Спосіб зміни дорна з дорновим кільцем для пілігримової прокатки труб
Номер патенту: 100527
Опубліковано: 27.07.2015
Автори: Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович, Добряк Володимир Дмитрович, Угрюмова Анна Юріївна

Формула / Реферат
Спосіб зміни дорна з дорновим кільцем для пілігримової прокатки труб, що включає фіксацію гільзи від осьового зсуву щодо дорна, осьове переміщення дорна у напрямку його хвостової частини, видачу дорна з дорновим кільцем з лінії прокатки, який відрізняється тим, що гільзу фіксують двома шиберами, симетрично розташованими відносно осі дорна.
Текст
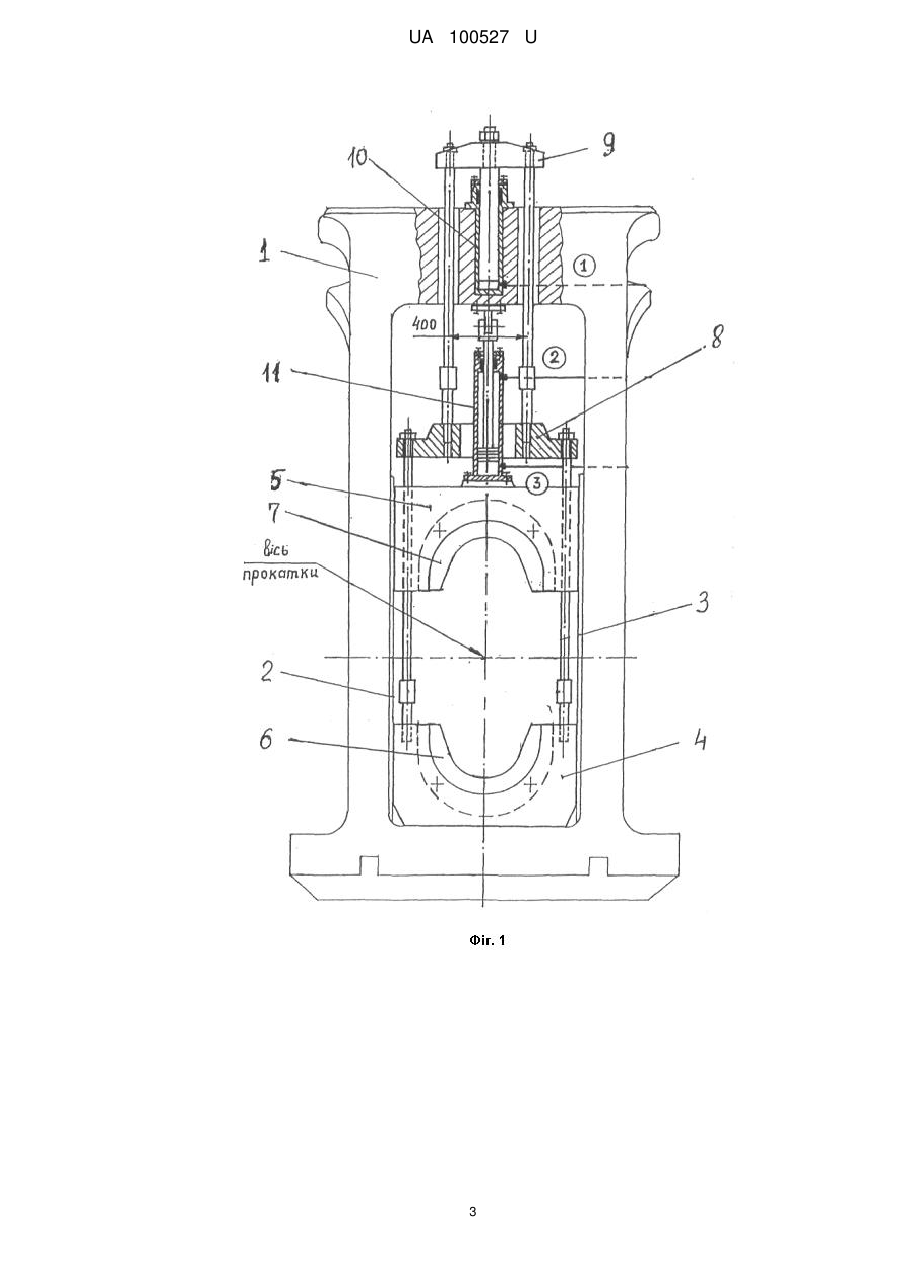
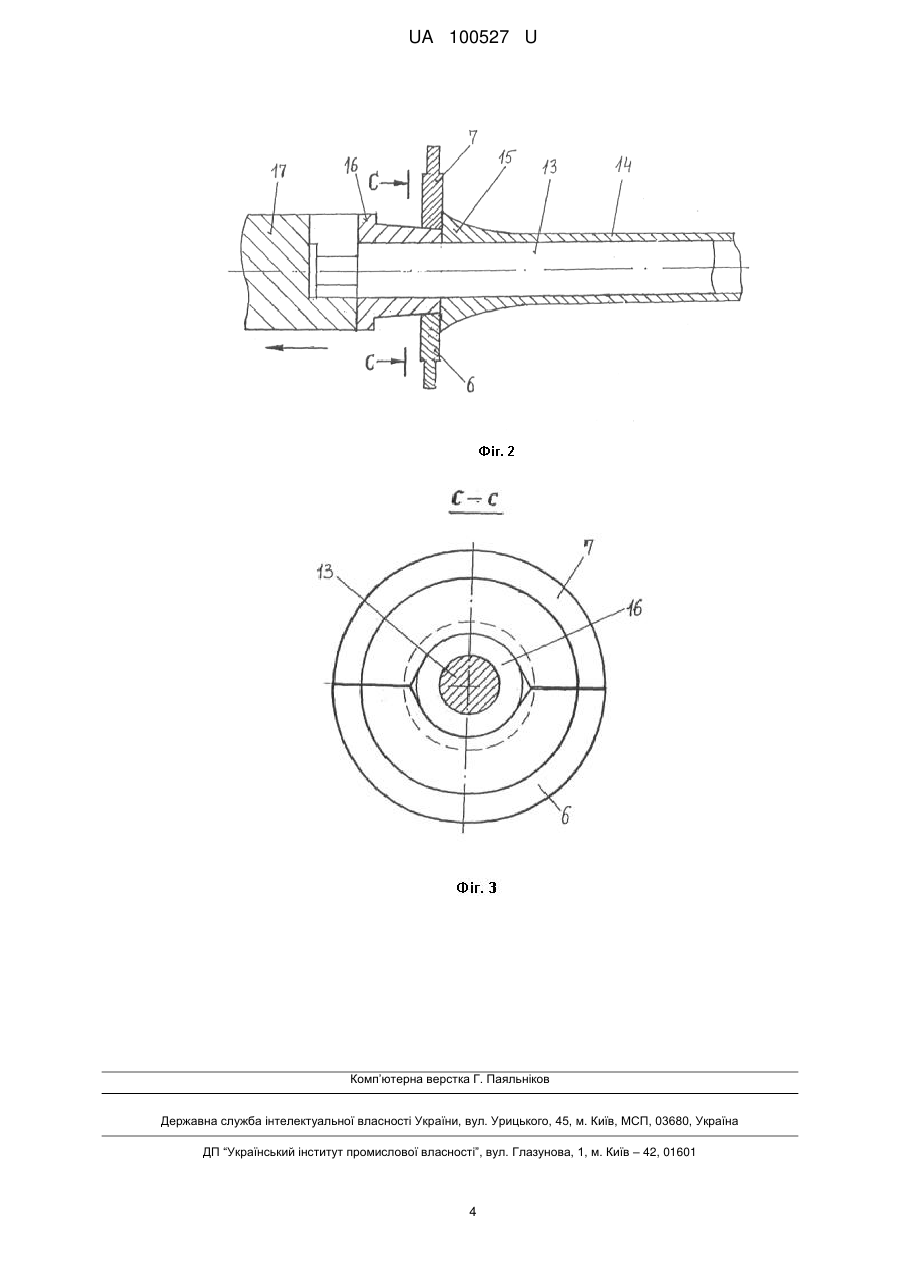
Реферат: Спосіб зміни дорна з дорновим кільцем для пілігримової прокатки труб включає фіксацію гільзи від осьового зсуву щодо дорна, осьове переміщення дорна у напрямку його хвостової частини, видачу дорна з дорновим кільцем з лінії прокатки. Гільзу фіксують двома шиберами, симетрично розташованими відносно осі дорна. UA 100527 U (12) UA 100527 U UA 100527 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до трубопрокатного виробництва, а саме виробництва гарячекатаних безшовних труб пілігримовою прокаткою. Відомий спосіб зміни дорна для пілігримової прокатки, що включає фіксацію дорна з дорновим кільцем, переміщення дорна у напрямку хвостовика, видачу дорна з осі прокатки підйомним столом і подальшу установку нового дорна [див. а.с. СРСР № 450603, кл. В21В25/00, 1972]. Недоліком відомого способу є ненадійна видача дорна з осі прокатки через можливий перекіс дорна в момент підняття його підйомним столом. Найбільш близьким за технічною суттю та технічним результатом, що досягається, до корисної моделі, що заявляється, є спосіб зміни дорна для пільгерної прокатки, що включає фіксацію гільзи від осьового зсуву щодо дорна шибером, осьове переміщення дорна в напрямку його хвостовика і видачу дорна з дорновим кільцем з лінії прокатки [див. статтю "Зміна конструкції дорна, дорнового пристрою і профілю бойка валків пілігримового стана на Сіверському трубному заводі" / B.C. Толмачов, А.В. Терешин. Металург. - 2009, № 6, с. 59-60, далі – прототип]. Суттєвими ознаками прототипу, що збігаються з суттєвими ознаками корисної моделі, що заявляється, є: фіксація гільзи від осьового зсуву щодо дорна шибером, осьове переміщення дорна в напрямку його хвостовика і видача дорна з дорновим кільцем з лінії прокатки. Недоліком відомого способу є ненадійна фіксація гільзи від осьового зсуву існуючим на стані шибером, який забезпечує упор в торець гільзи на невеликій площі, що призводить до зминання заднього торця розкату і ускладнення процесу витягання дорна, що в свою чергу збільшує час зміни дорна і допоміжний час прокатки. У кінцевому рахунку, це призводить до зниження продуктивності пілігримового стану. В основу корисної моделі поставлена задача удосконалення способу зміни дорна з дорновим кільцем для пілігримової прокатки труб шляхом удосконалення операції фіксації гільзи за рахунок використання двох шиберів, симетрично розташованих відносно осі дорна. Поставлена задача вирішується тим, що в способі зміни дорна з дорновим кільцем для пілігримової прокатки труб, що включає фіксацію гільзи від осьового зсуву щодо дорна, осьове переміщення дорна в напрямку його хвостової частини, видачу дорна з дорновим кільцем з лінії прокатки, згідно з корисною моделлю, гільзу фіксують двома шиберами, симетрично розташованими відносно осі дорна. Причинно-наслідковий зв'язок між суттєвими ознаками запропонованого способу і технічним результатом, що досягається, полягає в наступному. Підвищення надійності фіксації гільзи забезпечується упиранням в її задній торець двох шиберів - верхнього і нижнього, розташованих симетрично щодо осі дорна. Це в два рази збільшує площу контакту шиберів з торцем гільзи, що особливо важливо при більш повному розкочуванні заднього кінця гільзи, що забезпечується конструкцією дорнового кільця. За рахунок цього запобігається зминання заднього кінця розкату, підвищується надійність його фіксації, знижується час зміни дорна, і тим самим збільшується продуктивність пілігримового стану в цілому. Запропонований спосіб пояснюється кресленнями, де на фіг. 1 представлена схема робочої кліті пілігримового трубопрокатного стану, вид спереду з вирізом, на фіг. 2 - схема витягання дорна з кліті за допомогою шиберів (верхнього і нижнього), на фіг. 3 - розріз С-С на фіг 2. Спосіб реалізується за допомогою пристрою, схематично представленому на фіг. 1. Пристрій містить нерухому станину 1 з вертикальними напрямними 2 і 3 на вхідній стороні. У напрямних розміщено дві роздільні рами 4 і 5 із закріпленими в них нижнім 6 та верхнім 7 шиберами. Нижня рама 4 підвішується на двох тягах і траверсі 8, причому тяги проходять через отвір верхньої рами 5. Траверса 8 підвішена двома тягами до коромисла 9, яке закріплене на плунжері гідроциліндра 10. Верхня рама 6 приєднана до корпусу поршневого гідроциліндра 11, шток якого шарнірно приєднаний до станини 1 (фіг. 1). Спосіб, що заявляється як корисна модель, здійснюється наступним чином. У початковому положенні, яке вказано на фіг. 1, нижня 4 і верхня 5 рами знаходяться у крайніх положеннях (максимально розведені щодо осі прокатки). Нижня рама 4 контактує зі станиною 1, а верхня рама 5 контактує з упорами, встановленими за місцем на станині 1 та на фіг. 1 не вказані. При цьому плунжер гідроциліндра 10 опущений вниз, а корпус гідроциліндра 11 піднятий вгору. При необхідності зведення шиберів 6 і 7, для здійснення операції витягання дорна з прокатаної плеті, оператор стану подає команду на поршневий гідроциліндр 11, і шибера зводяться. Зупинка шиберів відбувається або по команді оператора стану, або при упиранні 1 UA 100527 U 5 10 15 20 25 шиберів в дорнове кільце 16 або в дорн 13, в залежності від необхідності здійснення конкретної операції. Розведення шиберів також здійснюється оператором стану. Витягання дорну 13 з прокатаної кліті 14 здійснюється наступним чином (фіг. 2). Для максимального розкочування заднього кінця гільзи, щоб зробити пілігримову головку 15 мінімальною використовується спеціальне однобуртове дорнове кільце 16, форма якого запобігає потраплянню останнього в валки пілігримового стану (на схемі не вказані) за рахунок наявності з боку заднього торця гільзи конічної ділянки діаметром, меншим діаметра гільзи. Для максимального скорочення допоміжного часу шляхом скорочення числа операцій і тривалості витягання дорна з плеті обидва шибери 6 і 7 синхронно сходяться з вихідного положення та упираються в дорнове кільце 16 (фіг. 2). Потім, одним переміщенням дорна 13 за допомогою подавального апарату 17 дорн 13 разом з дорновим кільцем 16 витягується з кліті 14. Надійність витягання дорна з дорновим кільцем спеціальної конструкції забезпечується за рахунок збільшення площі контакту двох шиберів із заднім торцем гільзи в 2 рази в порівнянні з одним шибером (фіг. 3). При витяганні дорна з плеті найважливіше значення має створення надійного упирання, що запобігає осьовому переміщенню плеті, що забезпечується достатньою площею контакту і рівномірністю розподілу осьових сил по периметру заднього торця гільзи (пілігримової головки) (фіг. 3). При здійсненні повного або часткового розкочування пілігримової головки запропонований спосіб забезпечує підвищення надійності витягання дорна з прокатаної плеті (труби) за рахунок збільшення площі контакту шиберів із заднім торцем плеті (труби). Так як в цьому випадку прокатка пілігримової головки здійснюється на попередньо витягнутій ділянці дорна, верхній та нижній шибери стикуються на дорні з наступним його остаточним витяганням подавальним апаратом. Таким чином, запропонований спосіб забезпечує зниження часу зміни дорна за рахунок підвищення надійності та стабільності фіксації розкату, що підвищує продуктивність всього пілігримового стану в цілому. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб зміни дорна з дорновим кільцем для пілігримової прокатки труб, що включає фіксацію гільзи від осьового зсуву щодо дорна, осьове переміщення дорна у напрямку його хвостової частини, видачу дорна з дорновим кільцем з лінії прокатки, який відрізняється тим, що гільзу фіксують двома шиберами, симетрично розташованими відносно осі дорна. 2 UA 100527 U 3 UA 100527 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 25/06, B21B 21/00
Мітки: прокатки, дорновим, труб, пілігримової, кільцем, спосіб, дорна, зміни
Код посилання
<a href="https://ua.patents.su/6-100527-sposib-zmini-dorna-z-dornovim-kilcem-dlya-piligrimovo-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміни дорна з дорновим кільцем для пілігримової прокатки труб</a>
Спосіб гарячої пілігримової прокатки труб

Номер патенту: 86284
Опубліковано: 25.12.2013
Автори: Балакін Валерій Федорович, Стасевський Станіслав Леонідович, Угрюмов Дмитро Юрійович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00
Мітки: труб, прокатки, спосіб, гарячої, пілігримової
Формула / Реферат:
Спосіб гарячої пілігримової прокатки труб, що містить деформацію гільзи в трубу з отриманням пілігримової головки на задньому кінці гільзи валками на дорні з упором торця гільзи в дорнове кільце і з підпором дорна і гільзи зі сторони подавального апарату, фіксацію положення отриманої труби шиберним пристроєм, часткове витягання дорна і одночасне примусове охолодження прокатаної частини труби на вихідній стороні стану, розкочування...
Спосіб пілігримової прокатки труб

Номер патенту: 30020
Опубліковано: 11.02.2008
Автори: Кудінов Сергій Миколайович, Дудко Тімофей Павлович, Каревський Роман Петрович, Мурашкін Олександр Вікторович, Левтєрова Ірина Анатоліївна, Білосточний Андрій Васильович, Білосточний Василь Володимирович
МПК: B21B 19/00, B21B 17/00
Мітки: спосіб, прокатки, пілігримової, труб
Формула / Реферат:
Спосіб пілігримової прокатки труб, при якому проводять нагрівання й прошивання злитка з наступною пілігримовою прокаткою його в трубу, який відрізняється тим, що після нагрівання злиток подають у косовалковий прошивний стан, де його попередньо прошивають у гільзу з використанням оправки діаметромD1 ≤ Dзлит. /2,5, де: D1 - діаметр оправки, застосовуваний при прошиванні злитка;Dзлит. - діаметр злитка,з...
Спосіб пілігримової прокатки труб відповідального призначення
Номер патенту: 19479
Опубліковано: 15.12.2006
Автори: Мурашкін Олександр Вікторович, Юдін Олександр Павлович, Білосточний Василь Володимирович, Троцан Анатолій Іванович, Білосточний Андрій Васильович, Левтєрова Ірина Анатоліївна, Кудінов Сергій Миколайович, Кабанцев Григорій Григорович
МПК: B21B 19/00, B21B 17/00
Мітки: труб, спосіб, прокатки, пілігримової, відповідального, призначення
Формула / Реферат:
Спосіб пілігримової прокатки труб відповідного призначення зі злитків, що включає нагрівання злитка, прошивання злитка в гільзу в косовалковому прошивному стані і наступну пілігримову прокатку гільзи в трубу, який відрізняється тим, що діаметр злитка, що нагрівається, вибирають на 10-40 % більшим, ніж діаметр злитка, оптимальний для заданого сортаменту труб, і перед прошиванням його обтискають у прошивному стані за 1-2 проходи до...
Спосіб гарячої пілігримової прокатки труб
Номер патенту: 18667
Опубліковано: 25.12.1997
Автори: Козловський Альфред Іванович, Угрюмов Юрій Дмитрович, Ващенко Олександр Костянтинович, Чернявський Анатолій Олександрович, Березовський Валентин Володимирович
МПК: B21B 21/00
Мітки: труб, прокатки, пілігримової, спосіб, гарячої
Формула / Реферат:
Способ горячей пилигримовой прокатки труб, включающий деформацию гильзы валками на дорне, фиксацию положения трубы, частичное извлечение дорна, принудительное охлаждение прокатанной части трубы, раскатку пилигримовой головки гильзы на свободном участке дорна, повторную фиксацию трубы и окончательное извлечение дорна, отличающийся тем, что D/S > 20, фиксацию трубы осуществляют обжатием ее диаметра матрицами, причем конец трубы, обжимаемый...
Спосіб прокатки труб на пілігримовому стані

Номер патенту: 96889
Опубліковано: 25.02.2015
Автори: Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00
Мітки: стані, пілігримовому, труб, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки труб на пілігримовому стані, який включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи, відведення назад гільзи з деформованим переднім кінцем, установку розхилу валків відповідним режиму прокатки середньої частини гільзи, деформацію гільзи від початку до кінця і регулювання величини подачі гільзи залежно від величини витягання, який...
Попередній патент: Запобіжна муфта
Наступний патент: Пристрій для виготовлення профільної втулки муфти втулкової запобіжної пружної
Випадковий патент: Снасть для ловлі риби