Ділянка розливання металу
Номер патенту: 101738
Опубліковано: 25.09.2015
Автори: Плугатар Віктор Семенович, Лубинець Віктор Іванович, Чехлань Володимир Вікторович, Санжаревський Олег Васильович

Формула / Реферат
Ділянка розливання металу, що містить сталерозливний ківш, проміжні ковші, встановлені на механічному обладнанні для їх переміщення та маніпулятор для встановлення захисного кухля, яка відрізняється тим, що вона обладнана додатковим маніпулятором для встановлення захисного кухля, при цьому всі маніпулятори встановлені безпосередньо на механічному обладнанні для переміщення проміжних ковшів.
Текст
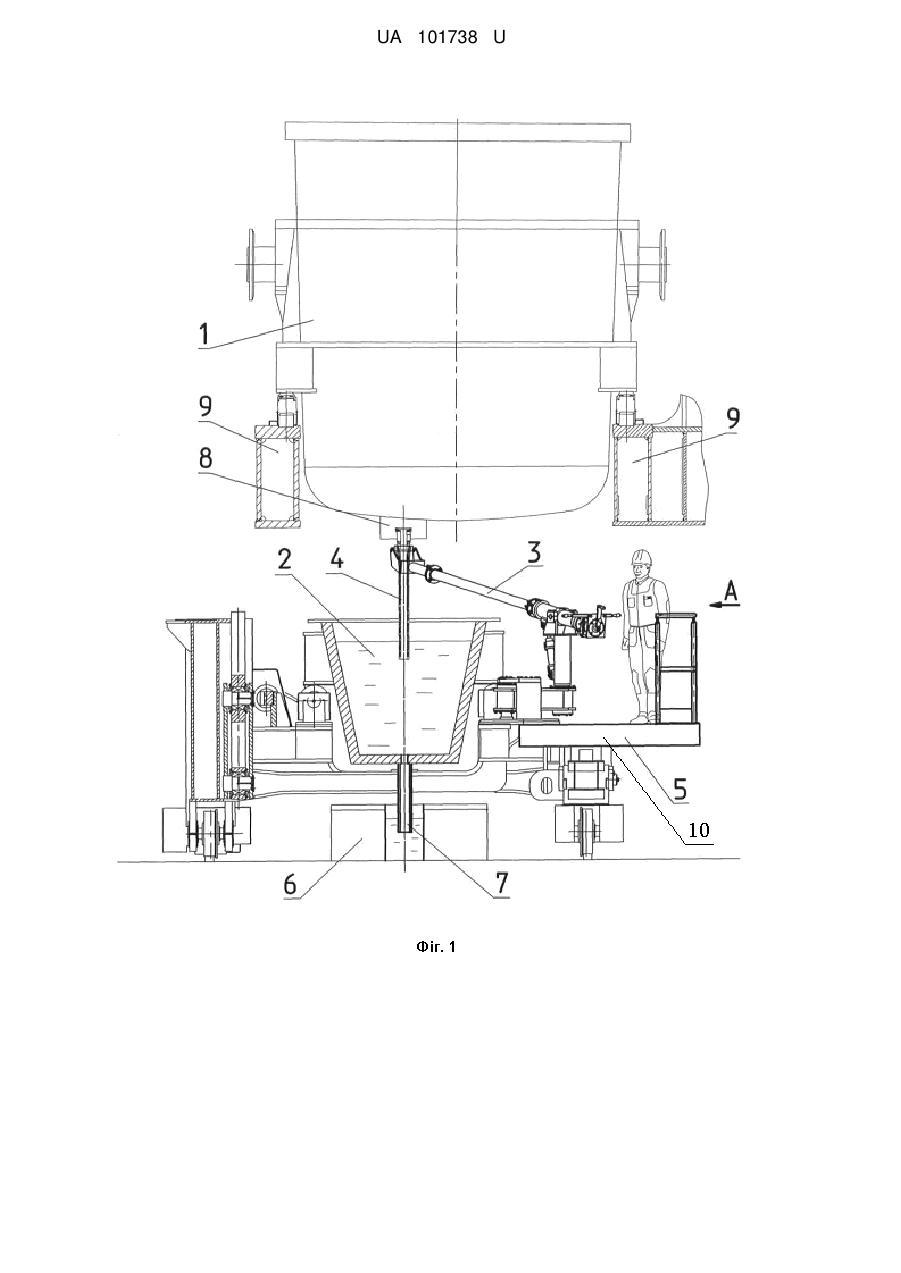
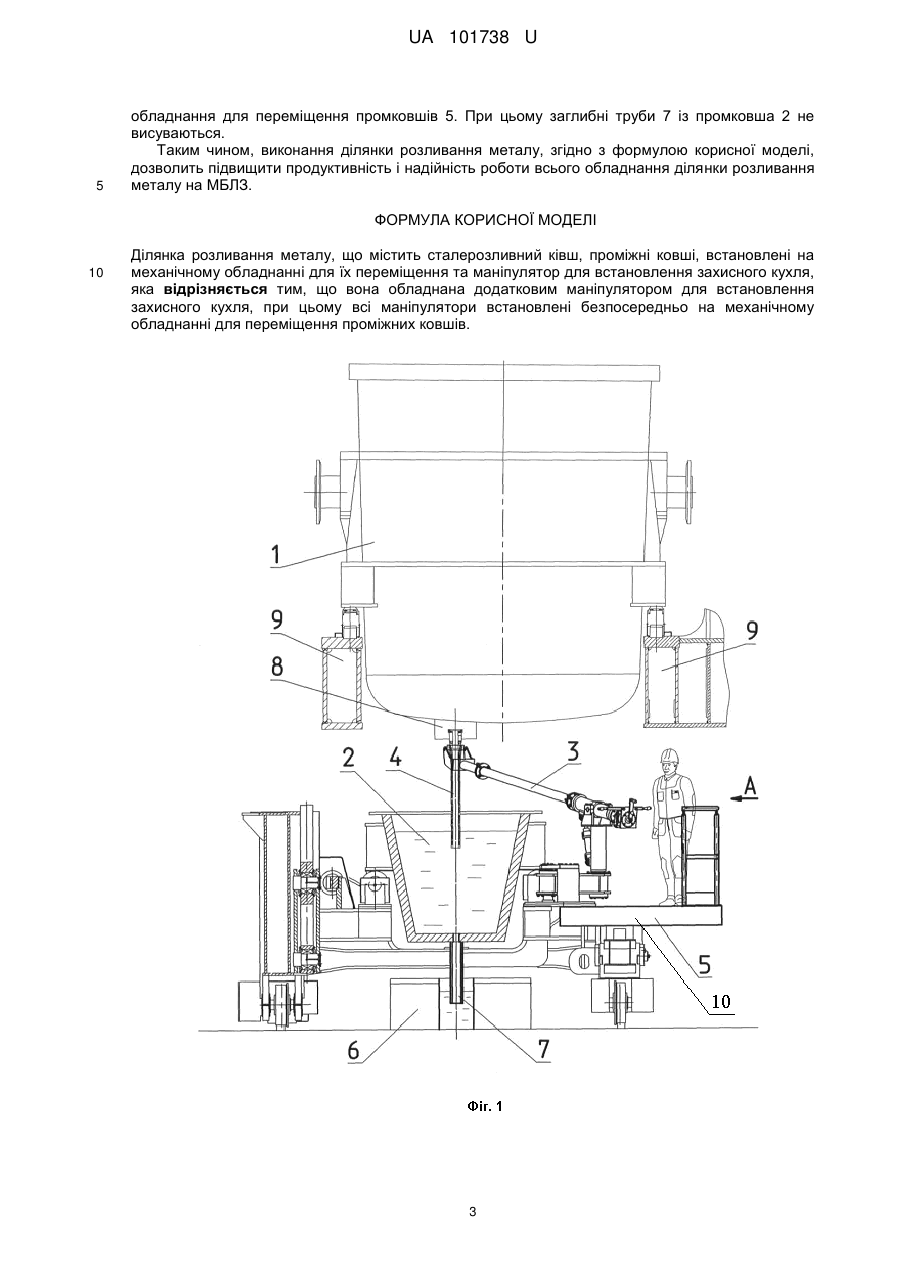
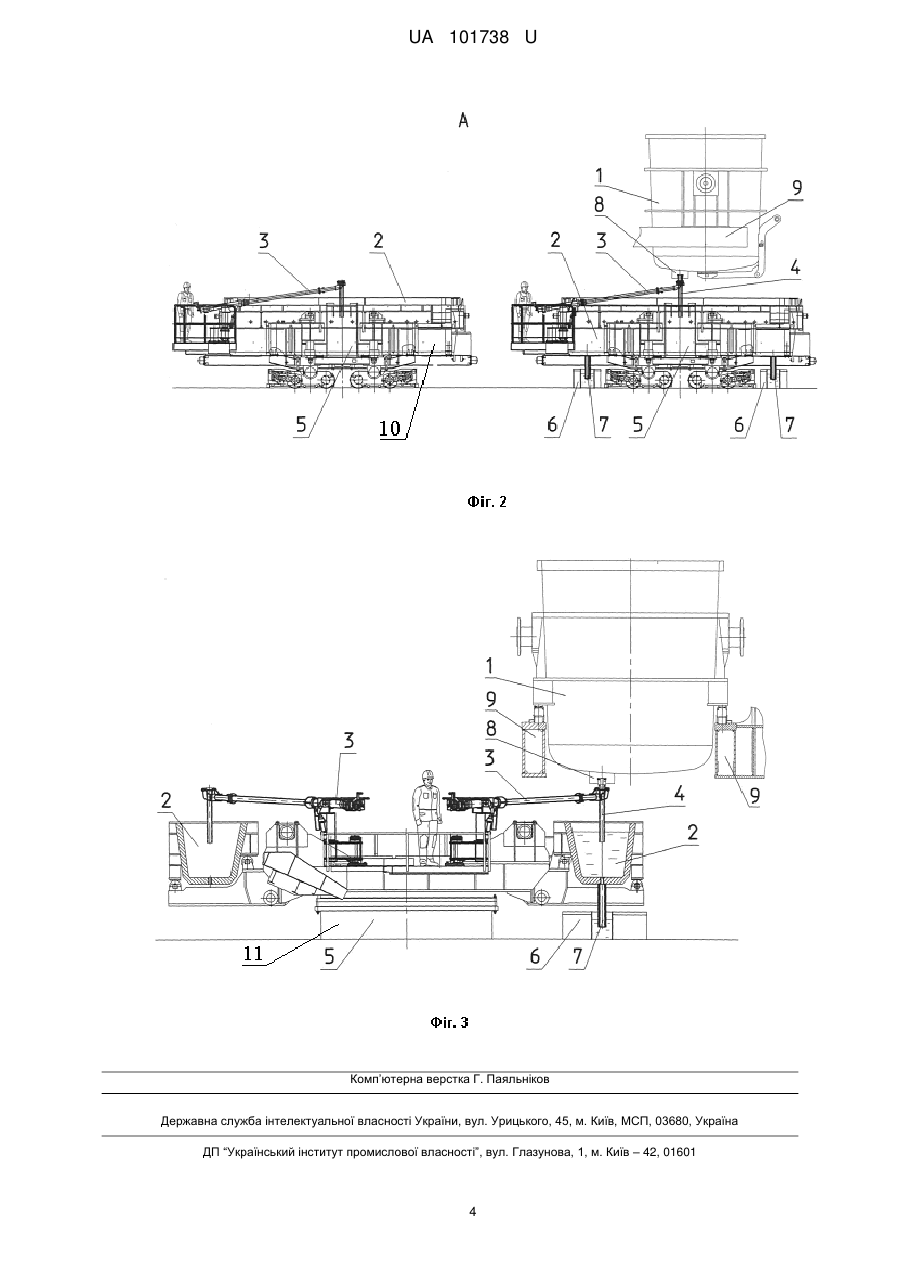
Реферат: Ділянка розливання металу містить сталерозливний ківш, проміжні ковші, встановлені на механічному обладнанні для їх переміщення та маніпулятор для встановлення захисного кухля. Ділянка обладнана додатковим маніпулятором для встановлення захисного кухля, при цьому всі маніпулятори встановлені безпосередньо на механічному обладнанні для переміщення проміжних ковшів. UA 101738 U (54) ДІЛЯНКА РОЗЛИВАННЯ МЕТАЛУ UA 101738 U UA 101738 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургійного машинобудування, а саме до пристроїв для безперервного розливання сталі, і може бути використана на ділянках розливання металу зі стальковша в проміжний ківш (промківш). На всіх сучасних машинах безперервного лиття заготовок (МБЛЗ) передбачений захист струменя металу від вторинного окиснення за допомогою заглибних вогнетривких кухлів, установлених між сталерозливним і проміжним ковшами. Вторинне окиснення струменя металу повітрям при розливанні викликає ряд небажаних наслідків, що погіршують якість сталі, і часом приводять до браку заготовок. На МБЛЗ для встановлення захисних заглибних вогнетривких кухлів та їх стикування з розливними пристроями сталерозливного й проміжного ковшів використовують маніпулятори. Відома ділянка розливання металу [патент US № 5219515 B22D 41/56], обладнання якої прийнято як прототип. Ділянка МБЛЗ складається зі сталерозливного ковша із шиберним затвором, проміжного ковша, встановленого на візку для переміщення проміжних ковшів і маніпулятора для встановлення захисного кухля зі стальковша у промківш. Маніпулятор закріплений на стояку стаціонарно. Робота на ділянці відбувається наступним чином. Подається візок із установленим проміжним ковшем, який розміщають над кристалізатором МБЛЗ. Потім над промковшем установлюють сталерозливний ківш із шиберним затвором. Управляючи маніпулятором, зістиковують захисний вогнетривкий кухоль зі зливальним носиком шибера стальковша, при цьому сам кухоль занурюється у ємність проміжного ковша. Відкривають шиберний затвор стальковша й починають наповнення проміжного ковша металом до певного рівня (при цьому захисний вогнетривкий кухоль занурений у меніск металу). Відкривають зливальні отвори із промковша й метал подається в кристалізатори МБЛЗ. Після закінчення певного часу розливання футеровка проміжного ковша зношується, що вимагає заміни ковша для безперервного процесу розливання. Для цього закривають шиберний затвор стальковша, маніпулятором виймають захисний вогнетривкий кухоль із проміжного ковша й виводять його із зони переміщення візка. Візок з відпрацьованим промковшом відводять, а на його місце доставляють інший візок з резервним проміжним ковшем. Далі процес розливання повторюється. Така ділянка розливання металу має наступні недоліки: - у випадку заміни проміжних ковшів (при перековшовці) необхідно маніпулятором виймати захисний вогнетривкий кухоль з ємності промковша й виводити його із зони переміщення візка. А при підведенні резервного промковша в зону розливання заводити вогнетривкий кухоль у зворотному порядку. Це вимагає певних витрат за часом, що негативно позначається на продуктивності роботи МБЛЗ. - в аварійній ситуації, наприклад при прогарі проміжного ковша, для запобігання заливання металом кристалізаторів і іншого встаткування МБЛЗ необхідно як більш оперативно відвести проміжний ківш із зони розливання, а роботи по виводу маніпулятора із захисним кухлем із зони переміщення візка із промковшом займають досить тривалий час. Як правило в таких ситуаціях включають миттєвий аварійний переїзд візка із зони розливання в безпечну зону для зливу металу (натискаючи спеціальну червону аварійну кнопку), що при не прибраному маніпуляторі приводить до поломки останнього й одночасно захисного кухля. Це приводить до недостатньої надійності роботи встаткування ділянки розливання металу на МБЛЗ. Таким чином, до недоліків вищевказаної ділянки розливання металу є низька продуктивність при недостатній надійності роботи встаткування. В основу корисної моделі поставлено задачу підвищення продуктивності й надійності роботи устаткування ділянки розливання металу. Поставлена задача вирішується за рахунок технічного результату, який полягає в поліпшенні експлуатаційних умов для проведення технологічних операцій по розливанню металу. Для досягнення вищевказаного результату в ділянці розливання металу, що містить сталерозливний ківш, проміжні ковші, встановлені на механічному обладнанні для їх переміщення та маніпулятор для встановлення захисного кухля, згідно з корисною моделлю, вона обладнана додатковим маніпулятором для встановлення захисного кухля, при цьому всі маніпулятори встановлені безпосередньо на механічному обладнанні для переміщення проміжних ковшів. У результаті порівняльного аналізу пропонованої ділянки розливання металу із прототипом установлене, що є наступні загальні ознаки: - сталерозливний ківш; - проміжні ковші, встановлені на механічному обладнанні для їх переміщення; 1 UA 101738 U 5 10 15 20 25 30 35 40 45 50 55 60 - маніпулятор для встановлення захисного кухля; а також відмітні ознаки: - обладнання додатковим маніпулятором для встановлення захисного кухля; - встановлення всіх маніпуляторів безпосередньо на механічному обладнанні для переміщення проміжних ковшів. Таким чином, запропонована ділянка розливання металу має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх один відносно одного. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Завдяки тому, що ділянка обладнана додатковим маніпулятором для встановлення захисного кухля, при цьому всі маніпулятори встановлені безпосередньо на механічному обладнанні для переміщення проміжних ковшів, стало можливим оперативно й швидше за часом проводити технологічні операції по заміні проміжних ковшів на позиції розливання (перековшовці), а також при їх відведенню із зони розливання в аварійних ситуаціях. Як наслідок, підвищується надійність роботи встаткування ділянки розливання. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, невідоме з рівня техніки й тому воно є новим. Технічне рішення, що заявляється, промислово застосована, тому що її технологічне й технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний проект конструкції МБЛЗ на ВАТ "НЛМК". Таким чином рішенню, що заявляється, може представлятися правова охорона, тому що воно є новим і промислово застосоване, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: Фіг. 1 - ділянка розливання металу Фіг. 2 - вид А на фіг. 1 Фіг. 3 - ділянка розливання металу (варіант виконання механічного обладнання для переміщення проміжних ковшів) Ділянка розливання металу містить сталерозливний ківш 1, два проміжних ковша 2 (робочий та резервний), маніпулятор (на позиції розливання) і додатковий маніпулятор 3 (у резервній позиції) для установки захисних кухлів 4 зі стальковша 1 у промківш 2. Усі маніпулятори 3 розташовані по технічному рішенню безпосередньо на механічному обладнанні 5 для переміщення проміжних ковшів 2. Кожний проміжний ківш 2 з'єднаний із кристалізатором 6 через заглибну трубу. При цьому стальківш 1 із шиберним затвором 8 розташований на лагах 9 сталерозливного стенда МБЛЗ. Механічне обладнання 5 для переміщення промковшів 2 з маніпуляторами 3 може бути виконане, наприклад, або у вигляді візків 10 (фіг. 1 і 2) або у вигляді поворотного стенда 11 (фіг. 3). Приводні візки 10 (фіг. 1-2) установлені з можливістю переміщення по прямолінійній колії, а поворотний стенд 11 (фіг. 3) установлений з можливістю переміщення по кільцевій колії. Розливання на ділянці відбувається наступним чином. Механічне обладнання 5 для переміщення промковшів підводить проміжний ківш 2 і маніпулятор 3 із захисним кухлем 4 у зону розливання. Проміжний ківш 2 розміщають над кристалізатором 6. Потім краном на лаги 9 сталерозливного стенда встановлюють заповнений металом стальківш 1, оснащений шиберним затвором 8. Управляючи маніпулятором 3, зістиковують захисний кухоль 4 зі зливальним носиком шибера 8 стальковша 1. Відкривають шиберний затвор 8 стальковша 1 і починають наповнення ємності промковша 2 металом до певного рівня, при якому захисний кухоль 4 виявляється зануреним у меніск металу. Установлюють заглибні вогнетривкі труби 7 із промковша 2 у кристалізатори 6. Відкривають зливальні отвори із промковша 2 і метал подається в кристалізатор 6 МБЛЗ. Після закінчення певного часу розливання на МБЛЗ футеровка проміжного ковша 2 зношується, що вимагає його заміни. Для цього закривають шиберний затвор 8 стальковша 1. Маніпулятором 3 від'єднують захисний кухоль 4 від зливального носика шиберного затвора 8. Закривають зливальні отвори промковша 2. Від'єднують заглибні труби 7 від промковша 2. Включають привод механічного обладнання для переміщення промковшів, забираючи відпрацьований промківш 2 одночасно з відповідним маніпулятором 3 із зони розливання, а на його місце подають новий резервний промківш 2 з додатковим маніпулятором 3 для захисного кухля 4. В аварійних ситуаціях (наприклад прогар борту промковша 2 або невідкриття зливального отвору промковша) для переміщення промковша із зони розливання в резервну позицію для зливу металу, спочатку маніпулятором 3 від'єднується захисний кухоль 4 від зливального носика шиберного затвора 8 стальковша 1 і включають кнопку аварійного переїзду механічного 2 UA 101738 U 5 обладнання для переміщення промковшів 5. При цьому заглибні труби 7 із промковша 2 не висуваються. Таким чином, виконання ділянки розливання металу, згідно з формулою корисної моделі, дозволить підвищити продуктивність і надійність роботи всього обладнання ділянки розливання металу на МБЛЗ. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Ділянка розливання металу, що містить сталерозливний ківш, проміжні ковші, встановлені на механічному обладнанні для їх переміщення та маніпулятор для встановлення захисного кухля, яка відрізняється тим, що вона обладнана додатковим маніпулятором для встановлення захисного кухля, при цьому всі маніпулятори встановлені безпосередньо на механічному обладнанні для переміщення проміжних ковшів. 3 UA 101738 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/10
Мітки: розливання, металу, ділянка
Код посилання
<a href="https://ua.patents.su/6-101738-dilyanka-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Ділянка розливання металу</a>
Ділянка розливання металу

Номер патенту: 67877
Опубліковано: 12.03.2012
Автори: Чехлань Володимир Вікторович, Плугатар Віктор Семенович, Пакін Володимир Арсентіович, Санжаревський Олег Васильович, Казаков Олександр Васильович
МПК: B22D 11/10
Мітки: розливання, металу, ділянка
Формула / Реферат:
Ділянка розливання металу, що містить стенд для сталерозливального ковша та візки з піднімальними рамами для проміжних ковшів з кришками, яка відрізняється тим, що кожний візок для проміжного ковша (промковша) оснащений механізмом утримання та переміщення кришки промковша, який виконаний у вигляді привідного Н-подібного шарнірного важеля, нижні пари шарнірів якого розміщені в опорі, яка закріплена на піднімальній рамі, а верхні пари шарнірів...
Ділянка розливання металу
Номер патенту: 49690
Опубліковано: 11.05.2010
Автори: Пакін Володимир Арсентіович, Санжаревський Олег Васильович, Плугатар Віктор Семенович, Казаков Олександр Васильович, Волошин Олексій Іванович
МПК: B22D 11/10
Мітки: розливання, металу, ділянка
Формула / Реферат:
Ділянка розливання металу, до складу якої входить стенд із поворотною рамою, оснащений лагами, що містять рухомі ложементи з розташованими на них стальковшами, і розміщений на позиції розливання візок із промковшем зі зливальними отворами в днищі, яка відрізняється тим, що стенд обладнаний тягами, шарнірно зчленованими з однієї сторони з ложементами, а з іншої сторони з рамою стенда, і механізмами регулювання довжини тяг, зчленованими з...
Ділянка розливання металу
Номер патенту: 55137
Опубліковано: 17.03.2003
Автори: Казаков Олександр Васильович, Санжаревський Олег Васильович, Пакін Володимир Арсентійович, Левіна Валентина Іванівна
МПК: B22D 11/10
Мітки: металу, розливання, ділянка
Формула / Реферат:
Ділянка розливання металу, що включає резервні позиції і позицію розливання, візки, кожен з яких несе привідний захисний екран і траверсу для промковша, рухому у вертикальній площині від приводу підйому-опускання, яка відрізняється тим, що привід підйому-опускання траверси для промковша і привід переміщення захисного екрана встановлені на фундаменті позиції розливання і розміщені з можливістю періодичного контакту відповідно до траверси для...
Ділянка розливання металу
Номер патенту: 73672
Опубліковано: 15.08.2005
Автори: Баначенков Владімір Гєннадієвич, Санжаревський Олег Васильович, Казаков Олександр Васильович, Пакін Володимир Арсентійович, Сусь Юрій Миколайович, Плугатар Віктор Семенович, Білобров Юрій Миколайович, Місяновській Гєннадій Васільєвіч
МПК: B22D 11/10
Мітки: розливання, ділянка, металу
Формула / Реферат:
Ділянка розливання металу, до складу якої входять стенд, обладнаний лагами з розташованим на них стальковшем, і розміщений на позиції розливання візок із промковшем з випускними отворами у днищі, яка відрізняється тим, що вона оснащена напрямними, закріпленими на лагах стенда і встановленими на них привідними рамами, кожна з яких розміщена з можливістю переміщення по горизонталі у напрямку, перпендикулярному подовжній осі промковша від...
Ділянка розливання металу

Номер патенту: 58862
Опубліковано: 15.08.2003
Автори: Казаков Олександр Васильович, Пакін Володимир Арсентійович, Санжаревський Олег Васильович, Левіна Валентина Іванівна
МПК: B22D 11/10
Мітки: ділянка, металу, розливання
Формула / Реферат:
Ділянка розливання металу, до складу якої входять поворотний стенд, що включає прикріплену до фундаменту колону, зчленовану з лагами для стальковша, і поворотний візок, оснащений щонайменше двома траверсами для промковша, яка відрізняється тим, що поворотний візок розміщений на колоні поворотного стенда.
Попередній патент: Пристрій для множення неелектричних сигналів
Наступний патент: Забивне кріплення для проведення горизонтальних виробок по нестійких породах або в завалі
Випадковий патент: Технологічна лінія підготування сировини та виробництва будівельних матеріалів методом гіперпресування з різних відходів