Спосіб контролю кінематичних параметрів безперервного прокатного стана
Номер патенту: 76681
Опубліковано: 15.08.2006
Автори: Онищенко Сергій Олександрович, Трухін Микола Олексійович, Солод Володимир Сергійович, Феофілактова Катерина Володимирівна
Формула / Реферат
Спосіб контролю кінематичних параметрів безперервного прокатного стана, за яким контролюють обертання роликів привалкової арматури датчиками, що установлені на привалковій арматурі, який відрізняється тим, що установленими на привалковій арматурі датчиками є датчики магнітного поля, якими вимірюють кутову швидкість обертання роликів, далі визначають лінійні швидкості роликів і співвідношення лінійних швидкостей роликів у суміжних клітях або групах клітей і порівнюють отримані співвідношення швидкостей з еталонними значеннями.
Текст
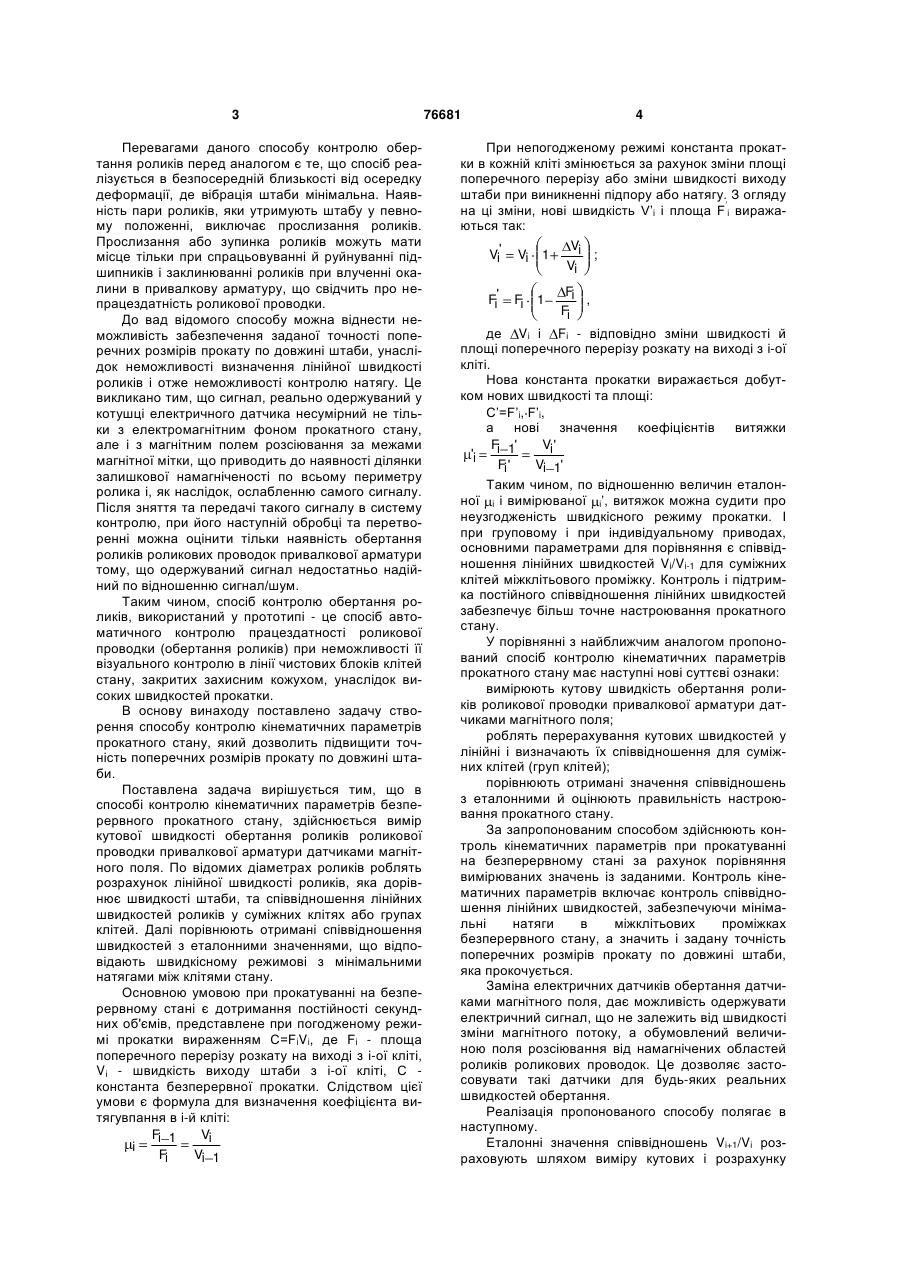
Спосіб контролю кінематичних параметрів безперервного прокатного стана, за яким контролюють обертання роликів привалкової арматури датчиками, що установлені на привалковій арматурі, який відрізняється тим, що установленими на привалковій арматурі датчиками є датчики магнітного поля, якими вимірюють кутову швидкість обертання роликів, далі визначають лінійні швидкості роликів і співвідношення лінійних швидкостей роликів у суміжних клітях або групах клітей і порівнюють отримані співвідношення швидкостей з еталонними значеннями. (19) (21) a200508865 (22) 19.09.2005 (24) 15.08.2006 (46) 01.08.2006, Бюл. №8, 2006р. (72) Солод Володимир Сергійович, Онищенко Сергій Олександрович, Феофілактова Катерина Володимирівна, Трухін Микола Олексійович (73) Солод Володимир Сергійович, Онищенко Сергій Олександрович, Феофілактова Катерина Володимирівна, Трухін Микола Олексійович (56) Чекмарев А.П., Побегайло Г.Гю Точная прокатка сортовых профилей. М.: "Металлургия", 1968, с.209-210 RU 2013151, 30.05.1994 RU 2177847, 10.01.2002 SU 1500944, 15.08.1989 US 3863478, 04.02.1975 3 Перевагами даного способу контролю обертання роликів перед аналогом є те, що спосіб реалізується в безпосередній близькості від осередку деформації, де вібрація штаби мінімальна. Наявність пари роликів, яки утримують штабу у певному положенні, виключає прослизання роликів. Прослизання або зупинка роликів можуть мати місце тільки при спрацьовуванні й руйнуванні підшипників і заклинюванні роликів при влученні окалини в привалкову арматуру, що свідчить про непрацездатність роликової проводки. До вад відомого способу можна віднести неможливість забезпечення заданої точності поперечних розмірів прокату по довжині штаби, унаслідок неможливості визначення лінійної швидкості роликів і отже неможливості контролю натягу. Це викликано тим, що сигнал, реально одержуваний у котушці електричного датчика несумірний не тільки з електромагнітним фоном прокатного стану, але і з магнітним полем розсіювання за межами магнітної мітки, що приводить до наявності ділянки залишкової намагніченості по всьому периметру ролика і, як наслідок, ослабленню самого сигналу. Після зняття та передачі такого сигналу в систему контролю, при його наступній обробці та перетворенні можна оцінити тільки наявність обертання роликів роликових проводок привалкової арматури тому, що одержуваний сигнал недостатньо надійний по відношенню сигнал/шум. Таким чином, спосіб контролю обертання роликів, використаний у прототипі - це спосіб автоматичного контролю працездатності роликової проводки (обертання роликів) при неможливості її візуального контролю в лінії чистових блоків клітей стану, закритих захисним кожухом, унаслідок високих швидкостей прокатки. В основу винаходу поставлено задачу створення способу контролю кінематичних параметрів прокатного стану, який дозволить підвищити точність поперечних розмірів прокату по довжині штаби. Поставлена задача вирішується тим, що в способі контролю кінематичних параметрів безперервного прокатного стану, здійснюється вимір кутової швидкості обертання роликів роликової проводки привалкової арматури датчиками магнітного поля. По відомих діаметрах роликів роблять розрахунок лінійної швидкості роликів, яка дорівнює швидкості штаби, та співвідношення лінійних швидкостей роликів у суміжних клітях або групах клітей. Далі порівнюють отримані співвідношення швидкостей з еталонними значеннями, що відповідають швидкісному режимові з мінімальними натягами між клітями стану. Основною умовою при прокатуванні на безперервному стані є дотримання постійності секундних об'ємів, представлене при погодженому режимі прокатки вираженням C=FiVi, де Fi - площа поперечного перерізу розкату на виході з і-ої кліті, Vi - швидкість виходу штаби з і-ої кліті, С константа безперервної прокатки. Слідством цієї умови є формула для визначення коефіцієнта витягувпання в і-й кліті: Fi 1 Vi i Fi Vi 1 76681 4 При непогодженому режимі константа прокатки в кожній кліті змінюється за рахунок зміни площі поперечного перерізу або зміни швидкості виходу штаби при виникненні підпору або натягу. З огляду ’ на ці зміни, нові швидкість V’і і площа F i виражаються так: Vi ; Vi' Vi 1 Vi Fi' Fi 1 Fi , Fi де Vi i Fi - відповідно зміни швидкості й площі поперечного перерізу розкату на виході з і-ої кліті. Нова константа прокатки виражається добутком нових швидкості та площі: C’=F’i, F’i, а нові значення коефіцієнтів витяжки Fi 1' Vi ' 'i Fi ' Vi 1' Таким чином, по відношенню величин еталонної i і вимірюваної i’, витяжок можна судити про неузгодженість швидкісного режиму прокатки. І при груповому і при індивідуальному приводах, основними параметрами для порівняння є співвідношення лінійних швидкостей Vi/Vi-1 для суміжних клітей міжклітьового проміжку. Контроль і підтримка постійного співвідношення лінійних швидкостей забезпечує більш точне настроювання прокатного стану. У порівнянні з найближчим аналогом пропонований спосіб контролю кінематичних параметрів прокатного стану має наступні нові суттєві ознаки: вимірюють кутову швидкість обертання роликів роликової проводки привалкової арматури датчиками магнітного поля; роблять перерахування кутових швидкостей у лінійні і визначають їх співвідношення для суміжних клітей (груп клітей); порівнюють отримані значення співвідношень з еталонними й оцінюють правильність настроювання прокатного стану. За запропонованим способом здійснюють контроль кінематичних параметрів при прокатуванні на безперервному стані за рахунок порівняння вимірюваних значень із заданими. Контроль кінематичних параметрів включає контроль співвідношення лінійних швидкостей, забезпечуючи мінімальні натяги в міжклітьових проміжках безперервного стану, а значить і задану точність поперечних розмірів прокату по довжині штаби, яка прокочується. Заміна електричних датчиків обертання датчиками магнітного поля, дає можливість одержувати електричний сигнал, що не залежить від швидкості зміни магнітного потоку, а обумовлений величиною поля розсіювання від намагнічених областей роликів роликових проводок. Це дозволяє застосовувати такі датчики для будь-яких реальних швидкостей обертання. Реалізація пропонованого способу полягає в наступному. Еталонні значення співвідношень Vi+1/Vi розраховують шляхом виміру кутових і розрахунку 5 76681 лінійних швидкостей прокатки при досягнутому настроюванні стану на швидкісний режим, що забезпечує одержання геометричних розмірів розкату по всій довжині штаби в заданому діапазоні допусків при мінімальному натягу між клітями. Отримані еталонні значення зберігають у пам'яті персонального комп'ютера. На вході в прокатну кліть, потрапляючи в роликову проводку, штаба вступає у взаємодію з роликами роликової проводки, приводячи ролики в обертання. Датчики магнітного поля перетворюють модуляцію магнітного поля, створеного на поверхні ролика, в електричний сигнал, що нормується форму вателем і передається в контролер. Контролер здійснює обчислення кутових швидкостей обертання роликів і передачу інформації на персональний комп'ютер. З урахуванням геометричних розмірів ролика роблять перерахування кутової швидкості обертання ролика в лінійну. Персональний комп'ютер візуалізує параметри швидкісних режимів обертання роликів у цифровому вигляді і/або у вигляді діаграм. По різниці еталонних і розрахованих співвідношень лінійних швидкостей визначається наявність натягу або підпору, щодо заданого швидкісного режиму прокатування. При підпорі величину швидкості Vi варто збільшувати, при надлишковому натягу - зменшувати. Для безперервних станів з індивідуальним приводом швидкість можна збільшити (зменшити) за рахунок збільшення (змен 6 шення) оборотів двигуна привода, і/або збільшенням (зменшенням) зазору валків. При прокатуванні в клітях із груповим приводом, зміни лінійної швидкості прокатки у визначеної кліті добиваються тільки зміною зазору. Розглянемо застосування способу контролю кінематичних параметрів на прикладі прокатки катанки діаметром 5,5 у високошвидкісному блоці дротового стану 150 із груповим приводом. У Таблиці 1 наведений еталонний режим прокатки, у Таблиці 2 - неузгоджений режим прокатки в блоці. Прийнято наступні позначення: - частота обертання ролика роликової проводки; V - лінійна швидкість штаби; - співвідношення лінійних швидкостей штаби в суміжних клітях (коефіцієнт витяжки); / - відносна зміна коефіцієнта витяжки. Відповідно до пропонованого способу вимірювали частоту обертання роликів, швидкості прокатки і визначали співвідношення ц для кожної з трьох клітей чистового блоку безперервного стану при нормальному настроюванні стану (див. Таблицю 1). Як видно з Таблиці 2, якщо відносини швидкостей відрізняються від еталонних значень, це призводить до неузгодженості швидкісного режиму прокатки. Збільшення натягів негативно позначається на точності профілю катанки. Таблиця 1 Параметри еталонного режиму прокатки катанки Зазор валків 1,7 2,2 1,5 , 1/сек 89,1 116,3 142,5 Н=5,57 В=5,51 5,5мм V, м/сек 14,6 19,0 23,3 1,212 1,301 1,226 Таблиця 2 Параметри неузгоджуваного режиму прокатки катанки Зазор валків 1,8 2,2 1,8 ', 1/сек 88,5 109,6 128,2 V', м/сек 14,45 17,90 20,94 Н=5,57 В=5,31 Так при неузгодженому режимі прокатки дістали катанку, горизонтальні розміри В якої у середній частині бунта відрізняються на 0,2мм від того ж розміру при узгодженому режимі прокатування. Запропонований спосіб контролю кінематичних параметрів прокатного стану дозволяє комКомп’ютерна верстка М. Клюкін 5,5мм ' 1,164 1,239 1,170 / ,% -3,9% -4,9% -3,9% плексно вирішити проблеми стабілізації процесу, виключити або звести до мінімуму зупинки стану, зв'язані з порушенням процесу; істотно знизити утяжку ширини розкату, тим самим підвищити точність розмірів катанки по довжині бунта. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of checking of cinematic parameters of continuous rolling mill
Автори англійськоюSolod Volodymyr Serhiiovych, Onyschenko Serhii Oleksandrovych, Feofilaktova Kateryna Volodymyrivna, Trukhin Mukola Oleksiiovych, Trukhin Mykola Oleksiiovych
Назва патенту російськоюСпособ контроля кинематических параметров непрерывного прокатного стана
Автори російськоюСолод Владимир Сергеевич, Онищенко Сергей Александрович, Феофилактова Катерина Владимировна, Трухин Николай Алексеевич
МПК / Мітки
МПК: B21B 39/14, B21B 37/00
Мітки: стана, прокатного, спосіб, контролю, кінематичних, параметрів, безперервного
Код посилання
<a href="https://ua.patents.su/3-76681-sposib-kontrolyu-kinematichnikh-parametriv-bezperervnogo-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю кінематичних параметрів безперервного прокатного стана</a>
Рольганг прокатного стана

Номер патенту: 34589
Опубліковано: 15.03.2001
Автори: Небаба Георгій Іванович, Васільєв Юрій Андрійович, Брєхов Володимир Євгенович
МПК: B21B 39/00
Мітки: рольганг, стана, прокатного
Формула / Реферат:
Рольганг прокатного стана, який містить спарені похилі циліндричні ролики, оперті своїми кінцями в середній частині рольганга на проміжну опору, а також привід роликів, який відрізняється тим, що правий ролик кінематично зв'язаний з лівим роликом за допомогою зубчастого зачеплення, виконаного у вигляді встановлених на суміжних кінцях роликів конічних зубчастих коліс, взаємодіючих з блоковою шестірнею, розташованою у проміжній опорі.
Робоча кліть прокатного стана
Номер патенту: 60115
Опубліковано: 15.09.2003
Автори: Федорінов Володимир Анатолійович, Сатонін Антон Олександрович, Морозов Ігор Олександрович, Сатонін Олександр Володимирович, Кокотько Михайло Євгенович
МПК: B21B 13/00
Мітки: робоча, прокатного, кліть, стана
Формула / Реферат:
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має,...
Захисна планка станини прокатного стана
Номер патенту: 2787
Опубліковано: 16.08.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B21B 13/00
Мітки: станини, захисна, прокатного, стана, планка
Формула / Реферат:
Захисна планка станини прокатного стана, яка містить отвори для кріплення її болтами до станини та штифтові отвори для фіксації, яка відрізняється тим, що на внутрішній поверхні планки, поверненої до станини, виконані западини, рівномірно розподілені по її площі і з'єднані між собою і краєм планки канавками.
Спосіб експлуатації редукційно-розтяжного прокатного стана і редукційно-розтяжний прокатний стан
Номер патенту: 72613
Опубліковано: 15.03.2005
Автор: Пеле Ханс Йоахім
МПК: B21B 17/00, B21B 37/78
Мітки: спосіб, стана, прокатній, прокатного, стан, експлуатації, редукційно-розтяжний, редукційно-розтяжного
Формула / Реферат:
1. Спосіб експлуатації редукційно-розтяжного прокатного стана (1) для прокатки труби (2) кінцевої довжини (L), що містить, щонайменше, дві прокатні кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …), які розташовані одна за одною в напрямі (R) подачі труби (2), причому в кожній прокатній кліті (3a, 3b, 3c, 3d, 3a', 3b', 3c', 3d', …) розташовані щонайменше два взаємодіючі між...
Спосіб експлуатації прокатного стана для виробництва прокату
Номер патенту: 26059
Опубліковано: 30.04.1999
Автори: Хуго Фєльдманн, Фрідріх Холльманн, Хорс Гертнєр, Гєрд Байземанн
Мітки: спосіб, виробництва, стана, прокатного, прокату, експлуатації
Формула / Реферат:
1. Способ эксплуатации прокатного стана для производства проката, в частности, катаной ленты, в котором рабочие валки с криволинейным контуром, в том числе, сужающимся к одному концу бочки и расширяющимся к другому ее концу, установлены с опорой на ответные поверхности опорных и/или промежуточных и опорных валков с возможностью относительного осевого перемещения всех валков в противоположных направлениях, отличающийся тем, что сужающийся...
Попередній патент: Спосіб вирощування гігантської устриці grassostrea gigas у чорному морі
Наступний патент: Спосіб вилучення жировоскової суміші з олієвмісних відходів виробництва та очищення рослинної олії
Випадковий патент: Пристрій для направлення тягового ланцюга конвейєра