Спосіб одержання сифонних злитків
Номер патенту: 96572
Опубліковано: 10.02.2015
Автори: Чикота Ярослав Михайлович, Злигорєв Віталій Миколайович, Грачов Ігор Анатолійович, Гур'єв Андрій Анатолійович, Шумаков Володимир Федорович, Бугайов Олександр Миколайович, Глинський Віталій Миколайович

Формула / Реферат
Спосіб одержання сифонних злитків, при якому здійснюють збирання оснастки, що включає укладання на піддонні ливникової системи, подальше встановлення центрової та виливниць, а також подачу рідкого металу через центрову у виливниці із подальшою кристалізацією злитків, який відрізняється тим, що після встановлення центрової на піддоння в кожній зоні піддоння одержання злитка максимальної висоти виконують встановлення проміжного піддоння та виливниці, а в кожній зоні піддоння одержання злитка меншої висоти - додаткового піддоння або декількох додаткових піддонів і надалі проміжного піддоння та виливниці.
Текст
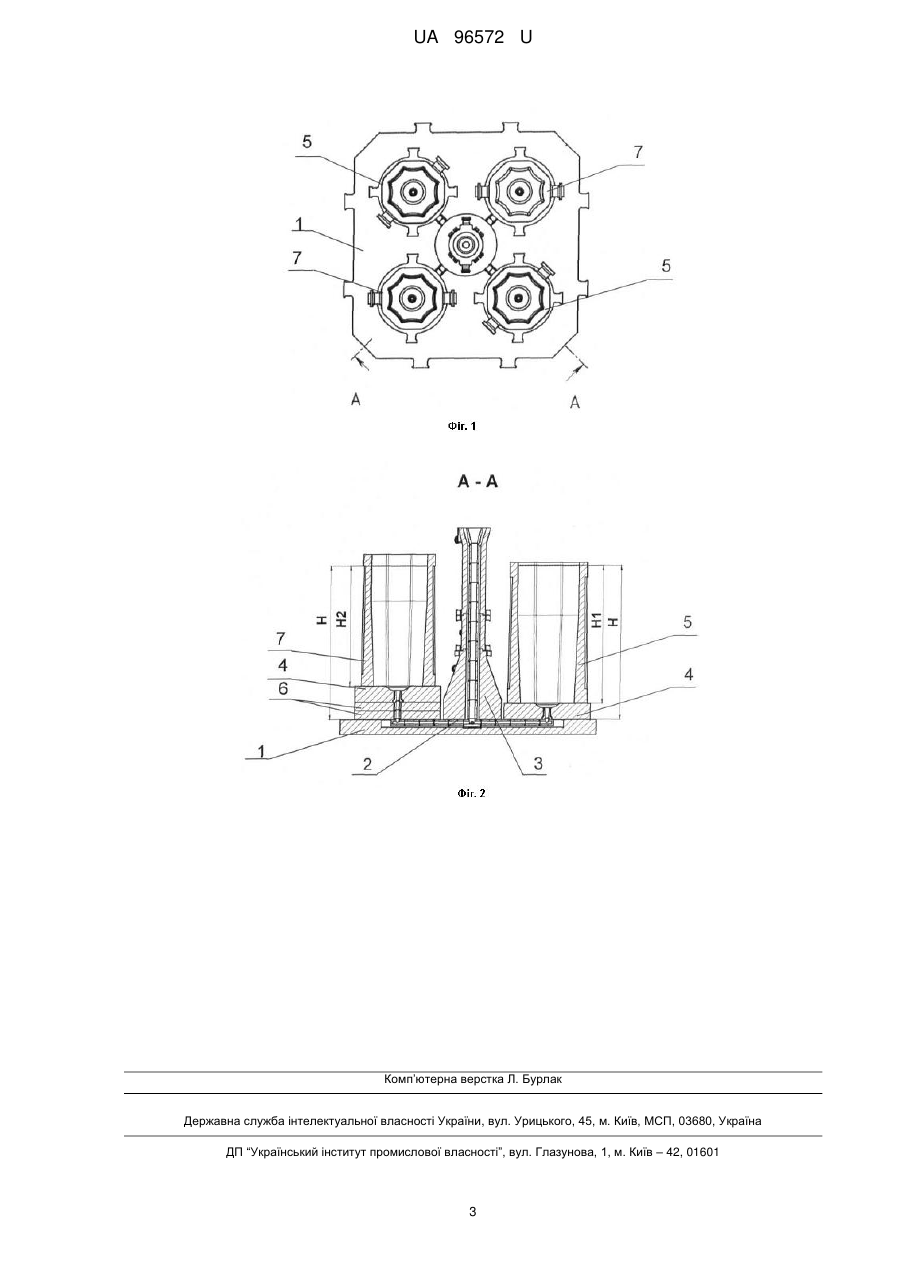
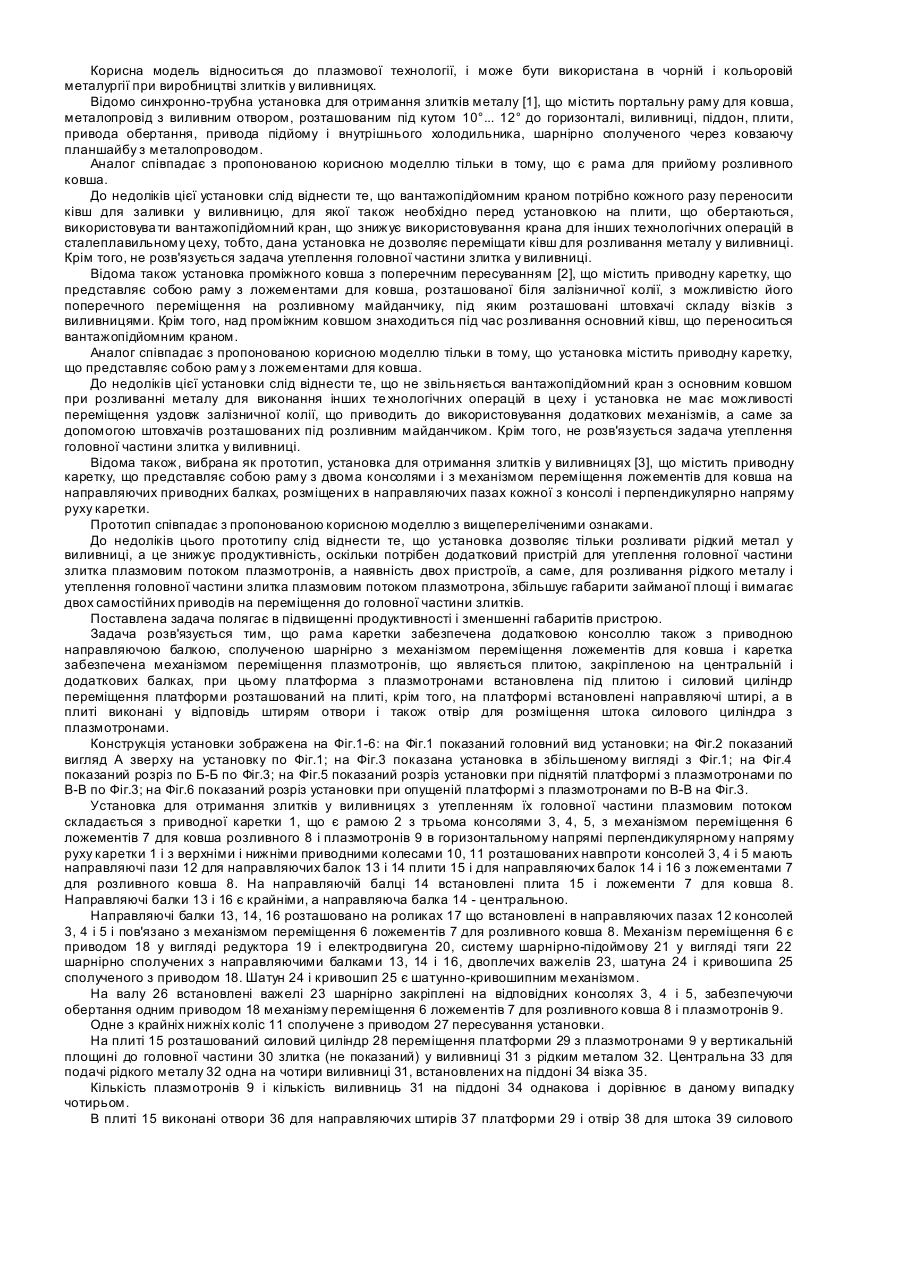
Реферат: Спосіб одержання сифонних злитків, при якому здійснюють збирання оснастки включає укладання на піддонні ливникової системи, подальше встановлення центрової та виливниць, а також подачу рідкого металу через центрову у виливниці із подальшою кристалізацією злитків. Після встановлення центрової на піддоння в кожній зоні піддоння одержання злитка максимальної висоти виконують встановлення проміжного піддоння та виливниці, а в кожній зоні піддоння одержання злитка меншої висоти - додаткового піддоння або декількох додаткових піддонів і надалі проміжного піддоння та виливниці. UA 96572 U (12) UA 96572 U UA 96572 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії при виробництві ковальських злитків, а саме - до способів розливання сталі сифоном. Розливання сталі сифоном має переваги, пов'язані, зокрема з одночасним заливанням декількох злитків, поступовим підняттям металу у виливниці, а також застосуванням захисту дзеркала металу у виливниці. Відомий спосіб сифонного розливання сталі, впроваджений на Новокраматорському машинобудівному заводі (далі - НКМЗ), для реалізації якого центровий ливник та виливниці встановлюють на масивній чавунній плиті із каналами (променями), в які укладають сифонну проводку. При заливанні метал із ковша поступає в воронку центрового ливника, звідки через зірочку розподіляється по сифонним каналах до виливниць для наступної його кристалізації в злитках [див. Металлургия стали: Учебник для вузов / Явойский В.И., Кряковский Ю.В., Григорьев В.П., Нечкин Ю.М, Кравченко В.Ф., Бородин Д.И. - М.: Металлургия, 1983. - 584 с. - С. 345-348]. Даний спосіб характеризується наступними ознаками: - укладання на масивній чавунній плиті (піддонні) системи із вогнетривких матеріалів; - встановлення на променевому піддонні центрового ливника (центрової), що приймає рідкий метал; - встановлення виливниць; - подача в центрову рідкого металу; - кристалізація злитків у виливницях. За сукупністю суттєвих ознак описаний спосіб одержання сифонних злитків є найбільш близьким аналогом (прототипом). Недоліком даного способу є відсутність можливості одночасного одержання на одному піддонні злитків різної висоти з однієї марки сталі, що збільшує кількість технологічних операцій, знижує продуктивність розливання та підвищує собівартість злитків. В основу корисної моделі поставлена задача - створити спосіб одержання сифонних злитків, що забезпечує підвищення продуктивності розливання з одночасним зниженням собівартості злитків. Ця задача вирішується за рахунок технічного результату, що полягає в здійсненні одночасного одержання злитків різної висоти на одному піддонні. Для досягнення зазначеного технічного результату при одержанні сифонних злитків виконуються наступні технологічні операції: - укладання в променях піддоння ливникової системи із вогнетривких матеріалів відповідно до кількості злитків, що заливаються; - встановлення на піддоння центрової, що приймає рідкий метал із ковша; - встановлення в кожній зоні піддоння одержання злитка максимальної висоти проміжного піддоння та виливниці; - встановлення в кожній зоні піддоння одержання злитка меншої висоти додаткового піддоння або декількох додаткових піддонів, а потім проміжного піддоння та виливниці (склад і кількість додаткових піддонів змінюється в залежності від кількості та рівнів висот злитків); - подача рідкого металу із ковша в центрову та заповнення виливниць із урахуванням ефекту сполучених посудин; - кристалізація злитків у виливницях із однаковим рівнем металу щодо рівня основного піддоння та різними абсолютними висотами злитків. Відомий і заявлений способи мають наступні подібні ознаки: спосіб одержання сифонних злитків, при якому здійснюють збирання оснастки, що включає укладання на піддоні ливникової системи, подальше встановлення центрової та виливниць, а також подачу рідкого металу через центрову у виливниці із подальшою кристалізацією злитків. Заявлений спосіб має такі відмітні ознаки: після встановлення центрової на піддоння в кожній зоні піддоння одержання злитка максимальної висоти виконують встановлення проміжного піддоння та виливниці, а в кожній зоні піддоння одержання злитка меншої висоти додаткового піддоння або декількох додаткових піддонів і надалі проміжного піддоння та виливниці. Склад оснастки кожного променя піддоння, зокрема кількість додаткових піддонів, визначається різницею у висоті злитків. Оптимальний висотний крок злитків становить 50 мм, а висота додаткових піддонів - 100 та/або 150 мм. Оптимальний набір різних за масою злитків на одному багатопроменевому піддоні визначається з урахуванням дискретності за висотою злитків. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. 1 UA 96572 U 5 10 15 20 25 30 35 40 За рахунок застосування при розливанні сталі додаткового піддоння або декількох додаткових піддонів, встановлюваних для одержання злитка меншої висоти, при одному рівні наповнення виливниць металом (за принципом сполучених посудин) висота залитого металу у виливницю відрізнятиметься на величину висоти додаткового піддоння або суму висот декількох додаткових піддонів. В результаті виконання заливання та наступної кристалізації металу у виливницях будуть одночасно одержані злитки різної висоти на одному піддонні з однієї марки сталі. Зменшення кількості технологічних операцій, необхідних для заливання злитків різної висоти дозволяє підвищити продуктивність розливання сталі та знизити собівартість злитків. Виключення із вищевказаної сукупності відмітних ознак хоча б однієї не забезпечує досягнення зазначеного технічного результату. Заявлене технічне рішення не відоме з рівня техніки, тому є новим. Суть корисної моделі більш повно розкривається за допомогою графічних матеріалів, де зображені на: фіг. 1 - схема збирання оснастки для заливання злитків різної висоти на одному піддоні (вид зверху); на фіг. 2 - переріз А-А на фіг. 1. Збирання оснастки для одержання сифонних злитків виконували наступним чином. На чотирипроменевому піддоні 1 (фіг. 1) виконали укладання ливникової системи 2 (фіг. 2) і встановили центрову 3. У двох зонах піддоння 1 (фіг. 1 і 2) (діагонально) розмістили проміжні піддоння 4 та виливниці 5 (фіг. 1) для отримання злитків максимальної висоти НІ (фіг. 2). У двох інших зонах піддоння 1 розмістили додаткові піддоння 6 для одержання злитків меншої (мінімальної) висоти Н2. На додаткові піддоння 6 встановили проміжні піддоння 4 із виливницями 7. Для кристалізації злитків висотою Н1 і Н2 здійснили подачу рідкого металу в центрову 3 і надалі у виливниці 5 і 7 на висоту Н. У виробничих умовах НКМЗ були реалізовані технологічні прийоми для одночасного одержання злитків вагою 14000 і 16000 кг зі сталі 08ГДНФ. В результаті технічного експерименту більш ніж у три рази досягнуто зниження витрат на вогнетривкі матеріали сифонної проводки в порівнянні із відомим традиційним способом сифонного розливання сталі. Таким чином, при реалізації способу одночасного одержання сифонних злитків різної висоти на одному піддоні забезпечується підвищення продуктивності розливання з одночасним зниженням собівартості злитків. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб одержання сифонних злитків, при якому здійснюють збирання оснастки, що включає укладання на піддонні ливникової системи, подальше встановлення центрової та виливниць, а також подачу рідкого металу через центрову у виливниці із подальшою кристалізацією злитків, який відрізняється тим, що після встановлення центрової на піддоння в кожній зоні піддоння одержання злитка максимальної висоти виконують встановлення проміжного піддоння та виливниці, а в кожній зоні піддоння одержання злитка меншої висоти - додаткового піддоння або декількох додаткових піддонів і надалі проміжного піддоння та виливниці. 2 UA 96572 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюShumakov Volodymyr Fedorovych, Zlyhoriev Vitalii Mykolaiovych, Hrachov Ihor Anatoliiovych, Hlynskyi Vitalii Mykolaiovych
Автори російськоюШумаков Владимир Федорович, Злигорев Виталий Николаевич, Грачев Игорь Анатольевич, Глинский Виталий Николаевич
МПК / Мітки
МПК: B22D 7/00, B22D 47/00
Мітки: спосіб, злитків, сифонних, одержання
Код посилання
<a href="https://ua.patents.su/5-96572-sposib-oderzhannya-sifonnikh-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання сифонних злитків</a>
Установка для одержання злитків у виливницях з утепленням їх головної частини плазмовим потоком
Номер патенту: 23604
Опубліковано: 11.06.2007
Автори: Івашенко Валерій Петрович, Бродецький Олександр Леонідович, Ганжа Віктор Микитович, Дунаєвський Богдан Леонідович, Кравченко Юрій Вікторович, Поспєлкін Дмитро Леонідович, Неклеса Анатолій Тимофійович, Супрун Володимир Павлович, Петренко Віталій Олександрович, Мельников Борис Львович
МПК: B22D 9/00
Мітки: установка, потоком, одержання, злитків, частини, виливницях, утепленням, головної, плазмовим
Формула / Реферат:
Установка для отримання злитків у виливницях з утепленням їх головної частини плазмовим потоком, що містить привідну каретку з рамою з двома консолями і з механізмом переміщення ложементів для ковша на напрямних привідних балках, розміщених в напрямних пазах кожної з консолей і перпендикулярно напрямку руху каретки, яка відрізняється тим, що рама каретки забезпечена додатковою консоллю з привідною напрямною балкою, з'єднаною шарнірно з...
Спосіб одержання злитків електрошлаковою переплавкою
Номер патенту: 28530
Опубліковано: 10.12.2007
Автори: Шибістий Сергій Борисович, Білоник Ігор Методійович, Панченко Олександр Іванович, Зиков Ігор Юрійович, Давидченко Станіслав Володимирович, Сальніков Анатолій Семенович, Попов Веніамін Степанович, Логозинський Ігор Миколайович
МПК: C22B 9/18
Мітки: електрошлаковою, одержання, злитків, переплавкою, спосіб
Формула / Реферат:
Спосіб одержання злитків електрошлаковою переплавкою, при якому вводять інокулятор у шлакову ванну з наступною обробкою рідкої металевої ванни, який відрізняється тим, що інокулятор починають вводити в період формування головної частини злитка в кількості, що складає 10-75 % від маси металу, що переплавляється в цей період, при цьому використовують інокулятор фракцією 2-10 мм.
Спосіб вібронавантаження злитків з рідкою серцевиною
Номер патенту: 58481
Опубліковано: 11.04.2011
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: злитків, рідкою, вібронавантаження, спосіб, серцевиною
Формула / Реферат:
Спосіб вібронавантаження злитків з рідкою серцевиною металу, який відрізняється тим, що вібронавантаження виконують у процесі переміщення злитків від сталерозливного до обтискного цеху на візках з колесами, з параметрами коліс d/R=0,005-0,06, де d - висота рельєфу; R - радіус коліс візка.
Спосіб одержання поліквазікристалічних злитків з порошків системи алюміній-мідь-залізо
Номер патенту: 47658
Опубліковано: 15.09.2004
Автори: Стегній Анатолій Іванович, Пінчук Наталія Дмитрівна, Демідік Олександр Миколайович, Школьний Валентин Кирилович, Фролов Геннадій Олександрович, Майборода Володимир Петрович
МПК: B22F 3/14, C22C 21/12, C22C 1/04
Мітки: одержання, алюміній-мідь-залізо, злитків, спосіб, системі, поліквазікристалічних, порошків
Формула / Реферат:
Спосіб одержання поліквазікристалічних злитків з порошків системи алюміній-мідь-залізо, який включає використання порошків вихідних компонентів, пресування їх суміші та їх плавлення, який відрізняється тим, що для суцільності злитка і утворення і-фази в кількості 95 об. % як вихідні компоненти для виготовлення пресованої заготовки використовують порошки з розміром фракцій від 0,04 до 1,0 мм, а її плавлення здійснюють з витримкою 2,5-4,5 хв. з...
Пристрій для одержання злитків у виливницях з утепленням їхньої головної частини плазмовим потоком на піддонах залізничних візків
Номер патенту: 87858
Опубліковано: 25.02.2014
Автори: Дунаєвський Богдан Леонідович, Поспєлкін Дмитро Леонідович, Ферко Олександр Іванович, Андрощук Андрій Володимирович, Ганжа Віктор Микитович, Петренко Віталій Олександрович, Савченко Петро Григорович, Супрун Володимир Павлович, Іващенко Валерій Петрович, Гриненко Антон Олександрович
МПК: B22D 9/00
Мітки: головної, злитків, плазмовим, потоком, залізничних, пристрій, їхньої, виливницях, одержання, візків, частини, піддонах, утепленням
Формула / Реферат:
1. Пристрій для одержання злитків у виливницях з утепленням їхньої головної частини плазмовим потоком на піддонах залізничних візків, що містить приводну каретку, що являє собою триконсольну раму із трьома приводними балками для двох ложементів ковша і для плити, що закріплена на центральній і іншій крайній балках, платформу із плазмотронами, що установлена під плитою й приводну у вертикальній площині за допомогою силового циліндра та...
Попередній патент: Спосіб прогнозування ризику розвитку серцево-судинних подій у хворих з серцево-судинною патологією
Наступний патент: Спосіб обробки насіння люцерни посівної
Випадковий патент: Композиція інгредієнтів профілактичного бальзаму "щедрість карпат"