Спосіб прокатки
Номер патенту: 10002
Опубліковано: 30.09.1996
Автори: Губайдулін Вячеслав Фуатович, Следнєв Володимир Петрович, Левицький Анатолій Петрович, Корінь Андрій Олександрович, Лам Матвій Маркович, Крикунов Борис Петрович, Кукуй Давид Пенхусович

Формула / Реферат
(57) Способ прокатки слитков, преимущественно квадратного и прямоугольного сечения, включающий прокатку на гладкой бочке с получением раската с вогнутым центральным участком и выпуклыми крайними участками, и последующую прокатку в ящичном калибре в несколько проходов, отличающийся тем, что прокатку в первом ящичном калибре ведут при отношении суммы длин дуг контактов центрального вогнутого участка к сумме длин дуг контактов выпуклых крайних участков в пределах 0,95 - 1, при отношении длины дуги контакта центрального участка к крайним участкам в каждом проходе - 0,79 – 1,02.
Текст
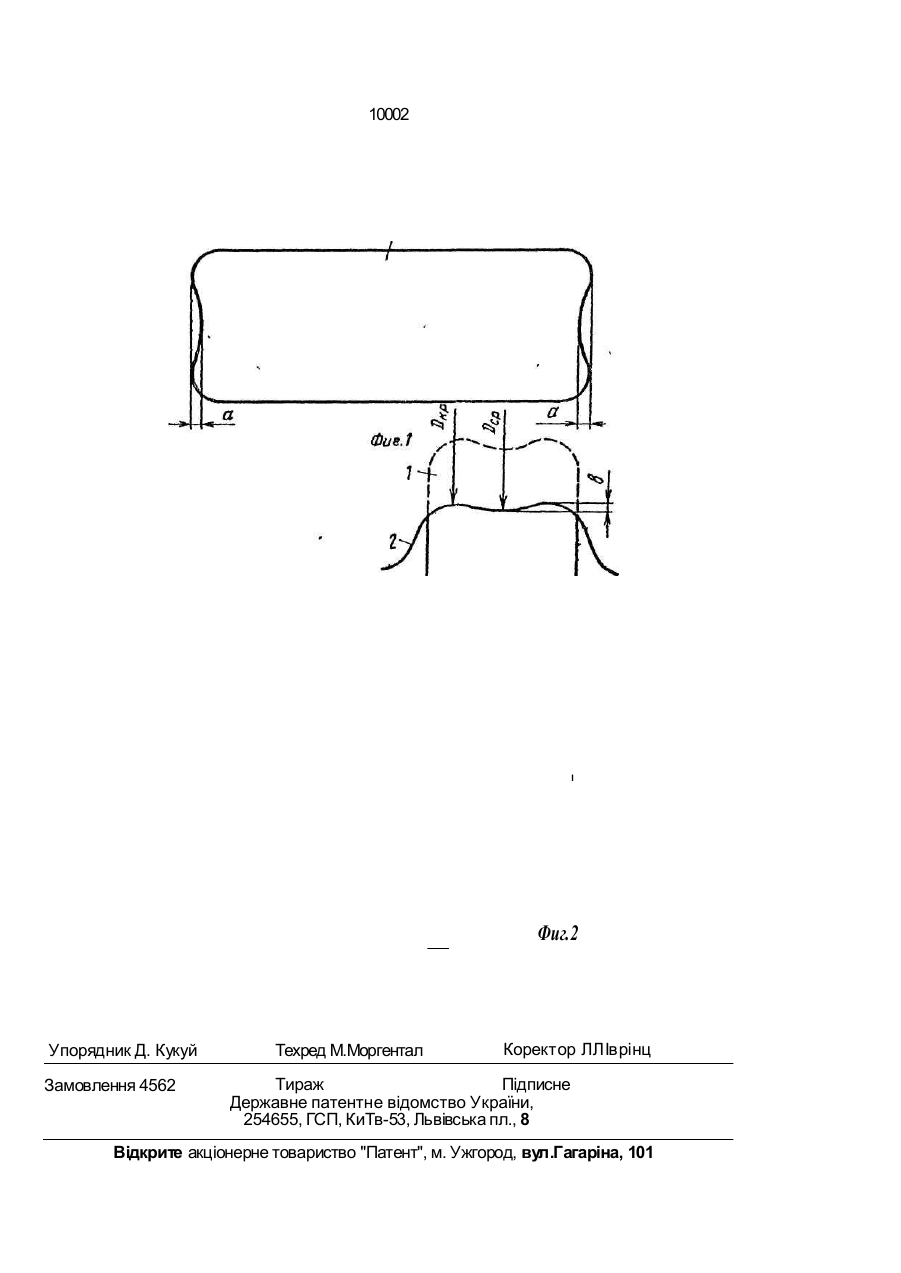
Способ прокатки слитков, преимущественно квадратного и прямоугольного сечения, включающий прокатку на гладкой бочке с получением раската с вогнутым центральным участком и выпуклыми крайними участками, и последующую прокатку в ящичном калибре в несколько проходов, отличающ и й с я тем, что прокатку в первом ящичном калибре ведут при отношении суммы длин дуг контактов центрального вогнутого участка к сумме длин дуг контактов выпуклых крайних участков в пределах 0,95 - 1, при отношении длины дуги контакта центрального участка к крайним участкам в каждом проходе - 0,79 - 1t02. изобретению, прокатку в первом ящичном калибре ведут при отношении суммы длин дуг контактов центрального вогнутого участка к сумме длин друг контактов выпуклых крайних участков в пределах 0,95 - 1,0, при отношении длины дуги контакта центрального участка к крайним участкам в каждом проходе 0,79- 1,02. В первом пропуске при прокатке со стесненным уширением происходит деформация выпуклых частей раската и деформация вогнутой зоны. Превалирующей в этом пропуске является деформация выпуклых частей раската. Отношение длин друг контакта не менее 0,25 достигается увеличением выпуклости дна ящичного калибра совместно с увеличением частного обжатия в этом пропуске. Увеличение частного обжатия в первом пропуске относительно после С > о о о ю о 10002 дующих оОжатий в первом калибре не влечет за с обой значительного рос та э нергосил ов ых п а ра м е тро в п р ока тк и, так к ак макс имальному о бжа тию под вергаю тс я крайние выпуклые учас тки раската. В случае ограничений по условиям захвата при увеличении час тного обжатия в первом пропуске д ля с облюдения с оотношения д лин ду г контактов не менее 0,79 увеличивают выпуклос ть д на калибра, но при э том необх од имо у читывать, что чрезмерное увеличение выпуклос ти д на калибра может привес ти к появлению морщин и закатов после кантовки раската и передачи его для прокатки в последующий калибр. Выдерживание с оотнош ений д лин дуг контак тов в первом пропус ке в ящичном калибре не менее 0, 79 не позволяет д ос тичь в с рединной час ти рас тягивающих напряжений, дос таточных для возникновения под рывов корочки металла, а также сдерживает течение металла в с торону вогну тос ти, что позволяет избежать появления морщин. В последующих пропусках в этом калибре длина дуги контакта в с рединной час ти буд ет больш е, чем д лина дуги контак та в крайних час тях раската за счет наличия выпуклос ти дна ящ ичного калибра. В этом случа е к о м п ен с ир у ю тс я р ас тя г ив а ющ и е напряжения, возникающие в с ред инной части с литка в первом пропуске. Од нако с ледует учитывать, что соотнош ение длин дуг контакта не должно превыш ать величину 1,02, так как превышение э той величины влечет за собой чрезмерное увеличение выпуклос ти дна калибра. Применение режима обжатий и геометрии ящ ичного калибра, при которых отношение су ммы д лин ду г контак та при обжатии срединной (вогну той) зоны к сумме длин дуг контакта при обжатии выпуклых (крайних ) зон сос тавляет менее 0,95, приводит к росту "рыбьего х вос та" и возникновению рас тягивающих напряжений в срединной зоне, что влечет за собой образование трещин на поверхнос ти металла, Р егламента ция с оотнош ения с у ммы длин дуг контак тов вог ну той зоны с суммой длин дуг контах тов выпуклых зон в пределах 0,95 -1,0 необход има для снятия поверх ностных напряжений, накапливаемых на э тапе прокатки в первом калибре (особенно в первом пропуске), а также д ля более равномерного течения металла по вс ей ш ирине раската. Отношение этих величин менее 0,95 может быть вызвано только превалирующим су ммарным обжатием крайних выпу клых зон, что влечет за собой увеличение величи ны " рыбьего хвос та" и появление поверхностных дефектов в с ред инной час ти раската. Отношение э тих же величин более 1,0 может быть дос тигну то только за счет чрезмерной 5 выпуклос ти дна ящ ичного калибра, что в свою очередь приводит к появлению брака при прокатке в пос ледующих калибрах. На фиг. 1 изображ ен с литок 1 пос ле прок атк и на гладкой бочке, имеющ ий сум10 марну ю вогну тос ть боковых граней 2а; на фиг. 2 - момент задач и с литк а 1 в ящ ичный калибр 2, имеющий суммарную выпуклос ть дна калибра 2в, а также горизонтальные проек ции ду г контак тов, имеющ их д лину 15 Ідкр и (дер. Пример. На блюминге 1000 прокатывались с литки массой 5, 6 т с талей 12ХНЗА, ШХ15, 60С2 и другие. Прокатка производилась первоначально на гладкой бочке с по20 следующей кантовкой и передачей в первый ящ ичный калибр с ос тавляла 535 мм. Су ммарное обжатие за 4 пропуска - 300 мм раската пос ту паю щ его пос ле кан товки в о второй ящичный калибр - 235 мм. Величина 25 у тяжки (вогну тос ти) замерялась кронцирку лем пос ле прокатки на гладкой бочке и сос тавля ла 55 мм, т. е. выс о та рас ка та, пос ту пающ его в первый ящ ичный к алибр по вертикальной оси, сос тавляла 535 - 55 ' 30 =480 мм. Использовались калибры с четырьмя размерами выпуклос тей: 15 мм, 25 мм, 35 мм, 40 мм и 45 мм. Диаметр валка по впадинам (краям калибра) не изменялс я и sr составлял DKp -847 мм. Выпуклость калиб35 ра увеличивалась при выпалке валков и наплавки дна калибра. При э том увеличивалс я с ред ний д иаметр по д ну калибра Dc p. Длины дуг контактов рассчитывались по форму ле lg= V R-ДЬ, гд е R - к атающ ий 40 рад иус валка. Резу льтаты исс лед ований с вед ены в таблицу. Как видно из результатов, несмотря на увеличение выхода годного во втором варианте по отношению к прототипу же л ае45 МОІО резу льтата дос тичь не уд алось из-за наличия закатов и морщин. Прокатка по вариантам 3, 4, 5, б показала положительные результаты. При э том наиболее оптималь ным является вариант 5. При прокатке по 50 варианту 6 на поверх нос ти металла при травлении в рас творе кислоты уже начали появлятьс я с лед ы морщ ин, но они ещ е не являются браковочными признаками. Прокатка по варианту 7 дала отрицательные ре55 зультаты из-за затруднения захвата металла валками в первом калибре (чрезмерно увеличена выпуклос ть) и появление закатов, на поверхнос ти металла при прокатке во втором ящичном калибре. 10002 I Фиг.2 Упорядник Д. Кукуй Замовлення 4562 Техред М.Моргентал Коректор ЛЛІврінц Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling
Автори англійськоюSledniev Volodymyr Petrovych, Kukui Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Lam Matvii Markovych, Levytskyi Anatolii Petrovych, Krikunov Borys Petrovych, Hubaidulin Viacheslav Fuatovych, Korin Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки
Автори російськоюСледнев Владимир Петрович, Кукуй Давид Пенхусович, Лам Матвей Маркович, Левицкий Анатолий Петрович, Крикунов Борис Петрович, Губайдулин Вячеслав Фуатович, Коринь Андрей Александрович
МПК / Мітки
МПК: B21B 1/02
Код посилання
<a href="https://ua.patents.su/4-10002-sposib-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки</a>
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Шеремет Володимир Олександрович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Нечепоренко Володимир Андрійович, Аскерко Григорій Михайлович, Кукуй Давид Пенхусович, Дишковець Генадій Анатольович
МПК: B21B 1/02
Мітки: обтискних, заготівельних, заготовок, спосіб, станах, прокатки
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Ємченко Юрій Борисович, Кукуй Давид Пенхусович, Альохін Сергій Григорович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Кац Давід Наумович, Мінаєв Олександр Анатолійович, Альохін Вячеслав Григорович, Азаров Сергій Іванович
МПК: B21B 1/02
Мітки: обтискних, заготовок, станах, спосіб, прокатки, заготівельних
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Андрійчук Сергій Андрійович, Єрємєєв Віктор Іванович, Холодило Валерій Андрійович, Кузнєцов Лев Федорович, Шишко Юрій Борисович, Букрєєв Іван Іванович, Филонов Юрій Всеволодович, Ющевський Віктор Карлович, Гавриленко Євген Дмитрович
МПК: B21B 1/26
Мітки: штабів, прокатки, спосіб, безперервної
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб багатострумкової прокатки
Номер патенту: 7894
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Абалешев Валерій Олександрович, Корінь Андрій Олександрович, Олексенко Миколай Ільіч, Столба Володимір Анатолійович, Шум Валентин Борисович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: прокатки, багатострумкової, спосіб
Формула / Реферат:
Способ миогоручьевой прокатки, включающий циклическую деформацию ряда заготовок последовательно в центрирующем и в многоручьевых калибрах с касанием при захвате в первом многоручьевом калибре по центровочным канавкам раската, отличающийся тем, что, с целью повышения производительности путем повышения стабильности процесса прокатки в первом многоручьевом калибре, после прокатки в центрирующем калибре выдерживают технологическую паузу, по...
Спосіб прокатки злитків на дуо-реверсивному стані з індивідуальним приводом валків
Номер патенту: 10001
Опубліковано: 30.09.1996
Автори: Спіняков Віктор Костянтинович, Кібець Михайло Олександрович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Лясов Володимир Григорович, Тільга Степан Сергійович, Петрічук Валентин Дмитрович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: прокатки, стані, спосіб, дуо-реверсивному, злитків, приводом, індивідуальним, валків
Формула / Реферат:
(57) Способ прокатки слитков на дуо-реверсивном стане с индивидуальным приводом валков, включающий деформацию металла на гладкой бочке и в ящичных калибрах с регламентированными обжатиями и промежуточными кантовками при передаче раската для пропуска из калибра в калибр, отличающийся тем, что на концевых частях раскатов, до достижения вытяжки равной 0,4 - 0,6 от суммарной, деформацию ведут с частными относительными обжатиями 12-25%, а затем,...
Попередній патент: Спосіб прокатки злитків на дуо-реверсивному стані з індивідуальним приводом валків
Наступний патент: Спосіб калібровки валків блюмінга
Випадковий патент: Спосіб модернізації об'єкта бронетанкової техніки типу т-72