійному повітрі протягом 35...190 с, потім здійснюють гартування тривалістю 30...140 с, після чого піддають самовідпуску в закритих посудинах протягом 24...50 годин. Технічно результатом застосування винаходу є досягнення рівнів прогартовуваності і гартування, необхідних для отримання куль діаметром від 40 до 120 мм 4-ої групи твердості за ДСТУ 3499. Хром, так само як і марганець, підвищує прогартовуваність сталі, і, в цьому відношенні, є його замінником. Введення хрому і заміна ним марганцю сприяє подрібненню зерна, що підвищує стійкість молольних куль до ударів при експлуатації. При цьому концентрацію хрому в кульовій сталі слід обмежити величиною 0,75%, при якій у кулях до 120 мм включно вже досягається наскрізне гартування. Перевищення цієї межі викликає лише дорожчання сталі. 4 Спільне введення вуглецю, марганцю, хрому і кремнію у вказаних процентних співвідношеннях дозволяє підвищити схильність сталі до гартування і збільшити прогартовуваність, що забезпечує досягнення високої поверхневої і об'ємної твердості куль. У разі введення вуглецю, марганцю і кремнію в кількості менше 0,6%, 0,31% і 0,18%, відповідно, знижується поверхнева твердість і глибина гартування в термозміцнених кулях. При вмісті вуглецю, марганцю і кремнію понад 1,2%, 1,04% і 0,5%, відповідно, виникає небезпека розколів унаслідок появи в мікроструктурі сталі включень вторинного цементиту, укрупнення зерна і окрихчування твердого розчину. Введення алюмінію у вказаних кількостях переслідує мету розкислювання сталі, а також подрібнення аустенітного зерна за рахунок утворення нітридів алюмінію. У комплексі це сприяє підвищенню опору куль розтріскуванню після загартовування. У разі залишкового вмісту алюмінію менше 0,01% не досягається ефект рафінування і подрібнення мікроструктури сталі, що підвищує схильність сталі до утворення гартівних тріщин. Якщо ж концентрація алюмінію перевищує 0,05%, у структурі утворюються плівкові нітридні включення, що знижують гарячу міцність металу і сприяють утворенню внутрішніх порожнин у кулях що прокатуються. У даному технічному рішенні при визначенні складу сталі для куль 4-ої групи ДСТУ 3499 використовується мінімальний сумарний вміст елементів, що здійснюють найбільший вплив на прогартовуваність - марганцю і хрому, - який розраховується згідно емпіричному виразу (1). Вираз (1) дає інтервал від 0,80% для куль діаметром 40 мм до 1,04% - для куль діаметром 120 мм. При значеннях мінімального вмісту марганцю і хрому нижче за величину, граничну для кожного діаметру кулі, не досягається необхідна твердість на глибині 0,5 радіусу. Регламентація температури нагріву під прокатку кульової заготовки в межах 950...1000°С необхідна для нормальної роботи прокатної кліті, отримання в кулях якісної поверхні і форми, що задовольняє за своїми параметрами вимогам стандарту, а також для досягнення (у поєднанні з іншими параметрами термозміцнення) необхідної температури самовідпуску. У разі зменшення температури нагріву під прокатку нижче 950°С підвищується твердість готових куль, що викликає їх розтріскування і розкол у млинах, а також призводить до поломок прокатного устаткування за рахунок зростання опору металу пластичній деформації. Збільшення температури нагріву кульової заготовки понад 1000°С підвищує середньомасову температуру куль, наслідком чого є зниження поверхневої і об'ємної твердості. Крім того, перегрів кульової заготовки понад 1000°С викликає появу внутрішніх несуцільностей у кулях в процесі їх прокатки. Кулі з такими несуцільностями (порожнистістю) легко розколюються при експлуатації. Підстуджування куль протягом 35...190 с проводиться для вирівнювання температури по поверхні прокатаної кулі і для загального зниження температури до рівня, що дозволяє проводити 5 91307 гартування з мінімальним рівнем залишкової напруги. У разі менш тривалого підстуджування в кулях з'являються гартівні тріщини, а при надмірно тривалому підстуджуванні знижується твердість за рахунок появи на поверхні ділянок з немартенситними типами структури. Гартування водою тривалістю 30...140 с у пристрої барабанного типу забезпечує кулям прискорене рівномірне охолоджування до досягнення ними середньомасової температури в межах 250...350°С. При менш тривалому гартуванні температура самовідпуску куль виявляється дуже високою, що призводить до істотного зниження твердості. У разі надмірного тривалого гартування температура самовідпуску виявляється дуже низькою для належного зняття напруги в загартованих кулях; з цієї причини кулі розтріскуються або в процесі самовідпуску, або після його завершення. Самовідпуск куль у бункерах під кришкою тривалістю 24...50 годин дозволяє максимально повно зняти гартівну напругу в загартованих кулях і запобігти їх розтріскуванню як після термозміцнення, так і при експлуатації. При самовідпуску тривалістю менше 24 годин напруги знімаються незначно, що приводить до появи гартівних тріщин. Збільшення часу самовідпуску понад 50 годин недоці 6 льне зважаючи на зниження продуктивності кулепрокатного підрозділу. Інтервал тривалості підстуджування, гартування і самовідпуску визначається залежно від діаметру кулі. Мінімальні значення вказаних інтервалів відповідають кулям діаметром 40 мм, максимальні - кулям діаметром 120 мм. Таким чином, раціональний вибір хімічного складу сталі, температури нагріву кульової заготовки під прокатку, забезпечення необхідних параметрів підстуджування, гартування і подальшого самовідпуску дозволяє вирішити поставлене завдання - гарантовано отримувати кулі діаметром від 40 до 120 мм з твердістю, що задовольняє 4-ій групі ДСТУ 3499. Приклад Із зливків сталі заявленого хімічного складу в умовах ВАТ «МК «Азовсталь» прокаткою виготовляли кульову заготовку, яку перекатували у кулі діаметром 60 і 120 мм. Після прокатки кулі підстуджували на повітрі, загартовували водою в пристрої барабанного типу, після чого піддавали самовідпуску в закритих посудинах за заявленою технологією. Результати визначення твердості згідно вимогам 4-ої групи представлені в таблиці 2. Таблиця 2 Твердість термозміцнених молольних куль № експерименту 1 2 3 4 5 6 Твердість, НВ Діаметр Сумарний вміст марганцю і хрому в сталі, мас. % кулі, мм мінімальне за виразом (1) реальне в сталі на поверхні на глибині 0,5 радіуса 0,80 555 386 60 0,86 0,88 545,5 444 0,95 561 520 0,98 524 286 120 1,04 1,07 519,5 365 1,15 528 415 З даних, представлених у таблиці 2 витікає, що, якщо мінімальний сумарний вміст марганцю і хрому в сталі відповідає виразу (1), то в кулях різних діаметрів досягається поверхнева твердість і твердість на глибині 0,5 радіуса, відповідні рівню 4-ої групи ДСТУ 3499 для куль даного розміру (ек Комп’ютерна верстка О. Гапоненко сперименти 2, 3 і 5, 6). У випадку, якщо мінімальний сумарний вміст марганцю і хрому в сталі виявляється нижчим за величину, що розраховується за виразом (1), то твердість на глибині 0,5 радіуса не досягає необхідного рівня (експерименти 1 i 4). Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of thermal-strengthened of grinding balls
Автори англійськоюLivshyts Dmitrii Arnoldovich, Tretiakov Oleksandr Borysovych, Kovura Oleksandr Borysovych, Homan Serhii Volodymyrovych, Hanoshenko Ihor Volodymyrovych, Kurpe Oleksandr Hennadiiovych, Trufanova Oksana Ivanivna, Hrymani Vitalii Yevhenovych, Yefremenko Vasyl Heorhiiovych, Kuzmin Serhii Olehovych
Назва патенту російськоюСпособ производства термоупрочненных стальных мелющих шаров
Автори російськоюЛившиц Дмитрий Арнольдович, Третьяков Александр Борисович, Ковура Александр Борисович, Гоман Сергей Владимирович, Ганошенко Игорь Владимирович, Курпе Александр Геннадьевич, Труфанова Оксана Ивановна, Гримани Виталий Евгеньевич, Ефременко Василий Георгиевич, Кузьмин Сергей Олегович
МПК / Мітки
МПК: C22C 38/18, C22C 38/04, C21D 8/00
Мітки: спосіб, сталевих, куль, термозміцнених, виробництва, молольних
Код посилання
<a href="https://ua.patents.su/3-91307-sposib-virobnictva-termozmicnenikh-stalevikh-mololnikh-kul.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва термозміцнених сталевих молольних куль</a>
Спосіб виробництва сталевих молольних куль
Номер патенту: 65977
Опубліковано: 15.04.2004
Автори: Ткаченко Федір Костянтинович, Єфременко Василь Георгійович, Журба Віталій Олександрович
МПК: B21H 1/00
Мітки: спосіб, виробництва, куль, сталевих, молольних
Формула / Реферат:
Спосіб виробництва сталевих молольних куль, який включає прокатку сталевих блюмів в кульову заготовку і одержання із неї поперечно-гвинтовою прокаткою молольних куль, їх загартування з прокатного нагріву та самовідпуск, який відрізняється тим, що поперечно-гвинтову прокатку заготовки виконують не пізніше 48 годин після її виготовлення, самовідпуск куль проводять з початковою температурою 250-350 °С при середній швидкості охолодження не більше...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 1/18, C21D 9/36
Мітки: спосіб, молольних, обробки, сталі, термічної, куль
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічного зміцнення сталевих молольних куль
Номер патенту: 82632
Опубліковано: 25.04.2008
Автори: Ткаченко Федір Костянтинович, Єфременко Олексій Васильович, Єфременко Василь Георгійович
Мітки: термічного, молольних, сталевих, спосіб, куль, зміцнення
Формула / Реферат:
Спосіб термічного зміцнення сталевих молольних куль, що включає підстужування куль після прокатки на спокійному повітрі, загартування і самовідпуск, який відрізняється тим, що загартування проводять до одержання початкової температури самовідпуску, яка перевищує на 50-80 °С точку мартенситного перетворення, і при цій температурі починають самовідпуск, який здійснюють протягом не менше 50 годин зі швидкістю охолодження не більше 3 °С/год.
Пристрій для охолодження молольних куль
Номер патенту: 28994
Опубліковано: 25.12.2007
Автор: Бриков Михайло Миколайович
МПК: C21D 9/36
Мітки: куль, охолодження, молольних, пристрій
Формула / Реферат:
Пристрій для охолодження молольних куль, що містить ванну з розташованими в ній транспортувальним механізмом у вигляді похилих жолобів і конвеєром для вивантаження куль з ванни, а також завантажувальний і вивантажувальний лотки, і ємність для самовідпуску куль, який відрізняється тим, що конвеєр для розвантаження куль виконаний у вигляді шнека, паралельно осі якого розташовано щонайменше один обмежувач, а по довжині транспортувального...
Сталь для молольних куль
Номер патенту: 85495
Опубліковано: 26.01.2009
Автори: Ткаченко Федір Костянтинович, Єфременко Василь Георгійович, Єфременко Олексій Васильович, Курпе Олександр Геннадієвич, Ганошенко Ігор Володимирович, Зінченко Юрій Анатолійович, Кузьмін Сергій Олегович, Труфанова Оксана Іванівна
МПК: C22C 38/06, C22C 38/00, B21H 1/00
Формула / Реферат:
Сталь для молольних куль, яка вміщує вуглець, кремній, марганець, алюміній, залізо, яка відрізняється тим, що вона містить компоненти у такому співвідношенні, мас. %: вуглець 0,65-0,85 кремній 0,30-1,00 марганець 1,10-1,80 алюміній 0,01-0,07 залізо решта.
Попередній патент: Спосіб багатоперехідного листового штампування метастабільних аустенітних сталевих заготовок
Наступний патент: Пристрій поступально-реверсивного переміщення вихідної ланки
Випадковий патент: Секція багаторядного трубчасто-пластинчастого радіатора