Спосіб виготовлення заготовок біметалічного ріжучого інструмента
Номер патенту: 97596
Опубліковано: 25.03.2015
Автори: Назаренко Володимир Андрійович, Подрезов Юрій Миколайович, Гогаєв Казбек Олександрович, Радченко Олександр Кузьмич, Воропаєв Віталій Семенович

Формула / Реферат
Спосіб виготовлення заготовок біметалічного ріжучого інструмента, що включає розміщення в контейнері металевого осердя, засипку між стінками контейнера і осердям порошку швидкорізальної сталі, вакуумування, герметизацію і нагрів контейнера до температури на 15-60 °C нижче за температуру фазових перетворень порошку швидкорізальної сталі, його прокатування-кування з коефіцієнтом витягу 6-8, подальший відпал при температурі 750 °C упродовж 3 годин, механічну обробку і гаряче прокатування при 1130-1150 °C з коефіцієнтом витягу 1,3 в багатовалкових калібрах, який відрізняється тим, що отримані після різання порошкові біметалічні заготовки сполучають із заготівкою хвостовика з конструкційної сталі зваркою тертям з подальшою їх та контейнера механічною обробкою.
Текст
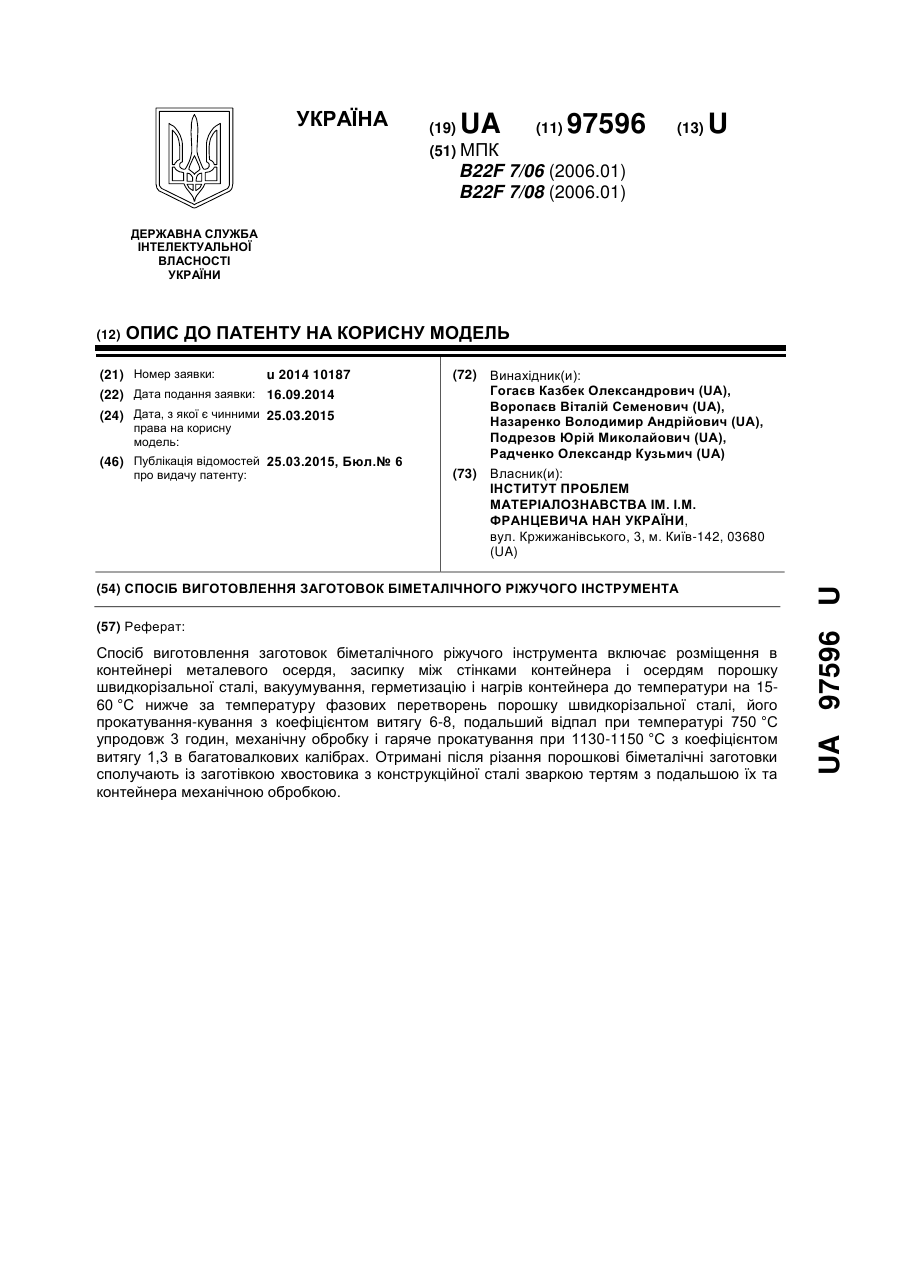
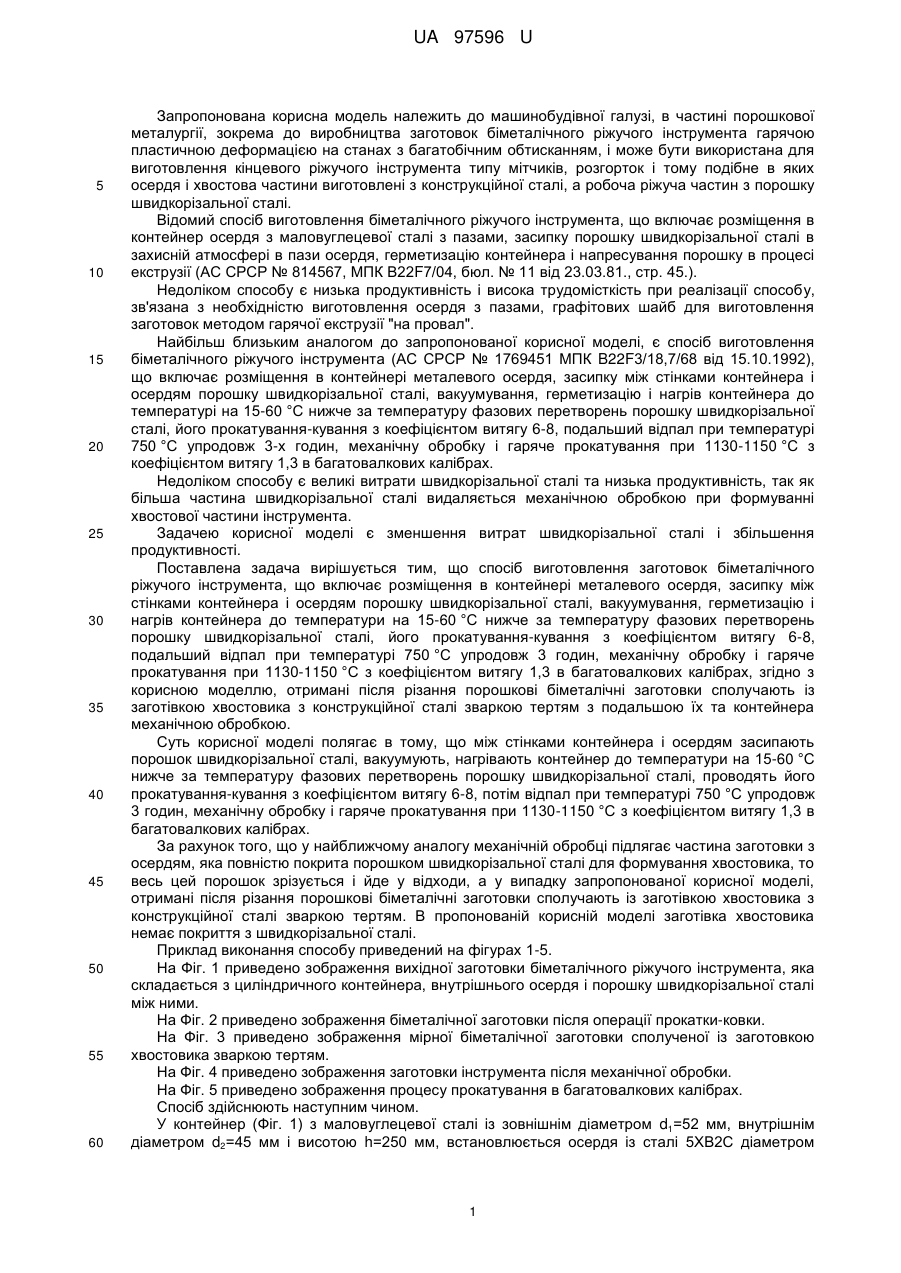
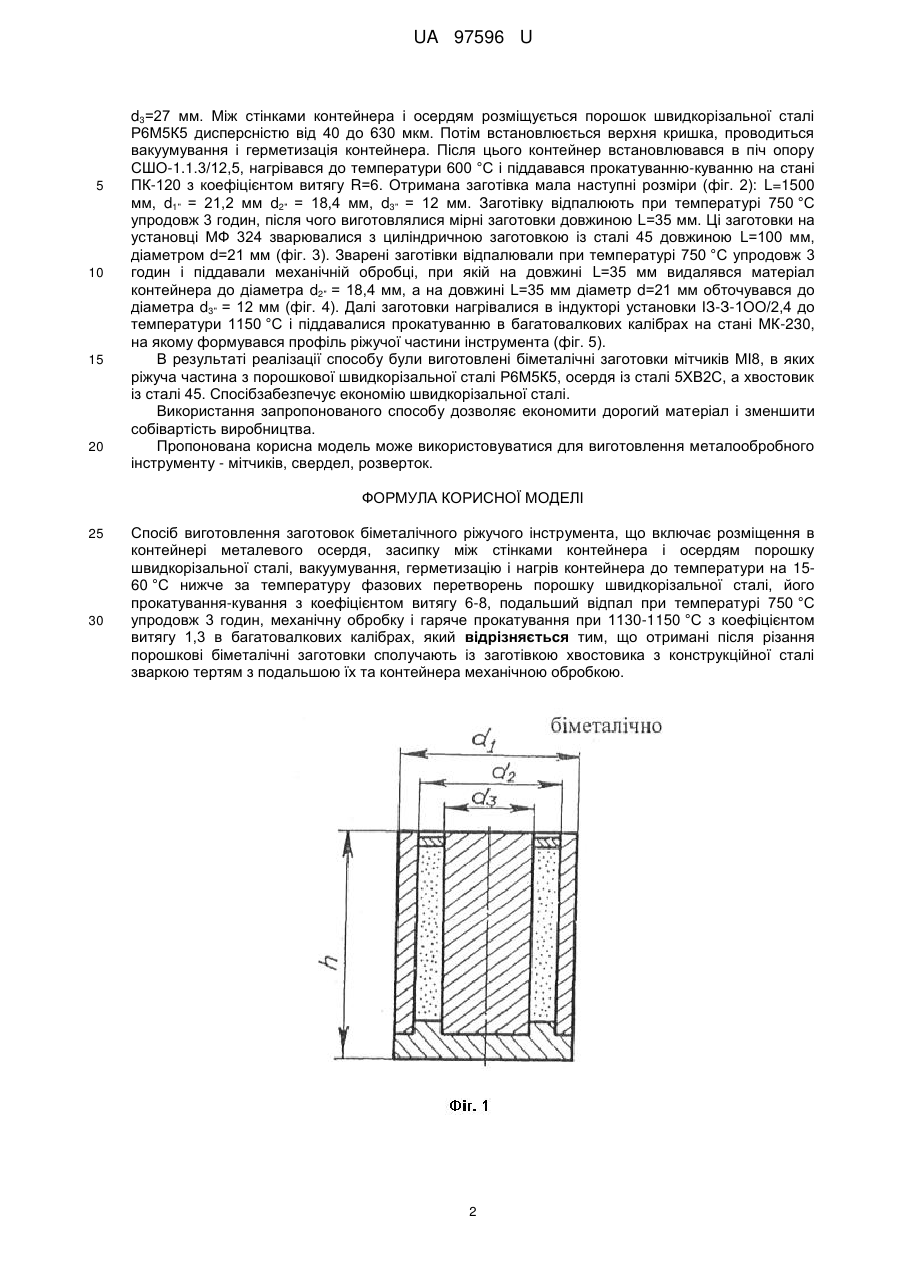
Реферат: Спосіб виготовлення заготовок біметалічного ріжучого інструмента включає розміщення в контейнері металевого осердя, засипку між стінками контейнера і осердям порошку швидкорізальної сталі, вакуумування, герметизацію і нагрів контейнера до температури на 1560 °C нижче за температуру фазових перетворень порошку швидкорізальної сталі, його прокатування-кування з коефіцієнтом витягу 6-8, подальший відпал при температурі 750 °C упродовж 3 годин, механічну обробку і гаряче прокатування при 1130-1150 °C з коефіцієнтом витягу 1,3 в багатовалкових калібрах. Отримані після різання порошкові біметалічні заготовки сполучають із заготівкою хвостовика з конструкційної сталі зваркою тертям з подальшою їх та контейнера механічною обробкою. UA 97596 U (12) UA 97596 U UA 97596 U 5 10 15 20 25 30 35 40 45 50 55 60 Запропонована корисна модель належить до машинобудівної галузі, в частині порошкової металургії, зокрема до виробництва заготовок біметалічного ріжучого інструмента гарячою пластичною деформацією на станах з багатобічним обтисканням, і може бути використана для виготовлення кінцевого ріжучого інструмента типу мітчиків, розгорток і тому подібне в яких осердя і хвостова частини виготовлені з конструкційної сталі, а робоча ріжуча частин з порошку швидкорізальної сталі. Відомий спосіб виготовлення біметалічного ріжучого інструмента, що включає розміщення в контейнер осердя з маловуглецевої сталі з пазами, засипку порошку швидкорізальної сталі в захисній атмосфері в пази осердя, герметизацію контейнера і напресування порошку в процесі екструзії (АС СРСР № 814567, МПК В22F7/04, бюл. № 11 від 23.03.81., стр. 45.). Недоліком способу є низька продуктивність і висока трудомісткість при реалізації способу, зв'язана з необхідністю виготовлення осердя з пазами, графітових шайб для виготовлення заготовок методом гарячої екструзії "на провал". Найбільш близьким аналогом до запропонованої корисної моделі, є спосіб виготовлення біметалічного ріжучого інструмента (АС СРСР № 1769451 МПК B22F3/18,7/68 від 15.10.1992), що включає розміщення в контейнері металевого осердя, засипку між стінками контейнера і осердям порошку швидкорізальної сталі, вакуумування, герметизацію і нагрів контейнера до температурі на 15-60 °C нижче за температуру фазових перетворень порошку швидкорізальної сталі, його прокатування-кування з коефіцієнтом витягу 6-8, подальший відпал при температурі 750 °C упродовж 3-х годин, механічну обробку і гаряче прокатування при 1130-1150 °C з коефіцієнтом витягу 1,3 в багатовалкових калібрах. Недоліком способу є великі витрати швидкорізальної сталі та низька продуктивність, так як більша частина швидкорізальної сталі видаляється механічною обробкою при формуванні хвостової частини інструмента. Задачею корисної моделі є зменшення витрат швидкорізальної сталі і збільшення продуктивності. Поставлена задача вирішується тим, що спосіб виготовлення заготовок біметалічного ріжучого інструмента, що включає розміщення в контейнері металевого осердя, засипку між стінками контейнера і осердям порошку швидкорізальної сталі, вакуумування, герметизацію і нагрів контейнера до температури на 15-60 °C нижче за температуру фазових перетворень порошку швидкорізальної сталі, його прокатування-кування з коефіцієнтом витягу 6-8, подальший відпал при температурі 750 °C упродовж 3 годин, механічну обробку і гаряче прокатування при 1130-1150 °C з коефіцієнтом витягу 1,3 в багатовалкових калібрах, згідно з корисною моделлю, отримані після різання порошкові біметалічні заготовки сполучають із заготівкою хвостовика з конструкційної сталі зваркою тертям з подальшою їх та контейнера механічною обробкою. Суть корисної моделі полягає в тому, що між стінками контейнера і осердям засипають порошок швидкорізальної сталі, вакуумують, нагрівають контейнер до температури на 15-60 °C нижче за температуру фазових перетворень порошку швидкорізальної сталі, проводять його прокатування-кування з коефіцієнтом витягу 6-8, потім відпал при температурі 750 °C упродовж 3 годин, механічну обробку і гаряче прокатування при 1130-1150 °C з коефіцієнтом витягу 1,3 в багатовалкових калібрах. За рахунок того, що у найближчому аналогу механічній обробці підлягає частина заготовки з осердям, яка повністю покрита порошком швидкорізальної сталі для формування хвостовика, то весь цей порошок зрізується і йде у відходи, а у випадку запропонованої корисної моделі, отримані після різання порошкові біметалічні заготовки сполучають із заготівкою хвостовика з конструкційної сталі зваркою тертям. В пропонованій корисній моделі заготівка хвостовика немає покриття з швидкорізальної сталі. Приклад виконання способу приведений на фігурах 1-5. На Фіг. 1 приведено зображення вихідної заготовки біметалічного ріжучого інструмента, яка складається з циліндричного контейнера, внутрішнього осердя і порошку швидкорізальної сталі між ними. На Фіг. 2 приведено зображення біметалічної заготовки після операції прокатки-ковки. На Фіг. 3 приведено зображення мірної біметалічної заготовки сполученої із заготовкою хвостовика зваркою тертям. На Фіг. 4 приведено зображення заготовки інструмента після механічної обробки. На Фіг. 5 приведено зображення процесу прокатування в багатовалкових калібрах. Спосіб здійснюють наступним чином. У контейнер (Фіг. 1) з маловуглецевої сталі із зовнішнім діаметром d1=52 мм, внутрішнім діаметром d2=45 мм і висотою h=250 мм, встановлюється осердя із сталі 5ХВ2С діаметром 1 UA 97596 U 5 10 15 20 d3=27 мм. Між стінками контейнера і осердям розміщується порошок швидкорізальної сталі Р6М5К5 дисперсністю від 40 до 630 мкм. Потім встановлюється верхня кришка, проводиться вакуумування і герметизація контейнера. Після цього контейнер встановлювався в піч опору СШО-1.1.3/12,5, нагрівався до температури 600 °C і піддавався прокатуванню-куванню на стані ПК-120 з коефіцієнтом витягу R=6. Отримана заготівка мала наступні розміри (фіг. 2): L=1500 мм, d1" = 21,2 мм d2" = 18,4 мм, d3" = 12 мм. Заготівку відпалюють при температурі 750 °C упродовж 3 годин, після чого виготовлялися мірні заготовки довжиною L=35 мм. Ці заготовки на установці МФ 324 зварювалися з циліндричною заготовкою із сталі 45 довжиною L=100 мм, діаметром d=21 мм (фіг. 3). Зварені заготівки відпалювали при температурі 750 °C упродовж 3 годин і піддавали механічній обробці, при якій на довжині L=35 мм видалявся матеріал контейнера до діаметра d2" = 18,4 мм, а на довжині L=35 мм діаметр d=21 мм обточувався до діаметра d3" = 12 мм (фіг. 4). Далі заготовки нагрівалися в індукторі установки ІЗ-З-1ОО/2,4 до температури 1150 °C і піддавалися прокатуванню в багатовалкових калібрах на стані МК-230, на якому формувався профіль ріжучої частини інструмента (фіг. 5). В результаті реалізації способу були виготовлені біметалічні заготовки мітчиків МІ8, в яких ріжуча частина з порошкової швидкорізальної сталі Р6М5К5, осердя із сталі 5ХВ2С, а хвостовик із сталі 45. Спосібзабезпечує економію швидкорізальної сталі. Використання запропонованого способу дозволяє економити дорогий матеріал і зменшити собівартість виробництва. Пропонована корисна модель може використовуватися для виготовлення металообробного інструменту - мітчиків, свердел, розверток. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб виготовлення заготовок біметалічного ріжучого інструмента, що включає розміщення в контейнері металевого осердя, засипку між стінками контейнера і осердям порошку швидкорізальної сталі, вакуумування, герметизацію і нагрів контейнера до температури на 1560 °C нижче за температуру фазових перетворень порошку швидкорізальної сталі, його прокатування-кування з коефіцієнтом витягу 6-8, подальший відпал при температурі 750 °C упродовж 3 годин, механічну обробку і гаряче прокатування при 1130-1150 °C з коефіцієнтом витягу 1,3 в багатовалкових калібрах, який відрізняється тим, що отримані після різання порошкові біметалічні заготовки сполучають із заготівкою хвостовика з конструкційної сталі зваркою тертям з подальшою їх та контейнера механічною обробкою. 2 UA 97596 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHohaev Kazbek Oleksandrovych, Podrezov Yurii Mykholaiovych, Radchenko Oleksandr Kuzmych
Автори російськоюГогаев Казбек Александрович, Подрезов Юрий Николаевич, Радченко Александр Кузьмич
МПК / Мітки
Мітки: заготовок, ріжучого, спосіб, виготовлення, біметалічного, інструмента
Код посилання
<a href="https://ua.patents.su/5-97596-sposib-vigotovlennya-zagotovok-bimetalichnogo-rizhuchogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготовок біметалічного ріжучого інструмента</a>
Спосіб виготовлення заготовок різального інструмента
Номер патенту: 69094
Опубліковано: 16.08.2004
Автори: Сидорчук Олег Миколаєвич, Гогаєв Казбек Олександрович, Гогаєва Тамара Казбеківна
МПК: B23P 15/30, B22F 7/06
Мітки: різального, спосіб, інструмента, виготовлення, заготовок
Формула / Реферат:
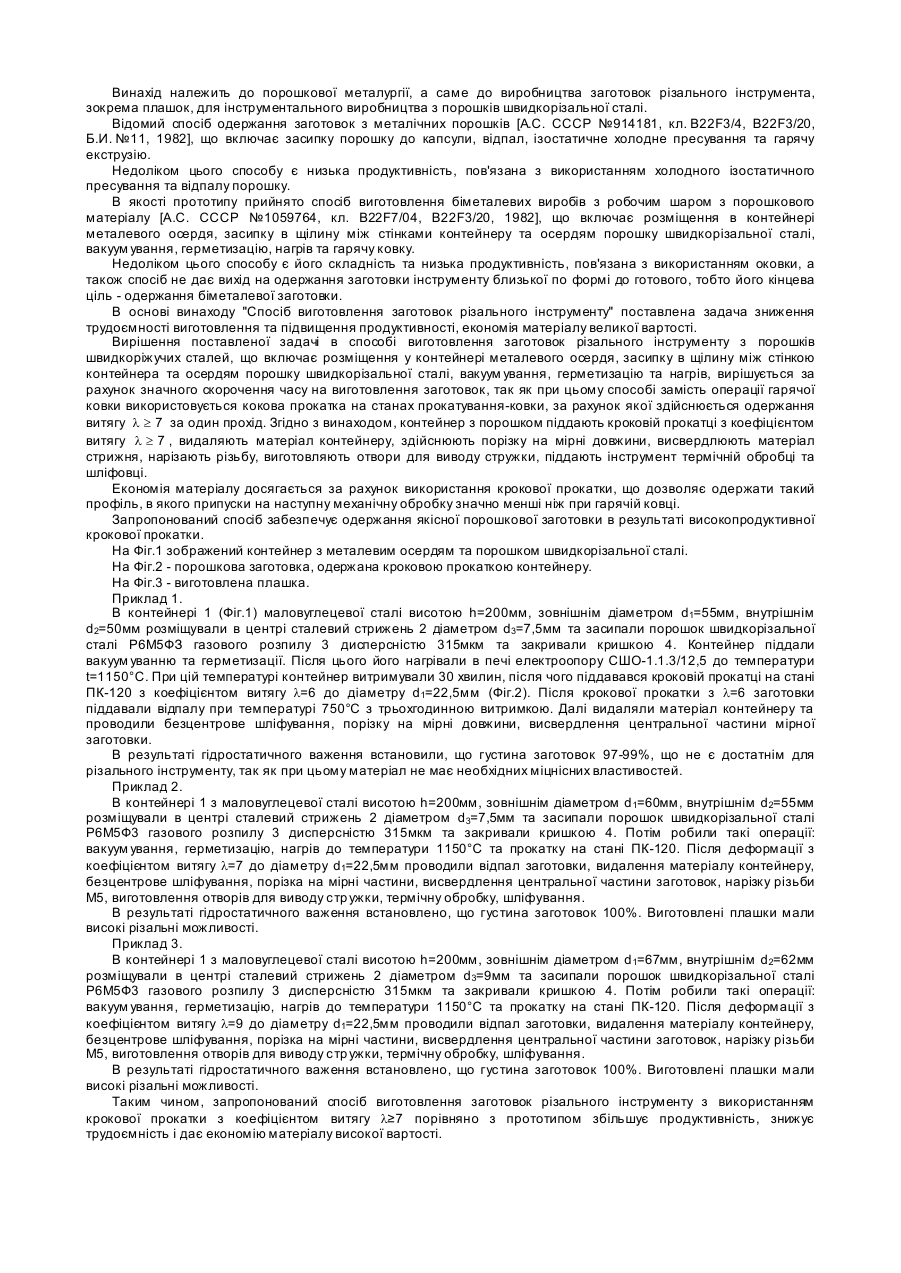
Спосіб виготовлення заготовок різального інструмента з порошків швидкорізальних сталей, що включає розміщення в контейнері металевого осердя, засипку у щілину між стінками контейнера та осердям порошку швидкорізальної сталі, вакуумування, герметизацію та нагрів, який відрізняється тим, що контейнер з порошком піддають кроковій прокатці з коефіцієнтом витягу , механічній та...
Спосіб виготовлення заготовок різального інструмента
Номер патенту: 70145
Опубліковано: 15.09.2004
Автори: Тихомиров Сергій Володимирович, Гогаєв Казбек Олександрович, Ульшин Віктор Іванович, Сидорчук Олег Миколайович, Гогаєва Тамара Казбеківна
МПК: B22F 7/06, B23P 15/48
Мітки: заготовок, виготовлення, різального, спосіб, інструмента
Формула / Реферат:
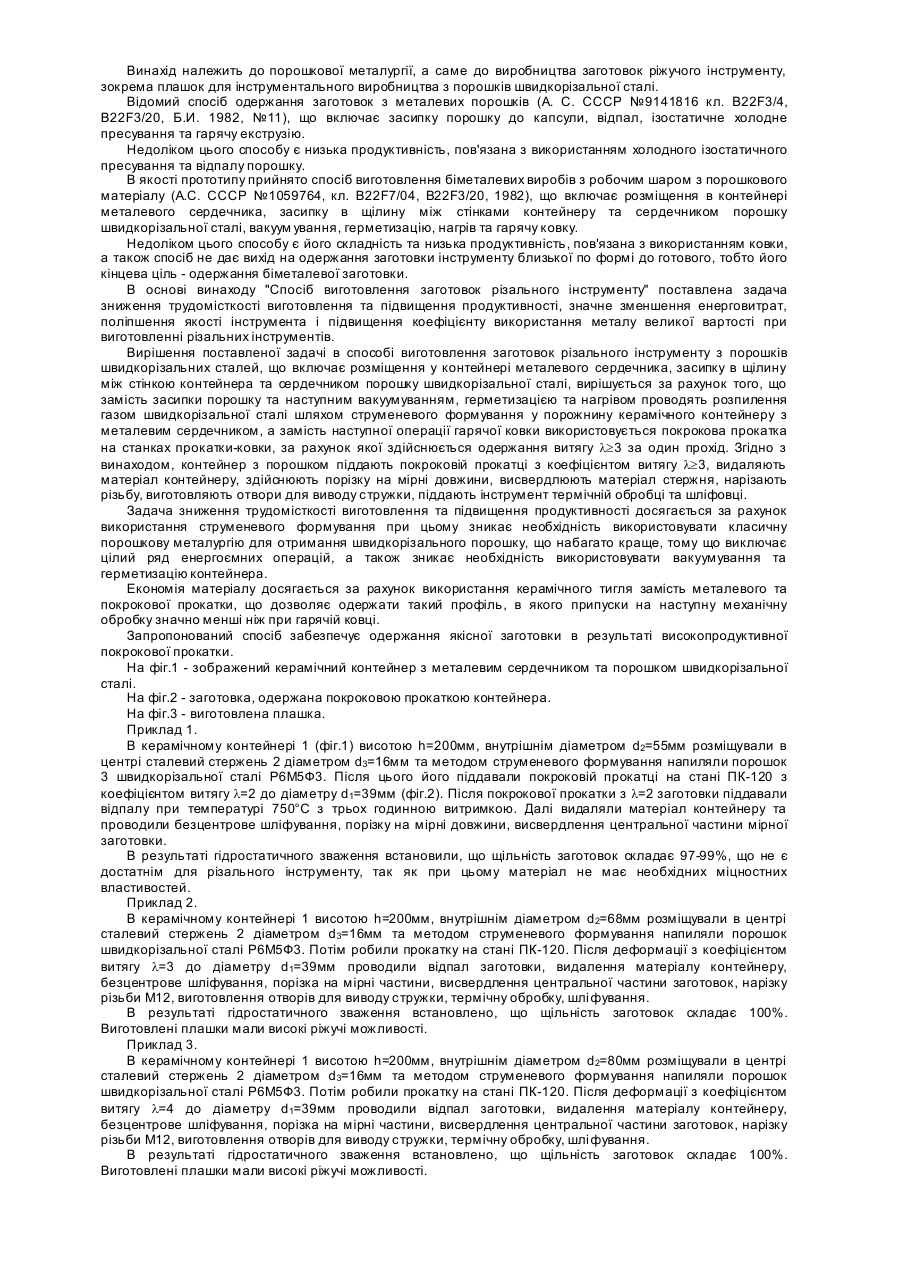
Спосіб виготовлення заготовок різального інструмента, що включає розміщення в контейнері металевого сердечника, засипання у щілину між стінками контейнера та сердечником порошку швидкорізальної сталі, який відрізняється тим, що сердечник встановлюють у керамічний контейнер, куди шляхом струминного формування розпилюють газом розплав швидкорізальної сталі та отримують біметалеву заготовку, яку виймають з контейнера для наступного покрокового...
Штамп для одержання ріжучого інструмента
Номер патенту: 47657
Опубліковано: 15.07.2002
Автори: Радченко Олександр Кузьмич, Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович
МПК: B30B 11/02
Мітки: інструмента, одержання, штамп, ріжучого
Формула / Реферат:
Штамп для одержання ріжучого інструмента, що має основу, матрицю, пуансон, плиту, який відрізняється тим, що він оснащений верхньою плитою, колонками, пневмоциліндрами, причому матриця, що фіксується колонками, виконана складеною з можливістю переміщення по напрямних основи і верхньої плити під дією пневмоциліндрів.
Спосіб визначення площадок контактів ріжучого клина інструмента зі стружкою і деталлю
Номер патенту: 73367
Опубліковано: 25.09.2012
Автори: Усачов Петро Антонович, Даценко Михайло Андрійович
Мітки: клина, стружкою, спосіб, деталлю, контактів, площадок, ріжучого, інструмента, визначення
Формула / Реферат:
Спосіб визначення площадок контактів ріжучого клина інструмента зі стружкою і деталлю, що включає нанесення на поверхні ріжучого клина інструмента контрольного покриття, який відрізняється тим, що робочі поверхні ріжучого клина інструмента (різця) закопчуються димом горілої гуми і різання труби (деталі) визначеної товщини проводиться різцем спочатку в торець з поздовжньою...
Пристрій для вимірювання швидкості зносу ріжучого інструмента

Номер патенту: 70582
Опубліковано: 25.06.2012
Автори: Заєць Сергій Сергійович, Волобуєва Галина Василівна, Демченко Марія Олександрівна, Шевченко Вадим Володимирович, Заєць Вікторія Сергіївна, Матвієнко Сергій Миколайович
МПК: G01N 3/58
Мітки: пристрій, зносу, вимірювання, ріжучого, швидкості, інструмента
Формула / Реферат:
Пристрій для вимірювання швидкості зносу ріжучого інструмента, що містить термопару, що утворюється ріжучим інструментом і оброблюваною деталлю, державку ріжучого інструмента, яку охоплює магнітний сердечник з обмоткою, між державкою ріжучого інструмента і магнітним сердечником розміщена ізоляційна прокладка, підсилювач з'єднаний з обмоткою магнітного сердечника, вихід підсилювача з'єднаний з входом реєструючого приладу, який відрізняється...