Пристрій для обкатування великих різьб і архімедових черв’яків роликами
Номер патенту: 101718
Опубліковано: 25.04.2013
Автори: Бутаков Борис Іванович, Зубєхіна Олександра Валеріївна
Формула / Реферат
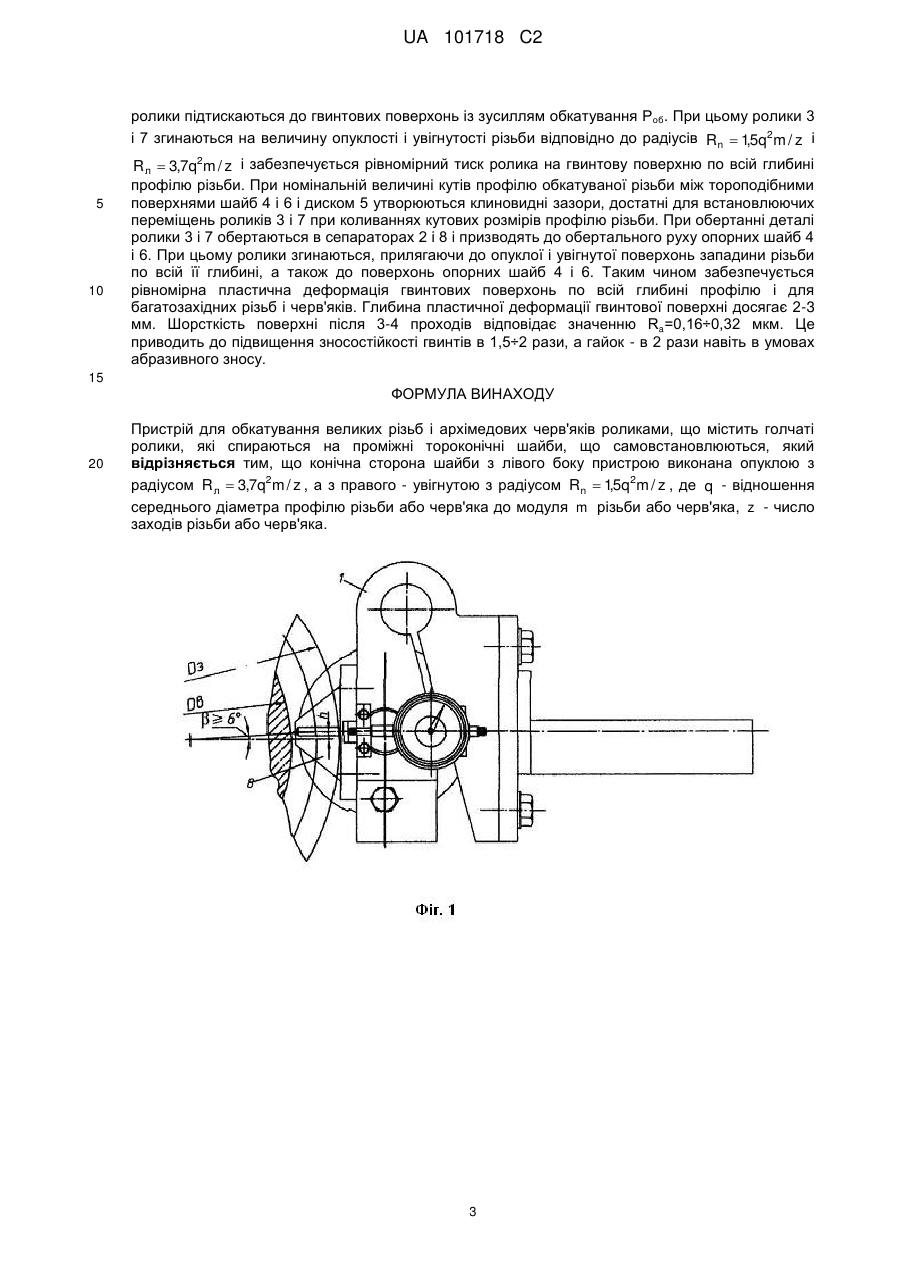
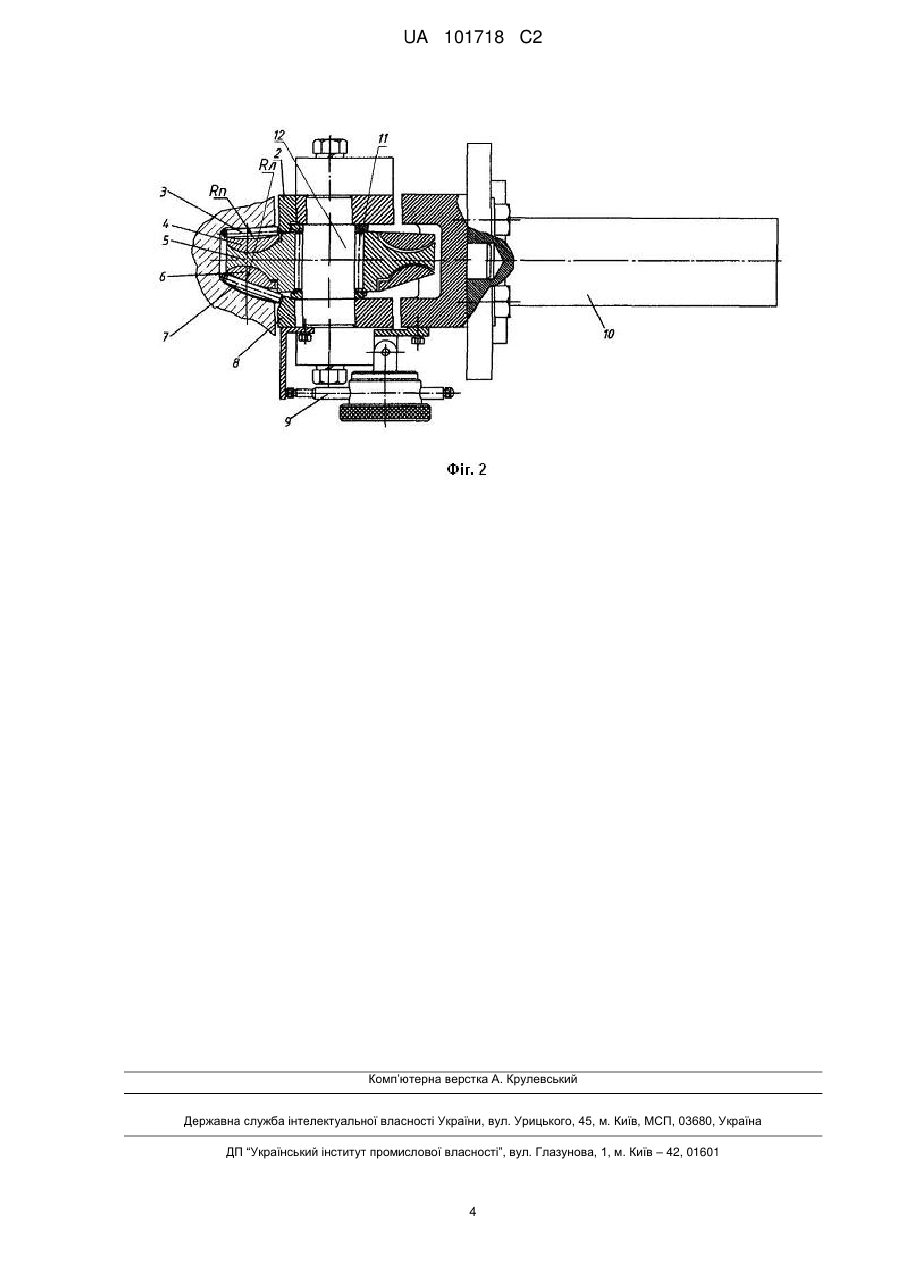
Пристрій для обкатування великих різьб і архімедових черв'яків роликами, що містить голчаті ролики, які спираються на проміжні тороконічні шайби, що самовстановлюються, який відрізняється тим, що конічна сторона шайби з лівого боку пристрою виконана опуклою з радіусом ![]() , а з правого - увігнутою з радіусом
, а з правого - увігнутою з радіусом ![]() , де
, де ![]() - відношення середнього діаметра профілю різьби або черв'яка до модуля
- відношення середнього діаметра профілю різьби або черв'яка до модуля ![]() різьби або черв'яка,
різьби або черв'яка, ![]() - число заходів різьби або черв'яка.
- число заходів різьби або черв'яка.
Текст
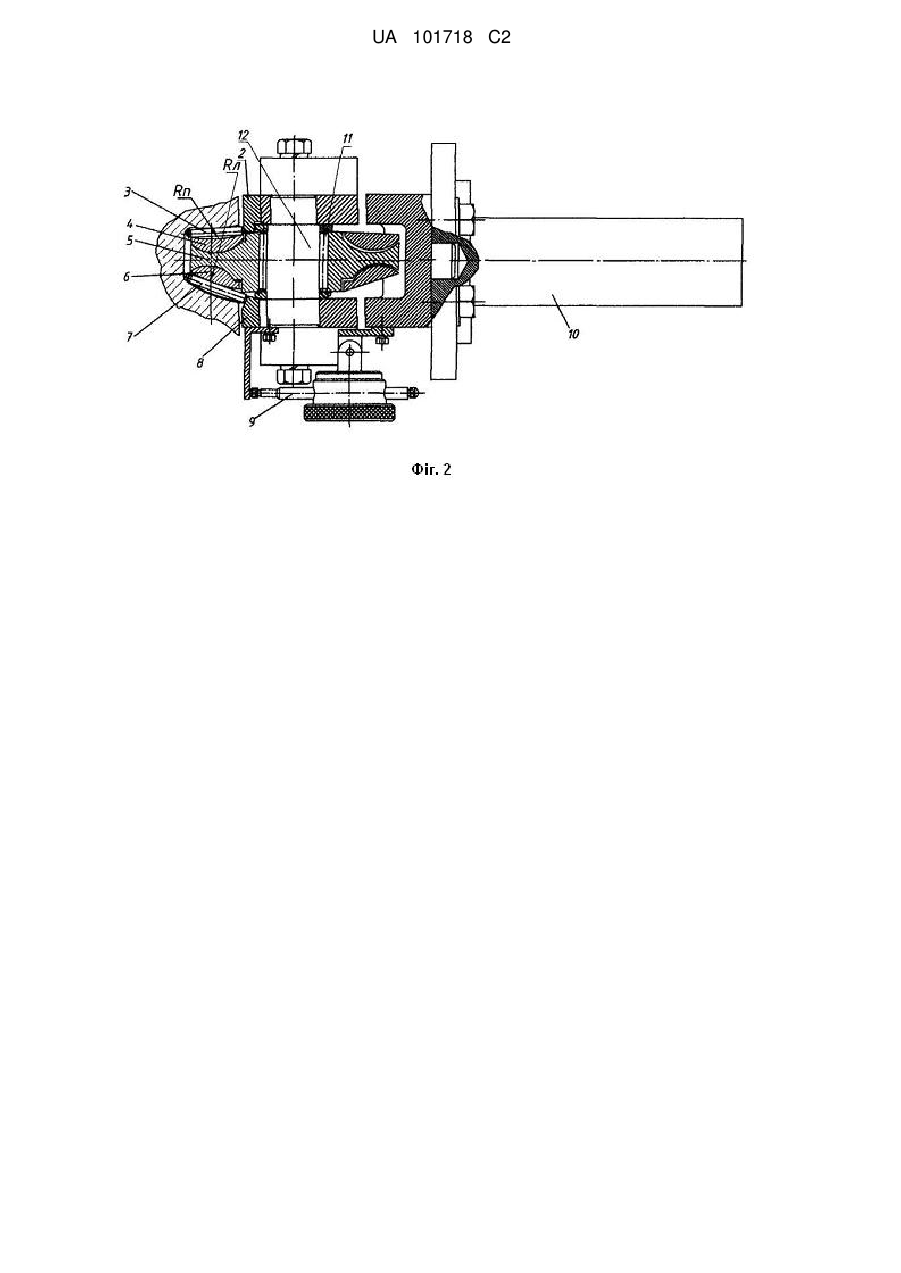
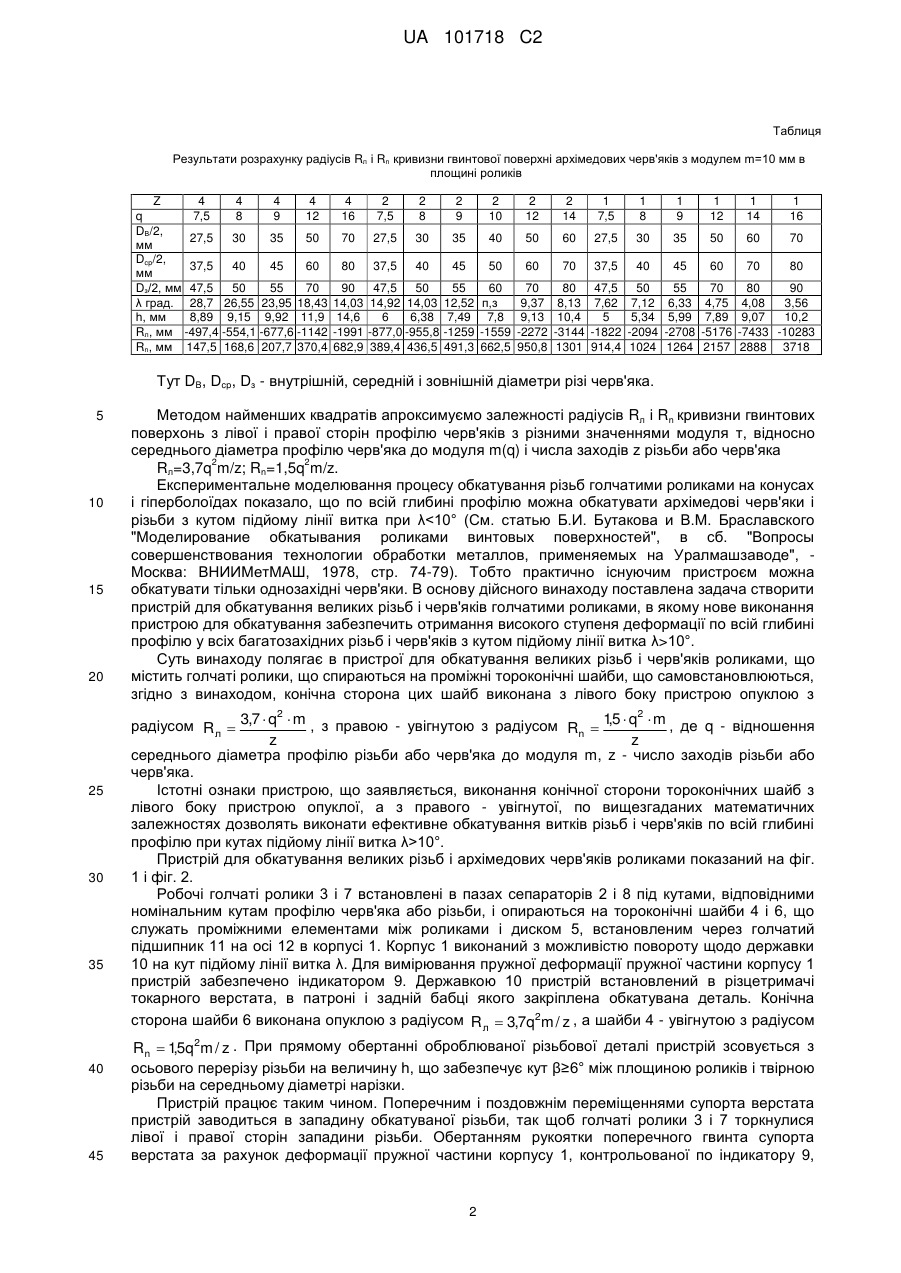
Реферат: Винахід належить до механічної обробки металів, а саме до конструкції пристроїв для чистового і зміцнюючого обкатування роликами бічних гвинтових поверхонь великих різьб і архімедових черв'яків. Пристрій містить голчаті ролики, що спираються на проміжні тороконічні шайби, що самовстановлюються. Конічна сторона шайби з лівого боку пристрою виконана , опуклою з радіусом R л 3,7q2m / z , а з правого - увігнутою з радіусом Rn 15q2m / z , де q відношення середнього діаметра профілю різьби або черв'яка до модуля m різьби або черв'яка, z - число заходів різьби або черв'яка. Винахід дозволяє підвищити якість обкатаної гвинтової поверхні багатозахідних великих різьб і архімедових черв'яків, що забезпечує підвищення зносостійкості гвинтових пар і черв'ячних передач. UA 101718 C2 (12) UA 101718 C2 UA 101718 C2 5 10 15 20 25 30 35 40 45 50 Винахід належить до механічної обробки металів, а саме до чистового і зміцнюючого обкатування роликами деталей обертання складного профілю, зокрема гвинтових поверхонь великих різьб і архімедових черв'яків. Відомий пристрій для зміцнюючої обкатки великомодульних черв'яків роликом (Авторское свидетельство № 274617, класс В24в 39/00, бюллетень "Изобретения, промышленные образцы и товарные знаки, 24.6. 1970, № 21, авторы Браславский В.М., Жуков П.И., Бутаков Б.И.), при застосуванні якого гвинтову поверхню обкатують роликом, що обертається на осі, що є одним із важелів паралелограма, а на іншому важелі встановлений кулачок, що контактує з копіром, що забезпечує оптимізацію зусилля обкатування по всій глибині профілю різьби або черв'яка. Недоліком такого пристрою є низька виробничість процесу обкатування. Відомі також багатороликові пристрої для обкатування гвинтових поверхонь роликами (Авторское свидетельство № 264180, классы В24В, B23G, бюллетень 10.11.1970, № 8, авторы Браславский В.М., Жуков П.И., Бутаков Б.И.) і (Авторское свидетельство № 1031719, В24В 39/00, бюллетень 30.07.83, № 28, автор Бутаков Б.И.), де обкатування виконується роликами, встановленими в першому випадку в двох кільцях з кроком гвинтової нарізки, а кільця замкнуті силовим пружинним механізмом, в другому випадку - в коаксіальних отворах втулок з силовим механізмом, які в свою чергу вставлені в роз'ємній обоймі, що охоплює обкатуваний гвинт. Загальним недоліком цих пристроїв є їх складність і велика трудомісткість виготовлення. Найближчим по технічній суті до пристрою, що заявляється, є пристрій для обкатки великих різьб і черв'яків (Авторское свидетельство № 204311, класс B21H, бюллетень 20.10.1967, № 22, авторы Браславский В.М., Бутаков Б.И.), за допомогою якого обкатування виконується голчатими роликами, що спираються на проміжні тороконічні шайби, що самовстановлюються. Ознаки, що співпадають з істотними ознаками пристрою, що заявляється: - як деформуючі елементи застосовані голчаті ролики; - голчаті ролики опираються на проміжні тороконічні шайби, що самовстановлюються. Причина, яка перешкоджає отриманню необхідного технічного результату наступна. При установці пристрою площиною роликів в осьовому перерізі різьби, що обкатується, або черв'яка, де їх профіль прямолінійний і контакт голчатих роликів з обкатуваним профілем здійснюється по всій глибині западини, процес обкатування порушується через змінну швидкостей обертання деталі на вершині і основи витка, а також різному діаметрі тороконічних шайб. Різниця швидкостей деталі і тороконічних шайб на вершині і основі витка призводить в процесі обкатування до утворення складової зусилля обкатування у напрямі осі голчатих роликів і руйнуванню передньої стінки сепаратора торцем ролика. Осьової складової зусилля обкатування в напрямі дна западини різьби вдається уникнути за допомогою зрушення площини роликів з осьового перерізу різьби вгору при прямому обертанні деталі і вниз при зворотному обертанні на деяку величину h, достатню для утворення осьової складової зусилля, що підтискає ролик до корпусу пристрою. При цьому між площиною роликів і різьби твірної на середньому діаметрі нарізки повинен бути створений кут β≥6° (См. Б.И. Бутаков. Способы обкатывания роликами винтов и червяков с крупным шагом в тяжелом машиностроении // Вестник машиностроения. - 1985. - № 3. - С. 4450). Крім того пристрій при обкатуванні багатозахідних різьб і черв'яків, коли кут λ підняття лінії витка перевершує з метою розміщення пристрою в западині різьби, роликовий вузол повертається на кут λр=λ. Розворот на кут λр і зсув осьового перерізу різьби на величину h роликового вузла призводить до появи кривизни профілю в площині роликів. Записавши рівняння гвинтової поверхні різьби в системі координат, пов'язаної з віссю черв'яка або гвинта, за допомогою матричного аналізу перетворимо ці рівняння в систему координат, пов'язану з площиною роликів (См. В.М. Браславский, Б.И. Бутаков. Обкатка крупных резьб. Вестник машиностроения № 7, 1970. стр. 59-62). Застосувавши залежності диференціальної геометрії розрахуємо радіуси Rл і Rn кривизни лівої і правої сторін профілю гвинтових поверхонь в площині роликів, кутів λ підйому лінії витка і величину зрушення h площини роликів з осьового перерізу гвинта. Результати розрахунків радіусів Rл і Rn для архімедових черв'яків з модулем 10 мм в площині роликів наведені в таблиці. 1 UA 101718 C2 Таблиця Результати розрахунку радіусів Rл і Rn кривизни гвинтової поверхні архімедових черв'яків з модулем m=10 мм в площині роликів Z 4 4 4 4 q 7,5 8 9 12 DВ/2, 27,5 30 35 50 мм Dcp/2, 37,5 40 45 60 мм Dз/2, мм 47,5 50 55 70 λ град. 28,7 26,55 23,95 18,43 h, мм 8,89 9,15 9,92 11,9 Rл, мм -497,4 -554,1 -677,6 -1142 Rn, мм 147,5 168,6 207,7 370,4 4 16 2 7,5 2 8 2 9 2 10 2 12 2 14 1 7,5 1 8 1 9 1 12 1 14 1 16 70 27,5 30 35 40 50 60 27,5 30 35 50 60 70 80 37,5 40 45 50 60 70 37,5 40 45 60 70 80 70 9,37 9,13 -2272 950,8 80 8,13 10,4 -3144 1301 47,5 7,62 5 -1822 914,4 50 7,12 5,34 -2094 1024 55 6,33 5,99 -2708 1264 70 4,75 7,89 -5176 2157 90 14,03 14,6 -1991 682,9 47,5 50 14,92 14,03 6 6,38 -877,0 -955,8 389,4 436,5 55 60 12,52 п,з 7,49 7,8 -1259 -1559 491,3 662,5 80 90 4,08 3,56 9,07 10,2 -7433 -10283 2888 3718 Тут DB, Dcp, Dз - внутрішній, середній і зовнішній діаметри різі черв'яка. 5 10 15 20 25 30 35 40 45 Методом найменших квадратів апроксимуємо залежності радіусів Rл і Rn кривизни гвинтових поверхонь з лівої і правої сторін профілю черв'яків з різними значеннями модуля т, відносно середнього діаметра профілю черв'яка до модуля m(q) і числа заходів z різьби або черв'яка 2 2 Rл=3,7q m/z; Rn=1,5q m/z. Експериментальне моделювання процесу обкатування різьб голчатими роликами на конусах і гіперболоїдах показало, що по всій глибині профілю можна обкатувати архімедові черв'яки і різьби з кутом підйому лінії витка при λ
ДивитисяДодаткова інформація
Назва патенту англійськоюDevices for rolling large threads and archimedean screws by rollers
Автори англійськоюButakov Borys Ivanovych, Zubiekhina Oleksandra Valeriivna
Назва патенту російськоюУстройство для обкатки крупной резьбы и архимедовых червяков роликами
Автори російськоюБутаков Борис Иванович, Зубехина Александра Валерьевна
МПК / Мітки
МПК: B21H 3/00, B24B 39/04
Мітки: обкатування, архімедових, різьб, пристрій, великих, роликами, черв'яків
Код посилання
<a href="https://ua.patents.su/6-101718-pristrijj-dlya-obkatuvannya-velikikh-rizb-i-arkhimedovikh-chervyakiv-rolikami.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обкатування великих різьб і архімедових черв’яків роликами</a>
Пристрій для обкатування крупних різьб і архімедових чер’вяків роликами
Номер патенту: 78870
Опубліковано: 10.04.2013
Автори: Зубєхіна Олександра Валеріївна, Бутаков Борис Іванович
МПК: B24B 39/04
Мітки: різьб, роликами, обкатування, пристрій, архімедових, крупних, черв'яків
Формула / Реферат:
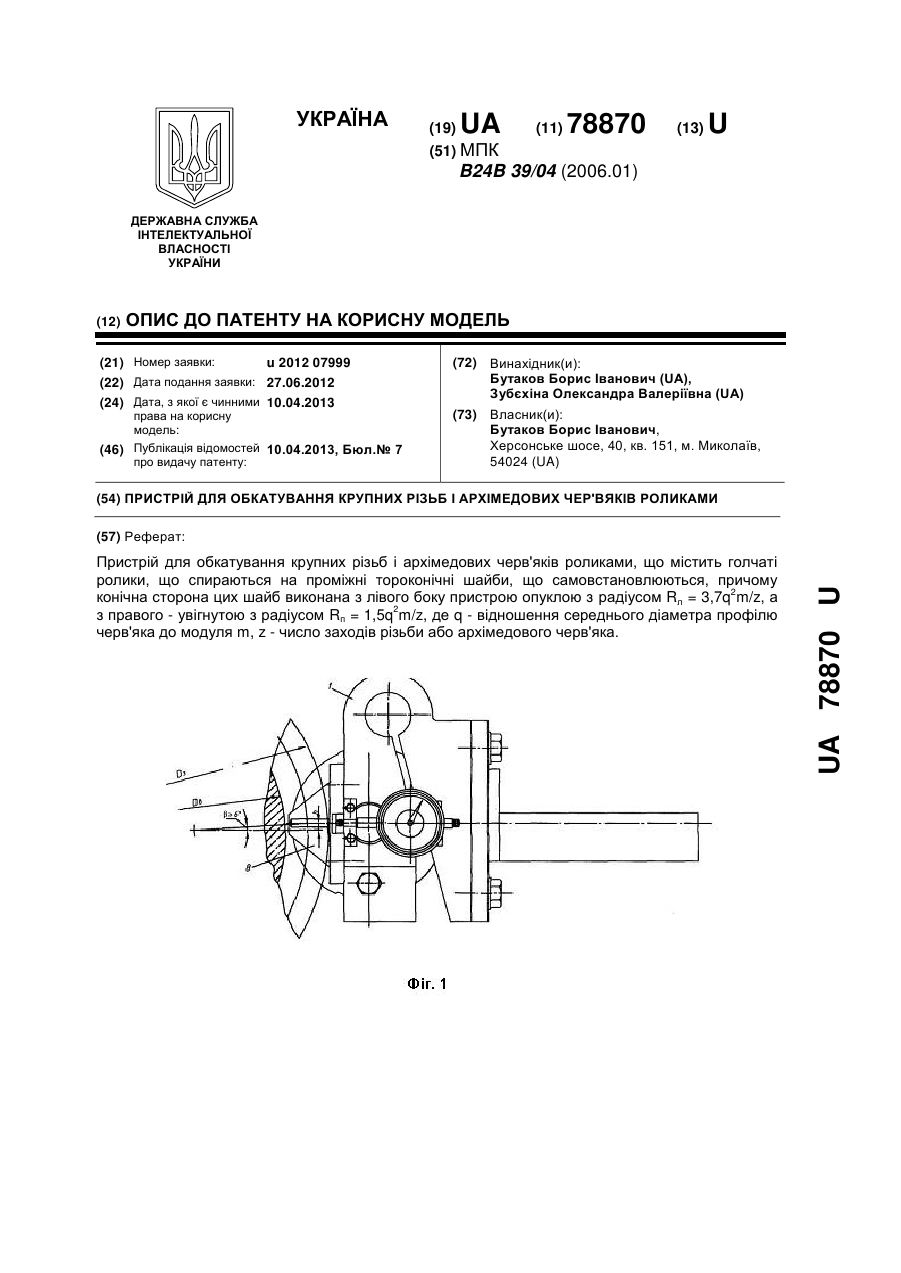
Пристрій для обкатування крупних різьб і архімедових черв'яків роликами, що містить голчаті ролики, що спираються на проміжні тороконічні шайби, що самовстановлюються, який відрізняється тим, що конічна сторона цих шайб виконана з лівого боку пристрою опуклою з радіусом Rл = 3,7q2m/z, а з правого - увігнутою з радіусом Rп = 1,5q2m/z, де q - відношення середнього діаметра профілю черв'яка до модуля m, z - число заходів різьби або архімедового...
Пристрій для обкатування роликами бокових поверхонь шківів клиноремених передач

Номер патенту: 65181
Опубліковано: 25.11.2011
Автори: Марченко Дмитро Дмитрович, Мамарін Володимир Всеволодович, Бутаков Борис Іванович
МПК: B24B 39/04
Мітки: бокових, клиноремених, обкатування, шкивів, передач, поверхонь, роликами, пристрій
Формула / Реферат:
Пристрій для обкатування поверхонь з трапецеїдальним профілем роликом, який встановлений на опорах кочення і підтиснутий до деталі за допомогою важільного силового пружинного механізму навантаження, який відрізняється тим, що механізм навантаження роликів виконаний у вигляді гідравлічного приводу, пружина якого відносно циліндра стискає поршень та переливає рідину через клапан.
Пристрій для розкочування внутрішніх гвинтових поверхонь роликами
Номер патенту: 60682
Опубліковано: 25.06.2011
Автори: Бутаков Борис Іванович, Марченко Дмитро Дмитрович
МПК: B24B 39/02
Мітки: розкочування, роликами, гвинтових, поверхонь, пристрій, внутрішніх
Формула / Реферат:
Пристрій для розкочування внутрішніх гвинтових поверхонь роликами, що містить ролики, нахилені відносно осі корпусу на кут γ підйому лінії витка розкочуваної різьби та встановлені на опорах кочення, який відрізняється тим, що механізм навантаження роликів виконаний у вигляді пневмогідравлічного приводу, один з роликів виконаний з кутом профілю, відмінним від кута профілю розкочуваної різьби на +15', а другий ролик - на -15', твірні...
Ролик для обкатки замкових різьб бурильних труб
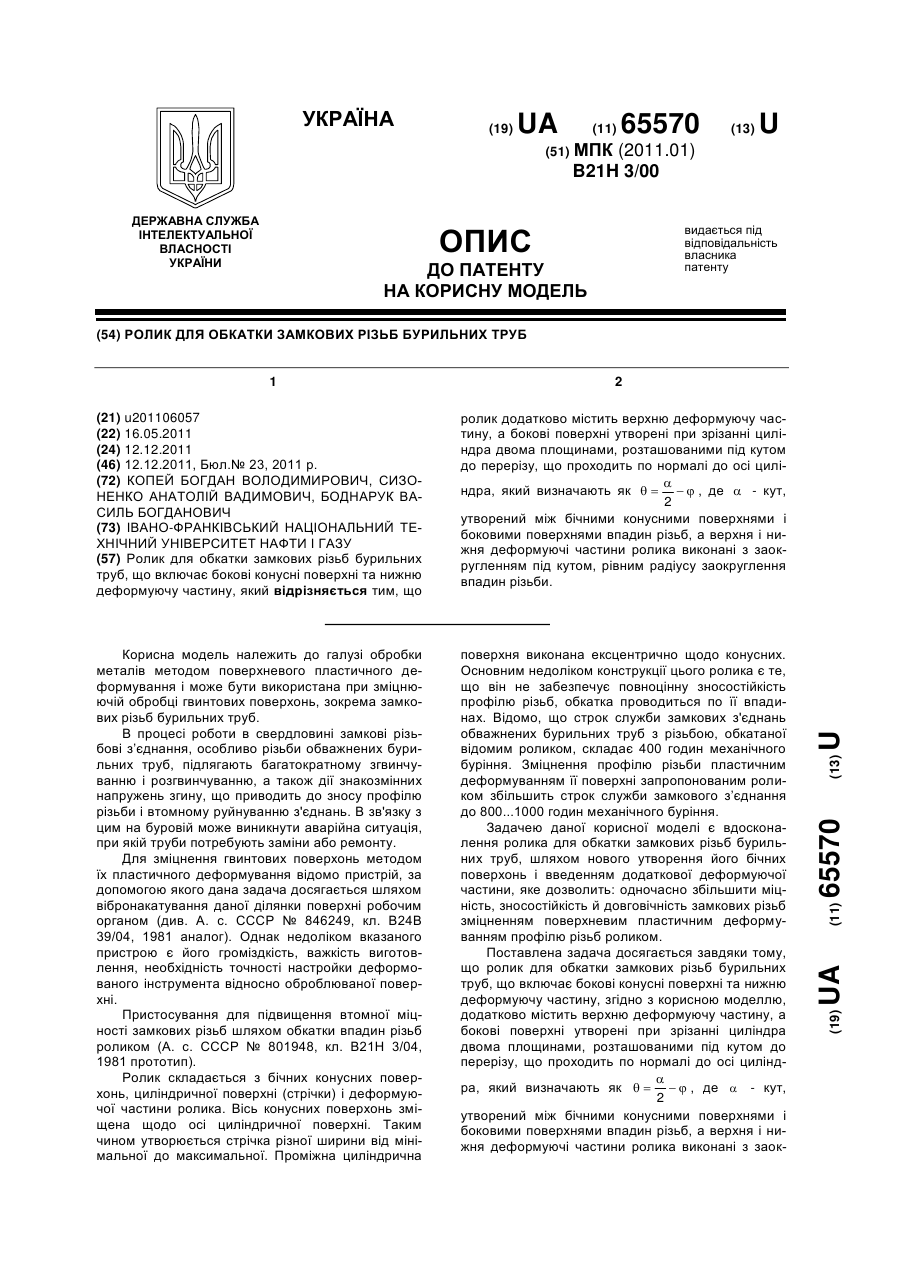
Номер патенту: 65570
Опубліковано: 12.12.2011
Автори: Сизоненко Анатолій Вадимович, Копей Богдан Володимирович, Боднарук Василь Богданович
МПК: B21H 3/00
Мітки: різьб, обкатки, ролик, замкових, труб, бурильних
Формула / Реферат:
Ролик для обкатки замкових різьб бурильних труб, що включає бокові конусні поверхні та нижню деформуючу частину, який відрізняється тим, що ролик додатково містить верхню деформуючу частину, а бокові поверхні утворені при зрізанні циліндра двома площинами, розташованими під кутом до перерізу, що проходить по нормалі до осі циліндра, який визначають як , де
Пристрій для нарізання внутрішніх різьб малих діаметрів
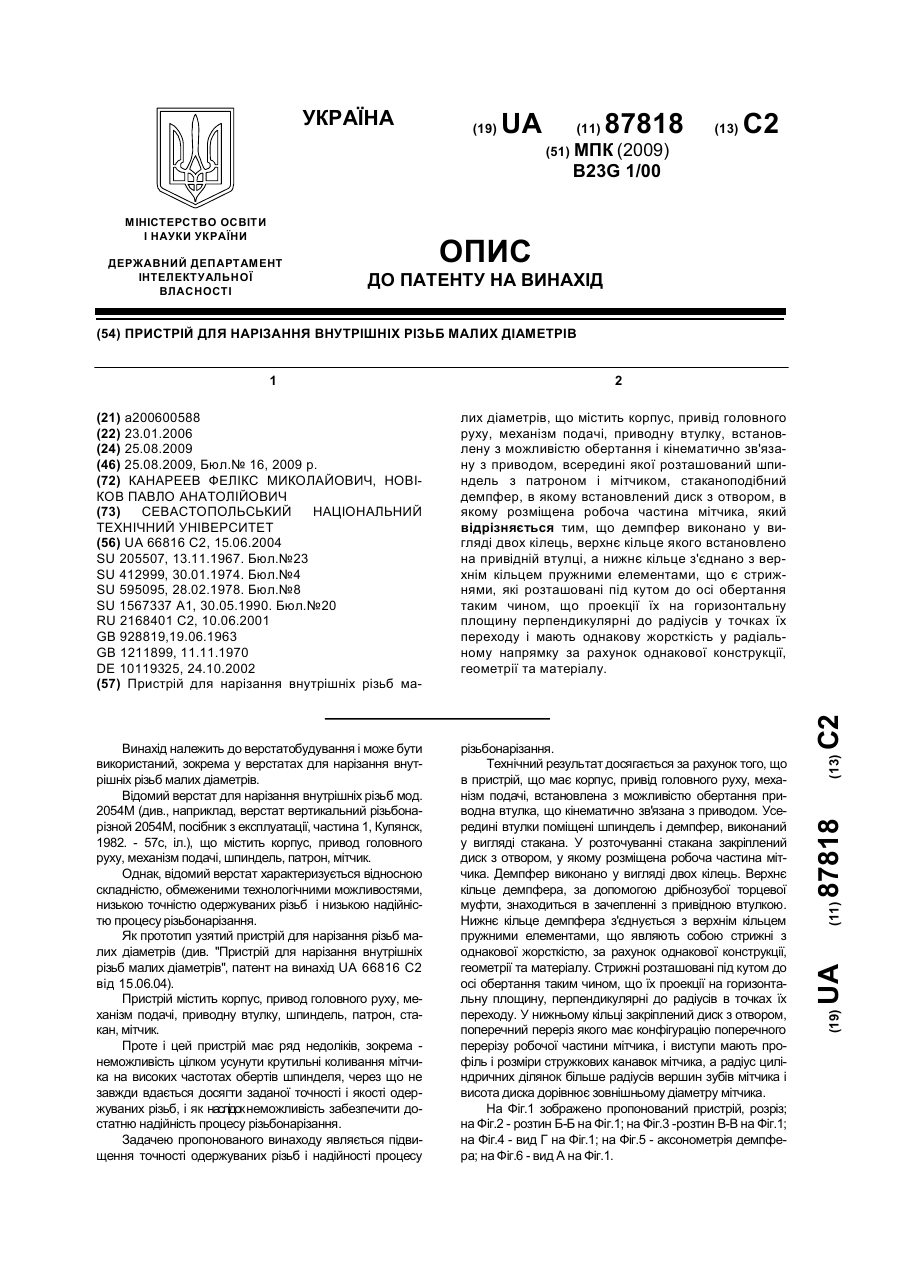
Номер патенту: 87818
Опубліковано: 25.08.2009
Автори: Канареев Фелікс Миколайович, Новіков Павло Анатолійович
МПК: B23G 1/00
Мітки: внутрішніх, різьб, діаметрів, пристрій, нарізання, малих
Формула / Реферат:
Пристрій для нарізання внутрішніх різьб малих діаметрів, що містить корпус, привід головного руху, механізм подачі, приводну втулку, встановлену з можливістю обертання і кінематично зв'язану з приводом, всередині якої розташований шпиндель з патроном і мітчиком, стаканоподібний демпфер, в якому встановлений диск з отвором, в якому розміщена робоча частина мітчика, який відрізняється тим, що демпфер виконано у вигляді двох кілець, верхнє...
Попередній патент: Автоматизована система збору інформації про параметри руху автомобіля та аналізу причин виникнення дорожньо-транспортної пригоди
Наступний патент: Заглибний електронасос
Випадковий патент: Зносостійкий сплав