Спосіб виготовлення поковки петлі для кріплення нижнього люка вантажного вагона





Формула / Реферат
Спосіб виготовлення поковки петлі для кріплення нижнього люка вантажного вагона Г-подібної форми, що включає прошивку отворів, розташованих на подовжній частині, в напрямі, перпендикулярному її бічній поверхні, який відрізняється тим, що прошивка отворів здійснюється одночасно з процесом штампування, який проводиться на двох пресах в два етапи, і в процесі першого етапу виконують попередню прошивку отворів петлі люка на 50 %, а під час другого - остаточну прошивку отворів петлі люка.
Текст
Реферат: Винахід належить до машинобудування та вагонобудування, а саме до способів виробництва металічних деталей методом штампування, і може бути використаний при виробництві петлі люка вантажних піввагонів загального призначення та при модернізації старих вагонів. Спосіб виготовлення поковки петлі для кріплення нижнього люка вантажного вагона Г-подібної форми, що включає прошивку отворів, розташованих на подовжній частині, в напрямі, перпендикулярному її бічній поверхні, в якому прошивка отворів здійснюється одночасно з процесом штампування, який проводиться на двох пресах в два етапи, і в процесі першого етапу виконують попередню прошивку отворів петлі люка на 50 %, а під час другого - остаточну прошивку отворів петлі люка. В основу винаходу поставлено задачу вдосконалення способу виготовлення поковки петлі для кріплення нижнього люка вантажного вагона, в якому шляхом введення двохетапного процесу штампування з одночасним прошивання отворів, знижується трудомісткість її виготовлення. UA 98847 C2 (12) UA 98847 C2 UA 98847 C2 5 10 15 20 25 30 35 40 45 50 Винахід належить до машинобудування та вагонобудування, а саме до способів виробництва металічних деталей методом штампування, і може бути використаний при виробництві петлі люка вантажних піввагонів загального призначення та при модернізації старих вагонів. В Україні, країнах СНД та Балтії набули поширення і широко відомі петлі люка, які виготовляються штампуванням або литтям без трьох отворів, а після виготовлення такої заготовки, в ній просвердлюються вказані отвори. Відомий спосіб виготовлення поковки петлі для кріплення нижнього люка вантажного вагона Г-подібної форми з отворами, які розташовані на короткій частині петлі, в напрямі, перпендикулярному її верхній поверхні, і на подовжній частині, в напрямі, перпендикулярному її бічній поверхні, яка виконана методом штампування з позначками під вказані отвори для наступної їх прошивки (Патент РФ № 60407, B21J1/04 (2006.01), опубл. 27.01.2007). Виконання петлі методом штампування з позначками під отвори для наступної їх прошивки спричинює високу трудомісткість та тривалість процесу її виготовлення при серійному виробництві петель. В основу винаходу поставлено задачу вдосконалення способу виготовлення поковки петлі для кріплення нижнього люка вантажного вагона, в якому шляхом введення двохетапного процесу штампування, з одночасним прошивання отворів, знижується трудомісткість її виготовлення. Поставлена задача вирішується тим, що у відомому способі виготовлення поковки петлі для кріплення нижнього люка вантажного вагона Г-подібної форми, що включає прошивку отворів, які розташовані на подовжній частині, в напрямі, перпендикулярному її бічній поверхні, згідно з винаходом, прошивка отворів здійснюється одночасно з процесом штампування, який проводиться на двох пресах в два етапи, і в процесі першого етапу виконують попередню прошивку отворів петлі люка на 50 %, а під час другого - остаточну прошивку отворів петлі люка. Виконання петлі люка способом штампування з одночасною прошивкою отворів, дає змогу зменшити час її виготовлення, кількість бракованих виробів, тобто досягається технічна задача - зменшення трудомісткості виготовлення виробу. На Фіг. 1 схематично показана петля люка після першого етапу штампування в розрізі, на Фіг. 2 - вид знизу петлі люка після першого етапу штампування, на Фіг. 3 - вид збоку короткої частини петлі люка після першого етапу штампування, на Фіг. 4 - вид збоку поздовжньої частини петлі люка після першого етапу штампування в розрізі, на Фіг. 5. показана петля люка після остаточного прошивання отворів в розрізі. Поковки петлі для кріплення нижнього люка вантажного вагона виконана в вигляді Гподібної поковки, яка складається з короткої частини 1 та поздовжньої частини 2. На поздовжній частині знаходяться три отвори 3 в напрямі, перпендикулярному до бокової поверхні, вхідним діаметром 20,8 см. Після першого етапу штампування, на поздовжній частині поковки здійснюється попередня прошивка отворів 3 з заглибленням на 50 % від всієї глибини отвору. Спосіб реалізують таким чином. Металічну заготовку спочатку нагрівають до певної температури, для того, щоб збільшити пластичність та зменшити опір деформації. Далі заготовці надають потрібної форми, розміру та одночасно проводять початкову прошивку отворів за допомогою спеціального штампа, в стінках якого і деформується метал, при цьому стінки обмежують плавлений метал, надаючи кінцевої форми. Після першого етапу, поковка має вигляд, тільки наближений до кінцевої форми, та діаметр вхідних отворів становить 20,8 см. Далі здійснюється друге штампування з обрізкою облою та остаточна прошивка отворів 3. При даному процесі відбувається прошивка отворів в поздовжній частині петлі люка таким чином, що вихідний діаметр отворів становить 17 см. Матеріалом для виготовлення поковки можуть бути сталь 09Г2Д-12 ГОСТ 19281-89, також допускається заміна матеріалу на сталі марок групи Ст3, ВСт3 по ДСТУ 2651:2005/ГОСТ 3802005 і сталь 15 чи сталь 20 по ГОСТ 1050-88 всіх категорій. Заявлений спосіб забезпечує зменшення трудомісткості виготовлення поковок петлі для кріплення нижнього люка вантажного вагона. ФОРМУЛА ВИНАХОДУ 55 Спосіб виготовлення поковки петлі для кріплення нижнього люка вантажного вагона Г-подібної форми, що включає прошивку отворів, розташованих на подовжній частині, в напрямі, перпендикулярному її бічній поверхні, який відрізняється тим, що прошивка отворів здійснюється одночасно з процесом штампування, який проводиться на двох пресах в два 1 UA 98847 C2 етапи, і в процесі першого етапу виконують попередню прошивку отворів петлі люка на 50 %, а під час другого - остаточну прошивку отворів петлі люка. 2 UA 98847 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing forging of hinge for attaching lower hatch of freight car
Автори англійськоюProkopenko Volodymyr Serhiiovych
Назва патенту російськоюСпособ изготовления поковки петли для крепления нижнего люка грузового вагона
Автори російськоюПрокопенко Владимир Сергеевич
МПК / Мітки
МПК: B21J 1/06, B21J 5/10, B21J 1/04
Мітки: вагона, нижнього, спосіб, люка, вантажного, петлі, виготовлення, кріплення, поковки
Код посилання
<a href="https://ua.patents.su/5-98847-sposib-vigotovlennya-pokovki-petli-dlya-kriplennya-nizhnogo-lyuka-vantazhnogo-vagona.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковки петлі для кріплення нижнього люка вантажного вагона</a>
Спосіб виготовлення поковки петлі для кріплення нижнього люка вантажного вагона

Номер патенту: 55554
Опубліковано: 10.12.2010
Автор: Прокопенко Володимир Сергійович
МПК: B21J 1/00
Мітки: вагона, вантажного, люка, виготовлення, поковки, нижнього, кріплення, спосіб, петлі
Формула / Реферат:
Спосіб виготовлення поковки петлі для кріплення нижнього люка вантажного вагона Г-подібної форми, що включає прошивку отворів, розташованих на подовжній частині, в напрямі, перпендикулярному її бічній поверхні, який відрізняється тим, що прошивку отворів здійснюють одночасно з процесом штампування, який проводять на двох пресах в два етапи, і в процесі першого етапу виконують попередню прошивку отворів петлі люка на 50 %, а під час другого -...
Спосіб завантаження і розвантаження вантажного вагона, а також вантажний вагон
Номер патенту: 69401
Опубліковано: 15.09.2004
Автор: Йозеф Тейрер
МПК: B61D 3/00, E01B 27/04, E01B 27/02, B65G 67/10
Мітки: також, вагон, розвантаження, вантажного, вантажний, вагона, спосіб, завантаження
Формула / Реферат:
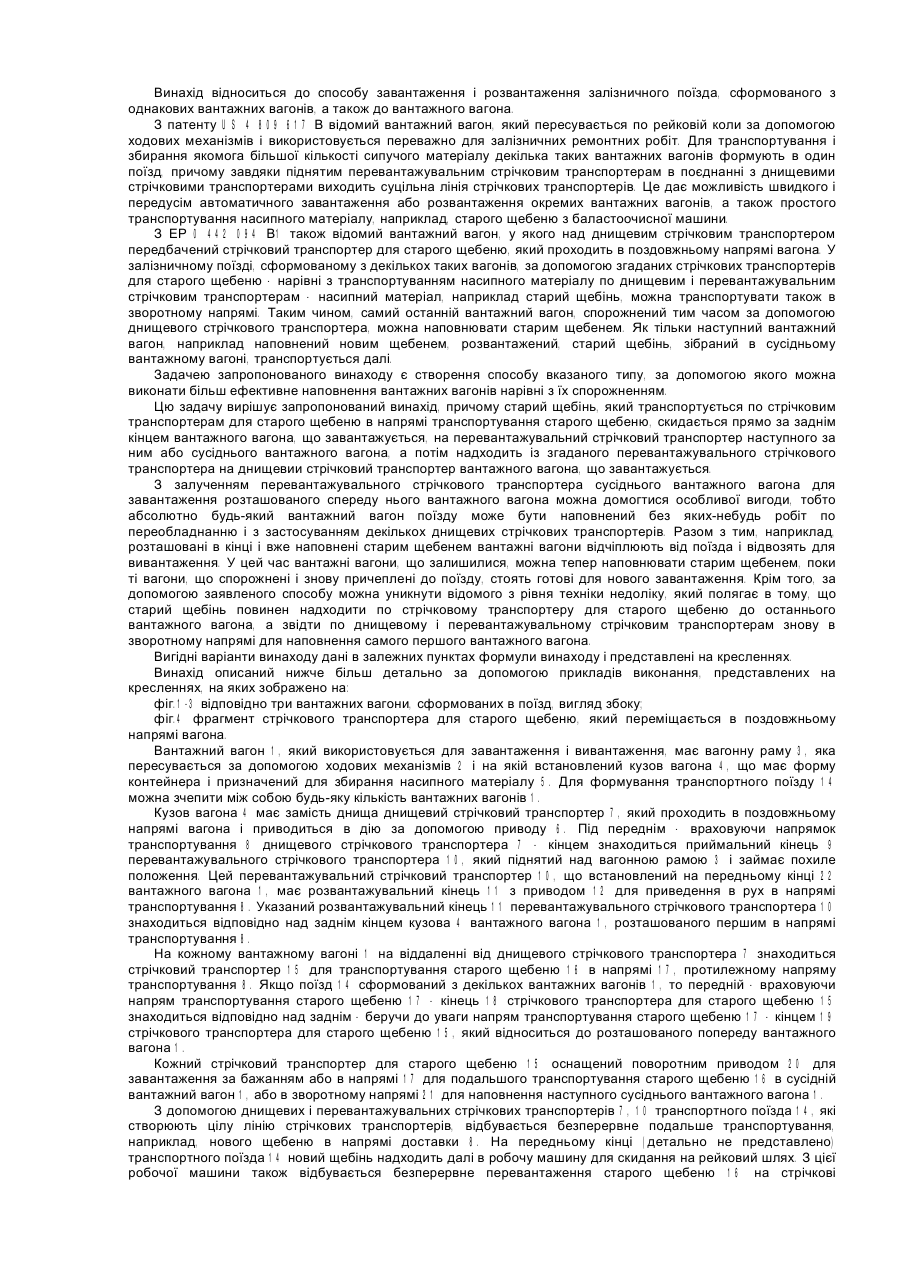
1. Спосіб завантаження і розвантаження транспортного поїзда (14), який пересувається по рейковій колії та сформований з декількох однакових вагонів (1), причому для кожного вантажного вагона (1) призначений свій днищевий стрічковий транспортер (7), рухомий в поздовжньому напрямі вагона для транспортування насипного матеріалу, і зв'язаний з ним перевантажувальний стрічковий транспортер (10), який підноситься над кінцем вагона, а також...
Державка петлі кришки люка піввагона

Номер патенту: 64108
Опубліковано: 25.10.2011
Автори: Кучер Валерій Никифорович, Жовтобрюх Григорій Дем'янович, Пасько Володимир Володимирович
МПК: B61D 17/10
Мітки: кришки, державка, люка, петлі, піввагона
Формула / Реферат:
1. Державка петлі кришки люка піввагона, що виконана у вигляді з'єднаних між собою двох округлених ребер, з отворами для осі шарніра кришки, і має контактну поверхню для жорсткого кріплення до несучого елемента піввагона, яка відрізняється тим, що контактна поверхня утворена кромками основин округлених ребер, і з'єднання останніх між собою виконано за допомогою похилої перемички, верхній край якої розташований в площині кромок основин...
Затвір люка вагона-термоса
Номер патенту: 1492
Опубліковано: 25.07.1994
Автори: Солодкий Григорій Павлович, Попченков Микола Михайлович, Савран Валентина Іванівна
МПК: B65D 90/00
Мітки: вагона-термоса, люка, затвір
Формула / Реферат:
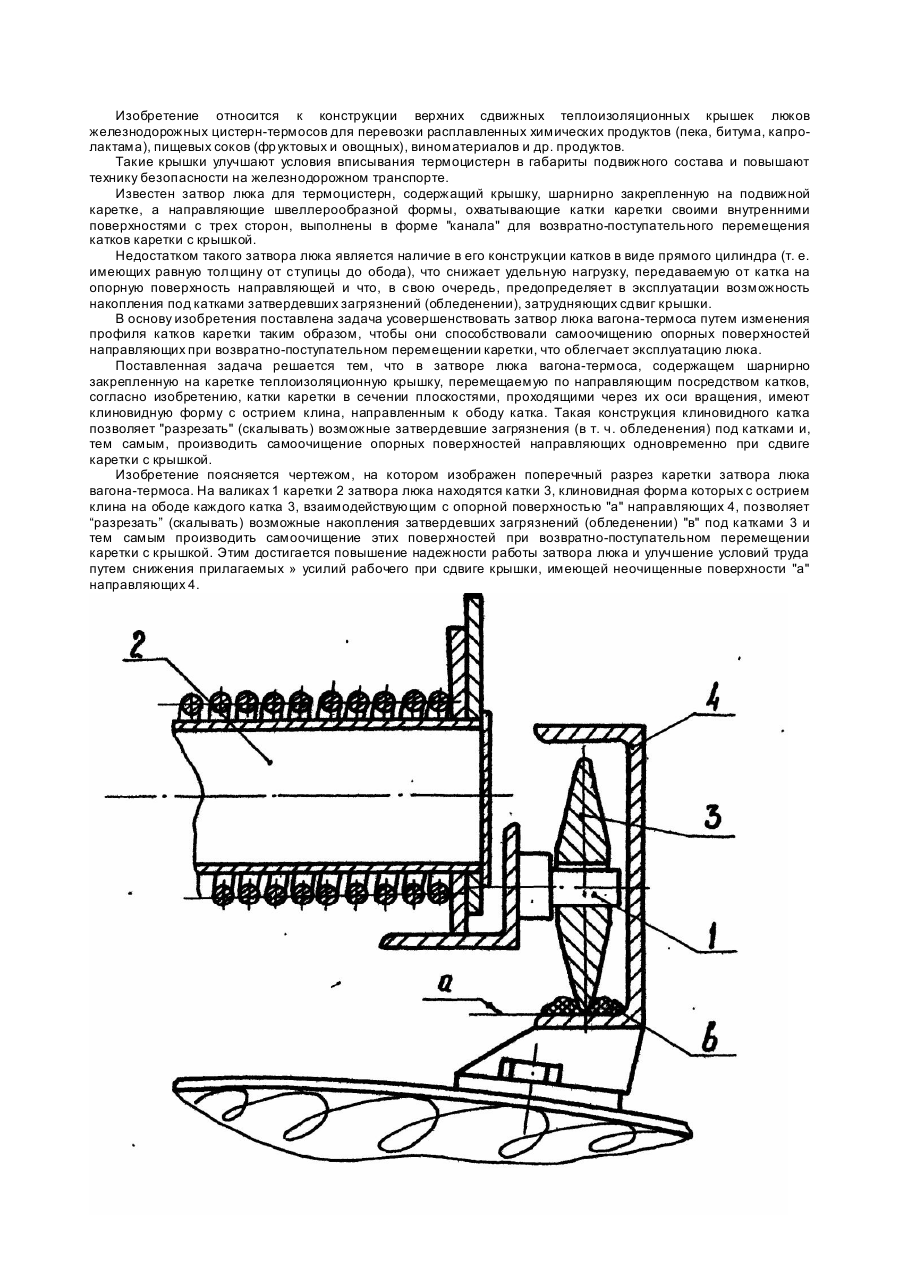
Затвор люка вагона-термоса, содержащий шарнирно закрепленную на каретке теплоизоляционную крышку, перемещаемую по направляющим посредством катков, отличающийся тем, что катки каретки в сечении плоскостями, проходящими через их оси вращения, имеют клиновидную форму с острием клина, направленным к ободу катка.
Гаситель коливань візка вантажного вагона
Номер патенту: 66942
Опубліковано: 15.06.2004
Автори: Дьомін Юрій Васильович, Кочмала Григорій Данилович
МПК: B61F 5/02
Мітки: коливань, гаситель, візка, вагона, вантажного
Формула / Реферат:
Гаситель коливань візка вантажного вагона, що складається з двох фрикційних клинів, встановлених на пружних елементах ресорного підвішування візка та виконаних з можливістю взаємодії з похилими частинами надресорної балки і фрикційними планками бічної рами візка, який відрізняється тим, що кожний фрикційний клин гасителя коливань виконано з двох частин - корпуса та сегмента, шарнірно з'єднаних між собою, при цьому циліндрична поверхня, за...
Попередній патент: Гантельна деталь
Наступний патент: Способи і пристрій для обробки сигнального повідомлення, яке стосується обмежень по швидкості передачі даних
Випадковий патент: Спосіб алгебраїчного декодування перешкодостійких кодів