Пристрій для механічної обробки циліндричних виробів

Формула / Реферат
Пристрій для механічної обробки циліндричних виробів, що містить корпус, фрези, який відрізняється тим, що містить кріпильну плиту, яка жорстко закріплена на поперечних салазках токарного верстата, до якої жорстко закріплено корпус, у наскрізному отворі якого виконано рівномірно по окружності парна кількість наскрізних пазів, у які встановлено з можливістю обертання цангові патрони, у яких закріплено кінцеві циліндричні фрези, одна половина з яких має праве спрямування витків, а інша ліве, причому цангові патрони жорстко закріплені до валів електродвигунів, які закріплені на корпусі.
Текст
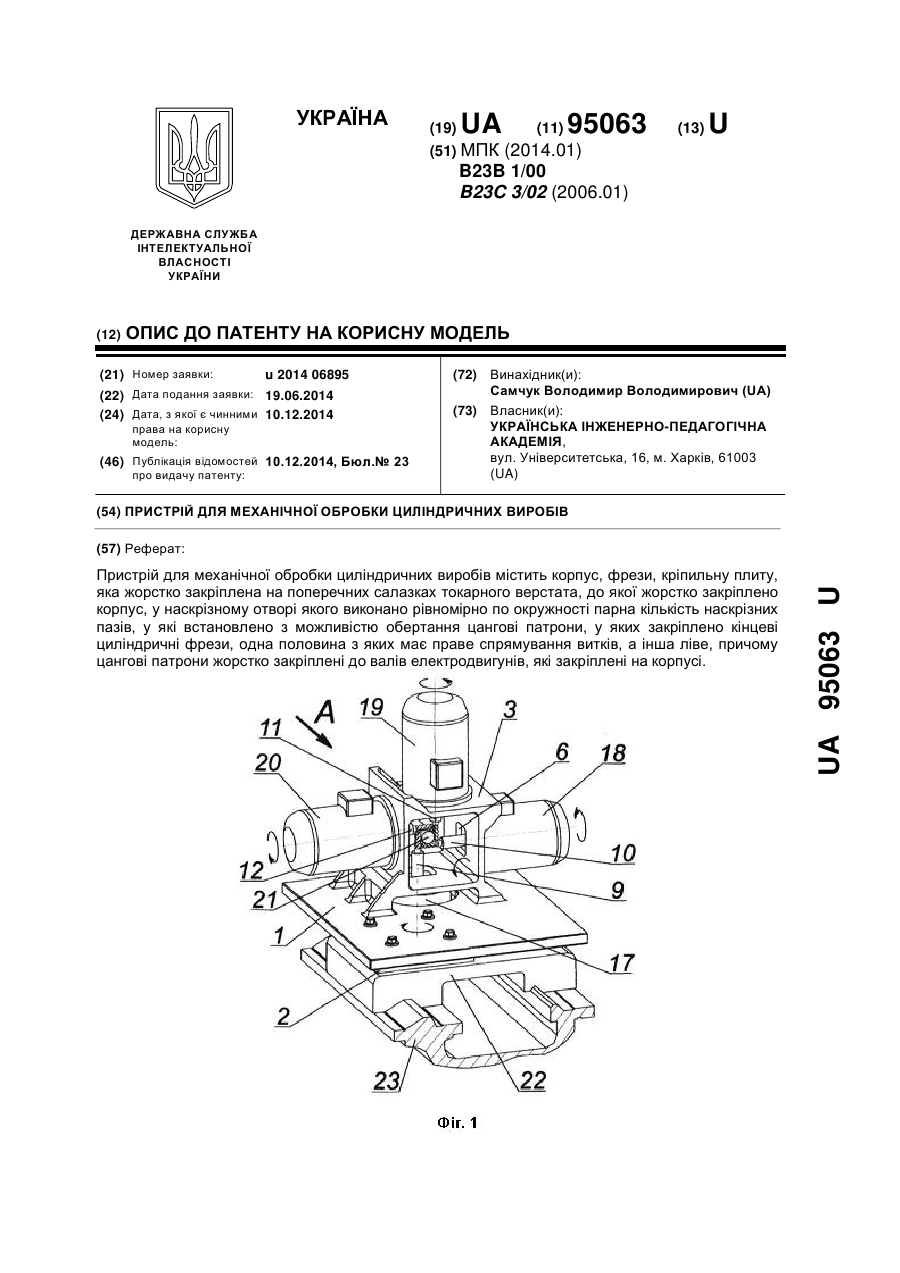
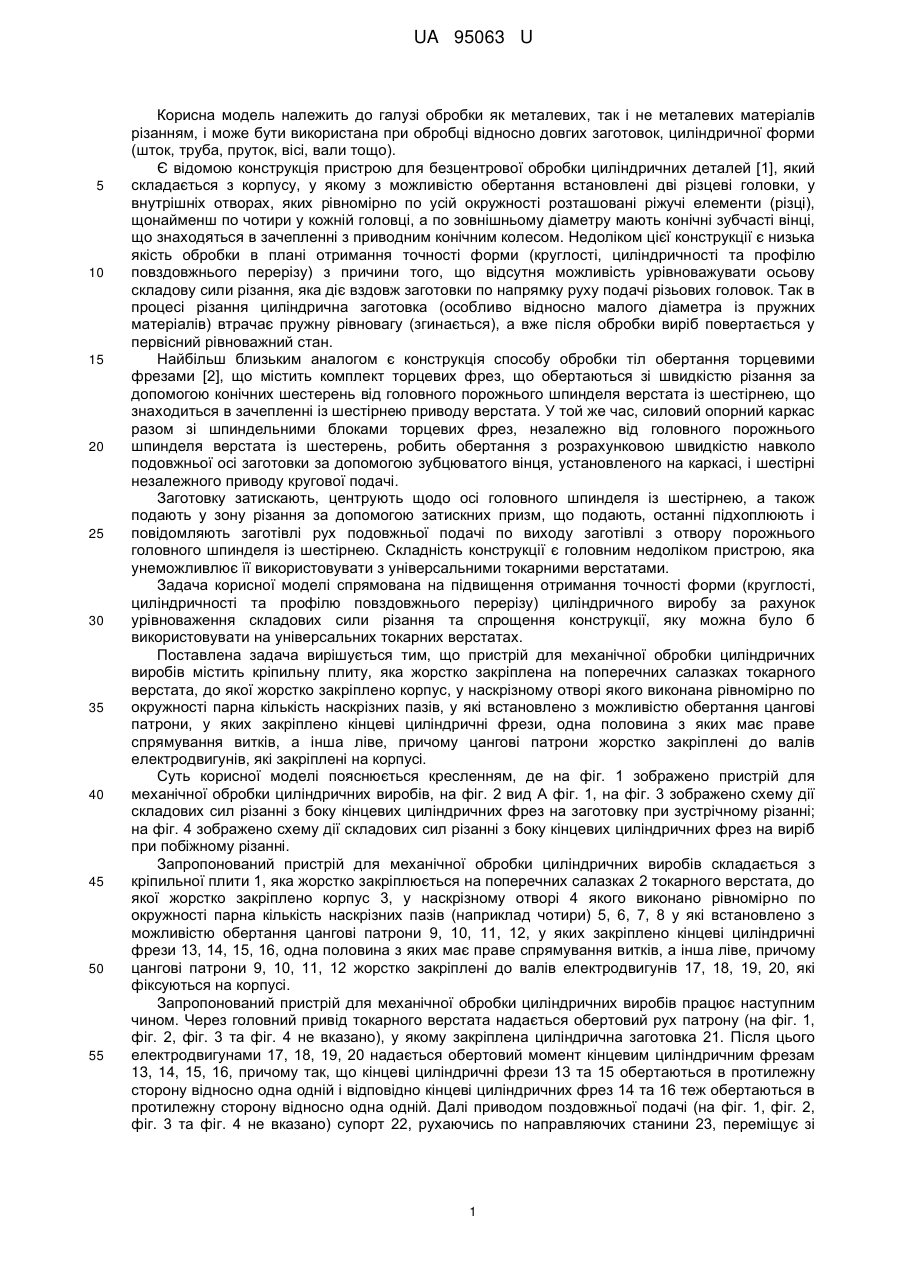
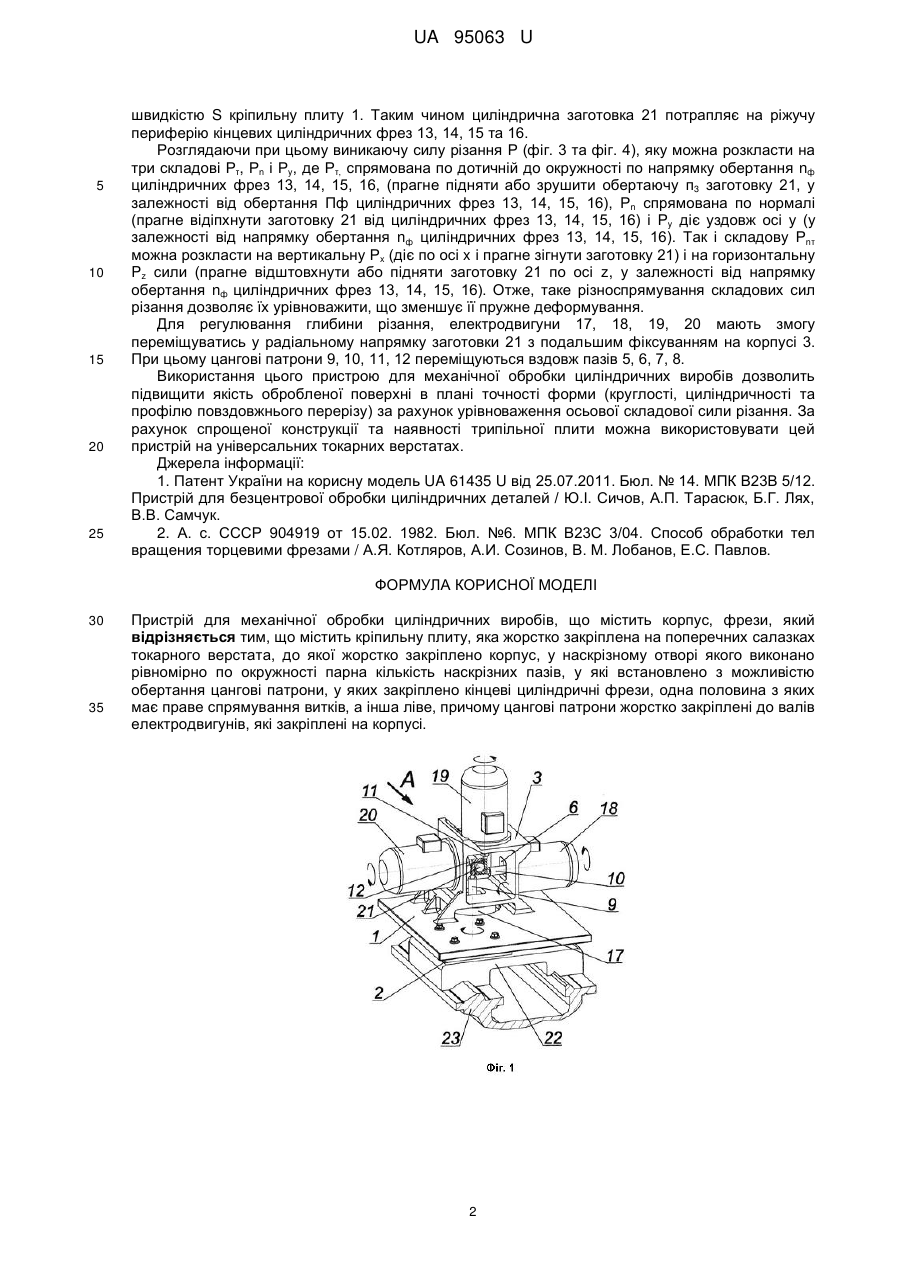
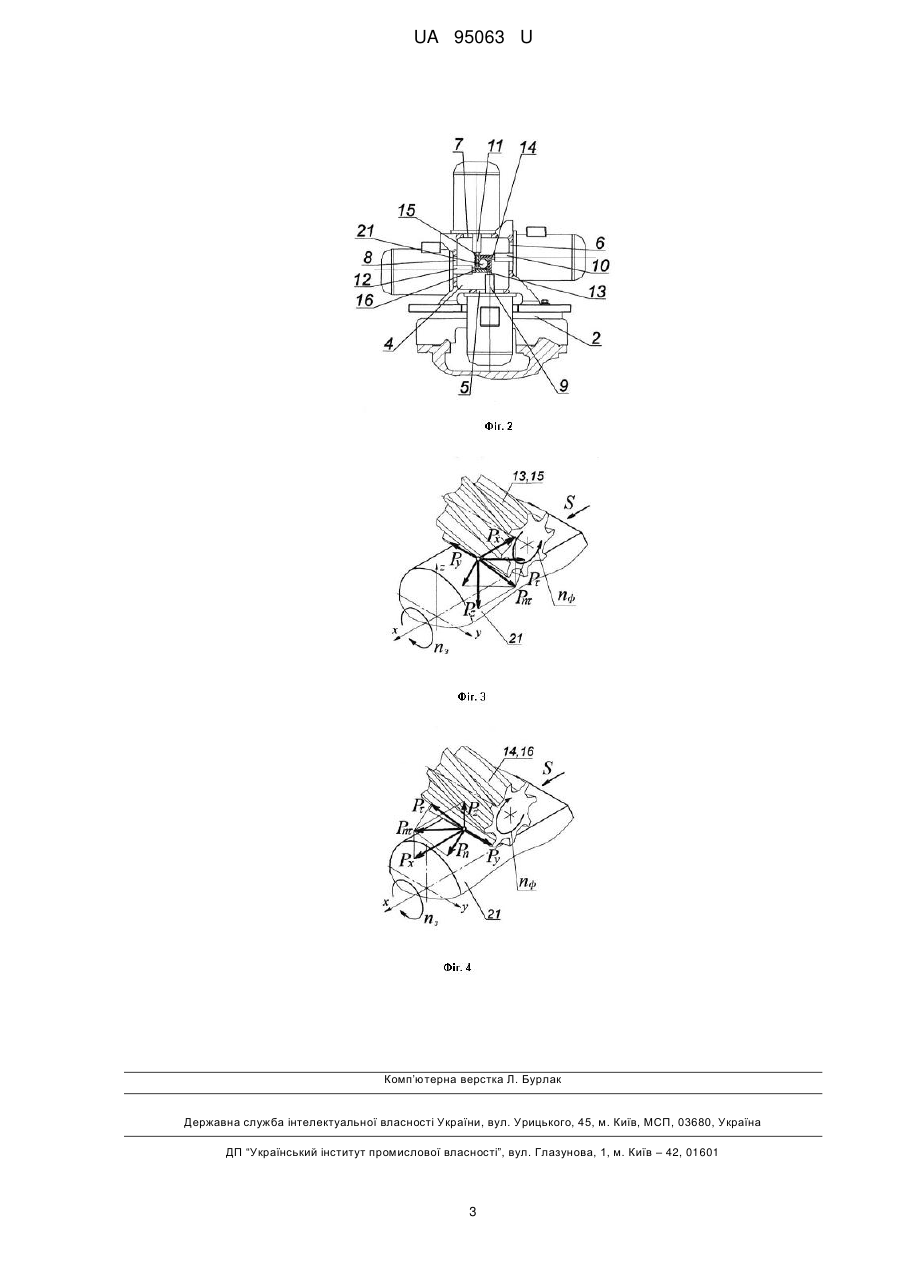
Реферат: UA 95063 U UA 95063 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі обробки як металевих, так і не металевих матеріалів різанням, і може бути використана при обробці відносно довгих заготовок, циліндричної форми (шток, труба, пруток, вісі, вали тощо). Є відомою конструкція пристрою для безцентрової обробки циліндричних деталей [1], який складається з корпусу, у якому з можливістю обертання встановлені дві різцеві головки, у внутрішніх отворах, яких рівномірно по усій окружності розташовані ріжучі елементи (різці), щонайменш по чотири у кожній головці, а по зовнішньому діаметру мають конічні зубчасті вінці, що знаходяться в зачепленні з приводним конічним колесом. Недоліком цієї конструкції є низька якість обробки в плані отримання точності форми (круглості, циліндричності та профілю повздовжнього перерізу) з причини того, що відсутня можливість урівноважувати осьову складову сили різання, яка діє вздовж заготовки по напрямку руху подачі різьових головок. Так в процесі різання циліндрична заготовка (особливо відносно малого діаметра із пружних матеріалів) втрачає пружну рівновагу (згинається), а вже після обробки виріб повертається у первісний рівноважний стан. Найбільш близьким аналогом є конструкція способу обробки тіл обертання торцевими фрезами [2], що містить комплект торцевих фрез, що обертаються зі швидкістю різання за допомогою конічних шестерень від головного порожнього шпинделя верстата із шестірнею, що знаходиться в зачепленні із шестірнею приводу верстата. У той же час, силовий опорний каркас разом зі шпиндельними блоками торцевих фрез, незалежно від головного порожнього шпинделя верстата із шестерень, робить обертання з розрахунковою швидкістю навколо подовжньої осі заготовки за допомогою зубцюватого вінця, установленого на каркасі, і шестірні незалежного приводу кругової подачі. Заготовку затискають, центрують щодо осі головного шпинделя із шестірнею, а також подають у зону різання за допомогою затискних призм, що подають, останні підхоплюють і повідомляють заготівлі рух подовжньої подачі по виходу заготівлі з отвору порожнього головного шпинделя із шестірнею. Складність конструкції є головним недоліком пристрою, яка унеможливлює її використовувати з універсальними токарними верстатами. Задача корисної моделі спрямована на підвищення отримання точності форми (круглості, циліндричності та профілю повздовжнього перерізу) циліндричного виробу за рахунок урівноваження складових сили різання та спрощення конструкції, яку можна було б використовувати на універсальних токарних верстатах. Поставлена задача вирішується тим, що пристрій для механічної обробки циліндричних виробів містить кріпильну плиту, яка жорстко закріплена на поперечних салазках токарного верстата, до якої жорстко закріплено корпус, у наскрізному отворі якого виконана рівномірно по окружності парна кількість наскрізних пазів, у які встановлено з можливістю обертання цангові патрони, у яких закріплено кінцеві циліндричні фрези, одна половина з яких має праве спрямування витків, а інша ліве, причому цангові патрони жорстко закріплені до валів електродвигунів, які закріплені на корпусі. Суть корисної моделі пояснюється кресленням, де на фіг. 1 зображено пристрій для механічної обробки циліндричних виробів, на фіг. 2 вид А фіг. 1, на фіг. 3 зображено схему дії складових сил різанні з боку кінцевих циліндричних фрез на заготовку при зустрічному різанні; на фіг. 4 зображено схему дії складових сил різанні з боку кінцевих циліндричних фрез на виріб при побіжному різанні. Запропонований пристрій для механічної обробки циліндричних виробів складається з кріпильної плити 1, яка жорстко закріплюється на поперечних салазках 2 токарного верстата, до якої жорстко закріплено корпус 3, у наскрізному отворі 4 якого виконано рівномірно по окружності парна кількість наскрізних пазів (наприклад чотири) 5, 6, 7, 8 у які встановлено з можливістю обертання цангові патрони 9, 10, 11, 12, у яких закріплено кінцеві циліндричні фрези 13, 14, 15, 16, одна половина з яких має праве спрямування витків, а інша ліве, причому цангові патрони 9, 10, 11, 12 жорстко закріплені до валів електродвигунів 17, 18, 19, 20, які фіксуються на корпусі. Запропонований пристрій для механічної обробки циліндричних виробів працює наступним чином. Через головний привід токарного верстата надається обертовий рух патрону (на фіг. 1, фіг. 2, фіг. 3 та фіг. 4 не вказано), у якому закріплена циліндрична заготовка 21. Після цього електродвигунами 17, 18, 19, 20 надається обертовий момент кінцевим циліндричним фрезам 13, 14, 15, 16, причому так, що кінцеві циліндричні фрези 13 та 15 обертаються в протилежну сторону відносно одна одній і відповідно кінцеві циліндричних фрез 14 та 16 теж обертаються в протилежну сторону відносно одна одній. Далі приводом поздовжньої подачі (на фіг. 1, фіг. 2, фіг. 3 та фіг. 4 не вказано) супорт 22, рухаючись по направляючих станини 23, переміщує зі 1 UA 95063 U 5 10 15 20 25 швидкістю S кріпильну плиту 1. Таким чином циліндрична заготовка 21 потрапляє на ріжучу периферію кінцевих циліндричних фрез 13, 14, 15 та 16. Розглядаючи при цьому виникаючу силу різання Ρ (фіг. 3 та фіг. 4), яку можна розкласти на три складові Рτ, Рn і Рy, де Ρτ, спрямована по дотичній до окружності по напрямку обертання nф циліндричних фрез 13, 14, 15, 16, (прагне підняти або зрушити обертаючу п3 заготовку 21, у залежності від обертання Пф циліндричних фрез 13, 14, 15, 16), Рn спрямована по нормалі (прагне відіпхнути заготовку 21 від циліндричних фрез 13, 14, 15, 16) і Рy діє уздовж осі у (у залежності від напрямку обертання nф циліндричних фрез 13, 14, 15, 16). Так і складову Рnτ можна розкласти на вертикальну Рx (діє по осі x і прагне зігнути заготовку 21) і на горизонтальну Pz сили (прагне відштовхнути або підняти заготовку 21 по осі z, у залежності від напрямку обертання nф циліндричних фрез 13, 14, 15, 16). Отже, таке різноспрямування складових сил різання дозволяє їх урівноважити, що зменшує її пружне деформування. Для регулювання глибини різання, електродвигуни 17, 18, 19, 20 мають змогу переміщуватись у радіальному напрямку заготовки 21 з подальшим фіксуванням на корпусі 3. При цьому цангові патрони 9, 10, 11, 12 переміщуються вздовж пазів 5, 6, 7, 8. Використання цього пристрою для механічної обробки циліндричних виробів дозволить підвищити якість обробленої поверхні в плані точності форми (круглості, циліндричності та профілю повздовжнього перерізу) за рахунок урівноваження осьової складової сили різання. За рахунок спрощеної конструкції та наявності трипільної плити можна використовувати цей пристрій на універсальних токарних верстатах. Джерела інформації: 1. Патент України на корисну модель UA 61435 U від 25.07.2011. Бюл. № 14. МПК В23В 5/12. Пристрій для безцентрової обробки циліндричних деталей / Ю.І. Сичов, А.П. Тарасюк, Б.Г. Лях, В.В. Самчук. 2. А. с. СССР 904919 от 15.02. 1982. Бюл. №6. МПК В23С 3/04. Способ обработки тел вращения торцевими фрезами / А.Я. Котляров, А.И. Созинов, В. М. Лобанов, Е.С. Павлов. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Пристрій для механічної обробки циліндричних виробів, що містить корпус, фрези, який відрізняється тим, що містить кріпильну плиту, яка жорстко закріплена на поперечних салазках токарного верстата, до якої жорстко закріплено корпус, у наскрізному отворі якого виконано рівномірно по окружності парна кількість наскрізних пазів, у які встановлено з можливістю обертання цангові патрони, у яких закріплено кінцеві циліндричні фрези, одна половина з яких має праве спрямування витків, а інша ліве, причому цангові патрони жорстко закріплені до валів електродвигунів, які закріплені на корпусі. 2 UA 95063 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюSamchuk Volodymyr Volodymyrovych
Автори російськоюСамчук Владимир Владимирович
МПК / Мітки
Мітки: виробів, обробки, пристрій, механічної, циліндричних
Код посилання
<a href="https://ua.patents.su/5-95063-pristrijj-dlya-mekhanichno-obrobki-cilindrichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для механічної обробки циліндричних виробів</a>
Пристрій для безцентрової обробки циліндричних виробів
Номер патенту: 92701
Опубліковано: 26.08.2014
Автори: Тарасюк Анатолій Петрович, Лях Бенгард Григорович, Самчук Володимир Володимирович, Сичов Юрій Іванович
МПК: B23B 5/12
Мітки: безцентрової, циліндричних, обробки, пристрій, виробів
Формула / Реферат:
Пристрій для безцентрової обробки циліндричних виробів, що містить корпус, зубчасті колеса, який відрізняється тим, що складається з корпусу, у якому встановлений з можливістю обертання навколо своєї осі циліндр, який має осьовий наскрізний отвір і вздовж рівномірно по окружності наскрізні пази, у які встановлені по дві жорстко закріплені осі, на кожній одній з яких з можливістю обертання встановлені дискові фрези, до яких жорстко закріплені...
Пристрій для обробки циліндричних отворів
Номер патенту: 92698
Опубліковано: 26.08.2014
Автор: Самчук Володимир Володимирович
МПК: B23B 29/03
Мітки: отворів, циліндричних, обробки, пристрій
Формула / Реферат:
Пристрій для обробки циліндричних отворів, що містить корпус, зубчасті колеса, вал, втулку, який відрізняється тим, що в корпусі з можливістю обертання встановлений шпиндель, у якому виконаний осьовий наскрізний отвір та вздовж рівномірно по окружності наскрізні пази, у які встановлені по дві жорстко закріплені осі, на кожній одній з яких з можливістю обертання встановлені дискові фрези, до яких жорстко закріплені зубчасті колеса, які...
Пристрій для струминної обробки довгомірних циліндричних виробів
Номер патенту: 2758
Опубліковано: 16.08.2004
Автори: Максименко Вадим Михайлович, Рожков Олександр Дмитрович, Пергат Владислав Васильович, Мартинов Володимир Ілліч
МПК: C23G 3/00
Мітки: струминної, виробів, обробки, пристрій, циліндричних, довгомірних
Формула / Реферат:
1. Пристрій для струминної обробки довгомірних циліндричних виробів, який містить ємність для розчину з насосом, прохідну камеру, транспортний засіб, сопла подачі розчину і повітря, який відрізняється тим, що він оснащений шламовідстійником і кільцевими колекторами, причому на прохідній камері розташований повітропідвідний розтруб, в основі якого закріплена пориста мембрана, а сопла встановлені на кільцевих колекторах, розміщених по обидва...
Пристрій для безцентрової обробки циліндричних деталей
Номер патенту: 82812
Опубліковано: 12.08.2013
Автори: Самчук Володимир Володимирович, Сичов Юрій Іванович, Лях Бенгард Григорович, Тарасюк Анатолій Петрович
МПК: B23B 5/12
Мітки: циліндричних, пристрій, безцентрової, обробки, деталей
Формула / Реферат:
Пристрій для безцентрової обробки циліндричних деталей, що містить корпус, циліндричні зубчасті вінці, ріжучі головки, який відрізняється тим, що в корпусі з можливістю обертання встановлена втулка та планшайба, які мають центрові наскрізні отвори і зовнішні циліндричні зубчасті вінці, і рівномірно по усій окружності планшайби жорстко прикріплені вісім осей, на яких встановлені з можливістю обертання ріжучі головки, які мають зовнішні...
Пристрій для пакування циліндричних виробів
Номер патенту: 63941
Опубліковано: 25.10.2011
Автори: Гордєєв Андрій Сергійович, Святуха Анатолій Якимович
МПК: B65B 35/00
Мітки: пристрій, виробів, циліндричних, пакування
Формула / Реферат:
Пристрій для пакування циліндричних виробів, що містить встановлений один під іншим барабан і ролик, що мають осередки й механізм для подачі пакувального матеріалу, який відрізняється тим, що він оснащений додатковими барабаном і роликом, розташованими поруч і в одній площині з існуючими барабаном і роликом, розташованим рядом і в одній площині із зазначеним роликом, причому під роликами встановлений дозуючий ролик з осередками, причому...
Попередній патент: Пристрій для активної пролонгованої санації очеревинної порожнини
Наступний патент: Пристрій для фрезерування відкритих пазів
Випадковий патент: Спосіб боротьби з небажаними рослинами