Спосіб та електрокальцинатор для прожарювання сипучого вуглецевого матеріалу
Номер патенту: 97422
Опубліковано: 10.02.2012
Автори: Токарєв Ігор Іванович, Крилов Євген Петрович, Лакомський Віктор Йосипович
Формула / Реферат
1. Спосіб прожарювання сипучого вуглецевого матеріалу, що включає завантаження цього матеріалу в електрокальцинатор, пропускання матеріалу із забезпеченням його перемішування послідовно через розширені та звужені зони електрокальцинатора з одночасним нагріванням матеріалу і вивантаження готового продукту, який відрізняється тим, що прожарювання сипучого вуглецевого матеріалу здійснюють послідовним його пропусканням через зони низькопотенціального та високопотенціального нагріву.
2. Спосіб за п. 1, який відрізняється тим, що в електрокальцинаторі частково або повністю спалюють піролізні гази без спалювання самого сипучого вуглецевого матеріалу або з частковим його спалюванням.
3. Електрокальцинатор для прожарювання сипучого вуглецевого матеріалу, який містить вертикально орієнтовану циліндричну футеровану шахту з електрично нейтральним дроселем у верхній частині, підключені до електричного ланцюга живлення верхній та нижній електроди, пристрої завантаження й вивантаження та засіб охолодження готового продукту, який відрізняється тим, що додатково в його шахті встановлений принаймні один дросель, підключений до електричного ланцюга живлення електрокальцинатора.
4. Електрокальцинатор за п. 3, який відрізняється тим, що його нижній електрод займає всю донну частину шахти і виконаний у вигляді подового блока з приймальною воронкою та центральним отвором для вивантаження готового продукту.
5. Електрокальцинатор за п. 3 або 4, який відрізняється тим, що засіб охолодження готового продукту вмонтований в нижній електрод.
Текст
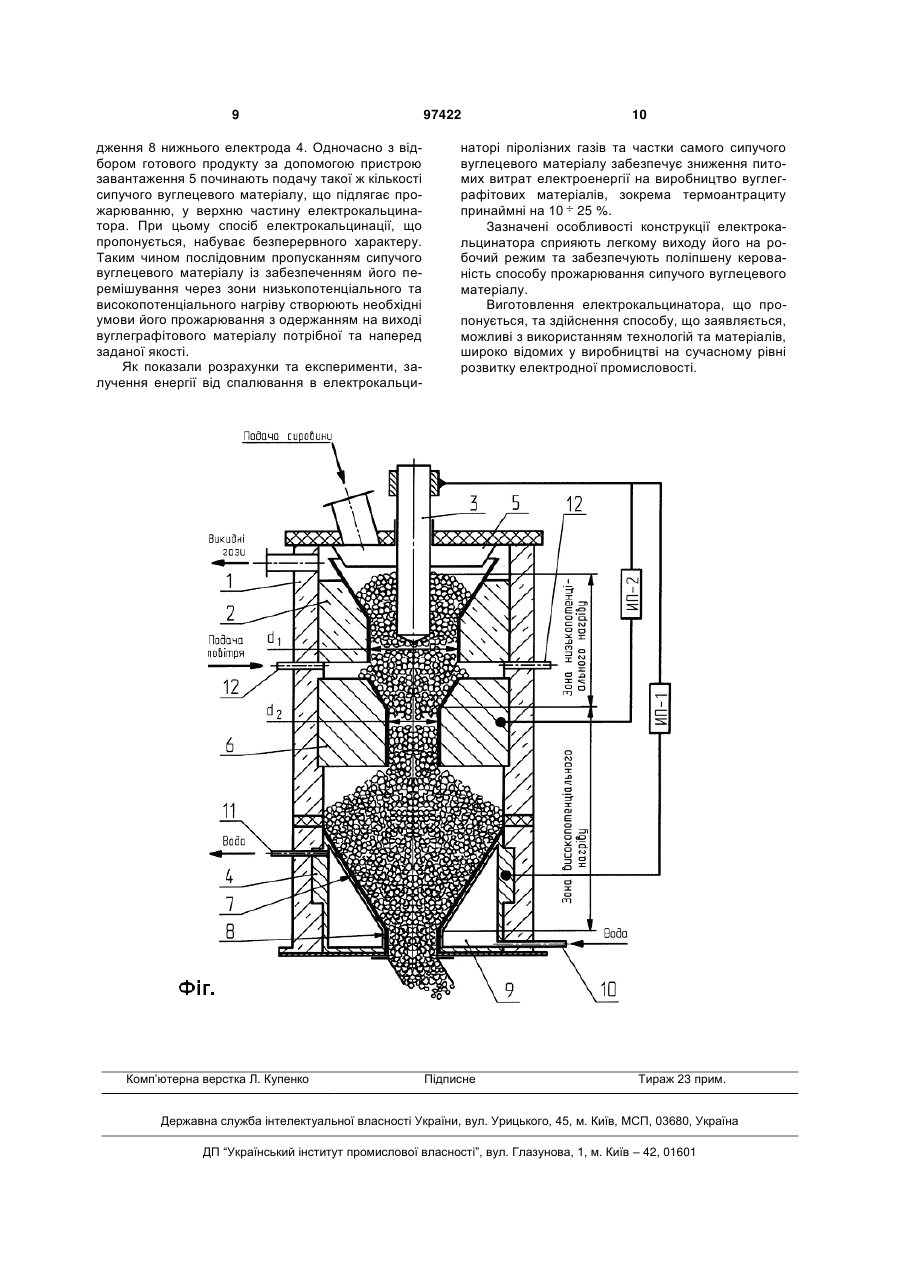
1. Спосіб прожарювання сипучого вуглецевого матеріалу, що включає завантаження цього матеріалу в електрокальцинатор, пропускання матеріалу із забезпеченням його перемішування послідовно через розширені та звужені зони електрокальцинатора з одночасним нагріванням матеріалу і вивантаження готового продукту, який відрізняється тим, що прожарювання сипучого вуглецевого матеріалу здійснюють послідовним C2 2 (19) 1 3 по його перерізу: більш, ніж 2500 °С у центральній частині його шахти та 700-1200 °С - у периферійній частині шахти біля футерівки. Неоднорідність властивостей вуглеграфітових матеріалів, що були піддані прожарюванню при таких різних температурах, виявляється настільки суттєвою, що у відомому «Способ и обжиговая печь для электрического обжига углеродсодержащего материала» (патент РФ № 2167377, F27B 1/09, опубл. 20.05.2001) передбачений відбір на виході вуглецевого матеріалу двома потоками: першим, що пройшов прожарювання у центральній частині печі, та другим, що пройшов прожарювання у периферійній її частині. Прожарений матеріал центрального потоку використовують як сировину для виготовлення відповідальної продукції, такої як електроди, обмазувальна маса для самоспікливих електродів, графітова добавка до мастильних матеріалів та т. і. Матеріал периферійного потоку використовують для виготовлення невідповідної продукції чи направляють на повторне прожарювання, що суттєво підвищує питомі витрати електроенергії на виробництво прожареного вуглецевого матеріалу високої якості. Спробу підвищення однорідності властивостей прожареного сипучого вуглецевого матеріалу за рахунок його наближення до центральної частини шахти електрокальцинатора зроблено у відомому способі, реалізованому у відомому «Электрокальцинатор непрерывного действия» (а. с. СРСР № 1434224, F27B3/08, опубл. 30.10.88). За вказаним способом сипучий вуглецевий матеріал завантажують у верхню частину футерованої вертикально орієнтованої циліндричної шахти електрокальцинатора між верхнім та нижнім електродами та пропускають його по шахті електрокальцинатора до пристрою вивантаження з одночасним прожарюванням за рахунок нагрівання електричним струмом, який пропускають через сипучий вуглецевий матеріал між електродами. При цьому сипучий вуглецевий матеріал проходить через ряд виконаних у футерівці шахти горизонтальних кільцевих виступів, які чергуються по висоті шахти, і відстань між якими закладена в залежності від кута природного укосу сипучого вуглецевого матеріалу. За вказаним способом сипучий вуглецевий матеріал хоч і наближується в шахті електрокальцинатора до її центральної частини, яка має найвищу температуру, однак рухається зверху вниз єдиним потоком без перемішування, що не може забезпечити однакових умов його прожарювання. Зависання сипучого вуглецевого матеріалу на горизонтальних кільцевих виступах створює для завислого матеріалу ще більш відмітні умови прожарювання. Вплив цих факторів не може забезпечити достатньої однорідності властивостей прожареного вуглецевого матеріалу. Відомим також є спосіб прожарювання електродного матеріалу, реалізований у відомій «Печі електрокальцинації сипучого вуглецевого матеріалу» (патент України № 72633, F27B 3/08, опубл. 15.03.2005), за яким вказаний матеріал зверху через пристрій завантаження подають у вертикально орієнтовану циліндричну шахту печі електокальцинації та пропускають його по шахті цієї печі 97422 4 до пристрою вивантаження з одночасним прожарюванням за рахунок нагрівання електричним струмом, який пропускають через сипучий вуглецевий матеріал між верхнім та нижнім електродами. Продукти сухої перегонки вуглецевого матеріалу (піролізні гази) при цьому по спеціальних газохідних каналах відводять з подальшою їх утилізацією поза межами печі електрокальцинації. Оскільки у верхній частині футерівки печі електрокальцинації встановлений електронейтральний дросель, який має наскрізний центральний отвір та обернені до верхнього електрода похилу та горизонтальну поверхні, сипучий вуглецевий матеріал, що подають з пристрою завантаження на похилу поверхню дроселя, скочується по ній природним чином до центрального отвору. Цим забезпечують як наближення сипучого вуглецевого матеріалу до центральної частини шахти, так і перемішування його під час прожарювання. У відомому способі з використанням описаної конструкції печі електрокальцинації зроблена спроба за допомогою електронейтрального дроселя зосередити силові лінії електричного струму, що перетікає від одного електрода до другого, у зоні циліндричного отвору дроселя та забезпечити перемішування сипучого вуглецевого матеріалу під час його прожарювання. За рахунок вказаного дещо підвищується однорідність властивостей сипучого вуглецевого матеріалу, що пройшов прожарювання, але вирішити цю проблему в достатній мірі не вдається через неможливість забезпечення рівномірного протікання силових ліній струму уздовж вертикальної осі печі. Утворення застійних зон нерухомого матеріалу, що накопичується на горизонтальній поверхні дроселя, оберненій до верхнього електрода, призводить до того, що цей нерухомий матеріал, який більш тривалий час перебуває під дією високих температур, набуває з часом більш низького питомого електроопору порівняно з рухомим матеріалом, що переміщується в нижню частину печі по внутрішньому отвору дроселя. В результаті струм змінює напрямок у бік матеріалу з більш низьким питомим електроопором і утворює так званий самочинний канал струму, що спричинює підвищення щільності струму в застійних зонах. Утворення самочинних каналів струму веде до декількох негативних наслідків: по-перше, порушується рівномірність протікання електричного струму по сипучому вуглецевому матеріалу під час прожарювання, що погіршує його якість; по-друге, суттєва частина електричного струму використовується непродуктивно, що призводить до невиправдано високих питомих витрат електроенергії на виробництво прожареного вуглецевого матеріалу; по-третє, підвищення щільності струму у застійних зонах біля футерівки призводить до її прискореного руйнування та підвищення витрат на ремонт печі електрокальцинації, що лягає на собівартість продукції, а в решті - до підвищеної вартості прожареного вуглецевому матеріалу, одержаного описаним способом. Найбільш близьким за технічною суттю та результатом, що досягається, є спосіб, реалізований 5 в «Печі електрокальцинації сипучого вуглецевого матеріалу» (патент України № 89263, F27B 1/09, F27D 11/00, опубл. 12.10.2009), в якій сипучий вуглецевий матеріал зверху через засіб завантаження подають до вертикально орієнтованої циліндричної шахти печі електрокальцинації, у верхній частині якої встановлений електронейтральний дросель, та пропускають цей матеріал через наскрізний центральний отвір дроселя по шахті печі електрокальцинації до пристрою вивантаження з одночасним без доступу повітря прожарюванням за рахунок нагрівання електричним струмом, який пропускають через сипучий вуглецевий матеріал між верхнім та нижнім електродами. Піролізні гази при цьому по спеціальних газохідних каналах відводять назовні з подальшою їх утилізацією поза межами печі електрокальцинації. Оскільки вся обернена до верхнього електрода поверхня дроселя виконана похилою, сипучий вуглецевий матеріал, що потрапляє на неї з засобу завантаження, скочується природним чином без створення застійних зон до центрального отвору. Цим не тільки забезпечують наближення сипучого вуглецевого матеріалу до центральної частини шахти і перемішування його під час прожарювання, але й попереджають підвищення щільності струму біля футерівки, здатного призвести до її прискореного руйнування. Крім того, для попередження відхилення струму від центральної осі печі та для підвищення за рахунок цього щільності струму у наскрізному отворі дроселя, середній і нижній пояси дроселя виконані з електропровідного матеріалу. Нижній електрод печі електрокальцинації має зовнішнє охолодження, для чого він своєю нижньою поверхнею встановлений на водоохолоджувальній опорі, бокові поверхні якої контактують з вуглецевим матеріалом, що пройшов прожарювання, та частково виконують функцію засобу охолодження готового продукту. Недоліками способу та пристрою, вибраних за найближчий аналог, є все ще високі питомі витрати електроенергії на виробництво вуглеграфітових матеріалів, та важкість виходу печі електрокальцинації на робочий режим. В основу винаходу поставлена задача створення економічного та добре керованого способу прожарювання сипучого вуглецевого матеріалу та електрокальцинатора для реалізації цього способу, позбавлених недоліків найближчого аналога. Поставлена задача вирішується за рахунок того, що в способі прожарювання сипучого вуглецевого матеріалу, який включає завантаження матеріалу в електрокальцинатор, пропускання матеріалу із забезпеченням його перемішування через розширені та звужені зони електрокальцинатора з одночасним його нагріванням і вивантаження готового продукту, згідно з винаходом, прожарювання матеріалу здійснюють послідовним пропусканням через зони низькопотенціального та високопотенціального нагріву. При цьому на додаток до основного електронагрівання матеріалу здійснюють додаткове за рахунок часткового або повного спалювання піролізних газів без спалювання або з частковим спалюванням сипучого вуглецевого матеріалу. 97422 6 В електрокальцинаторі для прожарювання сипучого вуглецевого матеріалу, який містить вертикально орієнтовану циліндричну футеровану шахту з електронейтральним дроселем у верхній частині, підключені до ланцюга живлення верхній та нижній електроди, пристрої завантаження та вивантаження, а також засоби охолодження готового продукту, згідно з винаходом, додатково в його шахті встановлений принаймні один дросель, підключений до електричного ланцюга живлення. Крім того, нижній електрод займає всю донну частину шахти і виконаний у вигляді подового блока з приймальною воронкою та центральним отвором для вивантаження готового продукту, а засіб охолодження готового продукту вмонтований в нижній електрод. Наявність в шахті електрокальцинатора принаймні одного додаткового дроселя, підключеного до його електричного ланцюга живлення, дозволяє поділити весь міжелектродний проміжок на окремі низькопотенціальні зони, в яких простіше розпочати нагрів матеріалу, що підлягає прожарюванню, та вийти на робочий режим роботи подальшим поширенням процесу на всю шахту електрокальцинатора. За допомогою додаткових дроселів, підключених до електричного ланцюга живлення електрокальцинатора, вдається за рахунок додаткових регулюючих впливів зробити режим роботи електрокальцинатора добре керованим. Крім того, наявність принаймні одного підключеного до електричного ланцюга живлення додаткового дроселя допомагає запобіганню створення самочинних каналів струму, що підвищує якість готового продукту та знижує питомі витрати електроенергії на виробництво вуглеграфітових матеріалів, зокрема термоантрациту. Часткове або повне спалювання піролізних газів в електрокальцинаторі без спалювання або з частковим спалюванням самого матеріалу, що прожарюється, забезпечує зменшення витрат електроенергії на нагрівання матеріалу, а також дозволяє значно зменшити витрати, пов'язані з утилізацією та очищенням відхідних газів поза межами електрокальцинатора. Все це забезпечує суттєве зменшення питомих витрат електроенергії на виробництво вуглеграфітових матеріалів. Виконання нижнього електрода електрокальцинатора у вигляді займаючого всю донну частину його шахти подового блока з приймальною воронкою та центральним отвором дозволяє розосередити електричний струм, що перетікає між електродами, на значно більшу площу поверхні та знизити таким чином його руйнівну дію, що суттєво сприяє підвищенню стійкості нижнього електрода та знижує пов'язані з цим експлуатаційні витрати. Зниження експлуатаційних витрат підвищує економічність як електрокальцинатора, так і власне способу прожарювання сипучого вуглецевого матеріалу. Крім того, таке виконання нижнього електрода дозволяє використовувати його і як охолоджувач готового продукту, для чого в нижній електрод вмонтований засіб охолодження у вигляді внутрішньої водоохолоджувальної рубашки. Наявність внутрішньої водоохолоджувальної рубашки в ниж 7 ньому електроді забезпечує не тільки більш ефективне його охолодження, але й дозволяє утилізувати тепло готового продукту на технологічні потреби та на побутові потреби обслуговуючого персоналу. Можливість утилізації технологічного тепла та тепла готового продукту в електрокальцинаторі підвищує як його економічність, так і економічність способу прожарювання сипучого вуглецевого матеріалу, що пропонується. Таким чином кожна ознака та сукупність ознак способу та електрокальцинатора, що пропонуються, вирішують поставлену задачу створення економічного та добре керованого способу прожарювання сипучого вуглецевого матеріалу та електрокальцинатора для його реалізації. Суть винаходу пояснюється кресленням (Фіг.), на якому зображений вертикальний переріз найпростішого варіанта конструкції електрокальцинатора для прожарювання сипучого вуглецевого матеріалу з одним додатковим дроселем. Електрокальцинатор на кресленні зображений у робочому (завантаженому матеріалом) стані. Електрокальцинатор містить вертикально орієнтовану циліндричну футеровану шахту 1 з електрично нейтральним дроселем 2 у її верхній частині, верхній електрод 3 та нижній електрод 4, підключені до джерела ИП-1 ланцюга живлення електрокальцинатора, пристрій завантаження 5 та пристрій вивантаження (на кресленні не показаний), додатковий дросель 6, підключений до джерела ИП-2 ланцюга живлення електрокальцинатора. Дросель 2 має центральний наскрізний отвір з прохідним діаметром d1, а додатковий дросель 6 - з прохідним діаметром d2, значно меншим d1. Верхні частини центральних наскрізних отворів дроселів 2 та 6 виконані похилими з кутами нахилу, достатніми для скочування по них природним чином сипучого вуглецевого матеріалу із забезпеченням його перемішування. Джерела живлення ИП-1 та ИП-2 можуть бути як постійного, так і змінного струму, але більш економічним є використання джерел постійного струму (наприклад промислових випрямлячів). Нижній електрод 4 займає всю донну частину шахти 1 і виконаний у вигляді подового блока з приймальною воронкою 7 та центральним отвором, стінки якого утворюють канал 8 охолодження готового продукту. Як засіб охолодження нижнього електрода 4 та готового продукту використана водоохолоджувальна рубашка 9, яка вмонтована в нижній електрод. Для подачі води в водоохолоджувальну рубашку 9 передбачений трубопровід 10, а для її відведення - трубопровід 11. Електрокальцинатор також оснащений каналами 12 для регульованої подачі повітря в шахту 1. Спосіб, що заявляється, здійснюють у запропонованому електрокальцинаторі наступним чином. Спочатку визначають фізико-хімічні властивості вуглецевого матеріалу, що підлягає прожарюванню, і, перш за все, кількість тих компонентів, які мають бути видаленими з нього під час прожарювання з піролізними газами. В залежності від потрібної якості готового продукту визначаються з можливістю спалювання та кількістю вуглецевого матеріалу, який може бути спаленим 97422 8 в електрокальцинаторі для додаткового нагрівання, а також розраховують потрібну для спалювання визначеної кількості вуглецевого матеріалу та піролізних газів кількість повітря та його витрати в часі при безперервному процесі в залежності від продуктивності електрокальцинатора. Після цього за допомогою пристрою завантаження 5 подають в електрокальцинатор товарний прожарений вуглеграфітовий матеріал, заповнюючи шахту 1 та центральний отвір додаткового дроселя 6 до початку його розширення. Далі електрокальцинатор заповнюють непрожареним сипучим вуглецевим матеріалом, наприклад дробленим антрацитом марки AM гранулометричної фракції 13-25 мм, із забезпеченням занурення верхнього електрода 3 на глибину, що дорівнює приблизно трьом його діаметрам. За допомогою джерела живлення ИП-2 подають на верхній електрод 3 та на додатковий дросель 6 напругу порядку 80 W, створюючи між ними зону низькопотенціального нагріву. Під дією електричного струму, що починає перетікати між верхнім електродом 3 та додатковим дроселем 6, сипучий вуглецевий матеріал у зазначеній зоні починає розігріватись, суттєво знижуючи при цьому свій електричний опір. По досягненні температури спалахування піролізних газів, спеціальним регулятором (на кресленні не показаний) через канали 12 починають регульовану подачу повітря, чим забезпечують часткове або повне спалювання піролізних газів з додатковим нагріванням сипучого вуглецевого матеріалу за рахунок такого спалювання. За можливості використання для додаткового нагрівання частки сипучого вуглецевого матеріалу, здійснюють спалювання визначеної його кількості регульованою подачею додаткового повітря. По досягненні у зоні низькопотенціального нагріву температури 1200 °С, підключенням джерела живлення ИП-1 подають напругу порядку 180 W на верхній електрод 3 та нижній електрод 4. Одночасно або в дещо передуючому порядку за допомогою трубопроводів 10 та 11 налагоджують циркуляцію води у водоохолоджувальній рубашці 9. З підключенням ИП-1 між початком найбільш звуженої частини d2 центрального отвору додаткового дроселя 6 та нижнім електродом 4 створюється зона високопотенціального нагріву. Товарний прожарений вуглеграфітовий матеріал починає розігріватися під дією електричного струму, який складається зі струму, що починає перетікати між верхнім електродом 3 та нижнім електродом 4, а також зі струму, що починає перетікати між додатковим дроселем 6 та нижнім електродом 4 в результаті різниці потенціалів. При цьому за рахунок виконання діаметра d2 центрального отвору додаткового дроселя 6 значно меншим по відношенню до діаметра d1 центрального отвору дроселя 2, забезпечується суттєво більша щільність струму і пов'язана з цимінтенсивність нагріву як у центральному отворі додаткового дроселя 6, так і у всій зоні високопотенціального нагріву. По досягненні технологічних показників прожарювання в електрокальцинаторі за допомогою пристрою вивантаження починають відбір готового продукту, який пройшов часткове охолодження у каналі охоло 9 дження 8 нижнього електрода 4. Одночасно з відбором готового продукту за допомогою пристрою завантаження 5 починають подачу такої ж кількості сипучого вуглецевого матеріалу, що підлягає прожарюванню, у верхню частину електрокальцинатора. При цьому спосіб електрокальцинації, що пропонується, набуває безперервного характеру. Таким чином послідовним пропусканням сипучого вуглецевого матеріалу із забезпеченням його перемішування через зони низькопотенціального та високопотенціального нагріву створюють необхідні умови його прожарювання з одержанням на виході вуглеграфітового матеріалу потрібної та наперед заданої якості. Як показали розрахунки та експерименти, залучення енергії від спалювання в електрокальци Комп’ютерна верстка Л. Купенко 97422 10 наторі піролізних газів та частки самого сипучого вуглецевого матеріалу забезпечує зниження питомих витрат електроенергії на виробництво вуглеграфітових матеріалів, зокрема термоантрациту принаймні на 10 25 %. Зазначені особливості конструкції електрокальцинатора сприяють легкому виходу його на робочий режим та забезпечують поліпшену керованість способу прожарювання сипучого вуглецевого матеріалу. Виготовлення електрокальцинатора, що пропонується, та здійснення способу, що заявляється, можливі з використанням технологій та матеріалів, широко відомих у виробництві на сучасному рівні розвитку електродної промисловості. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and electric calcinator for roasting bulk carbon material
Автори англійськоюLakomskyi Viktor Yosypovych, Tokarev Ihor Ivanovych, Krylov Yevhen Petrovych
Назва патенту російськоюСпособ и электрокальцинатор для прокаливания сыпучего углеродного материала
Автори російськоюЛакомський Виктор Иосифович, Токарев Игорь Иванович, Крылов Евгений Петрович
МПК / Мітки
МПК: F27D 11/00, C10L 9/08, F27B 3/08
Мітки: сипучого, спосіб, вуглецевого, електрокальцинатор, прожарювання, матеріалу
Код посилання
<a href="https://ua.patents.su/5-97422-sposib-ta-elektrokalcinator-dlya-prozharyuvannya-sipuchogo-vuglecevogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб та електрокальцинатор для прожарювання сипучого вуглецевого матеріалу</a>
Спосіб електрокальцинації сипучого вуглецевого матеріалу
Номер патенту: 72634
Опубліковано: 15.03.2005
Автори: Кутузов Сергій Володимирович, Петров Борис Федорович, Кириленко Василь Петрович, Лебедєв Володимир Олександрович, Патон Борис Євгенович, Хромєнков Сєргєй Міхайловіч, Пічак Володимир Григорович, Биковець Володимир Володимирович, Бондаренко Анатолій Васильович, Лакомський Віктор Йосипович
МПК: F27B 3/08
Мітки: матеріалу, сипучого, електрокальцинації, вуглецевого, спосіб
Формула / Реферат:
Спосіб електрокальцинації сипучого вуглецевого матеріалу, що включає завантаження вихідного матеріалу в електрокальцинатор, проходження матеріалу послідовно через розширену і звужену зони електрокальцинатора із одночасним нагріванням електричним струмом і вивантаження готового продукту, який відрізняється тим, що у звуженій, найбільш розігрітій зоні електрокальцинатора, діаметр якої складає 0,25-0,60 від діаметра розширеної зони, здійснюють...
Піч електрокальцинації сипучого вуглецевого матеріалу
Номер патенту: 72633
Опубліковано: 15.03.2005
Автори: Бондаренко Анатолій Васильович, Лебедєв Володимир Олександрович, Хромєнков Сєргєй Міхайловіч, Кутузов Сергій Володимирович, Биковець Володимир Володимирович, Лакомський Віктор Йосипович, Патон Борис Євгенович, Кириленко Василь Петрович, Петров Борис Федорович, Пічак Володимир Григорович
МПК: F27B 3/08
Мітки: піч, сипучого, вуглецевого, матеріалу, електрокальцинації
Формула / Реферат:
1. Піч електрокальцинації сипучого вуглецевого матеріалу, наприклад антрациту, що містить циліндричну шахту, футерівка якої має кільцевий виступ, верхній і нижній електроди, пристрої завантаження і вивантаження, яка відрізняється тим, що, кільцевий виступ, укріплений на футерівці у верхній половині шахти печі, виконаний у вигляді дроселя, складеного з окремих ділянок сектора кола, що утворюють суцільний отвір, діаметр якого складає 0,25-0,60...
Піч електрокальцинації сипучого вуглецевого матеріалу
Номер патенту: 89263
Опубліковано: 11.01.2010
Автори: Патон Борис Євгенович, Лакомський Віктор Йосипович, Хромєнков Сєргєй Міхайловіч, Буряк Валерій Володимирович, Ревенок Леонід Федорович, Бондаренко Анатолій Васильович, Кутузов Сергій Володимирович, Биковець Володимир Володимирович, Петров Борис Федорович
МПК: F27D 11/00, F27B 1/09
Мітки: вуглецевого, сипучого, піч, електрокальцинації, матеріалу
Формула / Реферат:
1. Піч електрокальцинації сипучого вуглецевого матеріалу, що містить циліндричну шахту, футерівку кожуха, розташований у верхній частині шахти печі дросель, що утворює наскрізний внутрішній отвір, верхній і нижній електроди, пристрої завантаження і вивантаження, яка відрізняється тим, що дросель вбудований у футерівку кожуха таким чином, що поділяє її на верхню і нижню частини, він виконаний у вигляді верхнього, середнього і нижнього поясів,...
Спосіб контролю вологості сипучих матеріалів у пристрої накопичення сипучого матеріалу та/або пристрої вертикального та/чи горизонтального, та/чи похилого пересування сипучого матеріалу
Номер патенту: 19845
Опубліковано: 15.01.2007
Автори: Залюбовський Сергій Володимирович, Сорочук Микола Степанович, Бабенко Геннадій Анатолійович, Шатило Олег Миколайович
МПК: G01N 25/56
Мітки: пересування, контролю, сипучого, вологості, сипучих, вертикального, матеріалів, спосіб, накопичення, матеріалу, похилого, пристрої, горизонтального
Формула / Реферат:
1. Спосіб контролю вологості сипучих матеріалів у пристрої накопичення сипучого матеріалу та/або пристрої вертикального та/чи горизонтального, та/чи похилого пересування сипучого матеріалу, що включає контролювання діелектричної проникності сипучих матеріалів в пристрої накопичення та пересування сипучого матеріалу, який відрізняється тим, що діелектричну проникність сипучих матеріалів контролюють на вході в пристрій накопичення сипучого...
Сушарка для сипучого матеріалу
Номер патенту: 7131
Опубліковано: 15.06.2005
Автори: Баранич Юлія Вікторівна, Шерстобітов Володимир Олексійович, Дядічев Костянтин Михайлович, Коваленко Алім Олексійович
МПК: A23L 3/40, C08B 30/00, F26B 15/00
Мітки: сушарка, сипучого, матеріалу
Формула / Реферат:
Сушарка для сипучого матеріалу, що містить вентилятор, нагрівачі, бункер з дозуючим шнеком, ділянку сушіння з бункером, з'єднані за допомогою каналів, яка відрізняється тим, що сушарка оснащена камерою, конвеєром, а як нагрівачі застосовані магнетрони.