Головка глибокого свердління
Номер патенту: 94585
Опубліковано: 25.11.2014

Формула / Реферат
Головка глибокого свердління, що містить корпус, у посадкових пазах якого встановлені різальні пластини і розміщені на периферії напрямні пластини з кріпильними отворами і виступами для їхньої фіксації від подовжнього переміщення, при цьому на внутрішній стороні кожної напрямної пластини виконана установча поверхня, а на зовнішній стороні - дві відділені одна від одної діагональним каналом контактні поверхні, радіус яких відповідає радіусу оброблюваного отвору, яка відрізняється тим, що на внутрішній стороні кожної напрямної пластини виконані дві контактні поверхні подібні контактним поверхням на зовнішній стороні, а на зовнішній стороні виконана установча поверхня, при цьому посадкові пази для напрямних пластин виконані з поглибленнями, які відповідають контактним поверхням цих напрямних пластин.
Текст
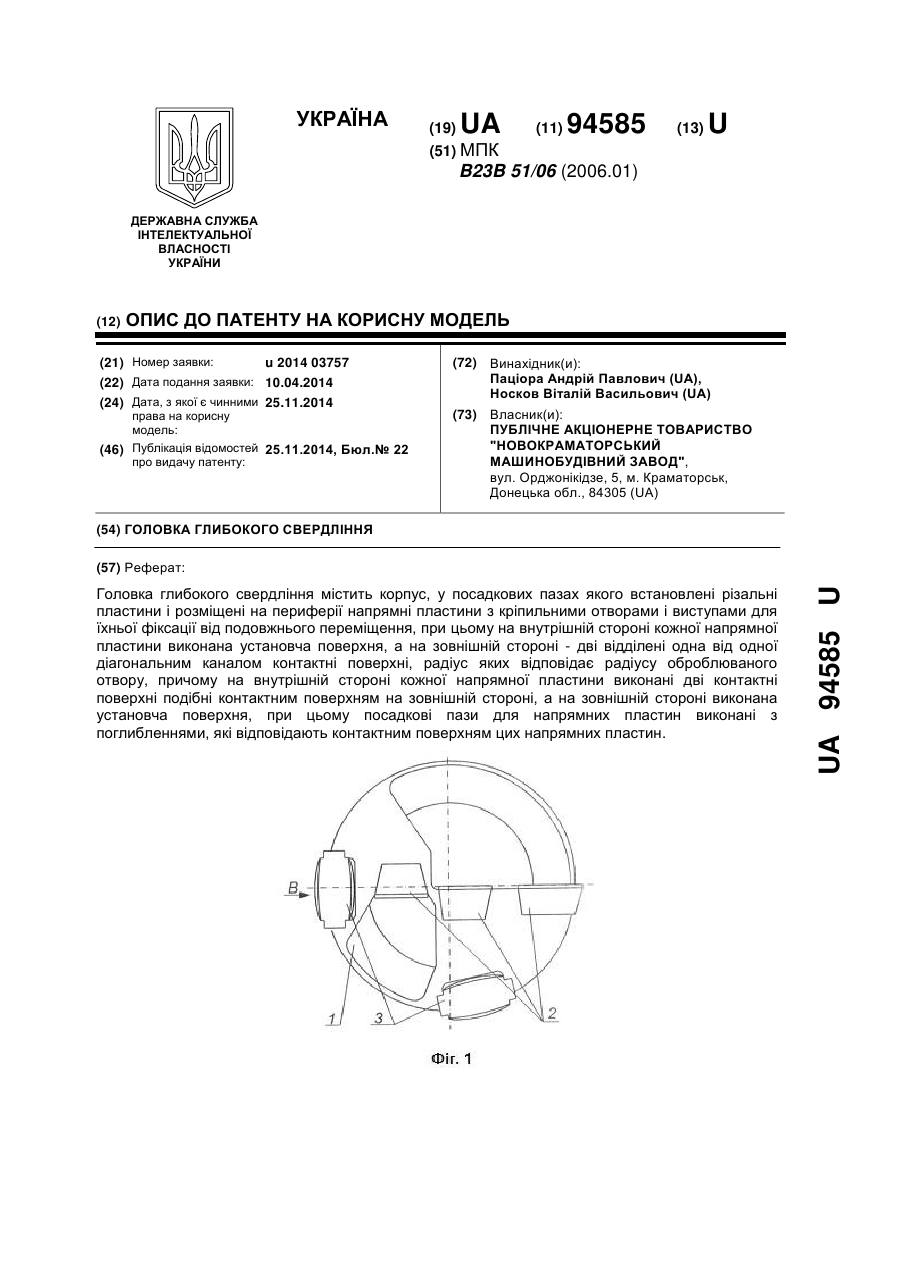
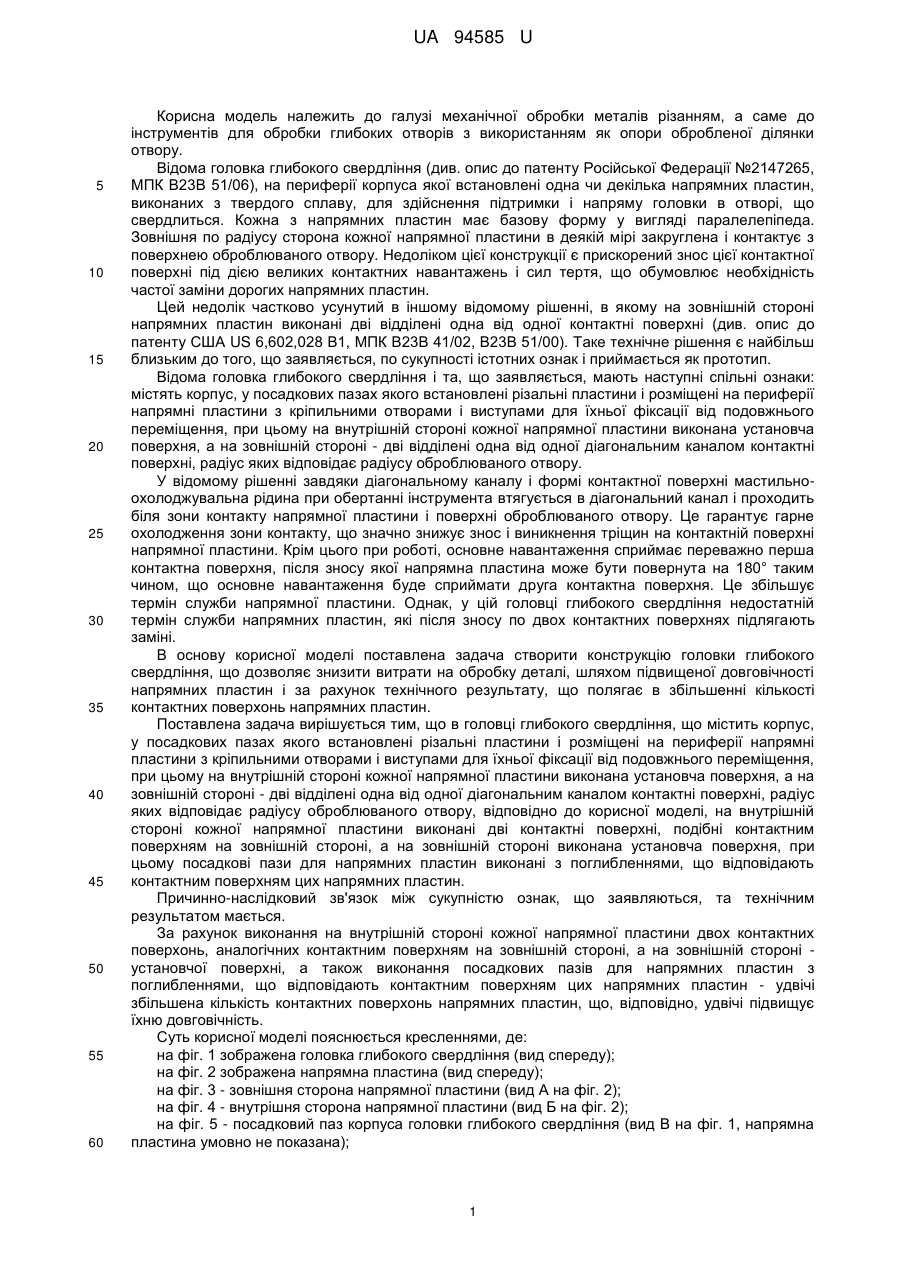
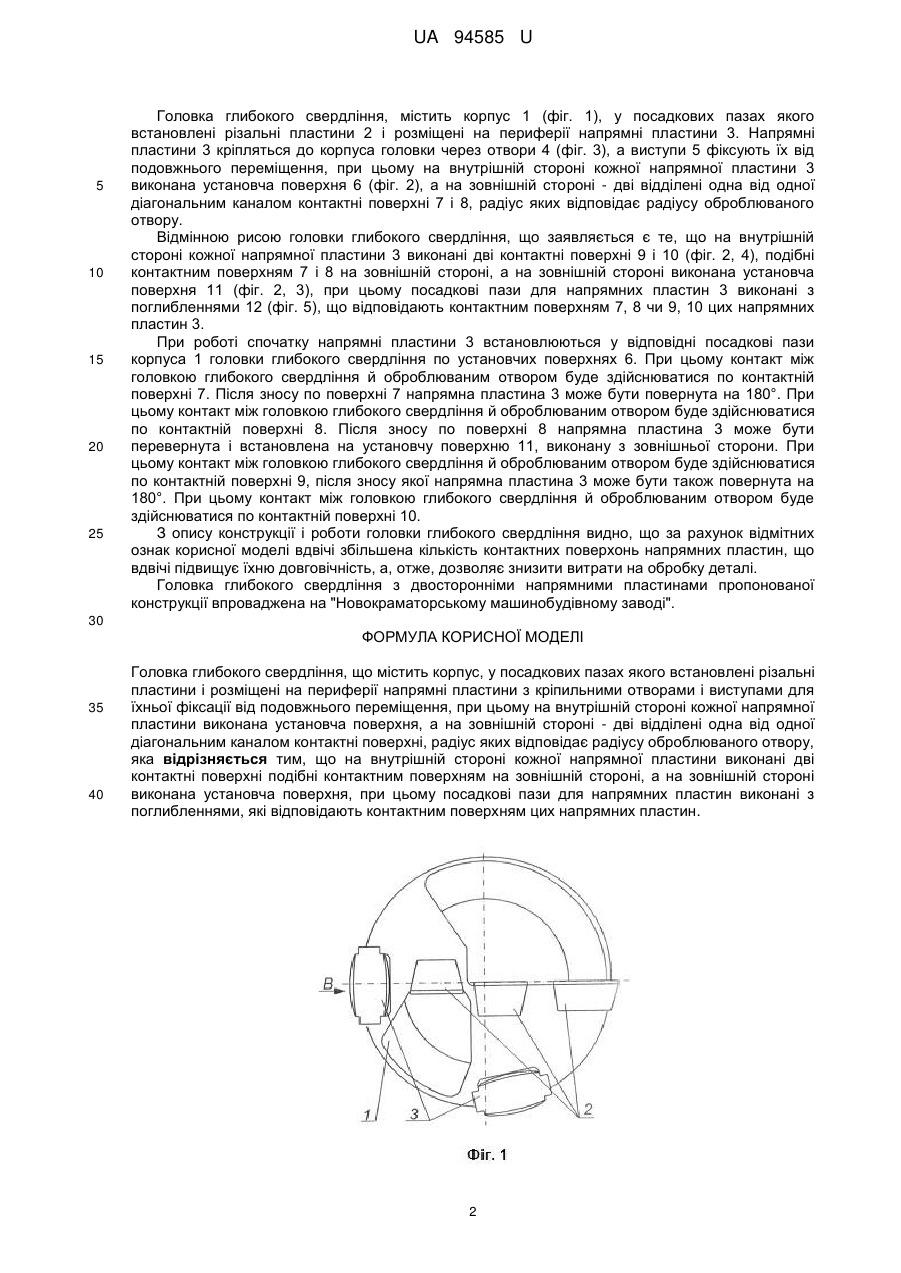
Реферат: UA 94585 U UA 94585 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі механічної обробки металів різанням, а саме до інструментів для обробки глибоких отворів з використанням як опори обробленої ділянки отвору. Відома головка глибокого свердління (див. опис до патенту Російської Федерації №2147265, МПК В23В 51/06), на периферії корпуса якої встановлені одна чи декілька напрямних пластин, виконаних з твердого сплаву, для здійснення підтримки і напряму головки в отворі, що свердлиться. Кожна з напрямних пластин має базову форму у вигляді паралелепіпеда. Зовнішня по радіусу сторона кожної напрямної пластини в деякій мірі закруглена і контактує з поверхнею оброблюваного отвору. Недоліком цієї конструкції є прискорений знос цієї контактної поверхні під дією великих контактних навантажень і сил тертя, що обумовлює необхідність частої заміни дорогих напрямних пластин. Цей недолік частково усунутий в іншому відомому рішенні, в якому на зовнішній стороні напрямних пластин виконані дві відділені одна від одної контактні поверхні (див. опис до патенту США US 6,602,028 В1, МПК В23В 41/02, В23В 51/00). Таке технічне рішення є найбільш близьким до того, що заявляється, по сукупності істотних ознак і приймається як прототип. Відома головка глибокого свердління і та, що заявляється, мають наступні спільні ознаки: містять корпус, у посадкових пазах якого встановлені різальні пластини і розміщені на периферії напрямні пластини з кріпильними отворами і виступами для їхньої фіксації від подовжнього переміщення, при цьому на внутрішній стороні кожної напрямної пластини виконана установча поверхня, а на зовнішній стороні - дві відділені одна від одної діагональним каналом контактні поверхні, радіус яких відповідає радіусу оброблюваного отвору. У відомому рішенні завдяки діагональному каналу і формі контактної поверхні мастильноохолоджувальна рідина при обертанні інструмента втягується в діагональний канал і проходить біля зони контакту напрямної пластини і поверхні оброблюваного отвору. Це гарантує гарне охолодження зони контакту, що значно знижує знос і виникнення тріщин на контактній поверхні напрямної пластини. Крім цього при роботі, основне навантаження сприймає переважно перша контактна поверхня, після зносу якої напрямна пластина може бути повернута на 180° таким чином, що основне навантаження буде сприймати друга контактна поверхня. Це збільшує термін служби напрямної пластини. Однак, у цій головці глибокого свердління недостатній термін служби напрямних пластин, які після зносу по двох контактних поверхнях підлягають заміні. В основу корисної моделі поставлена задача створити конструкцію головки глибокого свердління, що дозволяє знизити витрати на обробку деталі, шляхом підвищеної довговічності напрямних пластин і за рахунок технічного результату, що полягає в збільшенні кількості контактних поверхонь напрямних пластин. Поставлена задача вирішується тим, що в головці глибокого свердління, що містить корпус, у посадкових пазах якого встановлені різальні пластини і розміщені на периферії напрямні пластини з кріпильними отворами і виступами для їхньої фіксації від подовжнього переміщення, при цьому на внутрішній стороні кожної напрямної пластини виконана установча поверхня, а на зовнішній стороні - дві відділені одна від одної діагональним каналом контактні поверхні, радіус яких відповідає радіусу оброблюваного отвору, відповідно до корисної моделі, на внутрішній стороні кожної напрямної пластини виконані дві контактні поверхні, подібні контактним поверхням на зовнішній стороні, а на зовнішній стороні виконана установча поверхня, при цьому посадкові пази для напрямних пластин виконані з поглибленнями, що відповідають контактним поверхням цих напрямних пластин. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом мається. За рахунок виконання на внутрішній стороні кожної напрямної пластини двох контактних поверхонь, аналогічних контактним поверхням на зовнішній стороні, а на зовнішній стороні установчої поверхні, а також виконання посадкових пазів для напрямних пластин з поглибленнями, що відповідають контактним поверхням цих напрямних пластин - удвічі збільшена кількість контактних поверхонь напрямних пластин, що, відповідно, удвічі підвищує їхню довговічність. Суть корисної моделі пояснюється кресленнями, де: на фіг. 1 зображена головка глибокого свердління (вид спереду); на фіг. 2 зображена напрямна пластина (вид спереду); на фіг. 3 - зовнішня сторона напрямної пластини (вид А на фіг. 2); на фіг. 4 - внутрішня сторона напрямної пластини (вид Б на фіг. 2); на фіг. 5 - посадковий паз корпуса головки глибокого свердління (вид В на фіг. 1, напрямна пластина умовно не показана); 1 UA 94585 U 5 10 15 20 25 Головка глибокого свердління, містить корпус 1 (фіг. 1), у посадкових пазах якого встановлені різальні пластини 2 і розміщені на периферії напрямні пластини 3. Напрямні пластини 3 кріпляться до корпуса головки через отвори 4 (фіг. 3), а виступи 5 фіксують їх від подовжнього переміщення, при цьому на внутрішній стороні кожної напрямної пластини 3 виконана установча поверхня 6 (фіг. 2), а на зовнішній стороні - дві відділені одна від одної діагональним каналом контактні поверхні 7 і 8, радіус яких відповідає радіусу оброблюваного отвору. Відмінною рисою головки глибокого свердління, що заявляється є те, що на внутрішній стороні кожної напрямної пластини 3 виконані дві контактні поверхні 9 і 10 (фіг. 2, 4), подібні контактним поверхням 7 і 8 на зовнішній стороні, а на зовнішній стороні виконана установча поверхня 11 (фіг. 2, 3), при цьому посадкові пази для напрямних пластин 3 виконані з поглибленнями 12 (фіг. 5), що відповідають контактним поверхням 7, 8 чи 9, 10 цих напрямних пластин 3. При роботі спочатку напрямні пластини 3 встановлюються у відповідні посадкові пази корпуса 1 головки глибокого свердління по установчих поверхнях 6. При цьому контакт між головкою глибокого свердління й оброблюваним отвором буде здійснюватися по контактній поверхні 7. Після зносу по поверхні 7 напрямна пластина 3 може бути повернута на 180°. При цьому контакт між головкою глибокого свердління й оброблюваним отвором буде здійснюватися по контактній поверхні 8. Після зносу по поверхні 8 напрямна пластина 3 може бути перевернута і встановлена на установчу поверхню 11, виконану з зовнішньої сторони. При цьому контакт між головкою глибокого свердління й оброблюваним отвором буде здійснюватися по контактній поверхні 9, після зносу якої напрямна пластина 3 може бути також повернута на 180°. При цьому контакт між головкою глибокого свердління й оброблюваним отвором буде здійснюватися по контактній поверхні 10. З опису конструкції і роботи головки глибокого свердління видно, що за рахунок відмітних ознак корисної моделі вдвічі збільшена кількість контактних поверхонь напрямних пластин, що вдвічі підвищує їхню довговічність, а, отже, дозволяє знизити витрати на обробку деталі. Головка глибокого свердління з двосторонніми напрямними пластинами пропонованої конструкції впроваджена на "Новокраматорському машинобудівному заводі". 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Головка глибокого свердління, що містить корпус, у посадкових пазах якого встановлені різальні пластини і розміщені на периферії напрямні пластини з кріпильними отворами і виступами для їхньої фіксації від подовжнього переміщення, при цьому на внутрішній стороні кожної напрямної пластини виконана установча поверхня, а на зовнішній стороні - дві відділені одна від одної діагональним каналом контактні поверхні, радіус яких відповідає радіусу оброблюваного отвору, яка відрізняється тим, що на внутрішній стороні кожної напрямної пластини виконані дві контактні поверхні подібні контактним поверхням на зовнішній стороні, а на зовнішній стороні виконана установча поверхня, при цьому посадкові пази для напрямних пластин виконані з поглибленнями, які відповідають контактним поверхням цих напрямних пластин. 2 UA 94585 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюPatsiora Andrii Pavlovych, Noskov Vitalii Vasyliovych
Автори російськоюПациора Андрей Павлович, Носков Виталий Васильевич
МПК / Мітки
МПК: B23B 51/06
Мітки: глибокого, головка, свердління
Код посилання
<a href="https://ua.patents.su/5-94585-golovka-glibokogo-sverdlinnya.html" target="_blank" rel="follow" title="База патентів України">Головка глибокого свердління</a>
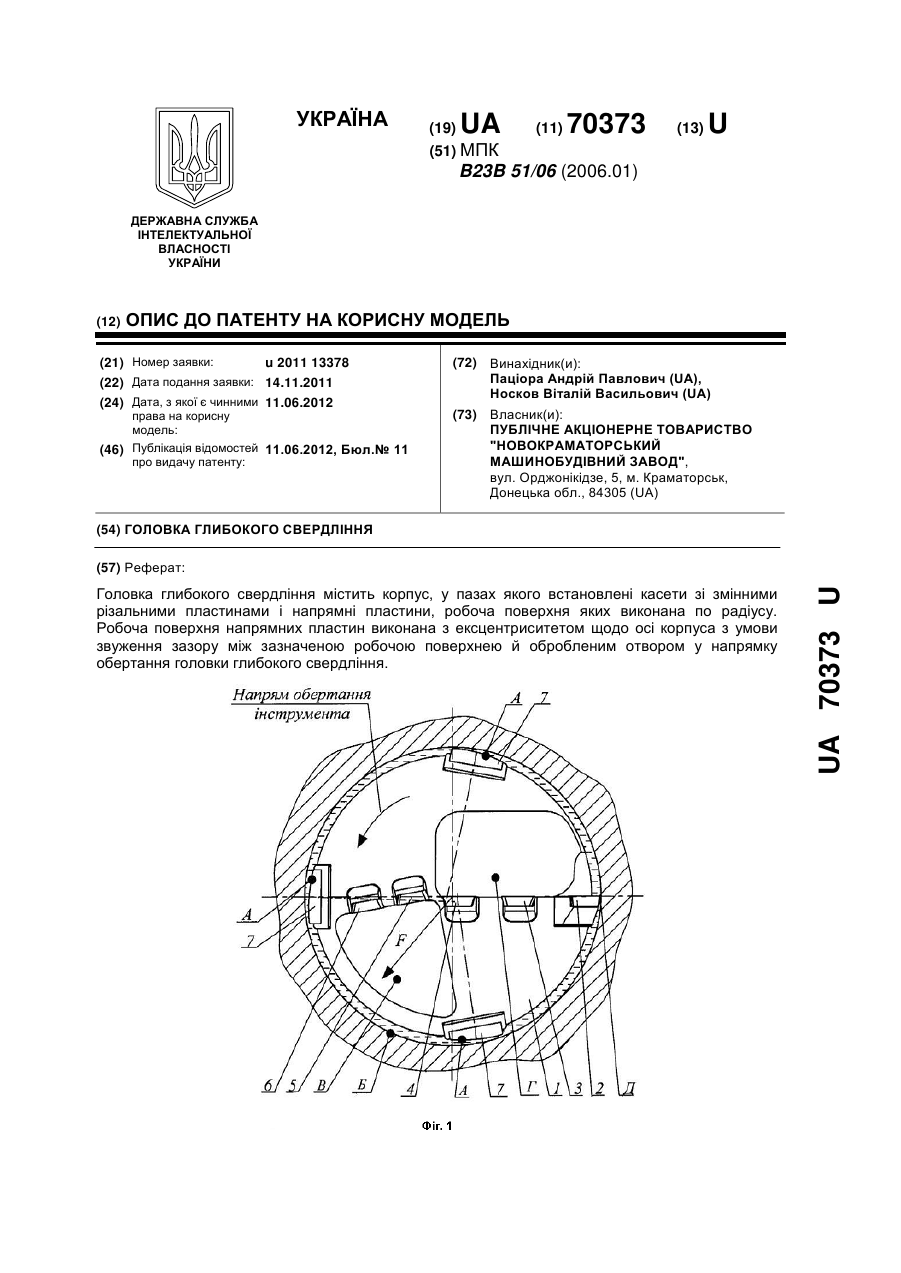
Головка глибокого свердління
Номер патенту: 70373
Опубліковано: 11.06.2012
Автори: Носков Віталій Васильович, Паціора Андрій Павлович
МПК: B23B 51/06
Мітки: свердління, глибокого, головка
Формула / Реферат:
Головка глибокого свердління, що містить корпус, у пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини, робоча поверхня яких виконана по радіусу, яка відрізняється тим, що робоча поверхня напрямних пластин виконана з ексцентриситетом щодо осі корпуса з умови звуження зазору між зазначеною робочою поверхнею й обробленим отвором у напрямку обертання головки глибокого свердління.
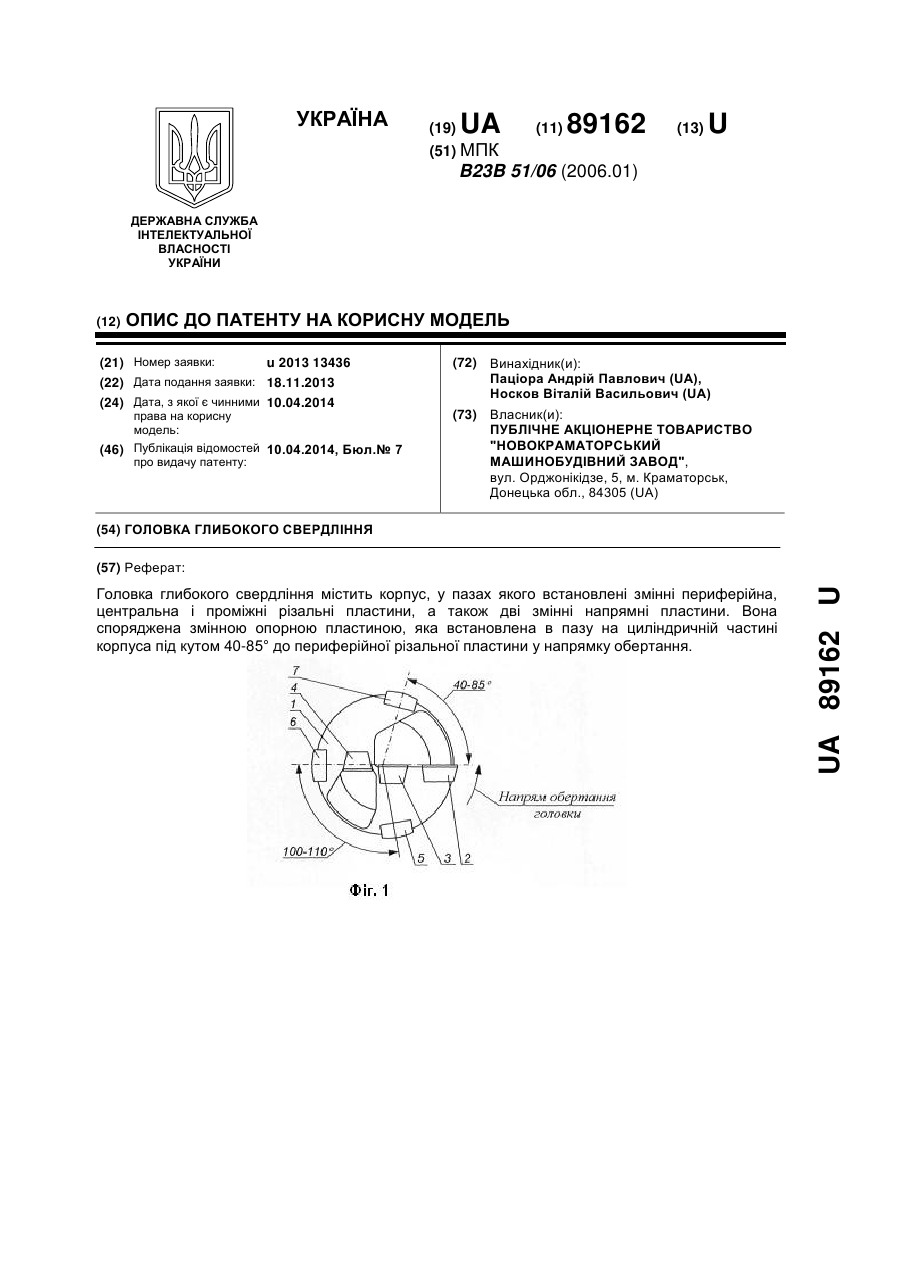
Головка глибокого свердління
Номер патенту: 89162
Опубліковано: 10.04.2014
Автори: Паціора Андрій Павлович, Носков Віталій Васильович
МПК: B23B 51/06
Мітки: свердління, головка, глибокого
Формула / Реферат:
Головка глибокого свердління, що містить корпус, у пазах якого встановлені змінні периферійна, центральна і проміжні різальні пластини, а також дві змінні напрямні пластини, яка відрізняється тим, що вона споряджена змінною опорною пластиною, яка встановлена в пазу на циліндричній частині корпуса під кутом 40-85° до периферійної різальної пластини у напрямку обертання.
Агрегатна силова головка для глибокого свердління отворів малого діаметра
Номер патенту: 12743
Опубліковано: 15.02.2006
Автори: Корж Олег Володимирович, Кондратюк Олег Леонідович
МПК: B23B 47/00
Мітки: силова, свердління, головка, малого, глибокого, агрегатна, діаметра, отворів
Формула / Реферат:
Агрегатна силова головка для глибокого свердління отворів малого діаметра, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами, що включає датчик виміру крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами додатково містить...
Спосіб глибокого свердління
Номер патенту: 63669
Опубліковано: 10.10.2011
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович
МПК: B23Q 15/00
Мітки: спосіб, свердління, глибокого
Формула / Реферат:
Спосіб глибокого свердління, під час якого контролюється технологічне навантаження на ріжучий інструмент і за його результатами здійснюється регулювання швидкості робочої подачі або виконується зміна циклу роботи, який відрізняється тим, що при зменшенні осьового технологічного навантаження подача зменшується, а при збільшенні крутного моменту понад допустиме значення свердло виводиться з отвору.
Спосіб глибокого свердління
Номер патенту: 66209
Опубліковано: 26.12.2011
Автори: Бабич Валентин Миколайович, Пестунов Володимир Михайлович
МПК: B23Q 15/00
Мітки: свердління, глибокого, спосіб
Формула / Реферат:
Спосіб глибокого свердління, при якому здійснюється контроль потужності різання і за його результатами регулюється швидкість робочої подачі, який відрізняється тим, що при збільшенні потужності процесу обробки подача зменшується, а при досягненні швидкістю подачі нижньої межі регулювання свердло виводиться з отвору.
Попередній патент: Спосіб виробництва перепелів запечених
Наступний патент: Валкова сталь
Випадковий патент: Передача зубчастим ременем