Реакційна камера для внутрішньоформної обробки розплаву твердими присадками
Номер патенту: 93950
Опубліковано: 27.10.2014
Автори: Скок Родіон Ігорович, Фесенко Максим Анатолійович, Чугайов Дмитро Олександрович, Фесенко Анатолій Миколайович

Формула / Реферат
Реакційна камера для внутрішньоформної обробки розплаву твердими присадками, що розміщується між стояком і виливком і складається з нижньої та верхньої частин з вхідним та вихідним каналами, виконаними по дотичній, яка відрізняється тим, що вона виконується у формі кулі.
Текст
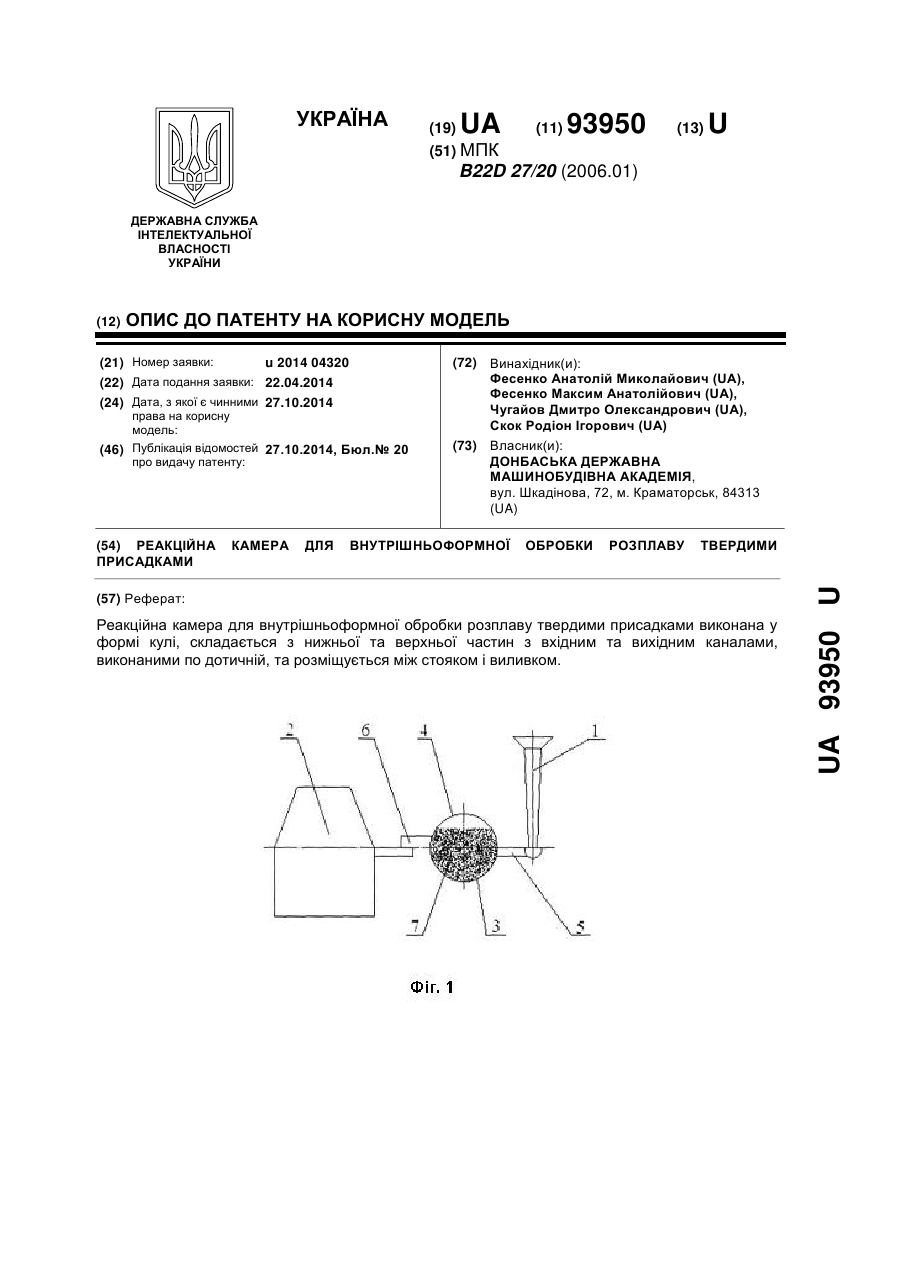
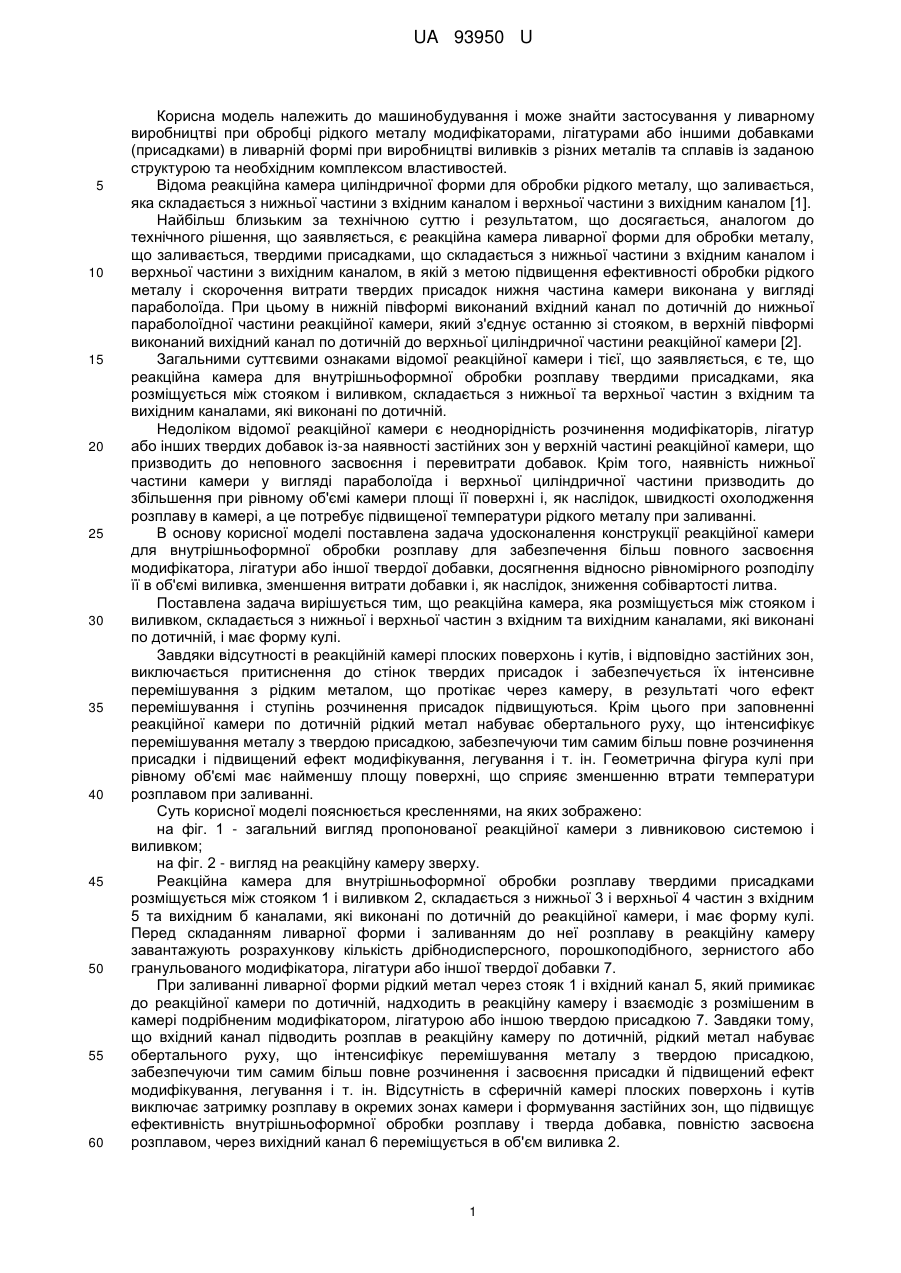
Реферат: Реакційна камера для внутрішньоформної обробки розплаву твердими присадками виконана у формі кулі, складається з нижньої та верхньої частин з вхідним та вихідним каналами, виконаними по дотичній, та розміщується між стояком і виливком. UA 93950 U (12) UA 93950 U UA 93950 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування і може знайти застосування у ливарному виробництві при обробці рідкого металу модифікаторами, лігатурами або іншими добавками (присадками) в ливарній формі при виробництві виливків з різних металів та сплавів із заданою структурою та необхідним комплексом властивостей. Відома реакційна камера циліндричної форми для обробки рідкого металу, що заливається, яка складається з нижньої частини з вхідним каналом і верхньої частини з вихідним каналом [1]. Найбільш близьким за технічною суттю і результатом, що досягається, аналогом до технічного рішення, що заявляється, є реакційна камера ливарної форми для обробки металу, що заливається, твердими присадками, що складається з нижньої частини з вхідним каналом і верхньої частини з вихідним каналом, в якій з метою підвищення ефективності обробки рідкого металу і скорочення витрати твердих присадок нижня частина камери виконана у вигляді параболоїда. При цьому в нижній півформі виконаний вхідний канал по дотичній до нижньої параболоїдної частини реакційної камери, який з'єднує останню зі стояком, в верхній півформі виконаний вихідний канал по дотичній до верхньої циліндричної частини реакційної камери [2]. Загальними суттєвими ознаками відомої реакційної камери і тієї, що заявляється, є те, що реакційна камера для внутрішньоформної обробки розплаву твердими присадками, яка розміщується між стояком і виливком, складається з нижньої та верхньої частин з вхідним та вихідним каналами, які виконані по дотичній. Недоліком відомої реакційної камери є неоднорідність розчинення модифікаторів, лігатур або інших твердих добавок із-за наявності застійних зон у верхній частині реакційної камери, що призводить до неповного засвоєння і перевитрати добавок. Крім того, наявність нижньої частини камери у вигляді параболоїда і верхньої циліндричної частини призводить до збільшення при рівному об'ємі камери площі її поверхні і, як наслідок, швидкості охолодження розплаву в камері, а це потребує підвищеної температури рідкого металу при заливанні. В основу корисної моделі поставлена задача удосконалення конструкції реакційної камери для внутрішньоформної обробки розплаву для забезпечення більш повного засвоєння модифікатора, лігатури або іншої твердої добавки, досягнення відносно рівномірного розподілу її в об'ємі виливка, зменшення витрати добавки і, як наслідок, зниження собівартості литва. Поставлена задача вирішується тим, що реакційна камера, яка розміщується між стояком і виливком, складається з нижньої і верхньої частин з вхідним та вихідним каналами, які виконані по дотичній, і має форму кулі. Завдяки відсутності в реакційній камері плоских поверхонь і кутів, і відповідно застійних зон, виключається притиснення до стінок твердих присадок і забезпечується їх інтенсивне перемішування з рідким металом, що протікає через камеру, в результаті чого ефект перемішування і ступінь розчинення присадок підвищуються. Крім цього при заповненні реакційної камери по дотичній рідкий метал набуває обертального руху, що інтенсифікує перемішування металу з твердою присадкою, забезпечуючи тим самим більш повне розчинення присадки і підвищений ефект модифікування, легування і т. ін. Геометрична фігура кулі при рівному об'ємі має найменшу площу поверхні, що сприяє зменшенню втрати температури розплавом при заливанні. Суть корисної моделі пояснюється кресленнями, на яких зображено: на фіг. 1 - загальний вигляд пропонованої реакційної камери з ливниковою системою і виливком; на фіг. 2 - вигляд на реакційну камеру зверху. Реакційна камера для внутрішньоформної обробки розплаву твердими присадками розміщується між стояком 1 і виливком 2, складається з нижньої 3 і верхньої 4 частин з вхідним 5 та вихідним б каналами, які виконані по дотичній до реакційної камери, і має форму кулі. Перед складанням ливарної форми і заливанням до неї розплаву в реакційну камеру завантажують розрахункову кількість дрібнодисперсного, порошкоподібного, зернистого або гранульованого модифікатора, лігатури або іншої твердої добавки 7. При заливанні ливарної форми рідкий метал через стояк 1 і вхідний канал 5, який примикає до реакційної камерипо дотичній, надходить в реакційну камеру і взаємодіє з розмішеним в камері подрібненим модифікатором, лігатурою або іншою твердою присадкою 7. Завдяки тому, що вхідний канал підводить розплав в реакційну камеру по дотичній, рідкий метал набуває обертального руху, що інтенсифікує перемішування металу з твердою присадкою, забезпечуючи тим самим більш повне розчинення і засвоєння присадки й підвищений ефект модифікування, легування і т. ін. Відсутність в сферичній камері плоских поверхонь і кутів виключає затримку розплаву в окремих зонах камери і формування застійних зон, що підвищує ефективність внутрішньоформної обробки розплаву і тверда добавка, повністю засвоєна розплавом, через вихідний канал 6 переміщується в об'єм виливка 2. 1 UA 93950 U 5 10 15 20 25 30 35 Приклад Внутрішньоформну обробку чавуну проводили всередині сирої піщано-глинистої ливарної форми сфероїдизувальним модифікатором, який вводився за допомогою реакційної камери, виконаної в формі кулі. Об'єктом дослідження був вибраний експериментальний виливок "Триступінчаста проба" масою 5 кг з товщиною стінок 10, 20, 40 мм. Як сфероїдизувальний модифікатор був вибраний сплав ФСМг7. Кількість модифікатора з розміром часток 1,0…2,5 мм була прийнята 1,5 % від маси чавуну, що заливався в форму. Вихідний чавун евтектичного складу виплавляли в індукційній тигельній печі типу ІЧТ-006. Як шихтові матеріали використовували ливарний доменний чавун в кількості 80 %, сталевий брухт - в кількості 20 %. Заливку ливарної форми проводили ручним конічним ковшем. Температура заливання металу в ливарну форму складала 1420…1450 °C. Якість модифікування оцінювали за структурою чавуну та твердістю зразків, вирізаних з різних перерізів (10, 20 і 40 мм) експериментального виливка. Як показали проведені експериментальні дослідження, після сфероїдизувального модифікування чавуну в ливарній формі в структурі досліджуваних зразків, вирізаних з різних перерізів виливків (10, 20 і 40 мм), спостерігається утворення включень графіту кулястої форми (бал ШГф5 відповідно ГОСТ 3443-87), рівномірно розподілених у площині шліфа з балом ШГр1. З ростом перерізу виливка спостерігається незначне збільшення розміру включень кулястого графіту (від бала ШГд15 в перерізі 10 мм до балу ШГд25 в перерізах 20 і 40 мм) при одночасному збільшенні їх кількості від бала ШГ2 до ШГ6. Мікроструктура зразків - феритоперлітна зі збільшенням частки фериту з ростом товщини стінки виливка. Твердість зразків, вирізаних з перерізу виливка 10 мм, складала 270 НВ, 20 мм - 260 НВ і 40 мм - 240 НВ. Запропонована реакційна камера може застосовуватися для внутрішньоформної обробки розплаву будь-якими дрібнодисперсними, порошкоподібними, зернистими або гранульованими модифікаторами, лігатурами або іншими добавками для одностадійного або подвійного модифікування, легування і т. ін. чавуну, сталі та кольорових металів і сплавів в ливарній формі. Її використання забезпечує інтенсивне розчинення модифікаторів, лігатур або інших добавок і підвищення ефекту модифікування, легування і т. ін. розплаву в ливарній формі, що дозволяє отримати необхідну структуру і властивості металу, підвищити якість виливків і знизити їх собівартість. Джерела інформації: 1. Журнал Foundry Trade J., 1975, 139, № 3068, p. 423-424. 2. Авторское свидетельство № 622557. Реакционная камера литейной формы для обработки заливаемого металла твердими присадками /Н.И. Кобылев, И.А. Дибров, А.В. Козлов, В.Д. Винокуров. - Зaяв. 28.02.1977, опубл. 05.09.1978, бюл. № 33. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Реакційна камера для внутрішньоформної обробки розплаву твердими присадками, що розміщується між стояком і виливком і складається з нижньої та верхньої частин з вхідним та вихідним каналами, виконаними по дотичній, яка відрізняється тим, що вона виконується у формі кулі. 2 UA 93950 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюFesenko Anatolii Mykolaiovych, Fesenko Maksym Anatoliiovych, Chuhaiov Dmytro Oleksandrovych
Автори російськоюФесенко Анатолий Николаевич, Фесенко Максим Анатольевич, Чугайов Дмитро Олександрович
МПК / Мітки
МПК: B22D 27/20
Мітки: обробки, присадками, внутрішньоформної, камера, реакційна, розплаву, твердими
Код посилання
<a href="https://ua.patents.su/5-93950-reakcijjna-kamera-dlya-vnutrishnoformno-obrobki-rozplavu-tverdimi-prisadkami.html" target="_blank" rel="follow" title="База патентів України">Реакційна камера для внутрішньоформної обробки розплаву твердими присадками</a>
Установка для моделювання процесів внутрішньоформної обробки рідкого металу
Номер патенту: 20297
Опубліковано: 15.01.2007
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: металу, моделювання, обробки, рідкого, процесів, внутрішньоформної, установка
Формула / Реферат:
Установка для моделювання процесів внутрішньоформної обробки рідкого металу, яка має ливниковий канал, що складається з ливникової чаші або лійки (стакана), стояка, шлаковловлювача і живильників, яка відрізняється тим, що у її конструкції передбачена ливарна форма, виконана у вигляді плоского осьового перерізу виливка і складається з прозорих передньої і задньої стінок, змінного нижнього піддона і торцевих змінних стінок, що моделюють...
Реакційна камера для нанесення дифузійних покриттів
Номер патенту: 30450
Опубліковано: 25.02.2008
Автори: Хижняк Віктор Гаврилович, Погребова Інна Сергіївна, Бобіна Марина Миколаївна, Лоскутова Тетяна Володимирівна, Згурський Тарас Михайлович, Дегула Андрій Іванович, Бобін Андрій Борисович
МПК: C23C 12/00
Мітки: дифузійних, реакційна, нанесення, покриттів, камера
Формула / Реферат:
Реакційна камера для нанесення дифузійних покриттів, що містить корпус та кришку, які виготовлені з жаростійкої сталі, між якими розташоване вакуумне ущільнення, при цьому до кришки камери прикріплена з можливістю перегортання ємність, в яку завантажують насичуючу суміш, всередині камери розміщена вставка для розташування виробів, що підлягають обробці, яка розташована в стакані з графітовим дном, яка відрізняється тим, що вакуумне ущільнення...
Реакційна камера для нанесення карбідних покриттів
Номер патенту: 53890
Опубліковано: 25.10.2010
Автори: Лоскутова Тетяна Володимирівна, Дегула Андрій Іванович, Медова Ірина Юріївна, Погребова Інна Сергіївна, Бобін Андрій Борисович, Хижняк Віктор Гаврилович, Бобіна Марина Миколаївна
МПК: C23C 12/00
Мітки: камера, нанесення, реакційна, покриттів, карбідних
Формула / Реферат:
Реакційна камера для нанесення дифузійних покриттів, що містить корпус з кришкою, які виконані з жаростійкої сталі, встановлений в корпусі стакан з графітовим дном, та розміщену у стакані вставку для виробів, при цьому кришка споряджена ємністю для насичуючої суміші, яка відрізняється тим, що ємність додатково містить стакан з конусним затвором, який з'єднано з магнітним замком.
Реакційна камера для нанесення карбідних покриттів
Номер патенту: 70852
Опубліковано: 15.10.2004
Автори: Бобін Андрій Борисович, Лоскутов Володимир Федорович, Лоскутова Тетяна Володимирівна, Бобіна Марина Миколаївна, Черниш Сергій Іванович, Черниш Іван Григорович
МПК: C23C 12/00
Мітки: реакційна, карбідних, нанесення, камера, покриттів
Формула / Реферат:
1. Реакційна камера для нанесення карбідних покриттів, що містить корпус та кришку, виготовлені з жароміцної сталі, всередині камери розміщена вставка для розташування виробів, що підлягають обробці, а кришка оснащена ємністю для завантаження металізатора, закріпленою з можливістю перевертання, при цьому вставка з виробами, що підлягають обробці, розташована в стакані, який виготовлено у вигляді труби з інертного жаростійкого матеріалу зі...
Спосіб обробки чавуну магнієвмісними присадками
Номер патенту: 35461
Опубліковано: 25.09.2008
Автори: Зелений Борис Григорович, Хуснутдінов Гіль Давлєєвич
МПК: B22D 1/00
Мітки: магнієвмісними, присадками, обробки, спосіб, чавуну
Формула / Реферат:
Спосіб обробки чавуну магнієвмісними присадками, що включає введення в розплав порошкоподібної суміші магнію з вільним вуглецем, який відрізняється тим, що перед зануренням (поданням) суміші в розплав її попередньо нагрівають в атмосфері повітря до температури 700 °С-900 °С.