Тунельна система для прокатного стана гарячої прокатки полоси
Формула / Реферат
1. Тоннельная система для прокатного стана горячей прокатки полосы, связанная с, по меньшей мере, одной линией непрерывной разливки тонких листов, содержащая накопитель, отличающаяся тем, что она снабжена соединенными с каждой линией непрерывной разливки первыми по ходу процесса теплоизолированными тоннелями и установленными за ними вторыми тоннелями с печами для выравнивания температуры листа, размещенными последовательно между установкой непрерывной разливки и прокатным станом.
2. Тоннельная система по п.1, отличающаяся тем, что она снабжена индукционной нагревательной печью, установленной между первым теплоизолированным тоннелем и вторым тоннелем с печью для выравнивания температуры листа.
3. Тоннельная система по п.1, отличающаяся тем, что она снабжена установленным перед прокатным станом устройством для удаления окалины.
4. Тоннельная система по п.1, отличающаяся тем, что она снабжена установленными перед прокатным станом ножницами.
5. Тоннельная система по п.1, отличающаяся тем, что она снабжена установленной перед прокатным станом стойкой с вертикальными роликами для обмера листов.
6. Тоннельная система по п.1, отличающаяся тем, что при наличии двух линий непрерывной разливки два вторых тоннеля с печами для выравнивания температуры листа установлены рядом на перемещающейся в поперечном направлении раме соосно с прокатным станом.
7. Тоннельная система по п.1 отличающаяся тем, что вторые тоннели с печью для выравнивания температуры листов оборудованы горелками.
8. Тоннельная система по п.1, отличающаяся тем, что теплоизолированные тоннели имеют, по меньшей мере, одну рабочую камеру.
9. Тоннельная система по п.1, отличающаяся тем, что первые теплоизолированные тоннели имеют камеры-накопители.
10. Тоннельная система по пп.1, 8, отличающаяся тем, что рабочая камера первых теплоизолированных тоннелей и вторые тоннели с печью для выравнивания температуры листов выполнены с приводными роликами и узлами подвижных соединений роликов.
11. Тоннельная система по п.1, отличающаяся тем, что накопитель выполнен в виде камеры с приводными роликами и, по меньшей мере, одним узлом подвижного соединения роликов.
12. Тоннельная система по п.1, отличающаяся тем, что теплоизолированные тоннели выполнены с возможностью фиксированного перемещения по вертикали для совмещения плоскости скольжения роликов с плоскостью скольжения листов.
13. Тоннельная система по п.1, отличающаяся тем, что она снабжена печью подогрева холодных листов, а один из вторых тоннелей с печью для выравнивания температуры листов выполнен с возможностью перемещения для обеспечения его соединения с окном выдачи этой печи.
Текст
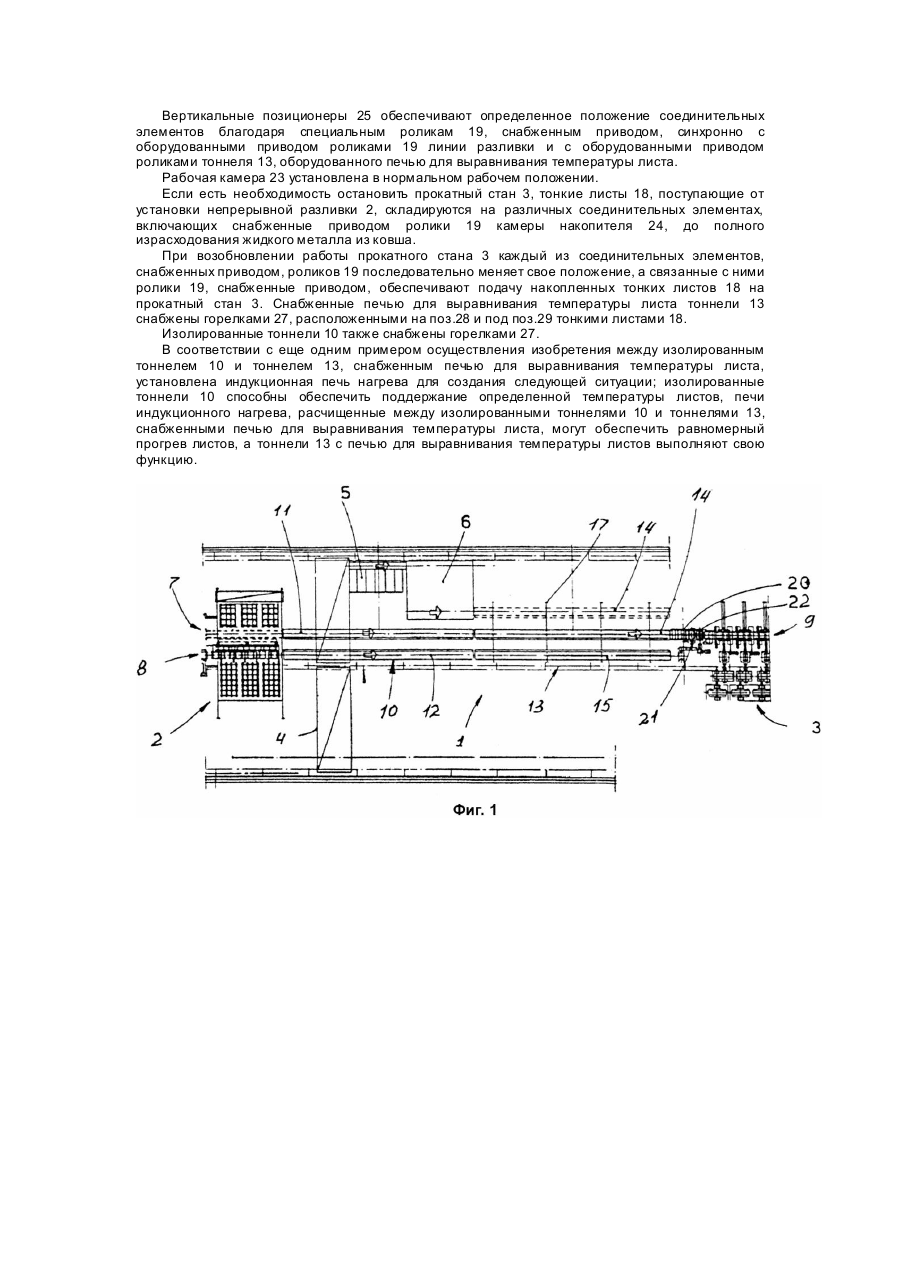
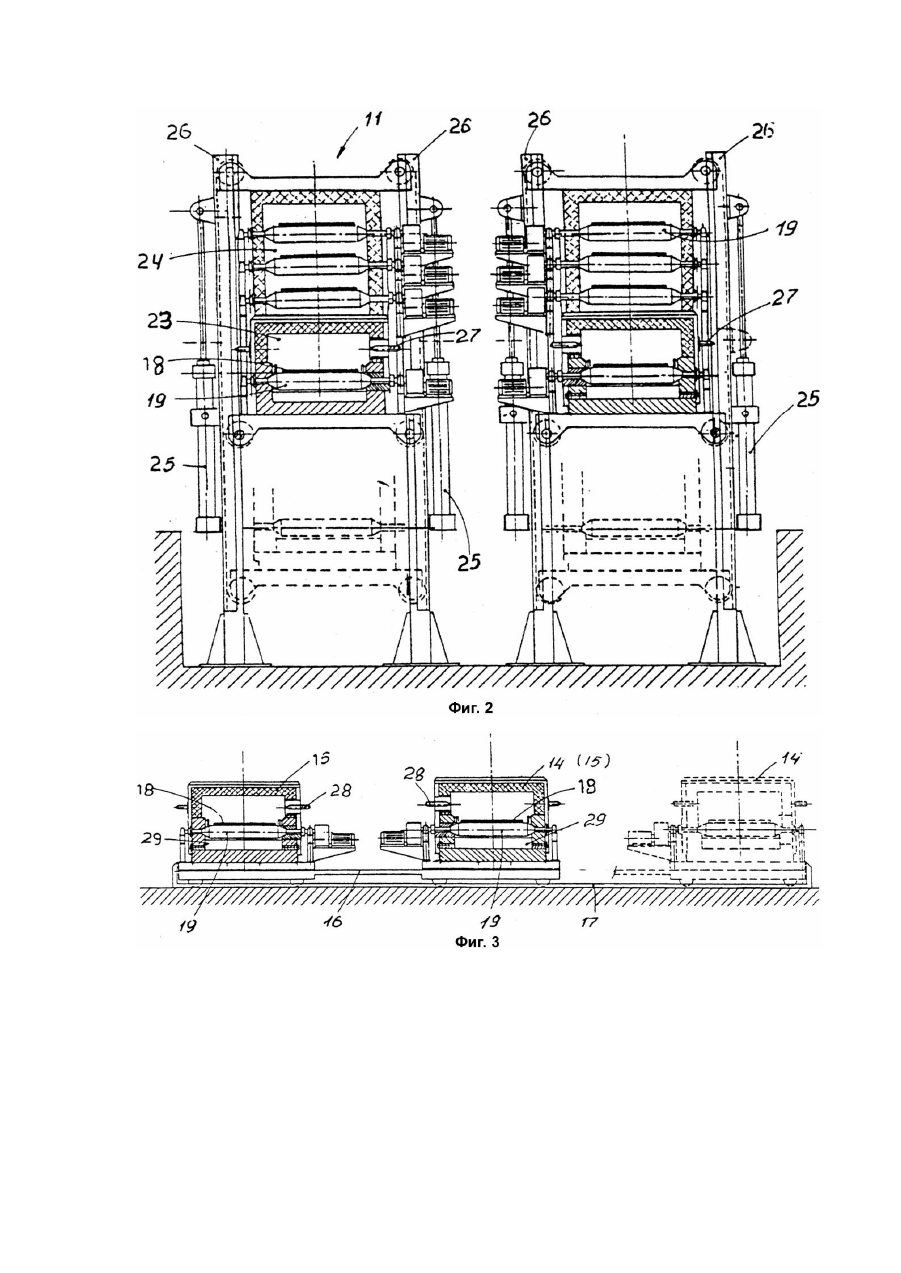
Изобретение относится к тоннельной системе для прокатного стана горячих полосовых материалов, связанного с установкой непрерывной разливки тонких листов. Известны тоннельные системы с накопителями, предназначенными для хранения с выравниванием температуры листов. Система размещена между двумя сдвоенными линиями непрерывной разливки тонких листов и линий полосового рольганга. Известна тоннельная система для прокатного стана горячей прокатки полосы, которая, по меньшей мере, связана с одной линией непрерывной разливки тонких листов, и содержит накопитель. Недостатком изобретения является то, что сложно добиться обеспечения выравнивания температур при непрерывной разливке. Задача, которая стоит перед данным изобретением, заключается в разработке тоннельной системы для прокатного стана горячей прокатки полосы с двумя линиями непрерывной разливки при обеспечении выравнивания температуры листа для каждой из этих линий. Поставленная задача решается за счет того, что предлагаемая тоннельная система для прокатного стана горячей прокатки полосы, связанная с, по меньшей мере, одной линией непрерывной разливки тонких листов, содержащая накопитель, в соответствии с изобретением, снабжена соединенными с каждой линией непрерывной разливки первыми по ходу процесса теплоизолированными тоннелями и установленными за ним вторыми тоннелями с печами для выравнивания температуры листа, размещенными последовательно между установкой непрерывной разливки и прокатным станом. Кроме того, на решение поставленной задачи направлен ряд усовершенствований тоннельной системы, которые отражены в дополнительных пунктах формулы и описаны ниже. В соответствии с настоящим изобретением первый теплоизолированный тоннель устанавливается ниже по каждой из двух линий для осуществления непрерывной разливки тонких листов. Листы более тонкие, выходящие из соответствующей линии непрерывной разливки, поступают в указанный изолированный тоннель после контроля и обрезки по размеру. Существом настоящего изобретения охвачен технологический процесс изготовления с двумя линиями разливки, осуществляемый таким образом, чтобы обеспечивался заданный необходимый интервал, равный, например, около половины длины одного из тонких листов, между ведущей кромкой другого тонкого листа, вы ходящего из другой линии разливки. Тоннельная печь, обеспечивающая выравнивание температуры листа каждой линии непрерывной разливки, расположена между заизолированными тоннелями и полосовым рольгангом и обеспечивает качественное выравнивание температуры на всем протяжении тонкого листа. Система тоннелей (теплоизолированный тоннель и выравнивающий температуру листа тоннель) в случае остановок полосовых рольгангов обеспечивает укладку стопы определенного количества листов по объему, соответствующему объему жидкой стали в ковше. Каждая камера изолированных тоннелей оборудована определенным числом роликовых конвейеров, снабженных приводом, расположенных один над другим и объединенных общей конструкцией, обеспечивающий вертикальное перемещение таким образом, что указанные роликовые конвейеры могут плавно сопрягаться с соответствующим расположенным выше по линии роликовым конвейером тоннельной печи, обеспечивающей выравнивание температуры листа. Эти роликовые конвейеры, обеспечивающие хранение листов, расположены над рабочим роликовым конвейером. Две указанные тоннельные печи, обеспечивающие выравнивание температуры листа, образуют по существу общий блок, включающий расположенные рядом две независимые камеры, по одной на каждую линию разливки, снабженные роликами с приводом, обеспечивающими подачу тонкого листа к прокатному стану. Соответствующие горелки, расположенные над, а возможно и под листом и распределенные по зонам регулирования температуры обеспечивают качественное выравнивание температуры тонкого листа в процессе его перемещения. Обе расположенные рядом камеры могут перемещаться в поперечном направлении, за счет чего обеспечивается регулировка угла между их осью и осью прокатного стана. В нормальных рабочих условиях тонкие листы, выходящие из двух линий непрерывной разливки, поступают каждый в свой тоннель, затем в камеры тоннельных печей, обеспечивающий выравнивание температуры, и альтернативно на горячий полосовой прокатный стан. Если лист находится в своем тоннеле при выравнивании температуры, настоящим изобретением предусмотрена возможность его выдержки в течение необходимого времени, чтобы каждая из зон листа имела заданную однородную температуру. Такая выдержка листа обеспечивает прогрев и точное выдерживание контролируемого режима выравнивания температуры листа. Если возникает необходимость остановки прокатного стана, то имеется возможность накопления некоторого количества тонких листов, соответствующи х по весу количеству стали, содержащейся в ковше, и укладки этих листов в соответствующие ярусы ячеек с роликами в термоизолированных тоннелях, причем эти ячейки последовательно опускаются до заполнения всего предназначенного для хранения пространства. Когда прокатный стан возобновляет свою роботу, тонкие листы подаются в прямом направлении с роликовых конвейеров термоизолированных тоннелей в камере тоннельных печей, обеспечивающих выравнивание температуры листов до того момента, пока два изолированных тоннеля не вернутся в свое исходное состояние. Если необходимо осуществить подачу холодных накопленных тонких листов на прокатный стан в соответствии с одним из вариантов системы согласно настоящему изобретению, то эта возможность обеспечивается использованием печи подогрева, которая позволяет повысить температуру листов до температуры около 900°C и за которой размещен один из двух подогреваемых тоннелей, обеспечивающих прогрев тонких листов до температуры прокатки. Этот тоннель с подогревом, обеспечивающий выравнивание температуры листа, располагается непосредственно за выходным окном печи подогрева. Конструкция одной их модификаций включает предохранительные ножницы, установленные на выходе из подогреваемого тоннеля, обеспечивающего выравнивание температуры листа и включающиеся в работу, т.е. разрезку подаваемого тонкого листа при появлении в рабочей части прокатного стана неожиданных препятствий. Другая модификация системы в соответствии с настоящим изобретением снабжена углом для удаления окалины, установленным перед входом в прокатный стан и обеспечивающим удаление окалины, образовавшейся на поверхности листа во время его нагрева; за узлом для удаления окалины установлена вертикальная стойка обеспечивающая обмер кромок листа. Еще в одной модификации системы между теплоизолированным тоннелем и тоннелем, выравнивающим температуру листа, установлена индукционная печь, обеспечивающая создание следующей ситуации. Теплоизолированный тоннель обеспечивает выдерживание листа при определенной температуре, индукционная же печь обеспечивает равномерный подогрев, а подогреваемый выравнивающий температуру тоннель обеспечивает выравнивание температуры по всей поверхности листа. Для лучшего понимания настоящего изобретения ниже приведено описание предпочтительных примеров его осуществления и чертежи, которые не ограничивают объема настоящего изобретения. На фиг.1 представлена тоннельная система, согласно настоящему изобретению, вид сверху; на фиг.2 - вертикальный разрез термоизолированных тоннелей, тоннельной системы согласно настоящему изобретению; на фиг.3 - вертикальный разрез тоннелей с печью, обеспечивающей выравнивание температуры листа тоннельной системы согласно настоящему изобретению. Тоннельная система 1 расположена между установкой непрерывной разливки 2, имеющей две линии отливки тонких листов, и прокатным станом 3. На фиг.1 показаны также мостовые краны 4, накопитель 5 охлажденных листов и печь подогрева 6. Две линии непрерывной разливки обозначены соответственно позициями 7 и 8, в роликовый транспортер - позицией 9. Тоннельная система 1 включает два изолированных тоннеля 10, расположенных соответственно на осях 11, 12, совпадающих с осями линий разливки 7 и 8 и соответствующи х тоннелей 13 с печами 14, 15, обеспечивающими выравнивание температуры листов. В данном примере оба тоннеля 13 с печами 14, 15, обеспечивающими выравнивание температуры, размещены на одной раме 16, способной перемещаться в поперечном направлении по рельсам 17 с помощью привода известного в отрасли типа таким образом, что одновременно тоннель 13 с печью 14 для выравнивания температуры листа и аналогичный из тоннелей 13 с печью 15 могут располагаться соосно с рольгангом 9. Если один из тоннелей 13 с печью 14 для выравнивания температуры листа, располагается в стороне от оси роликов 9, он оказывается связанным с входным окном печи подогрева 6 таким образом, что в него могут поступать холодные тонкие листы 18 из накопителя 5 для подогрева в печи 6. Таким же образом возможно осуществлять питание роликовой линии 17 тонкими листами 18 из накопителя 5. Ролики 19, снабженные приводом, установлены в тоннелях 13 с печью для выравнивания температур листа и обеспечивают подачу тонких листов 18 на полосовой прокатный стан 3. Узел 20 для удаления окалины и вертикальная стойка 21, обеспечивающая обмер сторон тонких листов 18, расположены между тоннелями 13 и печью 14 для выравнивания температуры листа и полосовым прокатным станом 3. Система оборудована ножницами 22 аварийной обрезки листа. В примере осуществления изобретения, представленном на фиг.2, изолированные тоннели 10 включают рабочую камеру 23 и камеру-накопитель 24, расположенную над рабочей камерой 23. Рабочая камера 23 оборудована серией роликов 17, снабженных приводом, обеспечивающих подачу тонких листов 18, и конкретно в данном примере осуществления изобретения камеранакопитель 24 оборудована тремя сериями роликов 19, снабженных приводом, для подачи тонких листов 18. Весь узел из двух камер 23, 24 может перемещаться в вертикальном направлении позиционерами 25 по направляющим 26. Вертикальные позиционеры 25 обеспечивают определенное положение соединительных элементов благодаря специальным роликам 19, снабженным приводом, синхронно с оборудованными приводом роликами 19 линии разливки и с оборудованными приводом роликами тоннеля 13, оборудованного печью для выравнивания температуры листа. Рабочая камера 23 установлена в нормальном рабочем положении. Если есть необходимость остановить прокатный стан 3, тонкие листы 18, поступающие от установки непрерывной разливки 2, складируются на различных соединительных элементах, включающих снабженные приводом ролики 19 камеры накопителя 24, до полного израсходования жидкого металла из ковша. При возобновлении работы прокатного стана 3 каждый из соединительных элементов, снабженных приводом, роликов 19 последовательно меняет свое положение, а связанные с ними ролики 19, снабженные приводом, обеспечивают подачу накопленных тонких листов 18 на прокатный стан 3. Снабженные печью для выравнивания температуры листа тоннели 13 снабжены горелками 27, расположенными на поз.28 и под поз.29 тонкими листами 18. Изолированные тоннели 10 также снабжены горелками 27. В соответствии с еще одним примером осуществления изобретения между изолированным тоннелем 10 и тоннелем 13, снабженным печью для выравнивания температуры листа, установлена индукционная печь нагрева для создания следующей ситуации; изолированные тоннели 10 способны обеспечить поддержание определенной температуры листов, печи индукционного нагрева, расчищенные между изолированными тоннелями 10 и тоннелями 13, снабженными печью для выравнивания температуры листа, могут обеспечить равномерный прогрев листов, а тоннели 13 с печью для выравнивания температуры листов выполняют свою функцию.
ДивитисяДодаткова інформація
Автори англійськоюBruno Di Ghiusto, Alessandro Dorigo
Автори російськоюБруно Ди Гьюсто, Алессандро Дориго
МПК / Мітки
МПК: B22D 11/12
Мітки: стана, гарячої, тунельна, система, прокатки, полоси, прокатного
Код посилання
<a href="https://ua.patents.su/4-26135-tunelna-sistema-dlya-prokatnogo-stana-garyacho-prokatki-polosi.html" target="_blank" rel="follow" title="База патентів України">Тунельна система для прокатного стана гарячої прокатки полоси</a>
Вузол робочих валків прокатного стана
Номер патенту: 23379
Опубліковано: 31.08.1998
Автори: Морозов Ігор Олександрович, Доброносов Юрій Костянтинович, Федорінов Володимир Анатолійович, Сатонін Олександр Володимирович, Потапкін Віктор Федорович
МПК: B21B 27/00
Мітки: валків, стана, вузол, прокатного, робочих
Формула / Реферат:
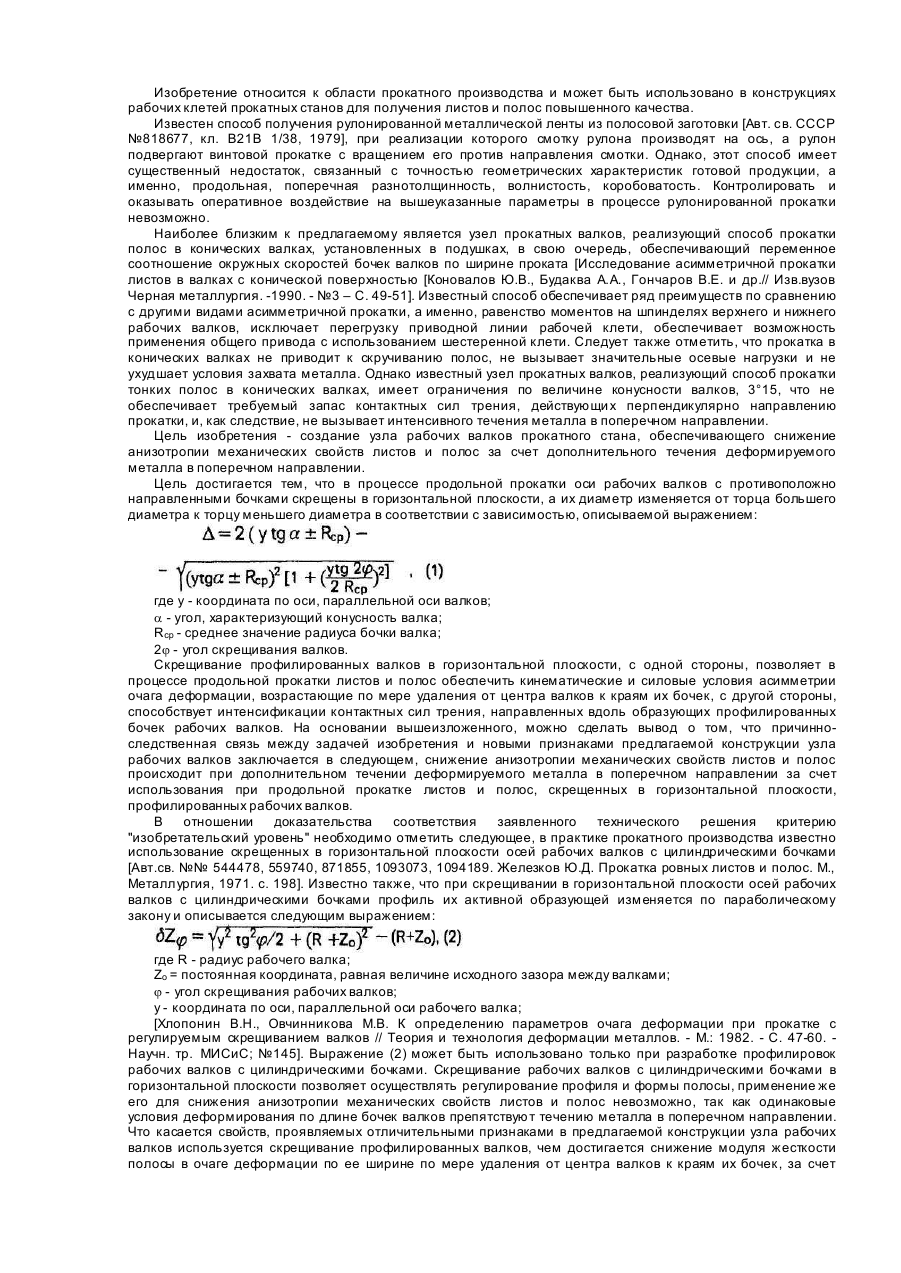
Узел рабочих валков прокатного стана, содержащий установленный в подушках посредством подшипников верхний и нижний рабочие валки с противоположно направленными бочками, диаметр которых изменяется от торца большего диаметра к торцу меньшего диаметра, отличающийся тем, что оси валков скрещены в горизонтальной плоскости, а профиль каждой бочки валков выполнен в соответствии с выражением:где a - угол наклона прямой, лежащей в...
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Лівшиц Леонід Аркадійович, Васильєв Олександр Геннадійович, Фішкін Ісаак Борисович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Пінчук Віталій Іосифович, Клочков Володимир Васильович, Штехно Олег Миколайович, Качан Олександр Михайлович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: гарячої, прокатки, штаб, спосіб
Формула / Реферат:
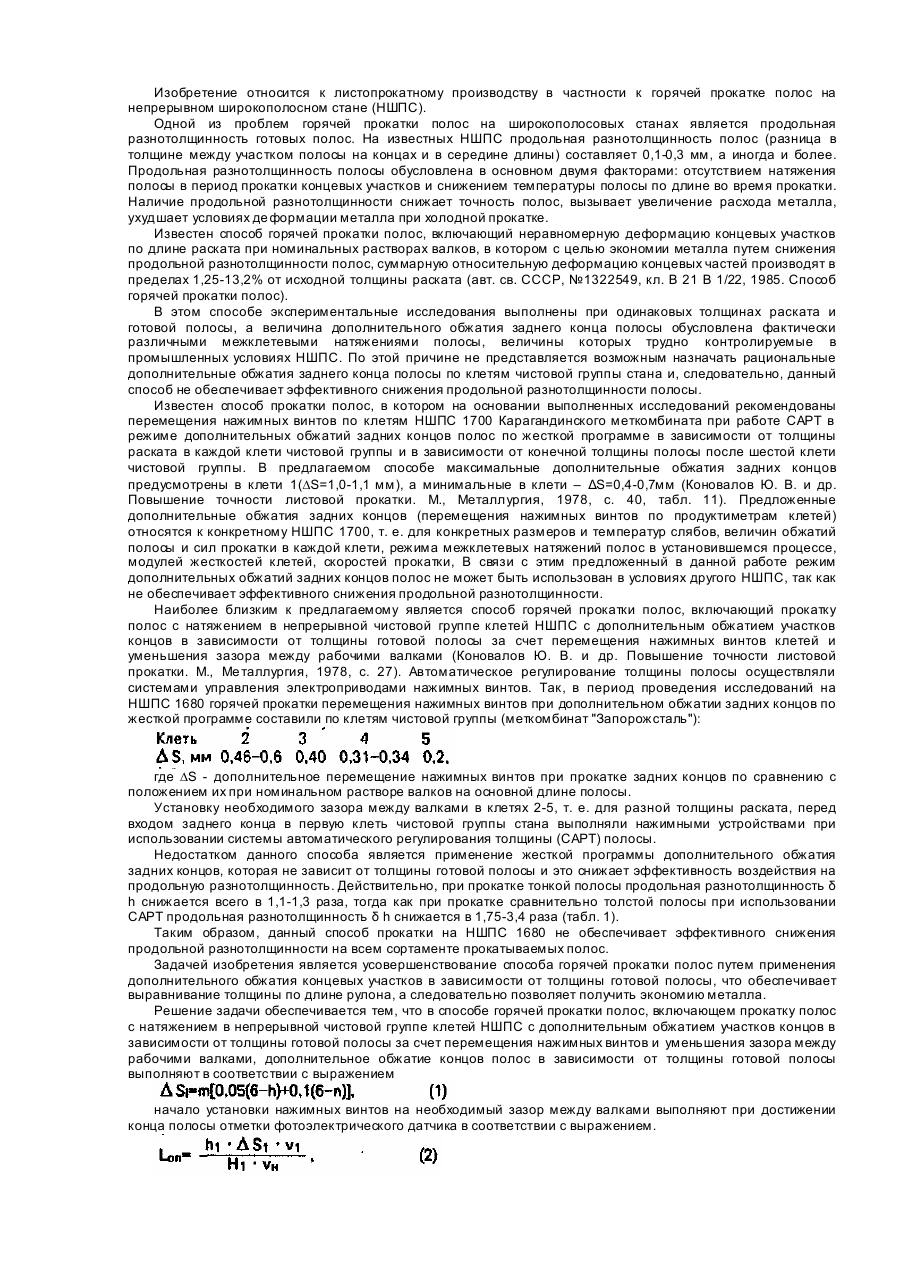
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Станина робочої кліті стана холодної прокатки труб

Номер патенту: 26073
Опубліковано: 30.04.1999
Автори: Масошін Леонід Михайлович, Загребельний Віктор Терентьович, Літвін Григорій Дмитрович, Яременко Микола Іванович, Ткаченко Олег Миколайович, Король Микола Миколайович, Король Радомір Миколайович, Самойленко Генадій Дмитрович, Кекух Станіслав Миколайович, Куценко Олександр Іванович
МПК: B21B 31/00
Мітки: станина, кліті, холодної, робочої, прокатки, труб, стана
Формула / Реферат:
Станина рабочей клети стана холодной прокатки труб, представляющая собой цельную отливку, состоящую из двух боковых рам двутаврового сечения, соединенных между собой перемычкой, основание с опорами и расположенными в нижней части станины боковыми выступами с направляющими, отличающаяся тем, что опоры выполнены в виде двух расположенных вдоль основания прямоугольных рам скольжения из антифрикционного материала, а между боковыми выступами и их...
Пристрій для створення гідравлічного розпору в кліті листового прокатного стана
Номер патенту: 26057
Опубліковано: 30.04.1999
Автори: ДЖАМП'ЄРТО БЕНЕДЕТТІ, ДЖОВАННІ НІГРІС
Мітки: листового, гідравлічного, пристрій, створення, стана, прокатного, кліті, розпору
Формула / Реферат:
1. Устройство для создания гидравлического распора в клети листового прокатного стана, устанавливаемое под нажимным винтом, содержащее две противолежащие плиты, связанные между собой гибкой оболочкой в виде сильфона, своими переходными прикромочными участками опертой на примыкающие фасонные поверхности плит, и приваренной к ним, а в средней части выполненной с выпуклыми наружу свободными тороидальными участками, образуя между плитами...
Спосіб гарячої прокатки штаб
Номер патенту: 20129
Опубліковано: 25.12.1997
Автори: Піховкін Микола Миколайович, Штехно Олег Миколайович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Коваль Сергій Миколайович, Мовшович Вілорд Соломонович, Путнокі Олександр Юліусович, Трофімов Віталій Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: спосіб, прокатки, гарячої, штаб
Формула / Реферат:
Способ горячей прокатки полос, включающий неравномерное обжатие по ширине полосы в листовой клети, отличающийся тем, что величину обжатия в направлении кромки полосы уменьшают пропорционально уменьшению диаметра валка, а величина уменьшения диаметра валка пропорциональна разнице температур на краевых участках ширины раската и равна (мм):f = (0,014-0,038) Dtгр, где f - глубина концевого скоса валка;Dtгр - разница...
Попередній патент: Спосіб отримання ін’єкційного розчину натрій-2-меркаптоетансульфонату
Наступний патент: Спосіб холодного періодичного прокатування труб із нержавіючої сталі
Випадковий патент: Газовий пальник повітронагрівача доменної печі