Спосіб калібровки валків блюмінга
Номер патенту: 10003
Опубліковано: 30.09.1996
Автори: Корінь Андрій Олександрович, Тільга Степан Сергійович, Левічев Павло Олексійович, Кукуй Давид Пенхусович, Ротару Іон Теодорович, Губайдулін Вячеслав Фуатович, Нечепоренко Володимир Андрійович

Формула / Реферат
(57) Способ калибровки валков блюминга, включающий нарезку последовательно расположенных калибров с гладкой бочкой и ящичных калибров с выпуклым дном, перетачивание калибров по мере износа, отличающийся тем, что переточку каждого ручья первого ящичного калибра осуществляют с уменьшением катающего диаметра крайних участков дна калибра, составляющем 1,15 - 1,35 уменьшения катающего диаметра его выпуклого участка при смещении крайних участков калибра от его вертикальной оси на величину 0,15 - 0,45 уменьшения катающего диаметра крайних участков.
Текст
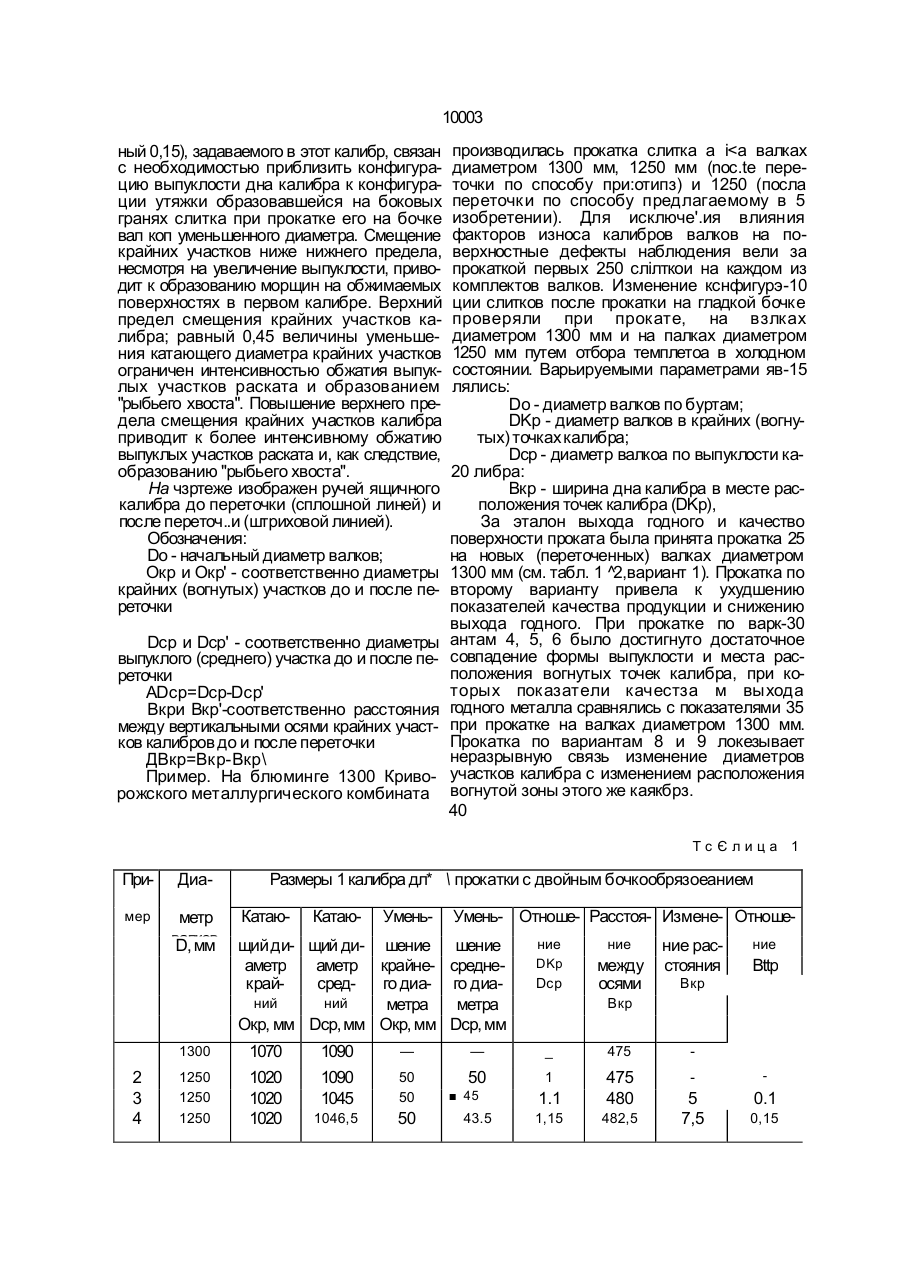
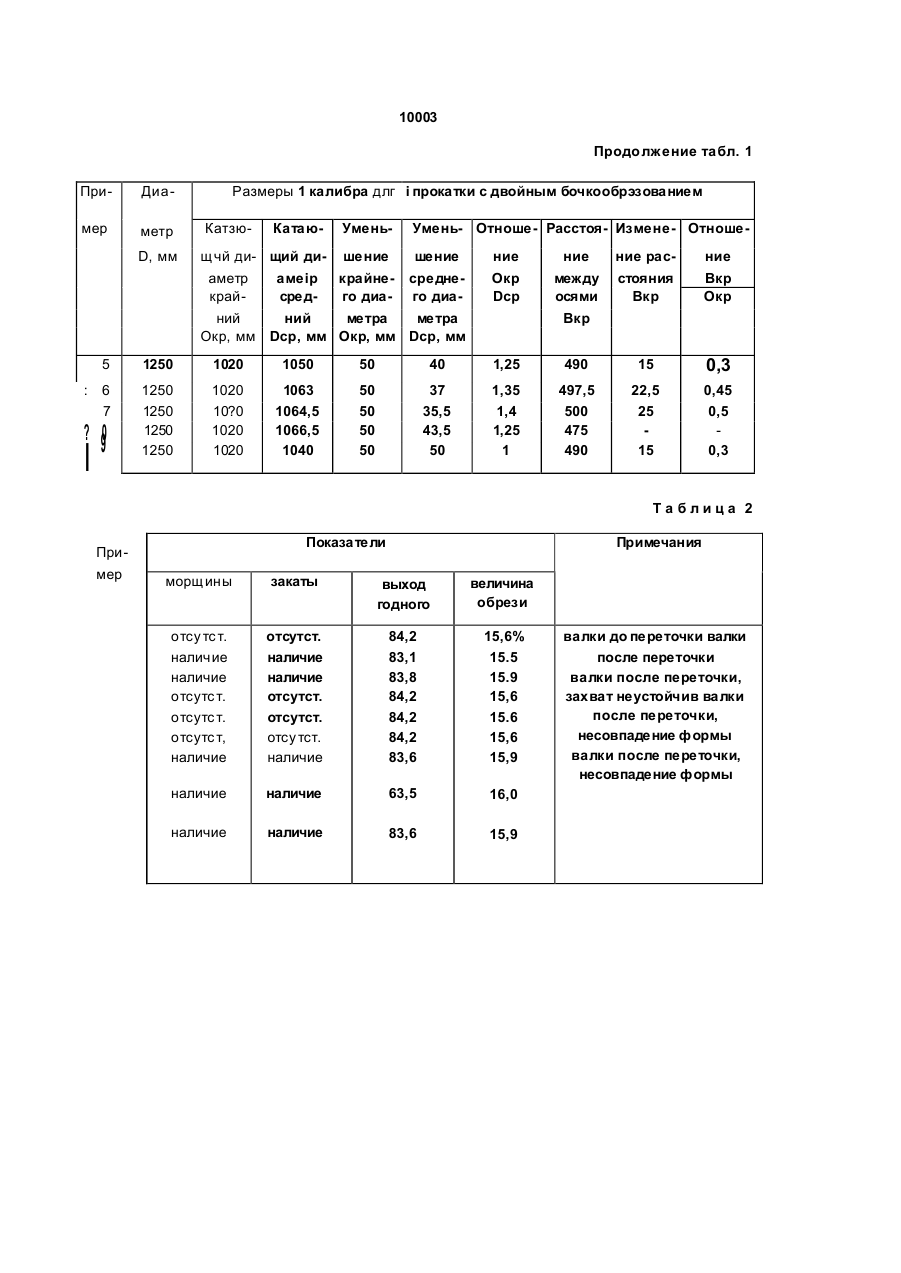
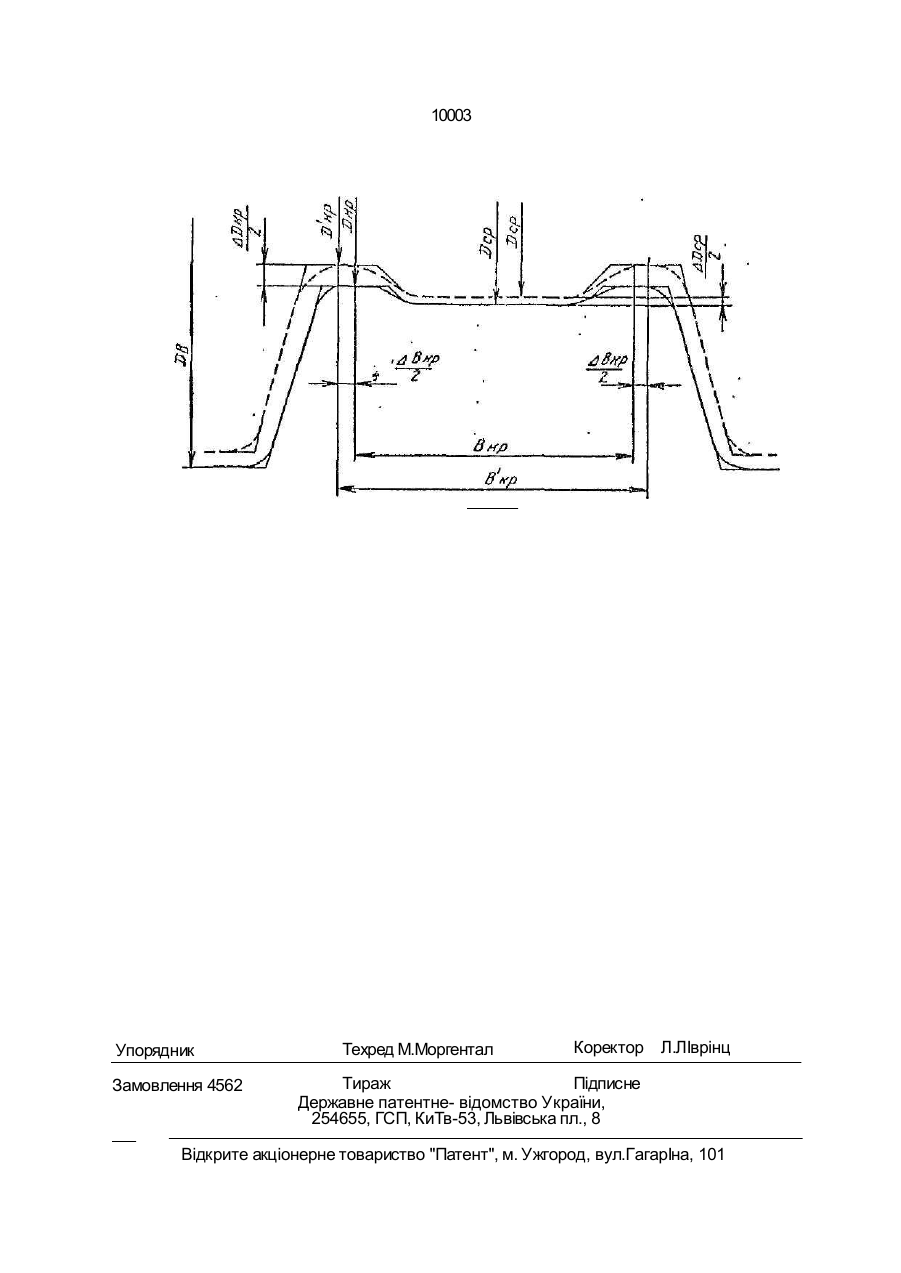
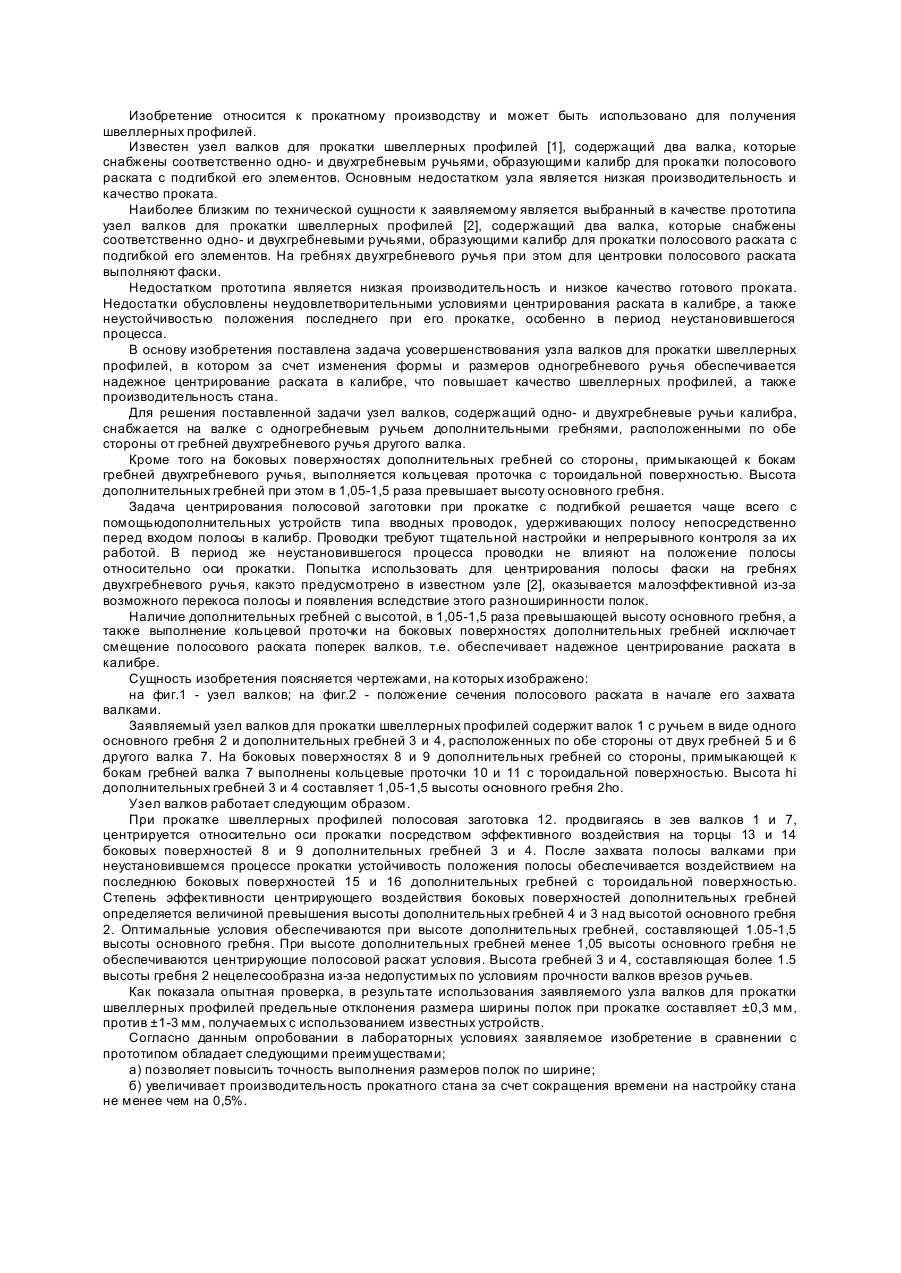
Спос об калибровки валков блюминга, включающ ий нарезку пос л ед ова тельн о рас положенных калибров с гладкой боч к ой и ящ ичн ых к ал и бр ов с в ыпу к л ым д ном, перетачивание калибров по мере износа, о т л и ч а ю щ и й с я тем, что переточку каждого ручья первого ящ ичного калибра осущес твляют с уменьшением катающего д иаметра крайних у час тков д на калибра, с ос тавляющем 1,15 - 1, 35 у мень шения катающего д иаметра его выпуклого участка при смещении крайних учас тков калибра от его вертикальной оси на величину 0,15 - 0, 45 у меньш ения катающего диаметра крайних учас тков. С > о о о W Изобретение относится к черной металлургии и мож ет быть использовано при калибровке валков блюминга. Извес тен с пос об калибро& ки валков блюминга, использующий сис тему прямоугольных (ящичных) калибров с прямолинейным дном[ 1]. Использование э того способа калибров ки привод ит к повышенному расходу металла на прокатку и появлению погерхнос тных дефектов в виде закатов и морщин при переточках валков на меньш ий д иаметр. Из извес тных спос обов наиболее близким к изобретению является способ калиб ровки валков блюминга, включающий нарезку пос лед овательно расположенных кал иб р ов с г лад к о й б очк ой и ящ ич ных калибров с выпуклым дном, перетачивание калибров по мере износа [ 2]. В этом с лучае используется выпуклос ть дна первого и последующих ящ ичных калибров. Применяемая выпуклос ть д на первого ящ ичного калибра позволяет час тично обжимать у тяну тую (вогну тую) час ть с литк а, образовавшуюс я при прокатке на глад кой бочке и тем самым предотвратить появление закатов и морщин, а также образование "рыбьего хвос та" за счет преимущес твенно О 10003 го обжатия крайних (выпуклых) зон. Однако, при снижении д иаметра валков за счет их переточек величина вогну тос ти слитка при прок атке на гладкой бочке увеличивается за счет у меньш ения отношения д лины дуги 5 контакта (lg) к с ред ней выс оте раската (Нс р). К ак извес тно, lg= V RAh , гд е R катающий радиус оалка; Дп - обжатие за проход. При уменьш ении диаметра валков в ре- 10 зультате их переточек (уменьшаетс я R) режим обжатий обычно остается тот же ілли же единичные обжатия уменьшают, т.е. lg= R*h снижается. Отсюда с ледует, что уменьшается отнош ение lg/ Нср, что приводит к сниже- 15 нию глу бины проникнооенил деформации, а след овательно и к увеличению у тяжки. Увеличение у тяжки D спою очередь отрицательного сказывается на качес тве поверхнос ти металла и оых од е годного. При прокатке 20 рас ката с у величенной у тяж кой в первом калибре, преимущ ес твенно обжинаютс я крайние (выпуклые) учас тки слитка, которые при наличии с тесненного уширсния в калибре имеют тенд енцию к течению в с торону 25 головной и донной час ти раската, что ведет к образованию "рыбьего хвос та". Ч ас ть металла из более обжимаемых (крайних) участ-ков теч е т к цен тру рас к а та в мене е обжимаемый учас ток у тяжки и за счет э того 30 возможно образование закатов и морщ ин. Кроме э того, у меньш ение д иаметра валков олечет за с обой изменение кон фигу раций боковых граней раската за с чет того, что наиболее выпуклые учас тки располагаютс я 35 ближе к обжимаемым поверх нос тям , чем при прок атке на валках большего диаметра, т. о. у тяж ка рас прос траняе тс я не то лько вглу бь слитка, чо и с тановитс я ш ире. Описываемый же в прототипе способ не предус- 40 матривает ни изменения конфигу рации калибра, ни увеличения его выпуклос ти д ля более равномерной зоны у тяжки. В основу изобретения пос тавлена зад ача с озд ания с пос оба калибровки валков 45 блюминга, в котором новые тех нологичес кие параметры операций обес печивают снижение поверх нос тных д ефектов о вид е закатоо и морщин и уменьш ение д ефекта типа " рыбий хвос т" и за сч ет э того позволя- 50 ют повысить выход годного металла. Пос тавленная задача решается тем, что Е спос обе капибровки валков блюминга, включающем нарезку пос лед овательно расположенных калибров с гладкой бочкой и 55 ящичных калибров с оыпуклым д ном, перетачивание калиброп по мере износ а, соглас но изобретению, переточку кажд ого ру чья первого ящ ичного калибра осущес твляю т с уменьшением катающего диаметра крайних участков дна калибра, составляющим 1,15 t,35 уменьш ения катающего д иаметра его выпуклого у час тка при с мещ ении крайних участков калибра от его вертикальной оси на величину 0,15 - 0,45 уменьшения катающего диаметра крайних учас тков. Увеличение выпуклос ти первого калибра при сниж ении диаметра оалков позволяет избежать образования морщин, .закатов и снизить величину "рыбьего хвос та" за счет увеличения прорабатываемое™ средней зоны раската. Увеличение выпуклости производитс я за счет большей величины съема металла в зоне крайних участков калибра относительно величины съема металла при переточках валков в средней (выпуклой) зоне первого калибра. Кроме э того, при снижении отношения lg/ Нср, вследствие меньшей глубины проник новения де формации у час тки наибольш его уш ирения (выпуклые учас тки) рас полагаются ближе к обжимаемой поверхнос ти с литка, т. е. с тановятся более удаленными от вертикальной оси раската после его кантовки и задачи в первый ящ ичный калибр. Это требует смещения крайних (вогнутых) учас тков калибра ближе к краям, т.е. далее от вертикальной оси раската. Нижний предел соотношения величины уменьш ения катающего диаметра крайних у час тков пе рвого ка ли бр а к вел ичин е уменьш ения катающего д иаметра с реднего учас тка э того же калибра равный 1,15 обеспечивает то минимальное увеличение выпуклос ти дна первого калибра, при котором происх од ит выкатывание морщин, не образуютс я мелкие закаты и сдерживаетс я превалирующее течение выпуклых участков раската в зону головной и д онной обрези. При уменьш ении э того отнош ения начинают появляться на поверхнос ти проката мелк ие з ак а ты, мо рщ ин ы и на б люд а е тс я увеличение головной и д онной обрези за счет превалирующего течения металла их выпуклых учас тков в облас ть удаляемой гоповной и д онной обрези. В ерх ний пред ел рассматриваемого отнош ения обеспечивает то максимальное упеличение выпуклости калибра, при котором захват металла будет устойчив, так как раскат в первую очередь должен кас аться с тенок калибра, а затем уже выпуклос ти его дна, кроме э того, чрезмерная выпуклос ть д на первого калибра привед ет к образованию морщин и закатов при прокатке э того раската пос ле его кантовки во втором калибре. Нижний пред ел смещ ения крайних (с огну тых) учас тков дна калибра от вертикальной оси раската (рав 10003 ный 0,15), задаваемого в этот калибр, связан с необходимостью приблизить конфигурацию выпуклости дна калибра к конфигурации утяжки образовавшейся на боковых гранях слитка при прокатке его на бочке вал коп уменьшенного диаметра. Смещение крайних участков ниже нижнего предела, несмотря на увеличение выпуклости, приводит к образованию морщин на обжимаемых поверхностях в первом калибре. Верхний предел смещения крайних участков калибра; равный 0,45 величины уменьшения катающего диаметра крайних участков ограничен интенсивностью обжатия выпуклых участков раската и образованием "рыбьего хвоста". Повышение верхнего предела смещения крайних участков калибра приводит к более интенсивному обжатию выпуклых участков раската и, как следствие, образованию "рыбьего хвоста". На чзртеже изображен ручей ящичного калибра до переточки (сплошной линей) и после переточ..и (штриховой линией). Обозначения: Do - начальный диаметр валков; Окр и Окр' - соответственно диаметры крайних (вогнутых) участков до и после переточки Dcp и Dcp' - соответственно диаметры выпуклого (среднего) участка до и после переточки ADcp=Dcp-Dcp' Вкри Вкр'-соответственно расстояния между вертикальными осями крайних участков калибров до и после переточки ДВкр=Вкр-Вкр\ Пример. На блюминге 1300 Криворожского металлургического комбината производилась прокатка слитка а і
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of calibration of blooming mill rolls
Автори англійськоюKukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, Tilha Stepan Serhiiovych, Necheporenko Volodymyr Andriiovych, Rotary Ion Teodorovych, Hubaidulin Viacheslav Fuatovych, Korin Andrii Oleksandrovych, Levichev Pavlo Oleksiiovych
Назва патенту російськоюСпособ калибровки валков блюминга
Автори російськоюКукуй Давид Пенхусович, Тильга Степан Сергеевич, Нечепоренко Владимир Андреевич, Ротару Ион Теодорович, Губайдулин Вячеслав Фуатович, Коринь Андрей Александрович, Левичев Павел Алексеевич
МПК / Мітки
МПК: B21B 1/02, B21B 27/02
Мітки: спосіб, калібровки, валків, блюмінга
Код посилання
<a href="https://ua.patents.su/6-10003-sposib-kalibrovki-valkiv-blyuminga.html" target="_blank" rel="follow" title="База патентів України">Спосіб калібровки валків блюмінга</a>
Спосіб прокатки злитків на дуо-реверсивному стані з індивідуальним приводом валків
Номер патенту: 10001
Опубліковано: 30.09.1996
Автори: Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Спіняков Віктор Костянтинович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Лясов Володимир Григорович, Кібець Михайло Олександрович, Петрічук Валентин Дмитрович
МПК: B21B 1/02
Мітки: валків, прокатки, приводом, дуо-реверсивному, стані, індивідуальним, спосіб, злитків
Формула / Реферат:
(57) Способ прокатки слитков на дуо-реверсивном стане с индивидуальным приводом валков, включающий деформацию металла на гладкой бочке и в ящичных калибрах с регламентированными обжатиями и промежуточными кантовками при передаче раската для пропуска из калибра в калибр, отличающийся тем, что на концевых частях раскатов, до достижения вытяжки равной 0,4 - 0,6 от суммарной, деформацию ведут с частными относительными обжатиями 12-25%, а затем,...
Спосіб прокатки
Номер патенту: 10002
Опубліковано: 30.09.1996
Автори: Следнєв Володимир Петрович, Крикунов Борис Петрович, Левицький Анатолій Петрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Лам Матвій Маркович, Корінь Андрій Олександрович
МПК: B21B 1/02
Формула / Реферат:
(57) Способ прокатки слитков, преимущественно квадратного и прямоугольного сечения, включающий прокатку на гладкой бочке с получением раската с вогнутым центральным участком и выпуклыми крайними участками, и последующую прокатку в ящичном калибре в несколько проходов, отличающийся тем, что прокатку в первом ящичном калибре ведут при отношении суммы длин дуг контактов центрального вогнутого участка к сумме длин дуг контактов выпуклых крайних...
Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Ротару Іон Теодорович, Шеремет Володимир Олександрович, Полуновський Ісаак Овсійович, Нечепоренко Володимир Андрійович, Кукуй Давид Пенхусович, Макаров Григорій Арестович, Тільга Степан Сергійович, Аскерко Григорій Михайлович, Омєсь Миколай Михайлович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: прокатки, злитків, спосіб
Формула / Реферат:
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Вузол валків
Номер патенту: 2619
Опубліковано: 26.12.1994
Автори: Міронов Євген Костянтинович, Гавриленко Євген Дмитрович, Дорожко Іван Кирилович, Данилович Георгій Володимирович, Локтіонов Петро Якович, Скороход Микола Михайлович, Кірієнко Анатолій Іванович, Чудновець Олександр Миколайович, Мирошниченко Анатолій Васильович, Хорошілов Микола Макарович
МПК: B21B 27/02
Формула / Реферат:
Узел валков для прокатки швеллерных профилей, содержащий валок с одногребневым ручьем и валок с двухгребневым ручьем с подгибкой полосового раската, отличающийся тем, что валок с одногребневым ручьем снабжен дополнительными гребнями с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, расположенными по обе стороны от гребней двухгребневого ручья другого валка, а на боковых поверхностях дополнительных гребней со стороны, примыкающей...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Долуда Анатолій Олександрович, Темніков Едуард Михайлович, Токар Галина Миколаївна, Свистунов Ігор Олександрович, Гольдштейн Леонід Борисович, Воронцов Микола Михайлович
МПК: B22D 13/02
Мітки: валків, відцентрового, спосіб, лиття, прокатних
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Попередній патент: Спосіб прокатки
Наступний патент: Привод веломобіля
Випадковий патент: Спосіб регулювання витрати потоку монооксиду вуглецю