Спосіб введення порошкового дроту або стрічки в розплав металу
Номер патенту: 98579
Опубліковано: 25.05.2012
Автори: Бруже Вікторія Вітаутасівна, Казачков Євген Олександрович, Тарасюк Леонід Іванович, Бакст Володимир Якович
Формула / Реферат
1. Спосіб введення порошкового дроту або стрічки в розплав металу з одночасним його перемішуванням, який відрізняється тим, що перед введенням дроту або стрічки в цей розплав його (її) періодично деформують.
2. Спосіб за п. 1, який відрізняється тим, що деформацію здійснюють періодично передавленням дроту або стрічки.
3. Спосіб за пп. 1, 2, який відрізняється тим, що періодичне передавлення здійснюють до товщини в місцях деформації дроту або стрічки 4-6 мм.
Текст
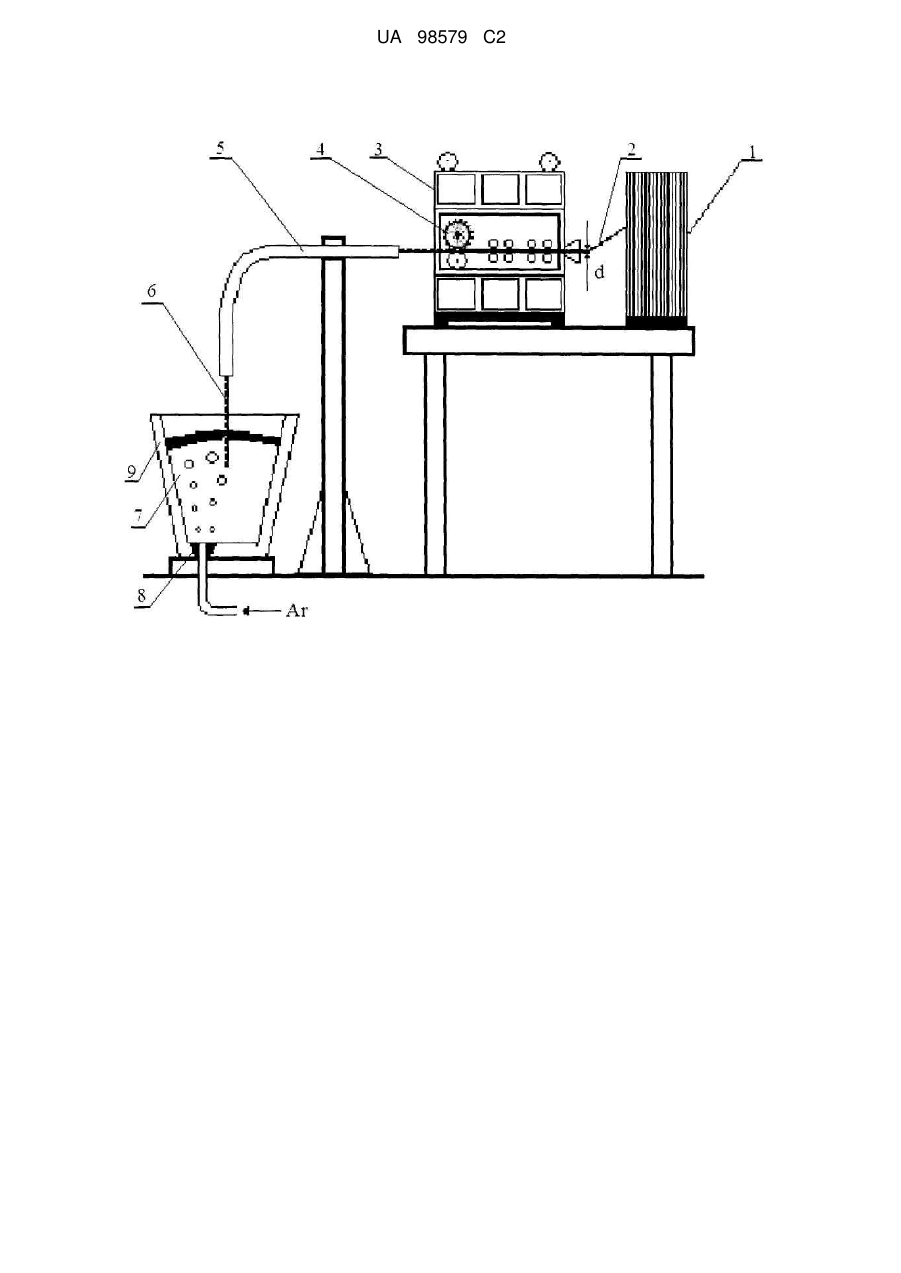
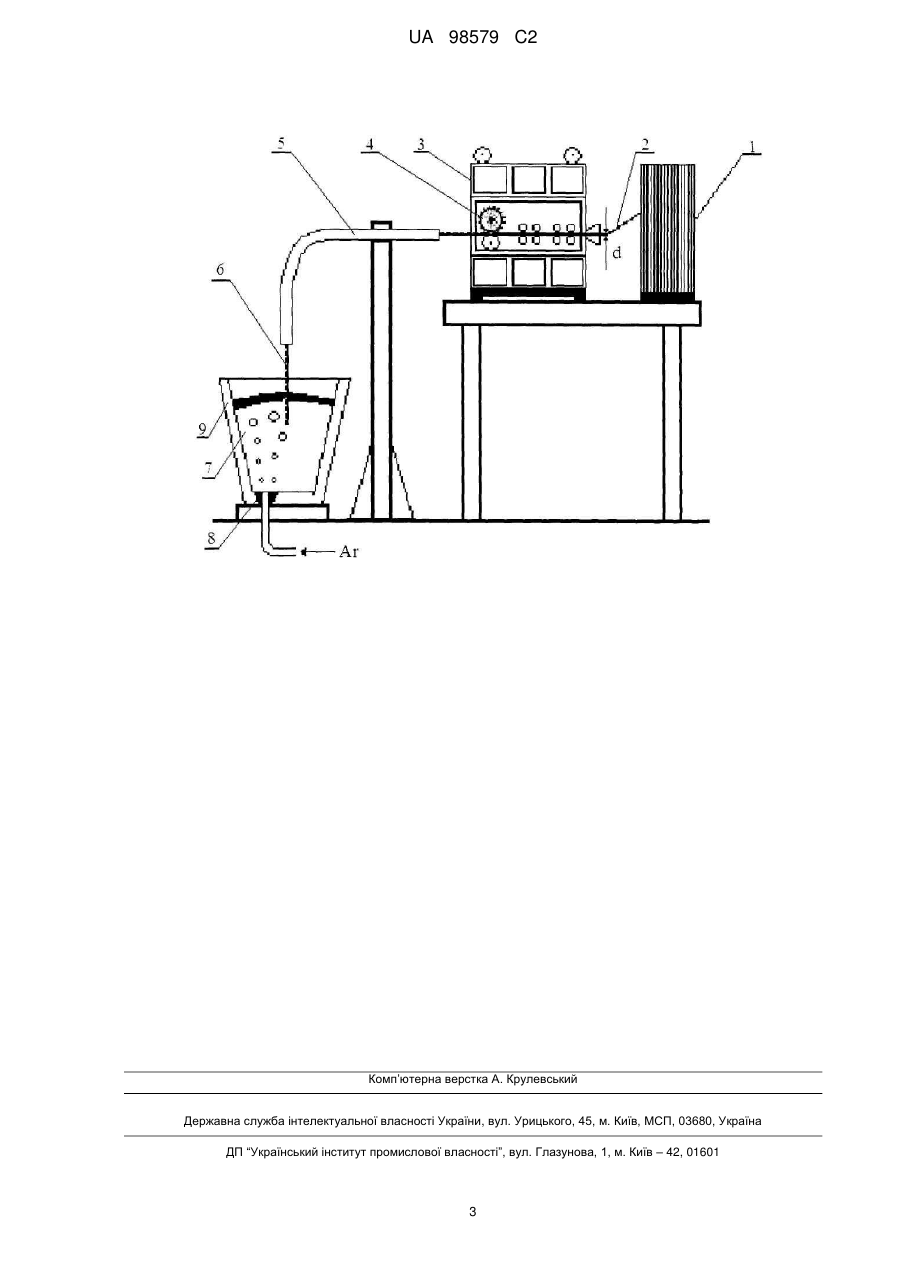
Реферат: Винахід належить до галузі чорної металургії, зокрема до способу введення порошкового дроту або стрічки в розплав металу в ковші або в кристалізаторі машини безперервного лиття. Спосіб введення порошкового дроту або стрічки в розплав металу з одночасним його перемішуванням, за яким перед введенням цього дроту або стрічки в розплав його періодично деформують. До того ж цю деформацію здійснюють періодичним передавленням дроту або стрічки. Також періодичне передавлення здійснюють до товщини в місцях деформації дроту або стрічки 4-6 мм. Винахід забезпечує підвищення швидкості, інтенсивності та ступеню засвоєння порошкового матеріалу розплавом металу, в тому числі і біля днища ковша з цим розплавом. UA 98579 C2 (12) UA 98579 C2 UA 98579 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі чорної металургії, зокрема до позапічної обробки залізовуглецевих розплавів в ковші або в кристалізаторі порошковим дротом або стрічкою. Відомі декілька способів обробки залізовуглецевого розплаву в ковші порошковими дротами. Одним з них є спосіб введення легуючих матеріалів в рідкий метал у вигляді дроту, за яким дріт вводиться у ківш з рідким металом за допомогою пристрою, що подає шляхом розмотування з барабану (Патент Японії №51-114692, кл. 10 А 321, 1978). Недоліком цього способу є те, що подавання легуючих матеріалів у вигляді дроту не забезпечує достатньо високої інтенсивності введення, тому що інтенсивність обмежена двома параметрами - діаметром і швидкістю подавання дроту, при збільшенні яких збільшується глибина проникнення легуючого матеріалу у твердому стані, яка, у свою чергу, обмежена висотою рідкої ванни. Відомий спосіб обробки чавуну магнієм, за яким магній у вигляді порошкового дроту вводиться в розплав чавуну зі швидкістю 1,8-2,2 м/с та інтенсивністю подавання магнію 90-140 г/с (Патент України № 6710, кл. С21С 1/00, 1994). Недоліком цього способу є те, що подавання дроту відбувається з визначеною швидкістю введення, оскільки швидкість обмежена декількома параметрами - рівнем металу у ковші, температурою розплаву та діаметром дроту (або товщиною оболонки та зміною температури стальної оболонки в часі, якщо це порошковий дріт), тому при їх зміненні можливо збільшити швидкість введення дроту, але, як показує практика, не завжди досягається необхідна інтенсивність введення та ступінь засвоєння матеріалу розплавом. Найбільш близьким по технічній суті та ефекту, що досягається, до запропонованого є спосіб введення легуючих матеріалів в рідкий метал, який полягає в тому, що елемент у вигляді дроту діаметром 3-20 мм вводиться в об'єм металу із швидкістю 2,5-50 м/с, шляхом розмотування дроту з барабана спеціальним пристроєм, а розплав у ковші перемішується або інертним газом, що подається через пробку в днищі ковша або через занурений в розплав стопор, або індукційним методом (Патент США № 3729309, кл. 75-129, 1970). Швидкість введення дроту в цьому способі обмежена тими ж параметрами, що і в попередніх способах, оскільки для отримання оптимальних результатів розплавлення дроту (або оболонки дроту та вивільнення наповнювача, якщо це порошковий дріт) процес повинен проходити при русі дроту вниз безпосередньо біля днища ковша з розплавом. Зміна будь-якого параметра без відповідної зміни іншого, призводить або до утикання дроту в днище ковша, що призводить до зміни його траєкторії та руху у гору під впливом виштовхуючої сили, або до зменшення глибини проникнення матеріалу в твердому стані в розплав, що негативно позначається на засвоєнні ним матеріалу, що вводиться. В основу винаходу поставлено задачу удосконалити спосіб введення порошкового дроту або стрічки в рідкий метал, в якому, за рахунок додаткової дії, досягається підвищення швидкості та інтенсивності вводу цього дроту або стрічки, що забезпечить збільшення ступеню засвоєння матеріалу, що вводиться, розплавом металу. Для вирішення поставленої задачі в способі введення порошкового дроту або стрічки в розплав металу, з одночасним його перемішуванням, відповідно до винаходу, перед вводом цього дроту або стрічки в розплав його періодично деформують. До того ж періодичну деформацію здійснюють передавленням дроту або стрічки. Окрім того, передавлення здійснюють до товщини в місцях деформації цього дроту або стрічки 4-6 мм. Надання порошковому дроту або стрічці періодичної деформації дозволяє підвищити швидкість його введення, оскільки в даному випадку вона визначається такими параметрами, як: діаметр дроту (товщина стрічки або товщина оболонки, якщо це порошковийдріт), температура і рівень розплаву в ковші. Залишаючи незмінними температуру та висоту розплаву, які визначають час розплавлення дроту або стрічки (або оболонки дроту, стрічки, якщо це порошковий дріт або стрічка) та місце вивільнення наповнювача, відповідно, швидкість введення дроту або стрічки у металевий розплав підвищують зменшенням товщини дроту або стрічки у місцях періодичної деформації. Якщо деформацію періодично здійснюють передавленням дроту або стрічки, то місця передавлення дроту або стрічки розплавляються швидше, завдяки чому дріт (стрічка) розпадається на певні "капсули", які розповсюджуються у всьому об'ємі розплаву, що забезпечує збільшення ступеню засвоєння матеріалу, що вводиться. Товщина місць передавлення дроту або стрічки дозволяє регулювати швидкість розплавлення місць передавлення та максимальну глибину введення дроту (стрічки) у розплав, від яких залежить швидкість введення дроту (стрічки). 1 UA 98579 C2 5 10 Запропонований спосіб позапічної обробки розплавів використовується таким чином. На кресленні показана схема реалізації запропонованого способу введення порошкового дроту або стрічки в металевий розплав. В сталеплавильному агрегаті виплавляють сталь потрібної марки й випускають в ківш, виконуючи розкислення та інші необхідні технологічні операції. Введення порошкового дроту або стрічки роблять шляхом розмотування з бунту 1 дроту (стрічки) 2, що має діаметр d = 0,014 м (товщину h) і подають його через трайб-апарат 3 з вбудованим змінним зубчастим колесом 4 (перед виходом дроту (стрічки) з трайб-аппарту) в направляючу трубку 5, з якої деформований дріт (стрічка) 6 подається в об'єм рідкого металу 7. Одночасно з подачею дроту (стрічки) метал перемішують, наприклад, інертним газом через пористу пробку 8 в днищі ковша 9. Зубчасте колесо, з висотою зуб'їв 8-10 мм, забезпечує періодичне передавлення дроту (стрічки), потрібне для досягнення швидкості введення дроту 10-30 м/с, відповідно. Порівняння результатів за відомим і запропонованим способами показані в таблиці. Таблиця Швидкість введення дроту, м/с Відомий 10 10 Запропонований 20 30 Спосіб Діаметр дроту, м 0,005 0,014 0,014 0,014 Товщина місця передавлення, м 0,006 0,005 0,004 Інтенсивність 3 введення, м /с 0,0002 0,0015 0,0031 0,0046 15 20 25 Інтенсивність введення дроту (стрічки) підвищується за рахунок збільшення швидкості введення дроту (стрічки) завдяки скороченню часу розплавлення деформованих місць дроту (стрічки) та розосередження "капсул" у залізовуглецевому розплаві. Введення дроту або стрічки в рідкий залізовуглецевий розплав запропонованим способом по відношенню до відомого дозволяє збільшити швидкість введення в 2-3 рази, а інтенсивність введення - на порядок. Застосування способу дозволить досягти значного економічного ефекту завдяки підвищенню швидкості та інтенсивності введення порошкового дроту або стрічки в залізовуглецевий розплав, а також збільшенню ступеню засвоєння матеріалу, що вводиться, розплавом завдяки розплавленню порошкового дроту безпосередньо біля днища ковша з розплавом. ФОРМУЛА ВИНАХОДУ 30 35 1. Спосіб введення порошкового дроту або стрічки в розплав металу з одночасним його перемішуванням, який відрізняється тим, що перед введенням дроту або стрічки в цей розплав його (її) періодично деформують. 2. Спосіб за п. 1, який відрізняється тим, що деформацію здійснюють періодично передавленням дроту або стрічки. 3. Спосіб за пп. 1, 2, який відрізняється тим, що періодичне передавлення здійснюють до товщини в місцях деформації дроту або стрічки 4-6 мм. 2 UA 98579 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for introduction of the cored wire or tape in the metal melt
Автори англійськоюTarasiuk Leonid Ivanovych, Bruzhe Viktoria Vitautasivna, Kazachkov Yevhen Oleksandrovych, Bakst Volodymyr Yakovych
Назва патенту російськоюСпособ введения порошковой проволоки или ленты в расплав металла
Автори російськоюТарасюк Леонид Иванович, Бруже Виктория Витаутасовна, Казачков Евгений Александрович, Бакст Владимир Яковлевич
МПК / Мітки
МПК: C21C 1/00, B22D 1/00, C21C 7/04, C21C 7/00
Мітки: порошкового, стрічки, спосіб, розплав, введення, дроту, металу
Код посилання
<a href="https://ua.patents.su/5-98579-sposib-vvedennya-poroshkovogo-drotu-abo-strichki-v-rozplav-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб введення порошкового дроту або стрічки в розплав металу</a>
Багаторівчаковий пристрій для введення дроту в металевий розплав
Номер патенту: 44973
Опубліковано: 15.03.2002
Автори: Городнічий Віктор Миколайович, Кренделєв Василь Миколайович, Шаблій Михайло Федорович, Штефан Олексій Федорович
МПК: B22D 27/20
Мітки: розплав, металевій, пристрій, дроту, багаторівчаковий, введення
Формула / Реферат:
1. Багаторівчаковий пристрій для введення дроту в металевий розплав, який складається з корпусу, електричного та пневматичного приводів, привідних та притискних роликів, електронної системи керування та рахування маси дроту, що подається, який відрізняється тим, що ведучі та притискні ролики створюють чотири рівчаки з можливістю дозованого подавання дроту із будь-якого одного рівчака або з двох рівчаків одночасно.2. Багаторівчаковий...
Пристрій для введення ультрадисперсних порошків в розплав металу
Номер патенту: 37230
Опубліковано: 25.11.2008
Автори: Живченко Володимир Семенович, Антонов Віктор Васильович, Лабінцев Олексій Миколайович
МПК: B22D 41/02, C21C 7/00
Мітки: розплав, введення, пристрій, порошків, ультрадисперсних, металу
Формула / Реферат:
Пристрій для введення ультрадисперсних порошків в розплав металу, що розташований в донній частині ковша, який відрізняється тим, що для введення ультрадисперсного порошку застосовується пристрій, складений з стрічково-капілярних секцій, у яких капіляри арматурного шару виконані конусно з кутом розкриття 1¸10° і мають потовщення з боку введення порошків.
Спосіб виготовлення порошкового дроту

Номер патенту: 32174
Опубліковано: 12.05.2008
Автори: Шаповалов Константин Петрович, Гринь Олександр Григорович, Свиридов Олександр Володимирович, Івасенко Микола Миколайович
МПК: B23K 35/02
Мітки: виготовлення, спосіб, дроту, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає в формуванні з металевої стрічки жолобчатого профілю, заповненні цього профілю шихтою, багаторазовому сумісному волочінні через волоки, до отримання дроту необхідної форми та геометричних розмірів, який відрізняється тим, що нагрівання порошкового дроту здійснюється до температури 500-600 °С, струмами високої частоти, після проходження
Спосіб введення реагентів в розплав, перемішування розплаву металу і пристрій для його здійснення
Номер патенту: 53484
Опубліковано: 15.01.2003
Автори: Найденко Володимир Вікторович, Савченко Юрій Миколайович, Звездін Олександр Опанасович, Чепель Сергій Миколайович, Найдек Володимир Леонтійович
МПК: C22B 9/00, C22B 9/10, C21C 7/04, C21C 7/06, C21C 7/00
Мітки: реагентів, розплаву, спосіб, металу, розплав, пристрій, здійснення, введення, перемішування
Формула / Реферат:
1. Спосіб введення реагентів в розплав металу і його перемішування, що включає пошарове розміщення дозованої кількості реагентів в контейнері, конструкційні елементи якого виконані з матеріалу на основі одного чи кількох компонентів металевого розплаву, занурювання завантаженого контейнера в розплав і витримування його там до розплавлення реагентів з одночасним перемішуванням розплаву реактивними газо-рідинними струменями, які витікають з...
Спосіб введення реагентів в розплав і перемішування розплаву металу та пристрій для його здійснення
Номер патенту: 68011
Опубліковано: 15.07.2004
Автори: Звездін Олександр Опанасович, Тарасевич Микола Іванович, Найденко Володимир Вікторович, Чепель Сергій Миколайович, Мельник Сергій Григорович
МПК: C21C 7/04, C22B 9/10, C21C 7/00, C22B 9/00, C21C 7/06
Мітки: розплав, введення, перемішування, пристрій, спосіб, металу, реагентів, розплаву, здійснення
Формула / Реферат:
1. Спосіб введення реагентів в розплав металу і його перемішування шляхом введення робочого тіла у вигляді струминно-вихрового змішувача, що включає пошарове, у формі коаксіально розташованих груп кільцевих елементів, розміщення дозованої кількості реагентів в контейнері робочого тіла, конструкційні елементи якого виконані з матеріалу на основі одного чи кількох компонентів металевого розплаву, примусове занурення заповненого контейнера в...
Попередній патент: Пельмені “особливі”
Наступний патент: Вертикальний стрічковий конвеєр з багатопунктовим завантаженням
Випадковий патент: Спосіб розпилу рідини та пристрій для його здійснення