Спосіб двостороннього шліфування торців некруглих деталей
Номер патенту: 99707
Опубліковано: 25.06.2015
Автори: Кальченко Дмитро Володимирович, Слєднікова Олена Сергіївна
Формула / Реферат
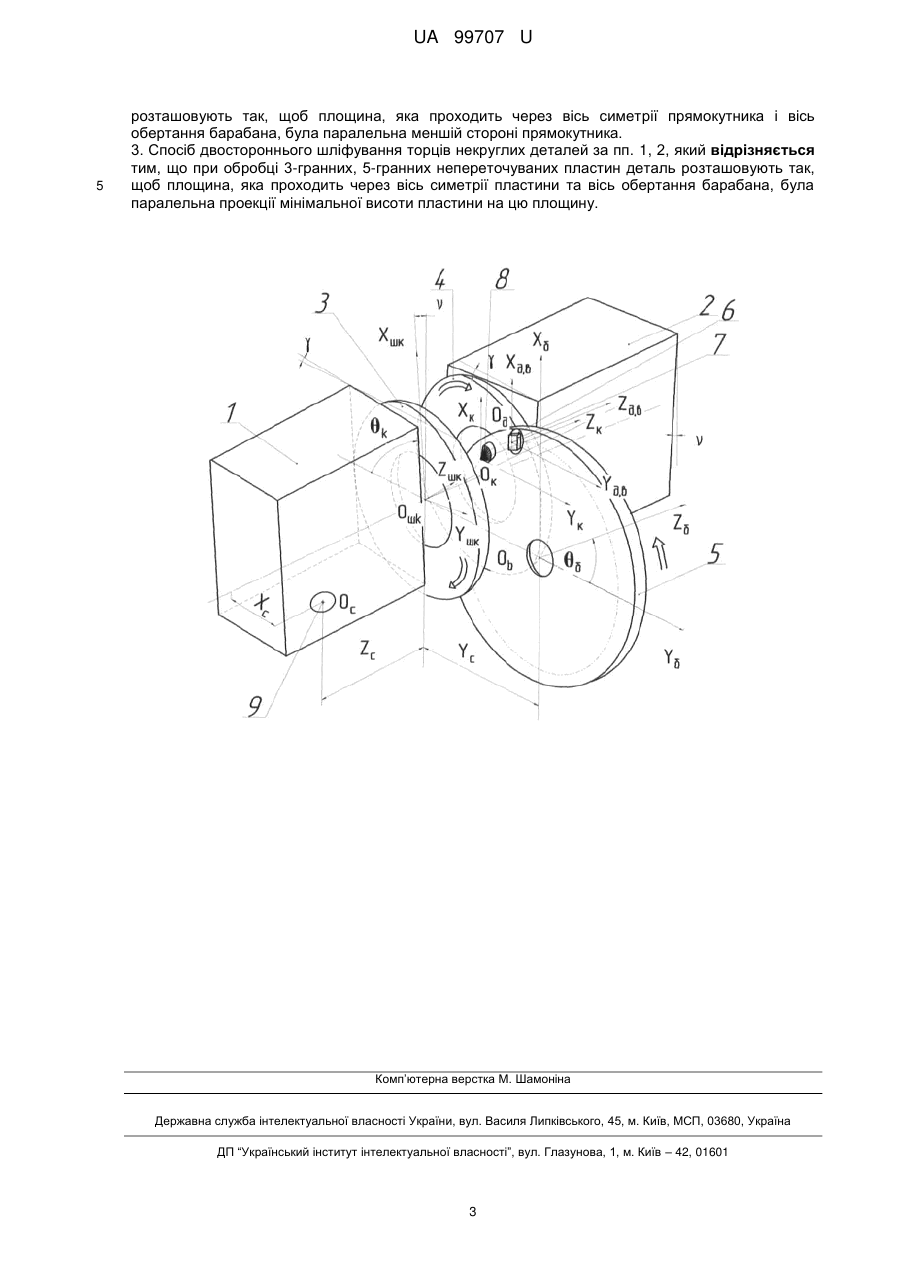
1. Спосіб двостороннього шліфування торців некруглих деталей, який включає використання двох орієнтованих обертових кругів, які заправлені одночасно двома алмазними олівцями, осі яких переміщуються по окружності, барабана подачі з деталями та симетрично розташованими олівцями, який відрізняється тим, що деталь в барабані розташовують так, щоб площина, яка проходить через вісь симетрії квадрата і вісь обертання барабана, була паралельна стороні квадрата.
2. Спосіб двостороннього шліфування торців некруглих деталей за п. 1, який відрізняється тим, що при шліфуванні торців некруглих деталей з прямокутним профілем деталь розташовують так, щоб площина, яка проходить через вісь симетрії прямокутника і вісь обертання барабана, була паралельна меншій стороні прямокутника.
3. Спосіб двостороннього шліфування торців некруглих деталей за пп. 1, 2, який відрізняється тим, що при обробці 3-гранних, 5-гранних непереточуваних пластин деталь розташовують так, щоб площина, яка проходить через вісь симетрії пластини та вісь обертання барабана, була паралельна проекції мінімальної висоти пластини на цю площину.
Текст
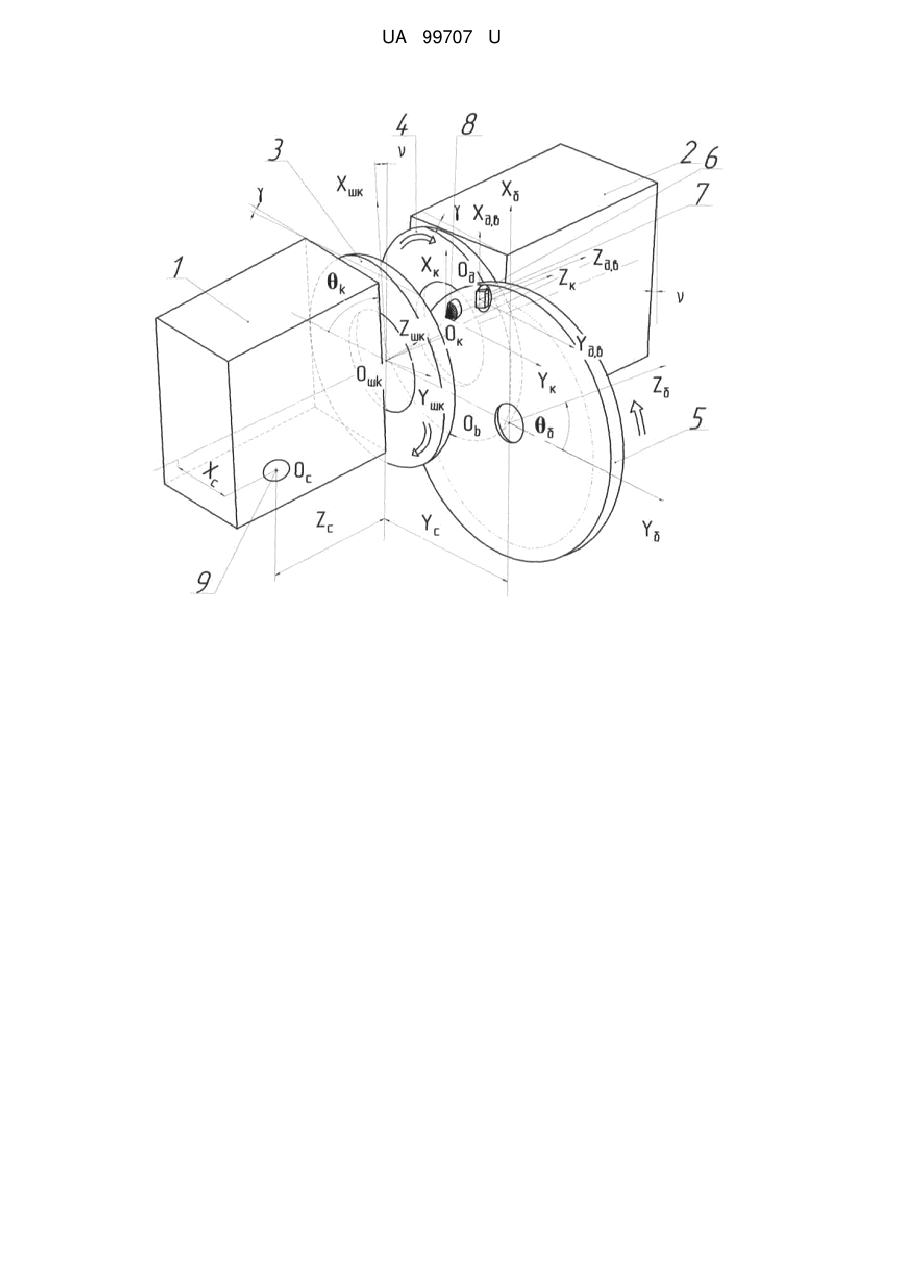
Реферат: UA 99707 U UA 99707 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до машинобудування та верстатобудування та може бути використана при шліфуванні торців кінцевих мір, 3-гранних, 4-гранних, 5-гранних непереточуваних пластин і інших некруглих деталей. Відомий спосіб шліфування торців зі схрещеними осями деталі і круга (Пасов Г.В. Підвищення точності шліфування торців за рахунок орієнтації профільного круга та врахування його поточного зносу: Автореф. дис. к.т.н. - Харків, 2000. - 16 с.). Недоліком цього способу є те, що відсутня калібруюча ділянка круга. Відомий спосіб одночасного шліфування двох торців циліндричних деталей, він найбільш близький, його вибрано як найближчий аналог (Патент № 10636 Україна, МПК В24В 5/04. Спосіб одночасного шліфування двох торців циліндричних деталей / Кальченко В.В, Жадан О.В; опубл. 15.11.2005, Бюл. № 11, 2005). В даному способі є ділянка для чорнової та чистової обробки, він включає комбіновану правку шліфувального круга. Недолік даного способу - обробка тільки циліндричних деталей. Задача корисної моделі - підвищення точності шліфування торцевих поверхонь некруглих деталей. Поставлена задача вирішується тим, що в cпособі двостороннього шліфування торців некруглих деталей, що включає використання двох орієнтованих обертових кругів, які заправлені одночасно двома алмазними олівцями, осі яких переміщуються по окружності, барабана подачі з деталями та симетрично розташованими олівцями, згідно з корисною моделлю, деталь в барабані розташовують так, щоб площина, яка проходить через вісь симетрії квадрата і вісь обертання барабана, була паралельна стороні квадрата. А також тим, що шліфування торців некруглих деталей з прямокутним профілем, площина, яка проходить через вісь симетрії прямокутника і вісь обертання барабана, паралельна меншій стороні прямокутника. Ще тим, що при обробці 3-гранних, 5-гранних непереточуваних пластин, площина, яка проходить через вісь симетрії пластини та вісь обертання барабана, паралельна проекції мінімальної висоти пластини на цю площину. На кресленні показано розрахункову схему шліфування торців некруглих деталей. На кресленні вказані позиції: 1, 2 - шліфувальні бабки, 3, 4 - шліфувальні круги, 5 - барабан подачі виробів, 6 - втулка, 7 - заготовка, 8 - алмазний олівець, 9 - сферичний шарнір, відносно якого відбувається поворот кругів. Схема процесу двостороннього шліфування торців некруглих деталей зображено на кресленні, де заготовки 7, закріплені у втулках 6 барабана подачі виробів 5, шліфуються шліфувальними кругами 3, 4, які повернуті на оптимальні кути, шліфувальних бабок 1, 2. Поворот шліфувальних кругів 3, 4 на кути та відбувається відносно сферичних шарнірів 9. У втулці барабана подачі виробів знаходиться алмазний олівець 8, який править шліфувальний круг. Шліфувальні бабки разом із шліфувальними кругами орієнтують на кут вертикальній площині і на кут - у горизонтальній. При обробці торців кути орієнтації вибираються, щоб заготовка не торкалася калібруючих ділянок шліфувальних кругів при знятті чорнового припуску. Для отримання калібрувальної ділянки на торці круга необхідна комбінована правка. За допомогою спеціального пристрою вся торцева поверхня правиться в площині, перпендикулярній осі обертання круга. Після цього алмазним олівцем, закріпленим на барабані кругової подачі заготовок в зону обробки, правиться ділянка круга, суміжна із зовнішнім діаметром, в результаті чого отримують калібрувальну ділянку, яка на вході не бере участь у зрізуванні припуску і захищена напрямними. Чорновий припуск зрізується на центральній ділянці. Під час шліфування деталі весь час переміщуються в зону, що звужується. Остаточна точність формується калібрувальною ділянкою на виході із зони обробки. Для розробки математичних моделей з найбільш важливих характеристик процесу шліфування використовується функція формоутворення верстата. Вона являє собою аналітичну залежність, що зв'язує переміщення ланок формоутворювальної системи з траєкторією руху точок інструмента відносно оброблюваної деталі в системі координат деталі. Калібрувальна ділянка торця інструмента при його профілюванні на верстаті описується залежністю 55 R i Б , М6 М1 Х с М5 М4 М2Yc (1) М1Х с М3Z с М6 Б М1RБ e 4 , 1 UA 99707 U 5 де Б , - параметри поверхні різального інструменту, що відповідають за кутове і радіальне положення точки робочої поверхні круга; М1 , М2 , М3 , М4 , М5 , М6 - матриці перетворення систем координат, які моделюють поступальний рух вздовж осей координат і повороти навколо них; Хс , Yc , Z с - розміри, які визначають положення центру сферичного пальця щодо барабана подачі і робочої площини круга; , - кути орієнтації шліфувальної бабки в горизонтальній і вертикальній площинах; RБ - радіальний розмір розташування осей заготовок в барабані подачі; 10 e4 0,0,0,1T - радіус-вектор вершини алмазного олівця для правки, що співпадає з початком координат. Формоутворювальна модель верстата описує сім'ю інструментальних поверхонь в системі координат деталі R д k , Б , М1 R Б М6 k М3 Z с М1 Х с М2 Yc М4 М5 М6Х с Ri Б , , 15 20 (2) де k - кутова координата положення центру заготовки відносно системи координат круга. У формоутворенні торця заготовки приймає участь вся поверхня калібрувальної ділянки, але остаточна точність може формуватися колом найменшого радіуса Rmin , найбільшого радіуса Rmax або лінією контакту заготовки з кругом. Радіус-вектор характеристики на формоутворювальній ділянці торцевої поверхні круга визначається із рівняння (2), враховуючи рівняння зв'язку для однопараметричного огинання. R д k , Б , R д k , Б , R д k , Б , 0. k Б (3) Рівняння поверхні, яка утворюється при русі мінімального кола, може бути отримане із рівняння (2), підставляючи в нього замість радіус-вектора поверхні координати точок кола. 25 R д k , М6k k М1 RБ М6k М3 Z с М1 Х с М2 Yc М4 М5 М1Х с М6 М1Rmin М3Z min e4 . (4) Рівняння поверхні, яка утворюється при русі максимального кола, може бути отримане із рівняння (2), підставляючи в нього замість радіус-вектора поверхні координати точок кола. R д k , М6k k М1 RБ М6k М3 Z с М1 Х с М2 Yc М4 М5 М1Х с М6 М1Rmax М3Z max e 4 . (5) 30 Для забезпечення найбільшої точності торця орієнтація деталі вибирається, щоб площина, яка проходить через вісь симетрії некруглої деталі і вісь обертання барабана, була паралельна проекції мінімальної висоти деталі. Корисна модель може бути застосована у галузях машинобудування та верстатобудування. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 1. Спосіб двостороннього шліфування торців некруглих деталей, який включає використання двох орієнтованих обертових кругів, які заправлені одночасно двома алмазними олівцями, осі яких переміщуються по окружності, барабана подачі з деталями та симетрично розташованими олівцями, який відрізняється тим, що деталь в барабані розташовують так, щоб площина, яка проходить через вісь симетрії квадрата і вісь обертання барабана, була паралельна стороні квадрата. 2. Спосіб двостороннього шліфування торців некруглих деталей за п. 1, який відрізняється тим, що при шліфуванні торців некруглих деталей з прямокутним профілем деталь 2 UA 99707 U 5 розташовують так, щоб площина, яка проходить через вісь симетрії прямокутника і вісь обертання барабана, була паралельна меншій стороні прямокутника. 3. Спосіб двостороннього шліфування торців некруглих деталей за пп. 1, 2, який відрізняється тим, що при обробці 3-гранних, 5-гранних непереточуваних пластин деталь розташовують так, щоб площина, яка проходить через вісь симетрії пластини та вісь обертання барабана, була паралельна проекції мінімальної висоти пластини на цю площину. Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: некруглих, спосіб, торців, двостороннього, шліфування, деталей
Код посилання
<a href="https://ua.patents.su/5-99707-sposib-dvostoronnogo-shlifuvannya-torciv-nekruglikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб двостороннього шліфування торців некруглих деталей</a>
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Жадан Олександр Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: торців, одночасного, шліфування, циліндричних, деталей, двох, спосіб
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: деталей, торців, шліфування, спосіб, циліндричних
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб шліфування торців непереточуваних пластин з прямокутним профілем
Номер патенту: 97946
Опубліковано: 10.04.2015
Автори: Кальченко Дмитро Володимирович, Музичка Діана Геннадіївна, Кальченко Віталій Іванович, Слєднікова Олена Сергіївна
МПК: B24B 7/00
Мітки: спосіб, шліфування, прямокутним, непереточуваних, пластин, торців, профілем
Формула / Реферат:
Спосіб шліфування торців непереточуваних пластин з прямокутним профілем, який включає використання двох орієнтованих кругів, торцеві поверхні яких перпендикулярні осям обертання, барабану подачі з пластинами, які переміщуються по дузі кола, який відрізняється тим, що при обертанні барабана верхня сторона прямокутної пластини в точці, яка розташована на осі її симетрії і лежить в площині, яка перпендикулярна верхній стороні та проходить через...
Спосіб шліфування некруглих деталей
Номер патенту: 37950
Опубліковано: 15.05.2001
Автори: Уварова Юлія Леонідівна, Гаращенко Ярослав Миколайович, Мамаліс Атанас, Доброскок Володимир Ленінмирович, Грабченко Анатолій Іванович
МПК: B24B 1/00, B24B 17/00
Мітки: деталей, шліфування, спосіб, некруглих
Текст:
...заготівки і її закріплення. Після цього проводиться наступний цикл обробки. Приклад. Робилося шліфування багатогранних ріжучих пластин із твердого сплаву Т15К6 по задній поверхні на універсально-заточувальному верстаті мод. ЗД642Е, модернізованому для здійснення запропонованого способу шліфування. При шліфуванні використовувався ча шковий алмазний круг діаметром 150 мм, із шириною алмазного шару 10 мм. Характеристика круга: марка алмазів -...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Володимир Віталійович, Ільїн Дмитро Олександрович, Кальченко Віталій Іванович
МПК: B24B 1/00
Мітки: некруглих, циліндричним, циліндричних, кругом, спосіб, шліфування, поверхонь
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Попередній патент: Формувач одиночної симетричної триімпульсної кодової серії з програмованими часовими параметрами
Наступний патент: Пристрій для отримання крові з судин порожнистих органів “шприц в собі”
Випадковий патент: Оптоелектронна інформаційно-енергетична мережа