Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат
Номер патенту: 98936
Опубліковано: 10.07.2012
Автори: Розмологов Валерій Леонідович, Дронь Микола Михайлович, Троценко Владислав Іванович

Формула / Реферат
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат, який полягає в електроосадженні шару міді на підготовлену поверхню алюмінієвого носія та їх подальшому роз'єднанні, який відрізняється тим, що при підготовці поверхні алюмінієвого носія на неї в середовищі аргону розпилюють іонно-плазмову плівку металевого хрому товщиною 0,01-0,1 мкм і далі в середовищі аргону та азоту розпилюють плівку нітриду хрому товщиною 0,1-0,3 мкм.
Текст
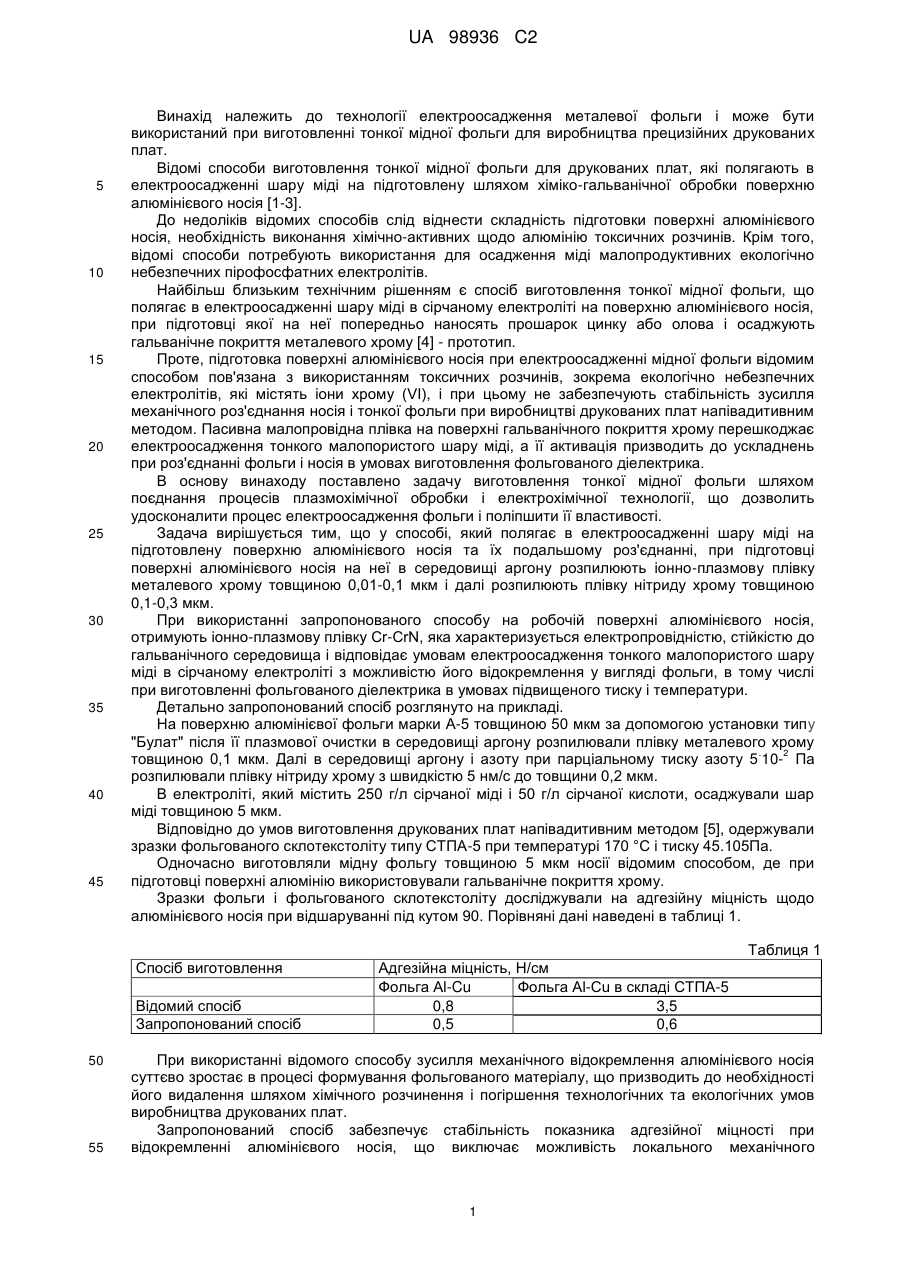
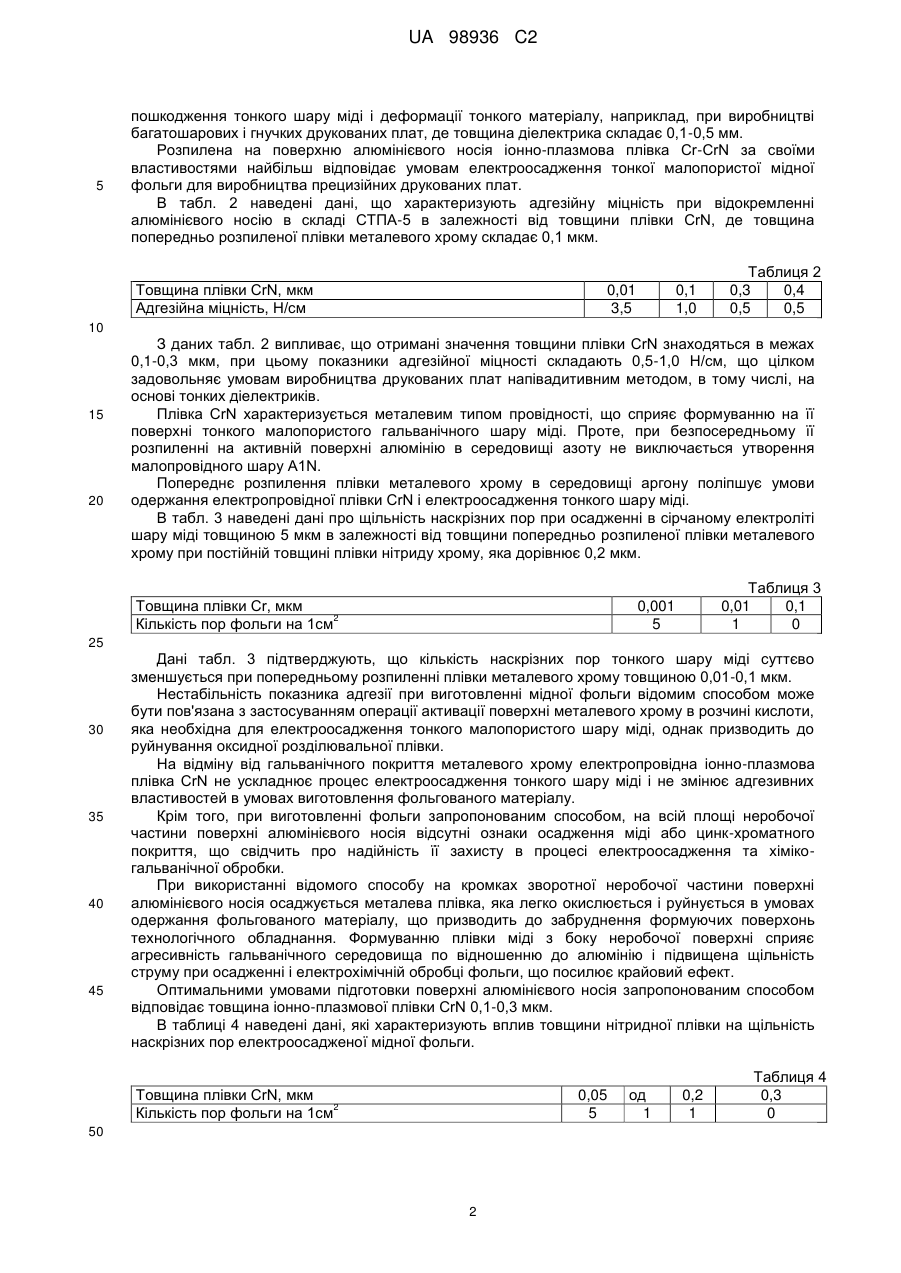
Реферат: Винахід належить до технології електроосадження металевої фольги і може бути використаний при виготовленні тонкої мідної фольги для виробництва прецизійних друкованих плат. В основу винаходу поставлено задачу виготовлення тонкої мідної фольги шляхом поєднання процесів плазмохімічної обробки і електрохімічної технології, що дозволить удосконалити процес електроосадження фольги і поліпшити її властивості. Задача вирішується тим, що у способі, який полягає в електроосадженні шару міді на підготовлену поверхню алюмінієвого носія та їх подальшому роз'єднанні, при підготовці поверхні алюмінієвого носія на неї в середовищі аргону розпилюють іонно-плазмову плівку металевого хрому товщиною 0,01-0,1 мкм і далі розпилюють плівку нітриду хрому товщиною 0,1-0,3 мкм. Переваги означеного способу дозволять удосконалити технологію виготовлення тонкої мідної фольги, підвищити ефективність та поліпшити екологічні умови виробництва друкованих плат. UA 98936 C2 (12) UA 98936 C2 UA 98936 C2 5 10 15 20 25 30 35 40 45 Винахід належить до технології електроосадження металевої фольги і може бути використаний при виготовленні тонкої мідної фольги для виробництва прецизійних друкованих плат. Відомі способи виготовлення тонкої мідної фольги для друкованих плат, які полягають в електроосадженні шару міді на підготовлену шляхом хіміко-гальванічної обробки поверхню алюмінієвого носія [1-3]. До недоліків відомих способів слід віднести складність підготовки поверхні алюмінієвого носія, необхідність виконання хімічно-активних щодо алюмінію токсичних розчинів. Крім того, відомі способи потребують використання для осадження міді малопродуктивних екологічно небезпечних пірофосфатних електролітів. Найбільш близьким технічним рішенням є спосіб виготовлення тонкої мідної фольги, що полягає в електроосадженні шару міді в сірчаному електроліті на поверхню алюмінієвого носія, при підготовці якої на неї попередньо наносять прошарок цинку або олова і осаджують гальванічне покриття металевого хрому [4] - прототип. Проте, підготовка поверхні алюмінієвого носія при електроосадженні мідної фольги відомим способом пов'язана з використанням токсичних розчинів, зокрема екологічно небезпечних електролітів, які містять іони хрому (VI), і при цьому не забезпечують стабільність зусилля механічного роз'єднання носія і тонкої фольги при виробництві друкованих плат напівадитивним методом. Пасивна малопровідна плівка на поверхні гальванічного покриття хрому перешкоджає електроосадження тонкого малопористого шару міді, а її активація призводить до ускладнень при роз'єднанні фольги і носія в умовах виготовлення фольгованого діелектрика. В основу винаходу поставлено задачу виготовлення тонкої мідної фольги шляхом поєднання процесів плазмохімічної обробки і електрохімічної технології, що дозволить удосконалити процес електроосадження фольги і поліпшити її властивості. Задача вирішується тим, що у способі, який полягає в електроосадженні шару міді на підготовлену поверхню алюмінієвого носія та їх подальшому роз'єднанні, при підготовці поверхні алюмінієвого носія на неї в середовищі аргону розпилюють іонно-плазмову плівку металевого хрому товщиною 0,01-0,1 мкм і далі розпилюють плівку нітриду хрому товщиною 0,1-0,3 мкм. При використанні запропонованого способу на робочій поверхні алюмінієвого носія, отримують іонно-плазмову плівку Cr-CrN, яка характеризується електропровідністю, стійкістю до гальванічного середовища і відповідає умовам електроосадження тонкого малопористого шару міді в сірчаному електроліті з можливістю його відокремлення у вигляді фольги, в тому числі при виготовленні фольгованого діелектрика в умовах підвищеного тиску і температури. Детально запропонований спосіб розглянуто на прикладі. На поверхню алюмінієвої фольги марки А-5 товщиною 50 мкм за допомогою установки типу "Булат" після її плазмової очистки в середовищі аргону розпилювали плівку металевого хрому . 2 товщиною 0,1 мкм. Далі в середовищі аргону і азоту при парціальному тиску азоту 5 10- Па розпилювали плівку нітриду хрому з швидкістю 5 нм/с до товщини 0,2 мкм. В електроліті, який містить 250 г/л сірчаної міді і 50 г/л сірчаної кислоти, осаджували шар міді товщиною 5 мкм. Відповідно до умов виготовлення друкованих плат напівадитивним методом [5], одержували зразки фольгованого склотекстоліту типу СТПА-5 при температурі 170 °C і тиску 45.105Па. Одночасно виготовляли мідну фольгу товщиною 5 мкм носії відомим способом, де при підготовці поверхні алюмінію використовували гальванічне покриття хрому. Зразки фольги і фольгованого склотекстоліту досліджували на адгезійну міцність щодо алюмінієвого носія при відшаруванні під кутом 90. Порівняні дані наведені в таблиці 1. Таблиця 1 Спосіб виготовлення Відомий спосіб Запропонований спосіб 50 55 Адгезійна міцність, Н/см Фольга Al-Cu Фольга Al-Cu в складі СТПА-5 0,8 3,5 0,5 0,6 При використанні відомого способу зусилля механічного відокремлення алюмінієвого носія суттєво зростає в процесі формування фольгованого матеріалу, що призводить до необхідності його видалення шляхом хімічного розчинення і погіршення технологічних та екологічних умов виробництва друкованих плат. Запропонований спосіб забезпечує стабільність показника адгезійної міцності при відокремленні алюмінієвого носія, що виключає можливість локального механічного 1 UA 98936 C2 5 пошкодження тонкого шару міді і деформації тонкого матеріалу, наприклад, при виробництві багатошарових і гнучких друкованих плат, де товщина діелектрика складає 0,1-0,5 мм. Розпилена на поверхню алюмінієвого носія іонно-плазмова плівка Cr-CrN за своїми властивостями найбільш відповідає умовам електроосадження тонкої малопористої мідної фольги для виробництва прецизійних друкованих плат. В табл. 2 наведені дані, що характеризують адгезійну міцність при відокремленні алюмінієвого носію в складі СТПА-5 в залежності від товщини плівки CrN, де товщина попередньо розпиленої плівки металевого хрому складає 0,1 мкм. Товщина плівки CrN, мкм Адгезійна міцність, Н/см 0,01 3,5 0,1 1,0 Таблиця 2 0,3 0,4 0,5 0,5 10 15 20 З даних табл. 2 випливає, що отримані значення товщини плівки CrN знаходяться в межах 0,1-0,3 мкм, при цьому показники адгезійної міцності складають 0,5-1,0 Н/см, що цілком задовольняє умовам виробництва друкованих плат напівадитивним методом, в тому числі, на основі тонких діелектриків. Плівка CrN характеризується металевим типом провідності, що сприяє формуванню на її поверхні тонкого малопористого гальванічного шару міді. Проте, при безпосередньому її розпиленні на активній поверхні алюмінію в середовищі азоту не виключається утворення малопровідного шару A1N. Попереднє розпилення плівки металевого хрому в середовищі аргону поліпшує умови одержання електропровідної плівки CrN і електроосадження тонкого шару міді. В табл. 3 наведені дані про щільність наскрізних пор при осадженні в сірчаному електроліті шару міді товщиною 5 мкм в залежності від товщини попередньо розпиленої плівки металевого хрому при постійній товщині плівки нітриду хрому, яка дорівнює 0,2 мкм. Товщина плівки Сr, мкм 2 Кількість пор фольги на 1см Таблиця 3 0,01 0,1 1 0 0,001 5 25 30 35 40 45 Дані табл. 3 підтверджують, що кількість наскрізних пор тонкого шару міді суттєво зменшується при попередньому розпиленні плівки металевого хрому товщиною 0,01-0,1 мкм. Нестабільність показника адгезії при виготовленні мідної фольги відомим способом може бути пов'язана з застосуванням операції активації поверхні металевого хрому в розчині кислоти, яка необхідна для електроосадження тонкого малопористого шару міді, однак призводить до руйнування оксидної розділювальної плівки. На відміну від гальванічного покриття металевого хрому електропровідна іонно-плазмова плівка CrN не ускладнює процес електроосадження тонкого шару міді і не змінює адгезивних властивостей в умовах виготовлення фольгованого матеріалу. Крім того, при виготовленні фольги запропонованим способом, на всій площі неробочої частини поверхні алюмінієвого носія відсутні ознаки осадження міді або цинк-хроматного покриття, що свідчить про надійність її захисту в процесі електроосадження та хімікогальванічної обробки. При використанні відомого способу на кромках зворотної неробочої частини поверхні алюмінієвого носія осаджується металева плівка, яка легко окислюється і руйнується в умовах одержання фольгованого матеріалу, що призводить до забруднення формуючих поверхонь технологічного обладнання. Формуванню плівки міді з боку неробочої поверхні сприяє агресивність гальванічного середовища по відношенню до алюмінію і підвищена щільність струму при осадженні і електрохімічній обробці фольги, що посилює крайовий ефект. Оптимальними умовами підготовки поверхні алюмінієвого носія запропонованим способом відповідає товщина іонно-плазмової плівки CrN 0,1-0,3 мкм. В таблиці 4 наведені дані, які характеризують вплив товщини нітридної плівки на щільність наскрізних пор електроосадженої мідної фольги. Товщина плівки CrN, мкм 2 Кількість пор фольги на 1см 0,05 5 50 2 од 1 0,2 1 Таблиця 4 0,3 0 UA 98936 C2 5 10 15 20 25 30 35 40 45 Запропонований спосіб може бути використаний також при безперервному процесі виготовлення малопористої тонкої мідної фольги на рухомому катоді у вигляді металевого носія, в тому числі, з алюмінію, який переміщується за допомогою спрямовуючих роликів в гальванічній лінії, де мідну фольгу відокремлюють після її осадження [6]. Слід відзначити, що сучасне вакуумне обладнання в плазмохімічному виробництві забезпечує можливість обробки поверхні значної площини при розпиленні плівок металів і нітридів [7], в тому числі при безперервному процесі обробки стрічкових матеріалів з використанням шлюзових камер [8, 9]. Поєднання процесів плазмохімічної обробки і електрохімічної технології забезпечує переваги запропонованого технічного рішення в порівнянні з відомими способами, а саме: - спрощення підготовки поверхні алюмінієвого носія, яка виключає використання токсичних розчинів; - можливість електроосадження малопористого шару міді з використанням продуктивних сірчаних електролітів; - стабільність показника адгезії при механічному відокремленні носія і електроосадженої фольги, в тому числі, в умовах виготовлення друкованих плат напівадитивним методом; Означені переваги дозволять удосконалити технологію виготовлення тонкої мідної фольги, підвищити ефективність та поліпшити екологічні умови виробництва друкованих плат. Джерела інформації 1. Пат. №0987931А2 ЕР, МКВ Н05К 3/38, С25D 1/04. Композитна фольга алюмінію і міді / Опубл. 22.03.2000. 2. Пат. №2317380 Франция, МКИ С25D 3/38. Способ электролитического получения медной фольги /С. Каракс, Л. Марету (Франция).- №67384; Заяв. 13.11.85. - УДК 620-196.31 3. Пат. №3990926 США. МКИ 156-3 С25D 1/04. Способ электроосаждения тонкой медной фольги. Опубл. 1976. 4. Пат. №4088544 США. МКИ С25D 1/04. Способ получения тонкой медной фольги на алюминиевом носителе. Опубл. 1978. 5. Справочник по конструированию радиоэлектронной аппаратуры (печатные узлы): Справочник /А.І. Горобець, А.І. Степаненко, В.М. Коронкевич. - К.: Техника, 1985. - 312 с. 6. Пат. №1602783 Великобританія, МКВ С25D 3/38. Спосіб і пристрій для одержання тонкої мідної фольги. Опубл. 1981. 7. Пархоменко В.Д. Технология плазмохимических производств. /В.Д. Пархоменко, П.Н. Цыбулев, Ю.И. Краснопутский. - К.: Высшая школа, 1991. - 255с. 8. Пат. №1029941А2 ЕР, МКИ 7С23С 14/32. Устройство для осаждения тонких пленок с дифференцируемыми секторами для плазменных процессов. Опубл. 24.01.2000. 9. Пат. №5058064 В4 Япония. С23С 14/56. Способ и устройство для непрерывного вакуумного напыления покрытия. Опубл. 25.08.1993. ФОРМУЛА ВИНАХОДУ Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат, який полягає в електроосадженні шару міді на підготовлену поверхню алюмінієвого носія та їх подальшому роз'єднанні, який відрізняється тим, що при підготовці поверхні алюмінієвого носія на неї в середовищі аргону розпилюють іонно-плазмову плівку металевого хрому товщиною 0,01-0,1 мкм і далі в середовищі аргону та азоту розпилюють плівку нітриду хрому товщиною 0,1-0,3 мкм. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of thin copper foil on aluminium medium for circuit cards
Автори англійськоюTrotsenko Vladyslav Ivanovych, Dron’ Mykola Mykhailovych, Rozmolohov Valerii Leonidovych
Назва патенту російськоюСпособ изготовления тонкой медной фольги на алюминиевом носителе для печатных плат
Автори російськоюТроценко Владислав Иванович, Дронь Николай Михайлович, Розмологов Валерий Леонидович
МПК / Мітки
Мітки: фольги, спосіб, виготовлення, алюмінієвому, друкованих, носії, тонкої, мідної, плат
Код посилання
<a href="https://ua.patents.su/5-98936-sposib-vigotovlennya-tonko-midno-folgi-na-alyuminiehvomu-nosi-dlya-drukovanikh-plat.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат</a>
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат
Номер патенту: 72298
Опубліковано: 15.02.2005
Автори: Журавльова Аліна Борисівна, Курбатова Ольга Лазарєвна, Розмологов Валерій Леонідович, Троценко Владислав Іванович
Мітки: спосіб, плат, тонкої, друкованих, фольги, носії, виготовлення, мідної, алюмінієвому
Формула / Реферат:
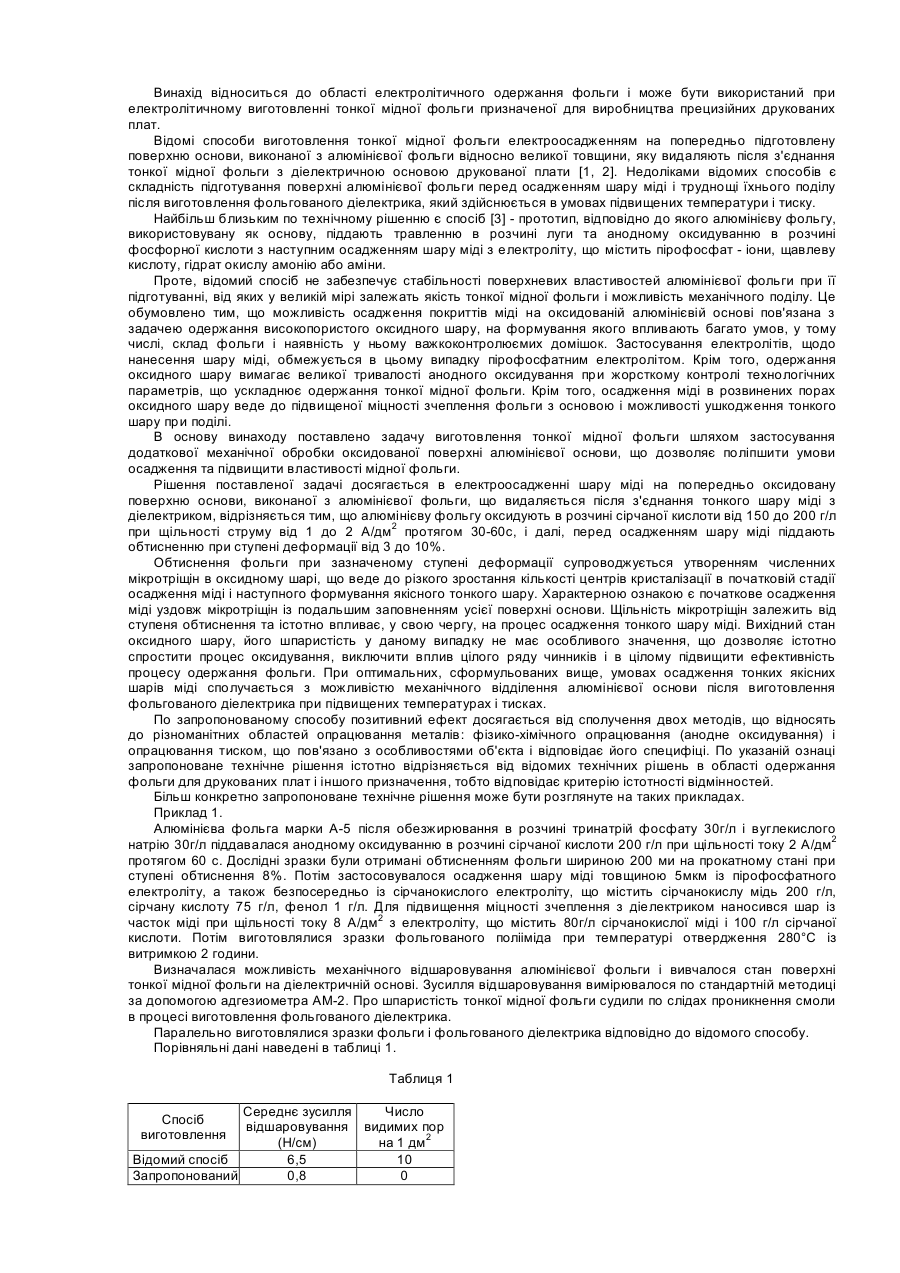
Спосіб виготовлення тонкої мідної фольги на алюмінієвому носії для друкованих плат, що полягає в електроосадженні шару міді на попередньо оксидовану поверхню основи, виконану з алюмінієвої фольги, що видаляється після з'єднання тонкого шару міді з діелектриком, який відрізняється тим, що алюмінієву фольгу оксидують в розчині сірчаної кислоти від 150 до 200 г/л при щільності струму від 1 до 2 А/дм2 протягом 30-60 с і далі перед осадженням шару...
Спосіб одержання гальванопластичних виробів, зокрема тонкої мідної фольги для друкованих плат
Номер патенту: 80289
Опубліковано: 10.09.2007
Автори: Троценко Владислав Іванович, Дронь Микола Михайлович, Розмологов Валерій Леонідович
МПК: C25D 1/04, C25D 1/00, C25D 3/38
Мітки: друкованих, спосіб, фольги, плат, одержання, тонкої, зокрема, виробів, гальванопластичних, мідної
Формула / Реферат:
Спосіб одержання гальванопластичних виробів, зокрема тонкої мідної фольги для друкованих плат, що включає нанесення розділового шару на поверхню катодної основи, електроосадження шару металу, який відрізняється тим, що перед електроосадженням шару металу здійснюють плазмохімічне нанесення розділового шару нітриду титану товщиною 0,1-1,0 мкм.
Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат
Номер патенту: 73535
Опубліковано: 15.08.2005
Автори: Троценко Владислав Іванович, Курбатова Ольга Лазарєвна, Журавльова Аліна Борисівна, Розмологов Валерій Леонідович
МПК: C25D 1/04, C25D 3/38, B41N 1/00
Мітки: мідної, електроосадження, тонкої, друкованих, плат, багатошарових, фольги, спосіб
Формула / Реферат:
Спосіб електроосадження тонкої мідної фольги для багатошарових друкованих плат, що включає осадження шару міді на катодній стрічковій основі і наступне його відділення, який відрізняється тим, що процес осадження фольги проводять постадійно, при цьому на основі осаджують початковий шар міді товщиною від 0,5 до 1,0мкм, потім наносять проміжний шар нікелю або сплаву на його основі товщиною від 0,1 до 0,3мкм і далі здійснюють осадження основного...
Спосіб одержання корозійностійкої мідної фольги для друкованих плат
Номер патенту: 91858
Опубліковано: 10.09.2010
Автор: ДНІПРОПЕТРОВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ОЛЕСЯ ГОНЧАРА
МПК: C25D 7/06, C25D 7/00, H05K 1/09, H05K 3/38
Мітки: фольги, плат, друкованих, мідної, одержання, корозійностійкої, спосіб
Формула / Реферат:
Спосіб одержання мідної корозійностійкої фольги для друкованих плат, який включає одержання на її поверхні катодної молібдатної плівки в розчині молібдату лужного металу і подальше формування комбінованого захисного покриття, який відрізняється тим, що після одержання катодної молібдатної плівки нагрівають поверхню мідної фольги з нанесеною молібдатною плівкою в інтервалі температур 150-250 °С протягом 15-60 с, а потім на поверхню мідної...
Спосіб одержання тонкої мідної фольги
Номер патенту: 73536
Опубліковано: 15.08.2005
Автори: Троценко Владислав Іванович, Дронь Микола Михайлович, Журавльова Аліна Борисівна
МПК: C25D 1/04
Мітки: фольги, тонкої, одержання, спосіб, мідної
Формула / Реферат:
Спосіб одержання тонкої мідної фольги, який включає електроосадження металевого підшару та основного шару міді, який відділяють від катодної основи, який відрізняється тим, що здійснюють нанесення підшару металу із групи олова, свинцю, вісмуту, індію або подвійного сплаву олово – свинець евтектичного складу, поверхню якого оплавляють перед осадженням основного шару міді, а наступне відокремлення тонкої фольги від катодної основи здійснюють...
Попередній патент: Безперервний спосіб виготовлення напою на основі дріжджового бродіння
Наступний патент: Спосіб утворення металевого шару на кераміці
Випадковий патент: Фасад або прозорий дах з рамною конструкцією із профільних стояків і профільних поперечок