Спосіб виробництва заготовок або виробів з порошкових матеріалів
Номер патенту: 93105
Опубліковано: 10.01.2011
Автори: Буяновер Борис Ілліч, Павлова Анастасія Вікторівна, Павлов Віктор Олександрович
Формула / Реферат
1. Спосіб виробництва заготовок або виробів з порошкових матеріалів, який включає підготовку шихти, засипку її у форму, ущільнення, холодне і гаряче пресування в програмованому режимі, спікання, який відрізняється тим, що при підготовці шихти змішуванням одночасно проводять обкатку частинок м'якого компонента порошку з подальшою магнітною сепарацією, а пресування ведуть в програмованому режимі з використанням пресового обладнання з декількома ступенями навантаження.
2. Спосіб виробництва заготовок або виробів з порошкових матеріалів за п. 1, який відрізняється тим, що перед магнітною сепарацією проводять сушіння при температурі до 90 °С у вакуумі або захисній атмосфері, або на повітрі, а потім охолодження і витримку в тих же умовах.
3. Спосіб виробництва заготовок або виробів з порошкових матеріалів за п. 1, який відрізняється тим, що холодне пресування до відносної щільності 60-75 % ведуть рівномірним підвищенням тиску до 300 МПа в перерізі, перпендикулярному осьовому.
4. Спосіб виробництва заготовок або виробів з порошкових матеріалів за п. 1, який відрізняється тим, що холодне пресування до відносної щільності 85-95 % ведуть підвищенням тиску до 200-400 МПа, який потім знижують на 30-50 %, а далі 2-7 разів підвищують і знижують тиск, відповідно, і доводять його до 400-800 МПа.
5. Спосіб виробництва заготовок або виробів з порошкових матеріалів за п. 1, який відрізняється тим, що спікання ведуть підвищенням температури до значення 30-70 % температур плавлення легкоплавкого компонента порошкового матеріалу, при цьому вектор градієнта температур направлений до осі виробу.
6. Спосіб виробництва заготовок або виробів з порошкових матеріалів за п. 1 або 3, який відрізняється тим, що гаряче пресування до відносної щільності 100 % ведуть підвищенням тиску до 80-200 МПа, який потім знижують на 20-30 %, а далі 2-4 рази підвищують і знижують тиск, відповідно, і доводять його до значення, що не перевищує 600 МПа, при цьому межа текучості матеріалу перевищує межу міцності на всіх етапах пресування.
7. Спосіб виробництва заготовок і виробів з порошкових матеріалів за будь-яким з пп. 1-5, який відрізняється тим, що ущільнення здійснюють просоченням виробу розплавленим матеріалом у вакуумі.
8. Спосіб виробництва заготовок і виробів з порошкових матеріалів за будь-яким з пп. 1-5, який відрізняється тим, що ущільнення здійснюють просоченням заздалегідь нагрітого виробу розплавленим матеріалом у вакуумі.
Текст
1. Спосіб виробництва заготовок або виробів з порошкових матеріалів, який включає підготовку шихти, засипку її у форму, ущільнення, холодне і гаряче пресування в програмованому режимі, спікання, який відрізняється тим, що при підготовці шихти змішуванням одночасно проводять обкатку частинок м'якого компонента порошку з подальшою магнітною сепарацією, а пресування ведуть в програмованому режимі з використанням пресового обладнання з декількома ступенями навантаження. 2. Спосіб виробництва заготовок або виробів з порошкових матеріалів за п. 1, який відрізняється тим, що перед магнітною сепарацією проводять сушіння при температурі до 90 °С у вакуумі або захисній атмосфері, або на повітрі, а потім охолодження і витримку в тих же умовах. 3. Спосіб виробництва заготовок або виробів з порошкових матеріалів за п. 1, який відрізняється C2 2 (19) 1 3 Найбільш близьким за технічною суттю та результатом, що досягається, до заявленого технічного рішення є спосіб виробництва заготовок і виробів з порошкових матеріалів, який включає підготовку шихти, засипку її у форму, ущільнення, спікання, холодне і гаряче пресування (див. патент РФ №2285583, заявл. 20.01.2005 р., опубл. 20.10.2006 p., МПК7 B22F3/14). У відомому способі підготовку шихти здійснюють подрібненням поетапно. Спочатку подрібнюють порошок сталі до фракції менше 93 мкм, потім подрібнюють порошок тугоплавкого компонента до фракції менше 40 мкм. Після чого порошки змішують у співвідношенні (9:1) - (7:3) за вагою і здійснюють остаточне подрібнення до фракції не більше 40 мкм. Шихту формують в оболонкові газопроникні форми, герметизують і проводять пресування гідростатичним методом при тиску 300-1000 МПа. Потім ведуть відпал заготовки в ступінчастому режимі від температури спікання і забезпечують контрольовану швидкість охолодження. Відпал проводять безпосередньо після спікання, при охолодженні до 860°С витримують 120°хвилин, охолоджують до 740°С зі швидкістю 50-60°С в годину, знову витримують 120 хвилин, потім охолоджують до 300°С зі швидкістю 150160°С, після чого охолоджують з піччю до 200°С і на повітрі до кімнатної температури. Недоліком відомого способу є низький вихід придатної продукції і висока енергоємність процесу, а також низька технологічність виробничого процесу. Пояснюється це таким. У відомому способі підготовку шихти ведуть подрібненням в два етапи з додатковим змішуванням і подрібненням на третьому етапі. Частинки порошку, що пройшли багаторазове дроблення і подальше змішування шихти, містять домішки, оскільки залізовмісні оксиди залишаються в роздробленому порошку. Частинки порошку, який утворює шихту, при такій підготовці мають відростки, що досягають 40-300 мкм, на яких утворюються залізовмісні оксиди. Наявність відростків, на яких скупчуються залізовмісні оксиди, зменшує насипну щільність порошку, що призводить до гірших умов його пресування і не дозволяє набути заданих властивостей виробів на етапах його пресування, спікання, відпалу. Використані у відомому способі газопроникні форми, які необхідно герметизувати, не забезпечують захист порошкових матеріалів від попадання на них енергоносія, наприклад води у момент пресування. Крім того, збірка таких форм є трудомісткою і вимагає великих витрат часу, що робить процес малопродуктивним і недостатньо надійним. Гідростатичне пресування з подальшим спіканням і відпалом з пониженням температури і проміжними витримками не забезпечує керованості процесу при одержанні виробів заданої щільності, а питому щільність, близьку до 100%, відомим способом отримати взагалі не можливо. Тривалість процесу підготовки шихти, її завантаження в прес-форму з герметизацією, гідростатичне пресування і подальша тривала термообробка обмежують застосування відомого способу одиничною продуктивніс 93105 4 тю і призводить до суттєвих витрат на кожному етапі виробництва. Крім того, відомий спосіб не дозволяє одержувати вироби з відношенням висоти до діаметру більше ніж 1,5, що обмежує його застосування. В основу винаходу поставлена задача удосконалення способу виробництва заготовок або виробів з порошкових матеріалів, в якому шляхом введення нових операцій, нових режимів їх виконання і використовуваного обладнання, забезпечується покращення якості виробів за рахунок оптимізації форми частинок порошкових матеріалів і умов ущільнення, що призводить до підвищення виходу придатної продукції і зниження питомих витрат, а також сприяє підвищенню технологічності виробничого процесу. Поставлена задача вирішується тим, що в способівиробництва заготовок або виробів з порошкових матеріалів, який включає підготовку шихти, засипку її у форму, ущільнення, спікання, холодне і гаряче пресування, новим, згідно технічного рішення, що заявляється, є те, що при підготовці шихти змішуванням одночасно проводять обкатку частинок м'якого компонента порошку з подальшою магнітною сепарацією, а пресування ведуть в програмованому режимі з використанням пресового обладнання з декількома рівнями навантаження. Новим є також те, що перед магнітною сепарацією проводять сушку при температурі до 90°С у вакуумі, або захисній атмосфері, або на повітрі, а потім охолодження і витримку в тих же умовах. Новим є також те, що холодне пресування до відносної щільності 60-75% ведуть рівномірним підвищенням тиску до 300 МПа в перетині, перпендикулярному осьовому. Новим є також те, що холодне пресування до відносної щільності 85-95% ведуть підвищенням тиску до 200-400 МПа, який потім знижують на 3050%, а далі 2-7 разів підвищуючи і знижуючи тиск, відповідно, доводять його до 400-800 МПа. Новим є також те, що спікання ведуть підвищенням температури до значення 30-70% температур плавлення легкоплавкого компонента порошкового матеріалу, при цьому вектор градієнта температур направлений до осі виробу. Новим є також те, що гаряче пресування до відносної щільності 100% ведуть підвищенням тиску до 80-200 МПа, який потім знижують на 2030%, а далі 2-4 рази підвищуючи і знижуючи тиск, відповідно, доводять його до значення, що не перевищує 600 МПа, при цьому межа текучості матеріалу перевищує межу міцності на всіх етапах пресування. Новим є також те, що ущільнення здійснюють просоченням розплавленим матеріалом у вакуумі. Новим є також те, що ущільнення здійснюють просоченням заздалегідь нагрітого виробу розплавленим матеріалом у вакуумі. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак способу, що заявляється, і технічним результатом, що досягається, полягає у такому. Те, що при підготовці шихти змішуванням одночасно проводять 5 - обкатку частинок м'якого компонента порошку, - потім проводять магнітну сепарацію, - а пресування ведуть у програмованому режимі з використанням пресового обладнання з декількома рівнями навантаження, в сукупності з відомими ознаками забезпечує покращення якості виробів за рахунок оптимізації форми частинок порошкових матеріалів і умов ущільнення, оскільки при обкатці відбувається відокремлення відростків з залізовмісними оксидами, при магнітній сепарації відбувається очищення порошку і насипна щільність порошкового матеріалу збільшується в 2-2,5 рази. Те, що пресування обробленого матеріалу ведуть з використанням пресового обладнання з декількома рівнями навантаження, дозволяє одержати широкий асортимент виробів із заданими значеннями відносної щільності при нижчих значеннях тиску і за коротший час. Те, що перед магнітною сепарацією проводять сушку при температурі до 90°С у вакуумі, або захисній атмосфері, або на повітрі, а потім проводять охолодження і витримку в тих же умовах, забезпечує покращення якості виробів за рахунок оптимізації умов ущільнення порошкових матеріалів, оскільки забезпечується пасивація порошку, зниження його активності і здійснюється захист порошку від загорання, вміст залізовмісних оксидів зменшується у складі більше ніж на 50%. Сушка в таких режимах запобігає розшаруванню виробів при пресуванні, оскільки рідина не запресовується в структурі і усувається виникнення тріщин. Те, що холодне пресування до відносної щільності 60-75% ведуть рівномірним підвищенням тиску в перетині, перпендикулярному осьовому, до 300 МПа, забезпечує покращення якості виробів за рахунок оптимізації форми частинок порошкових матеріалів і умов ущільнення, оскільки забезпечується підвищення ступеня проникності виробів в 27 разів і збільшується термін їх служби до 3-5 років. Те, що холодне пресування до відносної щільності 85-95% ведуть підвищенням тиску до 200400 МПа, який потім знижують на 30-50%, а далі 27 разів підвищуючи і знижуючи тиск, відповідно, доводять його до 400-800 МПа, покращує якість виробів за рахунок оптимізації форми частинок порошкових матеріалів і умов ущільнення, оскільки забезпечується рівномірна контрольована щільність заготовки або виробу при одночасному зниженні тиску пресування більше ніж в два рази за рахунок одержання збалансованої системи з реалізацією зсувної деформації. Вказані режими зміни тиску вибрані експериментально і є оптимальними. Якщо після первинного підйому тиску його знижувати більше, ніж на 50%, то відбувається знеміцнення системи, а в одержаному виробі виникають тріщини. Якщо після первинного підйому тиску його знижувати менше, ніж на 30%, то наступний підйом тиску не призводить до підвищення щільності, що економічно не доцільно, оскільки зростають витрати енергії. Вказані режими програмованої зміни тиску пресування дозволяють забезпечити збалансованість системи, а зміна напрямку вектора прикладання тиску забезпечує 93105 6 одержання зсувної деформації. Необхідна щільність забезпечується при менших зусиллях деформації за коротший період. Те, що спікання ведуть підвищенням температури до значення 30-70% температур плавлення легкоплавкого компонента порошкового матеріалу, а при цьому вектор градієнта температур направлений до осі виробу, забезпечує покращення якості виробів за рахунок оптимізації форми частинок порошкових матеріалів і умов ущільнення, оскільки відбувається утворення гомогенної структури і міцного каркаса в об'ємі заготовок і виробів, що підвищує їх механічні властивості і дозволяє використовувати їх при тиску 10 та більше атмосфер. Те, що гаряче пресування до відносної щільності 100% ведуть підвищенням тиску до 80200МПа, який потім знижують на 20-30%, а далі 24 рази підвищуючи і знижуючи тиск, відповідно, доводять його до значення тиску, що не перевищує 600 МПа, при цьому на всіх етапах пресування межа текучості матеріалу перевищує межу міцності, забезпечує покращення якості виробів за рахунок оптимізації форми частинок порошкових матеріалів і умов ущільнення, оскільки відбувається утворення гомогенної структури заготовок і виробів за рахунок дифузії, яка зростає при цьому в 50-100 разів. Одночасно одержують збалансовану систему, в якій реалізується зсувна деформація. Вказані режими зміни тиску вибрані експериментально і є оптимальними. Якщо після первинного підйому тиску його знижувати більше, ніж на 30%, то відбувається знеміцнення системи, а в одержаному виробі виникають тріщини. Якщо після первинного підйому тиску його знижувати менше, ніж на 20%, то подальший підйом тиску не призводить до підвищення щільності, що економічно недоцільно, оскільки зростають витрати енергії. Вказані режими програмованої зміни тиску пресування дозволяють забезпечити збалансованість системи, а зміна напрямку вектора прикладання тиску забезпечує одержання зсувної деформації. Необхідна щільність забезпечується при менших зусиллях деформації за коротший період. При цьому досягається утворення структури матеріалу з механічними властивостями заготовок або виробів не нижче, ніж у заготовок і виробів з литих деформованих металів, час і тиск пресування яких значно вищі, ніж ті, що заявляються. Те, що ущільнення здійснюють просоченням виробу розплавленим матеріалом у вакуумі, забезпечує покращення якості виробів за рахунок оптимізації форми частинок порошкових матеріалів і умов ущільнення, оскільки забезпечує рівномірне заміщення звільнених від повітря каналів матеріалами, що не з'єднуються з отриманим пористим каркасом структури матеріалів. Те, що ущільнення здійснюють просоченням заздалегідь нагрітого виробу розплавленим матеріалом у вакуумі, забезпечує покращення якості виробів за рахунок оптимізації форми частинок порошкових матеріалів і умов ущільнення, оскільки забезпечує рівномірне заміщення звільнених від повітря каналів розплавом матеріалів, підвищену дифузію і забезпечує одержання заготовок або 7 виробів з необхідними хімічними, міцнісними і ваговими параметрами. Оптимізація форми частинок порошкових матеріалів і умов ущільнення дозволяє підвищити насипну щільність використовуваного порошку, що забезпечує зниження габаритів прес-форми і обладнання в цілому, понизити їх металоємність і провести процес при зниженні енергоємності більше, ніж в два рази у порівнянні з відомим. Все викладене вище призводить до підвищення виходу придатної продукції і зниження питомих витрат, а також сприяє підвищенню технологічності виробничого процесу. Заявлений спосіб реалізується таким чином. Спосіб виробництва заготовок або виробів з порошкових матеріалів, наприклад, брикетів, труб, інших конструкційних виробів включає підготовку шихти, при якій в барабані складнообертовим рухом одночасно із змішуванням проводять обкатку частинок м'якого компонента порошку з наступною магнітною сепарацією, а потім ведуть пресування в програмованому режимі з використанням пресового обладнання з декількома рівнями навантаження. Перед магнітною сепарацією при вологому змішуванні проводять сушку при температурі до 90°С у вакуумі, або захисній атмосфері, або на повітрі, а потім охолодження і витримку в тих же умовах. Якщо холодне пресування ведуть до відносної щільності 60-75%, то його здійснюють рівномірним підвищенням тиску в перетині, перпендикулярному осьовому, до 300 МПа. Якщо холодне пресування ведуть до відносної щільності 85-95%, то його здійснюють підвищенням тиску до 200-400 МПа, який потім знижують на 30-50%, а далі 2-7 разів підвищуючи і знижуючи тиск, відповідно, доводять його до 400-800 МПа. У разі потреби після холодного пресування ведуть спікання підвищенням температури до значення 30-70% температур плавлення легкоплавкого компонента порошкового матеріалу, при цьому вектор градієнта температур прямує до осі виробу. Якщо необхідне одержання виробів з відносною щільністю 100%, то ведуть гаряче пресування до підвищення тиску до 80-200 МПа, який потім знижують на 20-30%, а далі 2-4 рази підвищуючи і знижуючи тиск, відповідно, доводять його до значення, що не перевищує 600 МПа, при цьому межа текучості матеріалу перевищує межу міцності на всіх етапах пресування. Ущільнення виробу просоченням здійснюють розплавленим матеріалом у вакуумі, якщо просочують полімерним матеріалом. Ущільнення виробу просоченням здійснюють розплавленим матеріалом у вакуумі, причому виріб заздалегідь нагрівають, якщо просочують металом або сплавом. Приклад 1. Методом порошкової металургії, застосовуючи запропонований спосіб виробництва заготовок або виробів з порошкових матеріалів, одержували заготовки труб діаметром 10-150 мм і завдовжки 300-1000 мм. У якості шихти використовували порошок міді з фракцією 40-60 мкм і титану з фракцією від 0,18 до 0,63 мм. Підготовку шихти 93105 8 здійснювали протягом 1-2 годин в барабані складнообертовим рухом з додаванням куль і титанових стрижнів, які завантажували до 40-50% по масі. Таким чином, проводили обкатку компонентів порошку, потім після витримки на повітрі при кімнатній температурі здійснювали магнітну сепарацію залізовмісних оксидів із швидкістю подачі 300 кг/ч. Далі, на пресовому обладнанні на першому рівні навантаження здійснювали пресування в програмованому режимі. При виготовленні труб з відносною щільністю 60-75%, тиск холодного пресування в перетині, перпендикулярному осьовому, рівномірно підвищували до 150 МПа. При виготовленні труб з відносною щільністю 85-95%, при холодному пресуванні тиск спочатку підвищували до 200 МПа, потім знижували на 40%, тобто на 80 МПа, а далі двічі підвищуючи і знижуючи тиск, доводили його до 400 МПа. Вказані режими зміни тиску вибрані експериментально і є оптимальними. Якщо після первинного підйому тиску його знижувати більше, ніж на 50%, то відбувається знеміцнення системи, і в одержаному виробі виникають тріщини. Якщо після первинного підйому тиску його знижувати менше, ніж на 30%, то подальший підйом тиску не призводить до підвищення щільності, що економічно недоцільно, оскільки зростають витрати енергії. Вказані режими програмованої зміни тиску пресування дозволяють забезпечити збалансованість системи, а зміна напрямку вектора прикладання тиску забезпечує одержання зсувної деформації. Досягнення необхідної щільності забезпечується при менших зусиллях деформації за коротший період. При виготовленні труб з відносною щільністю до 100% додатково здійснювали гаряче пресування. При цьому, спочатку підвищували тиск до 180МПа, потім його знижували на 20%, тобто на 36 МПа, після чого двократним підвищенням і зниженням тиску доводили його до 200 МПа. Спікання виробу вели до температури., що на 30-40% нижче за температуру плавлення легкоплавкого компонента. Спікання ведеться при рівномірному нагріві так, що вектор градієнта температури направлений по осі виробу. Якщо спікання вести при вищій температурі, то матеріал переходить в інший агрегатний стан - рідку фазу, змінюється структура, виріб відбраковується. При температурах, нижче заявлених, процес сповільнюється, знижується його економічна ефективність. У разі потреби здійснювали просочення у вакуумі розплавом полімерів. В деяких випадках, коли просочення у вакуумі здійснювали розплавленими металами або сплавами, наприклад, алюмінієм, оловом, вироби заздалегідь нагрівали до температури розплаву. Приклад 2. Методом порошкової металургії, застосовуючи запропонований спосіб виробництва, одержували заготовки або вироби з порошкових матеріалів, наприклад, брикети, труби, інші конструкційні вироби. Як шихту використовували титановий порошок і відсів губчастого титану з фракцією від 0,18 до 0,63 мм. Підготовку шихти 9 93105 здійснювали протягом 3-4 годин в барабані складнообертовим рухом з додаванням куль і титанових стрижнів, які завантажували до 60% по масі. В процесі підготовки шихти вологість в барабані не перевищувала 15%. Таким чином проводили обкатку компонентів порошку, потім здійснювали сушку сухою парою у вакуумі при температурі 90°С, після чого охолоджували до кімнатної температури і витримували за тих же умов. Магнітну сепарацію залізовмісних оксидів проводили із швидкістю подачі 100-500 кг/ч. Далі, на пресовому обладнанні здійснювали пресування в програмованому режимі. При виготовленні виробів з відносною щільністю 60-75%, тиск холодного пресування в перетині, перпендикулярному осьовому, рівномірно підвищували до 200 МПа. При виготовленні виробів з відносною щільністю 85-95% тиск холодного пресування спочатку підвищували до 300 МПа, потім знижували на 30%, тобто на 90 МПа, а далі три рази підвищуючи і знижуючи тиск, доводили його до 600 МПа. Вказані режими зміни тиску вибрані експериментально і є оптимальними. Якщо після первинного підйому тиску його знижувати більше, ніж на 50%, то відбувається роззміцнення системи, а в одержаному виробі виникають тріщини. Якщо після первинного підйому тиску його знижувати менше, ніж на 30%, то подальший підйом тиску не приводить до підвищення щільності, що економічно недоцільно, оскільки зростають витрати енергії. Вказані режими програмованої зміни тиску пресування дозволяють забезпечити збалансованість системи, а зміну напрямку вектора прикладеного тиску забезпечує одержання зсувної деформації. Досягнення необхідної щільності забезпечується при менших зусиллях деформації за коротший період. При виготовленні виробів з відносною щільністю до 100% додатково здійснювали гаряче пресування. При цьому, спочатку підвищували тиск до 150 МПа, потім його знижували на 25%, тобто на 38 МПа, після чого трикратним підвищенням і зниженням тиску доводили його до 300 МПа. Спікання виробу вели до температури, що на 60% нижче за температуру плавлення легкоплавкого компонента. Спікання проведене при рівномірному нагріві так, що вектор градієнта температури направлений по осі виробу. У разі потреби здійснювали просочення у вакуумі розплавом полімерів. В деяких випадках, коли просочення у вакуумі здійснювали розплавленими металами або сплавами, наприклад, алюмінієм, міддю, оловом, вироби заздалегідь нагрівали до температури розплаву. Приклад 3. Методом порошкової металургії, застосовуючи запропонований спосіб виробництКомп’ютерна верстка О. Гапоненко 10 ва, одержували заготовки або вироби з порошкових матеріалів, наприклад, брикети, труби, інші конструкційні вироби. Як шихту використовували суміш порошків цирконію і титану з фракцією від 0,18 до 0,63 мм. Підготовку шихти здійснювали протягом 2 годин в барабані складнообертовим рухом з додаванням куль і титанових стрижнів, які завантажували до 50% по масі. В процесі підготовки шихти вологість в барабані не перевищувала 20%. Таким чином проводили обкатку компонентів порошку, потім здійснювали сушку сухою парою в захисній атмосфері - аргоні при температурі 90°С, після чого охолоджували до кімнатної температури і витримували за тих же умов. Магнітну сепарацію залізовмісних оксидів проводили із швидкістю подачі 500 кг/ч. Далі, на пресовому обладнанні здійснювали пресування в програмованому режимі. При виготовленні виробів з відносною щільністю 60-75% тиск холодного пресування в перетині, перпендикулярному осьовому, рівномірно підвищували до 300 МПа. При виготовленні виробів з відносною щільністю 85-95% при холодному пресуванні тиск спочатку підвищували до 400 МПа, потім знижували на 50%, тобто на 200 МПа, а далі сім разів підвищуючи і знижуючи тиск, доводили його до 800 МПа. При виготовленні виробів з відносною щільністю до 100% додатково здійснювали гаряче пресування. При цьому спочатку підвищували тиск до 200 МПа, потім його знижували на 30%, тобто на 60 МПа, після чого чотирикратним підвищенням і зниженням тиску доводили його до 600 МПа. Спікання виробу вели до температури., що на 70% нижче за температуру плавлення легкоплавкого компонента. Спікання вели при рівномірному нагріві так, що вектор градієнта температури направлений по осі виробу. Якщо спікання вести при вищій температурі, то матеріал переходить в інший агрегатний стан - рідку фазу, змінюється структура, виріб відбраковується. У разі потреби здійснюють просочення у вакуумі розплавом полімерів. В деяких випадках, коли просочення у вакуумі здійснюють розплавленими металами або сплавами, наприклад, алюмінієм, міддю, оловом, титаном, вироби заздалегідь нагрівають до температури розплаву. Промислове використання заявленого способу виробництва заготовок і виробів, з порошкових матеріалів здійснюється на серійному обладнанні підготовки шихти, зокрема, в сепараторі барабанного типу або 2 ВК-5В. Сушка здійснювалася в сушильній шафі ЦВШ. Як пресове обладнання з декількома рівнями навантаження використовувалися гідравлічний прес ПММ-500 і ПО 433. Для відпалу може використовуватися вакуумна піч ОКБ 704 або ОКБ 704А, або ЕВТ-15. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of workpieces or articles from powder materials
Автори англійськоюBuianover Borys Illich, Pavlov Viktor Oleksandrovych, Pavlova Anastasia Viktorivna
Назва патенту російськоюСпособ производства заготовок или изделий из порошковых материалов
Автори російськоюБуяновер Борис Ильич, Павлов Виктор Александрович, Павлова Анастасия Викторовна
МПК / Мітки
МПК: C22C 33/02, B22F 3/00, B22F 3/14, B22F 3/12
Мітки: порошкових, заготовок, виробів, виробництва, матеріалів, спосіб
Код посилання
<a href="https://ua.patents.su/5-93105-sposib-virobnictva-zagotovok-abo-virobiv-z-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва заготовок або виробів з порошкових матеріалів</a>
Спосіб виробництва заготівок і виробів з порошкових матеріалів
Номер патенту: 45051
Опубліковано: 26.10.2009
Автори: Павлов Віктор Олександрович, Буяновер Борис Ілліч, Павлова Анастасія Вікторівна
МПК: B22F 3/00
Мітки: матеріалів, заготівок, виробів, виробництва, порошкових, спосіб
Формула / Реферат:
1. Спосіб виробництва заготівок і виробів з порошкових матеріалів, що включає підготовку шихти, засипку її у форму, ущільнення, спікання, холодне і гаряче пресування в програмованому режимі, який відрізняється тим, що при підготовці шихти змішуванням одночасно проводять обкатку частинок м'якого компонента порошку з подальшою магнітною сепарацією, а пресування ведуть в програмованому режимі з використанням пресового обладнання з декількома...
Спосіб виготовлення заготовок з порошкових матеріалів
Номер патенту: 7159
Опубліковано: 15.06.2005
Автори: Назаренко Іван Іванович, Пентюк Борис Миколайович
МПК: B28B 3/00
Мітки: заготовок, порошкових, спосіб, виготовлення, матеріалів
Формула / Реферат:
Спосіб виготовлення заготовок з порошкових матеріалів шляхом прикладання періодичної силової дії, яку здійснюють пікоподібні навантаження з розвантаженнями, і зусилля статичного притискання, який відрізняється тим, що періодичну силову дію здійснюють три пікоподібні навантаження, які чергуються з розвантаженнями, при цьому величина пікоподібних навантажень більша зусилля статичного притискання, а величина розвантажень складає 0
Спосіб виготовлення виробів з порошкових мідно-титанових матеріалів
Номер патенту: 48505
Опубліковано: 25.03.2010
Автори: Гапонова Оксана Петрівна, Нікітін Юрій Миколайович, Рябічева Людмила Олександрівна
МПК: B22F 3/24
Мітки: виробів, мідно-титанових, порошкових, матеріалів, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення виробів з порошкових мідно-титанових матеріалів, який характеризується тим, що пресування заготовки здійснюють в три етапи: на першому етапі засипають шихту з порошків міді та титану в формуючу камеру прес-форми і проводять холодне пресування пористої заготовки з подальшим спіканням при температурі 900-920 °С протягом 3 годин, на другому етапі заготовку пресують при температурі 100 °С у формуючій камері прес-форми до...
Спосіб пресування виробів з порошкових матеріалів
Номер патенту: 67218
Опубліковано: 15.06.2004
Автори: Бондаренко Олена Володимирівна, Блохін Олександр Григорович
МПК: B22F 3/18
Мітки: пресування, виробів, спосіб, порошкових, матеріалів
Формула / Реферат:
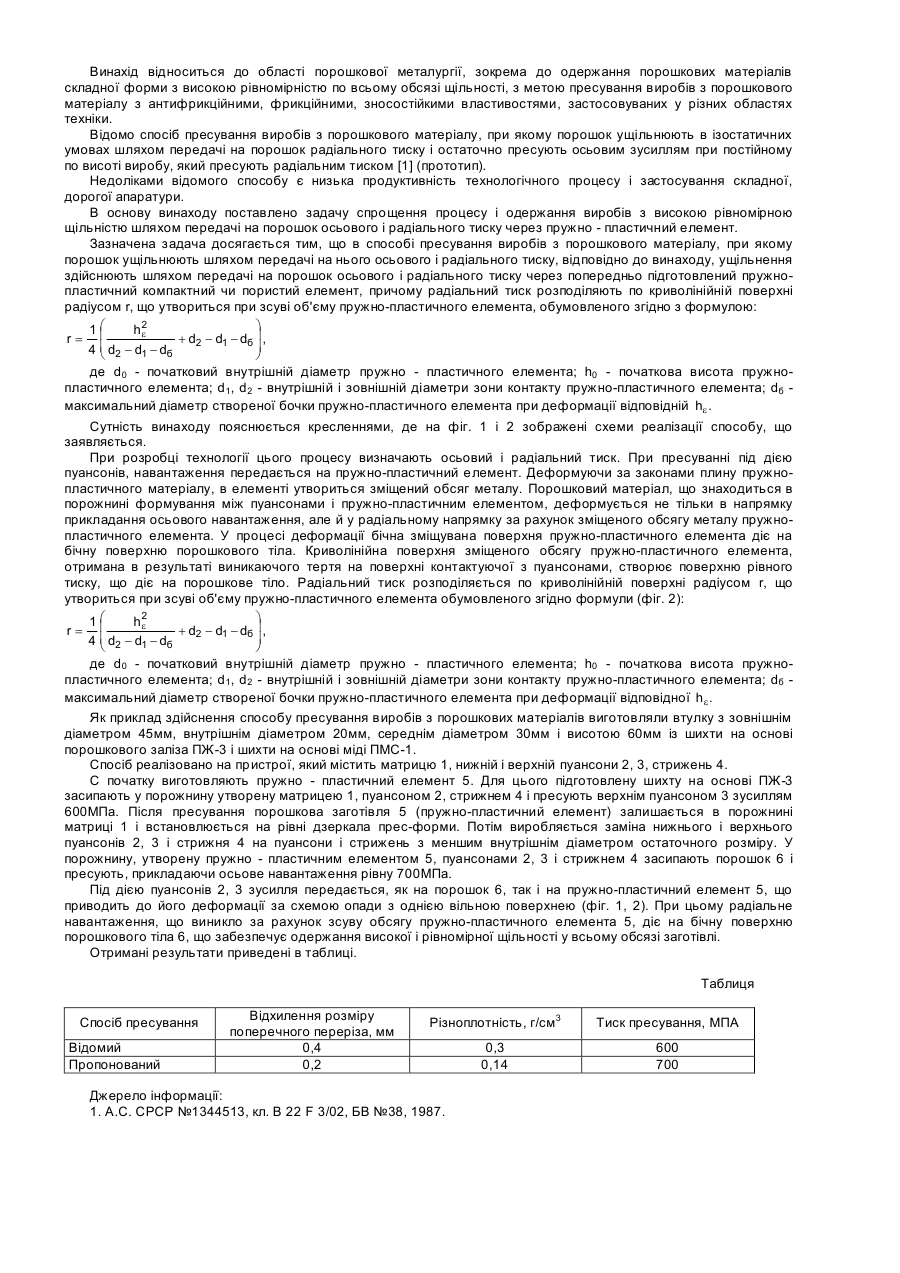
Спосіб пресування виробів з порошкових матеріалів, при якому порошок ущільнюють шляхом передачі на порошок осьового і радіального тиску, який відрізняється тим, що ущільнення здійснюють шляхом передачі на порошок осьового і радіального тиску через попередньо підготовлений пружно-пластичний компактний або пористий елемент, причому радіальний тиск розподіляють по криволінійній поверхні радіусом r, що утворюється при зсуві об'єму...
Спосіб одержання заготовок з порошкових матеріалів
Номер патенту: 70206
Опубліковано: 15.09.2004
Автори: Коротнєв Олександр Валерійович, Баглюк Генадій Анатолійович
МПК: B22F 3/00
Мітки: одержання, матеріалів, порошкових, заготовок, спосіб
Формула / Реферат:
Спосіб одержання заготовок з порошкових матеріалів, що включає засипання порошку в тонкостінну капсулу, герметизацію, нагрів до температури гарячої деформації і обробку тиском, який відрізняється тим, що гарячу обробку тиском здійснюють у закритому або відкритому штампі, ширина робочої порожнини якого складає 1,02-1,05 діаметра капсули, шляхом передачі деформуючого зусилля в напрямку, перпендикулярному до центральної повздовжньої осі...
Попередній патент: Пристрій та автоматизована система для знімання інформації з приладів обліку витрат енергоресурсів
Наступний патент: Пристрій п.і. білінського для остеосинтезу переломів стегнової кістки
Випадковий патент: Імпульсний радіолокатор