Ділянка розливання металу
Номер патенту: 67877
Опубліковано: 12.03.2012
Автори: Казаков Олександр Васильович, Пакін Володимир Арсентіович, Санжаревський Олег Васильович, Плугатар Віктор Семенович, Чехлань Володимир Вікторович


Формула / Реферат
Ділянка розливання металу, що містить стенд для сталерозливального ковша та візки з піднімальними рамами для проміжних ковшів з кришками, яка відрізняється тим, що кожний візок для проміжного ковша (промковша) оснащений механізмом утримання та переміщення кришки промковша, який виконаний у вигляді привідного Н-подібного шарнірного важеля, нижні пари шарнірів якого розміщені в опорі, яка закріплена на піднімальній рамі, а верхні пари шарнірів зчленовані з вилкою, яка утримує кришку промковша, при цьому одна пара верхніх шарнірів прикріплена до вилки, а інша пара верхніх шарнірів виконана у вигляді роликів, контактуючих з вилкою, крім того, опора містить стаціонарні ролики з можливістю періодичного контакту з вилкою.
Текст
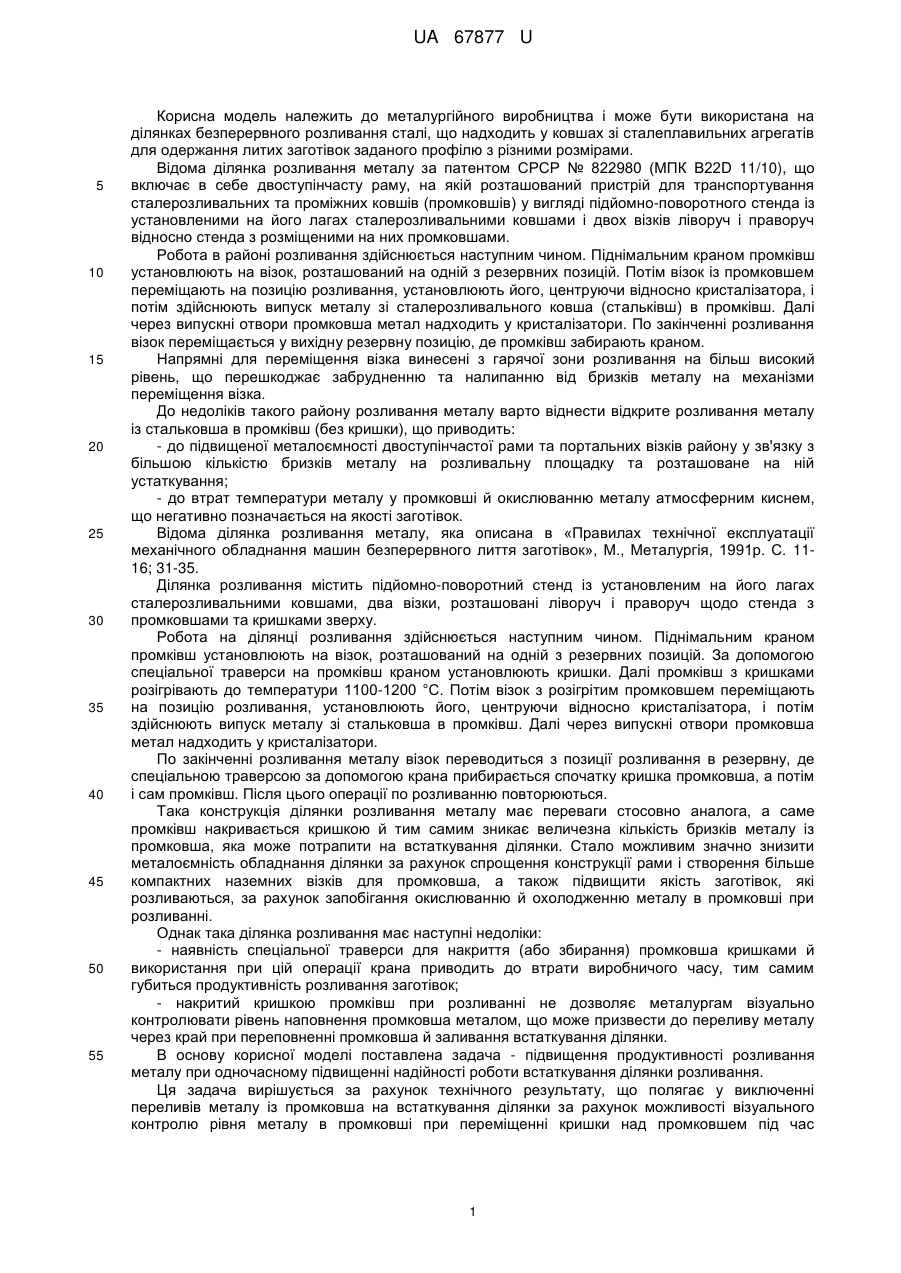
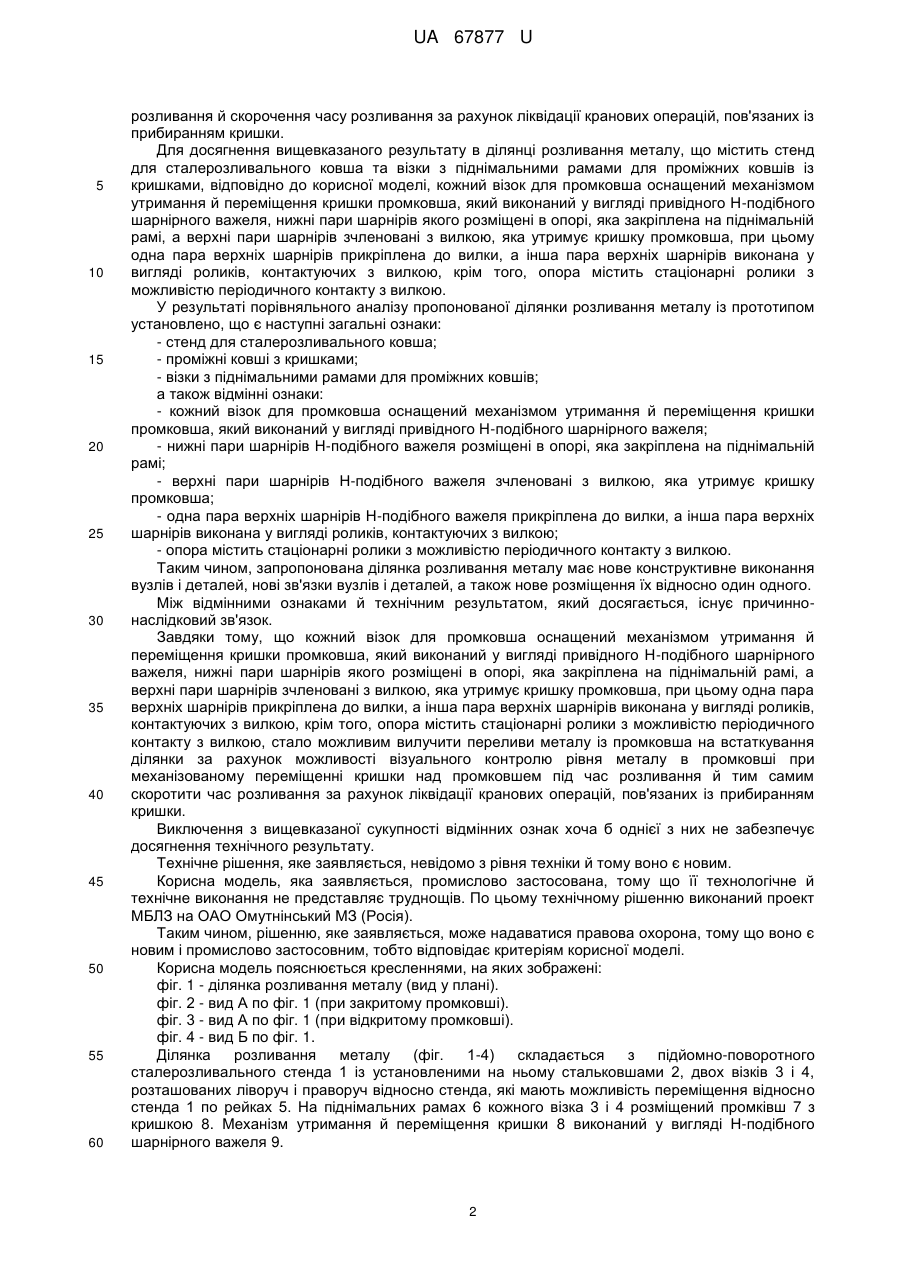
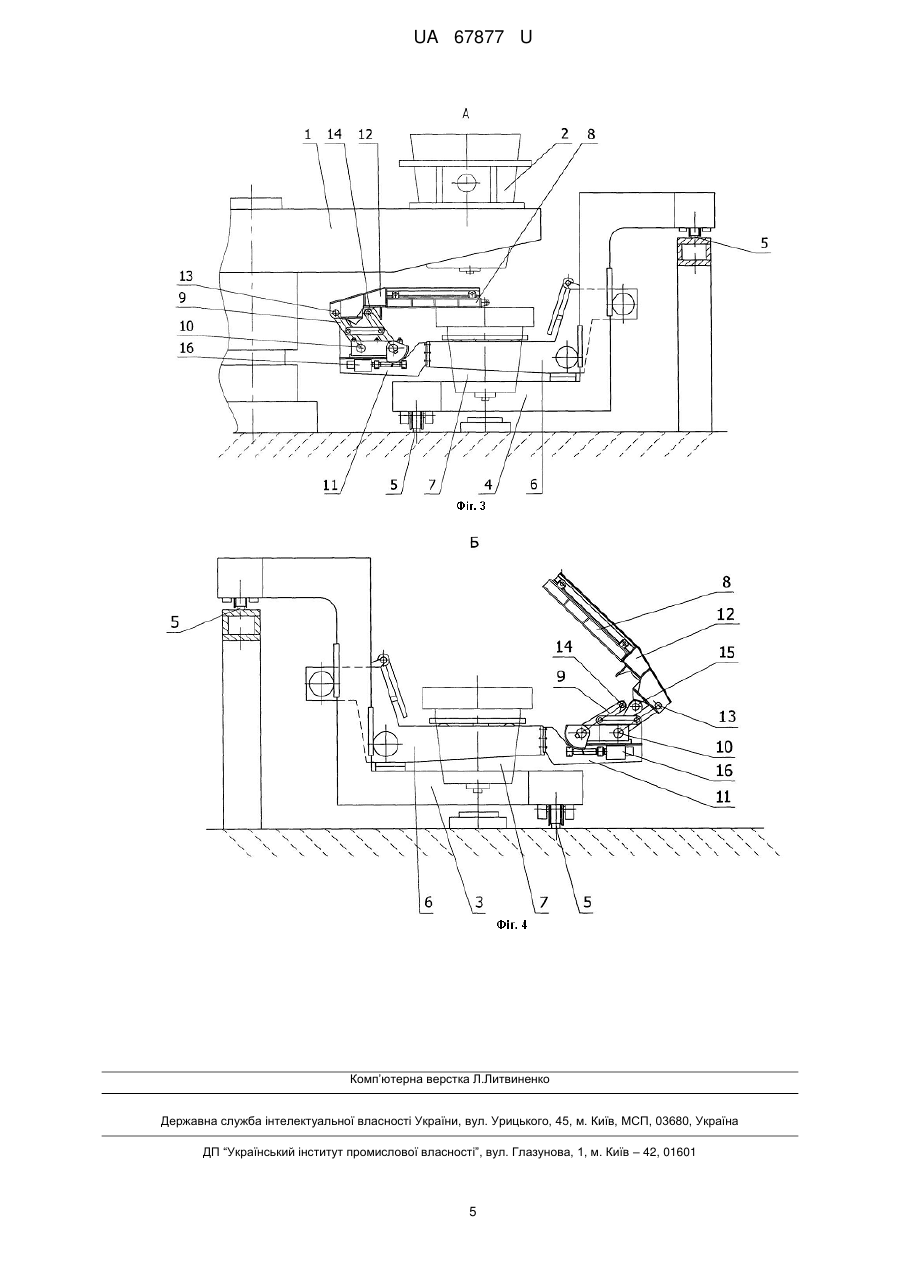
Реферат: Ділянка розливання металу містить стенд для сталерозливального ковша та візки з піднімальними рамами для проміжних ковшів з кришками. Кожний візок для проміжного ковша (промковша) оснащений механізмом утримання та переміщення кришки промковша, який виконаний у вигляді привідного Н-подібного шарнірного важеля. Нижні пари шарнірів важеля розміщені в опорі, яка закріплена на піднімальній рамі, а верхні пари шарнірів зчленовані з вилкою, яка утримує кришку промковша. Одна пара верхніх шарнірів прикріплена до вилки, а інша пара верхніх шарнірів виконана у вигляді роликів, контактуючих з вилкою. Крім того, опора містить стаціонарні ролики з можливістю періодичного контакту з вилкою. UA 67877 U (54) ДІЛЯНКА РОЗЛИВАННЯ МЕТАЛУ UA 67877 U UA 67877 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургійного виробництва і може бути використана на ділянках безперервного розливання сталі, що надходить у ковшах зі сталеплавильних агрегатів для одержання литих заготівок заданого профілю з різними розмірами. Відома ділянка розливання металу за патентом СРСР № 822980 (МПК В22D 11/10), що включає в себе двоступінчасту раму, на якій розташований пристрій для транспортування сталерозливальних та проміжних ковшів (промковшів) у вигляді підйомно-поворотного стенда із установленими на його лагах сталерозливальними ковшами і двох візків ліворуч і праворуч відносно стенда з розміщеними на них промковшами. Робота в районі розливання здійснюється наступним чином. Піднімальним краном промківш установлюють на візок, розташований на одній з резервних позицій. Потім візок із промковшем переміщають на позицію розливання, установлюють його, центруючи відносно кристалізатора, і потім здійснюють випуск металу зі сталерозливального ковша (стальківш) в промківш. Далі через випускні отвори промковша метал надходить у кристалізатори. По закінченні розливання візок переміщається у вихідну резервну позицію, де промківш забирають краном. Напрямні для переміщення візка винесені з гарячої зони розливання на більш високий рівень, що перешкоджає забрудненню та налипанню від бризків металу на механізми переміщення візка. До недоліків такого району розливання металу варто віднести відкрите розливання металу із стальковша в промківш (без кришки), що приводить: - до підвищеної металоємності двоступінчастої рами та портальних візків району у зв'язку з більшою кількістю бризків металу на розливальну площадку та розташоване на ній устаткування; - до втрат температури металу у промковші й окислюванню металу атмосферним киснем, що негативно позначається на якості заготівок. Відома ділянка розливання металу, яка описана в «Правилах технічної експлуатації механічного обладнання машин безперервного лиття заготівок», М., Металургія, 1991р. С. 1116; 31-35. Ділянка розливання містить підйомно-поворотний стенд із установленим на його лагах сталерозливальними ковшами, два візки, розташовані ліворуч і праворуч щодо стенда з промковшами та кришками зверху. Робота на ділянці розливання здійснюється наступним чином. Піднімальним краном промківш установлюють на візок, розташований на одній з резервних позицій. За допомогою спеціальної траверси на промківш краном установлюють кришки. Далі промківш з кришками розігрівають до температури 1100-1200 °С. Потім візок з розігрітим промковшем переміщають на позицію розливання, установлюють його, центруючи відносно кристалізатора, і потім здійснюють випуск металу зі стальковша в промківш. Далі через випускні отвори промковша метал надходить у кристалізатори. По закінченні розливання металу візок переводиться з позиції розливання в резервну, де спеціальною траверсою за допомогою крана прибирається спочатку кришка промковша, а потім і сам промківш. Після цього операції по розливанню повторюються. Така конструкція ділянки розливання металу має переваги стосовно аналога, а саме промківш накривається кришкою й тим самим зникає величезна кількість бризків металу із промковша, яка може потрапити на встаткування ділянки. Стало можливим значно знизити металоємність обладнання ділянки за рахунок спрощення конструкції рами і створення більше компактних наземних візків для промковша, а також підвищити якість заготівок, які розливаються, за рахунок запобігання окислюванню й охолодженню металу в промковші при розливанні. Однак така ділянка розливання має наступні недоліки: - наявність спеціальної траверси для накриття (або збирання) промковша кришками й використання при цій операції крана приводить до втрати виробничого часу, тим самим губиться продуктивність розливання заготівок; - накритий кришкою промківш при розливанні не дозволяє металургам візуально контролювати рівень наповнення промковша металом, що може призвести до переливу металу через край при переповненні промковша й заливання встаткування ділянки. В основу корисної моделі поставлена задача - підвищення продуктивності розливання металу при одночасному підвищенні надійності роботи встаткування ділянки розливання. Ця задача вирішується за рахунок технічного результату, що полягає у виключенні переливів металу із промковша на встаткування ділянки за рахунок можливості візуального контролю рівня металу в промковші при переміщенні кришки над промковшем під час 1 UA 67877 U 5 10 15 20 25 30 35 40 45 50 55 60 розливання й скорочення часу розливання за рахунок ліквідації кранових операцій, пов'язаних із прибиранням кришки. Для досягнення вищевказаного результату в ділянці розливання металу, що містить стенд для сталерозливального ковша та візки з піднімальними рамами для проміжних ковшів із кришками, відповідно до корисної моделі, кожний візок для промковша оснащений механізмом утримання й переміщення кришки промковша, який виконаний у вигляді привідного Н-подібного шарнірного важеля, нижні пари шарнірів якого розміщені в опорі, яка закріплена на піднімальній рамі, а верхні пари шарнірів зчленовані з вилкою, яка утримує кришку промковша, при цьому одна пара верхніх шарнірів прикріплена до вилки, а інша пара верхніх шарнірів виконана у вигляді роликів, контактуючих з вилкою, крім того, опора містить стаціонарні ролики з можливістю періодичного контакту з вилкою. У результаті порівняльного аналізу пропонованої ділянки розливання металу із прототипом установлено, що є наступні загальні ознаки: - стенд для сталерозливального ковша; - проміжні ковші з кришками; - візки з піднімальними рамами для проміжних ковшів; а також відмінні ознаки: - кожний візок для промковша оснащений механізмом утримання й переміщення кришки промковша, який виконаний у вигляді привідного Н-подібного шарнірного важеля; - нижні пари шарнірів Н-подібного важеля розміщені в опорі, яка закріплена на піднімальній рамі; - верхні пари шарнірів Н-подібного важеля зчленовані з вилкою, яка утримує кришку промковша; - одна пара верхніх шарнірів Н-подібного важеля прикріплена до вилки, а інша пара верхніх шарнірів виконана у вигляді роликів, контактуючих з вилкою; - опора містить стаціонарні ролики з можливістю періодичного контакту з вилкою. Таким чином, запропонована ділянка розливання металу має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Між відмінними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що кожний візок для промковша оснащений механізмом утримання й переміщення кришки промковша, який виконаний у вигляді привідного Н-подібного шарнірного важеля, нижні пари шарнірів якого розміщені в опорі, яка закріплена на піднімальній рамі, а верхні пари шарнірів зчленовані з вилкою, яка утримує кришку промковша, при цьому одна пара верхніх шарнірів прикріплена до вилки, а інша пара верхніх шарнірів виконана у вигляді роликів, контактуючих з вилкою, крім того, опора містить стаціонарні ролики з можливістю періодичного контакту з вилкою, стало можливим вилучити переливи металу із промковша на встаткування ділянки за рахунок можливості візуального контролю рівня металу в промковші при механізованому переміщенні кришки над промковшем під час розливання й тим самим скоротити час розливання за рахунок ліквідації кранових операцій, пов'язаних із прибиранням кришки. Виключення з вищевказаної сукупності відмінних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, невідомо з рівня техніки й тому воно є новим. Корисна модель, яка заявляється, промислово застосована, тому що її технологічне й технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний проект МБЛЗ на ОАО Омутнінський МЗ (Росія). Таким чином, рішенню, яке заявляється, може надаватися правова охорона, тому що воно є новим і промислово застосовним, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: фіг. 1 - ділянка розливання металу (вид у плані). фіг. 2 - вид А по фіг. 1 (при закритому промковші). фіг. 3 - вид А по фіг. 1 (при відкритому промковші). фіг. 4 - вид Б по фіг. 1. Ділянка розливання металу (фіг. 1-4) складається з підйомно-поворотного сталерозливального стенда 1 із установленими на ньому стальковшами 2, двох візків 3 і 4, розташованих ліворуч і праворуч відносно стенда, які мають можливість переміщення відносно стенда 1 по рейках 5. На піднімальних рамах 6 кожного візка 3 і 4 розміщений промківш 7 з кришкою 8. Механізм утримання й переміщення кришки 8 виконаний у вигляді Н-подібного шарнірного важеля 9. 2 UA 67877 U 5 10 15 20 25 30 35 Нижні пари шарнірів 10 розміщені в опорі 11, яка закріплена на піднімальній рамі 6. Верхні шарніри втримують вилку 12, у якій установлена кришка 8 промковша 7. Одна пара верхніх шарнірів 13 прикріплена до вилки 12. Інша пара виконана у вигляді роликів 14, контактуючих з вилкою 12. На кожній опорі 11 розміщені стаціонарні ролики 15, які мають можливість періодичного контакту з вилкою 12, а також розміщений привід 16 Н-подібного шарнірного важеля 9. Привід може бути виконаний у вигляді гідроциліндра або (як у нашому випадку) бути електромеханічним із зубчастою парою (фіг. 2). Робота на ділянці розливання здійснюється наступним чином. Краном промківш 7 установлюють на піднімальну раму 6 візка 3 на одній з резервних позицій. Включають привід 16 шарнірного Н-подібного важеля 9, який повертає вилку 12 із установленою в ній кришкою 8 відносно стаціонарних роликів 15. При цьому нижні шарніри 10 провертаються в опорі 11, а верхні шарніри 13 провертаються у вилці 12. При подальшому русі вилка 12 контактує з роликами 14 шарнірного Н-подібного важеля 9 і наприкінці свого руху повністю накриває промківш 7 кришкою 8. Візок з накритим кришкою 8 промковшем 7 переміщається по рейках 5 на позицію розливання до сталерозливального стенда 1. Із стальковша 2 метал починають розливати в промківш 7, а із промковша в кристалізатори. При необхідності візуального контролю рівня заповнення металом промковша 7 або для проведення технологічного виміру температури металу та інших технологічних операцій необхідно відкрити кришку 8 промковша 7. Для цього на позиції розливання включають привід 16 шарнірноговажільного Н-подібного механізму 9 переміщення й утримання кришки 8, що, провертаючись у нижніх 10 і верхніх 13 шарнірах, переводить вилку 12 із кришкою 8 убік і відкриває візуальний огляд рівня металу в промковші 7 (див. фіг. 3). Після проведення необхідних технологічних операцій із промковшем приводом 16 шарнірного Н-подібного важеля 9 вилку 12 з кришкою 8 переводять у колишнє положення й накривають промківш 7 (див. фіг. 2). По закінченні розливання візок із промковшем 7 переміщають у резервну позицію, де включають привід 16 шарнірного Н-подібного важеля 9, що, провертаючись у верхніх 13 і нижніх 10 шарнірах, переводить вилку 12 у контакт зі стаціонарними роликами 15 опори 11. Упираючись у ролики 15, вилка 12 з кришкою 8 відкидаються у вертикальне положення, відкриваючи доступ крана для збирання промковша 7 з піднімальних рам 6 візка (фіг. 4). Таким чином, виконання ділянки розливання металу, згідно з формулою корисної моделі, дозволяє підвищити продуктивність розливання металу при одночасному підвищенні надійності роботи встаткування ділянки розливання, за рахунок можливості візуального контролю рівня металу в промковші при механізованому переміщенні кришки над промковшем під час розливання та скорочення часу розливання за рахунок ліквідації кранових операцій, пов'язаних із прибиранням кришки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Ділянка розливання металу, що містить стенд для сталерозливального ковша та візки з піднімальними рамами для проміжних ковшів з кришками, яка відрізняється тим, що кожний візок для проміжного ковша (промковша) оснащений механізмом утримання та переміщення кришки промковша, який виконаний у вигляді привідного Н-подібного шарнірного важеля, нижні пари шарнірів якого розміщені в опорі, яка закріплена на піднімальній рамі, а верхні пари шарнірів зчленовані з вилкою, яка утримує кришку промковша, при цьому одна пара верхніх шарнірів прикріплена до вилки, а інша пара верхніх шарнірів виконана у вигляді роликів, контактуючих з вилкою, крім того, опора містить стаціонарні ролики з можливістю періодичного контакту з вилкою. 3 UA 67877 U 4 UA 67877 U Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюArea for metal casting
Автори англійськоюSanzharevskyi Oleh Vasyliovych, Kazakov Oleksandr Vasyliovych, Pakin Volodymyr Arsentiovych, Pluhatar Viktor Semenovych, Chekhlan Volodymyr Viktorovych
Назва патенту російськоюУчасток разливки металла
Автори російськоюСанжаревский Олег Васильевич, Казаков Александр Васильевич, Пакин Владимир Арсентьевич, Плугатар Виктор Семенович, Чехлань Владимир Викторович
МПК / Мітки
МПК: B22D 11/10
Мітки: ділянка, металу, розливання
Код посилання
<a href="https://ua.patents.su/7-67877-dilyanka-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Ділянка розливання металу</a>
Ділянка розливання металу

Номер патенту: 58862
Опубліковано: 15.08.2003
Автори: Казаков Олександр Васильович, Пакін Володимир Арсентійович, Санжаревський Олег Васильович, Левіна Валентина Іванівна
МПК: B22D 11/10
Мітки: металу, ділянка, розливання
Формула / Реферат:
Ділянка розливання металу, до складу якої входять поворотний стенд, що включає прикріплену до фундаменту колону, зчленовану з лагами для стальковша, і поворотний візок, оснащений щонайменше двома траверсами для промковша, яка відрізняється тим, що поворотний візок розміщений на колоні поворотного стенда.
Ділянка розливання металу

Номер патенту: 61637
Опубліковано: 17.11.2003
Автори: Пакін Володимир Арсентійович, Левіна Валентина Іванівна, Казаков Олександр Васильович, Санжаревський Олег Васильович
МПК: B22D 11/10
Мітки: металу, розливання, ділянка
Формула / Реферат:
Ділянка розливання металу, що містить розміщений на колоні поворотний стенд з лагами для стальковша і поворотний візок, який містить встановлену на замкнутій кільцевій опорі, розташованій співвісно зі стендом, платформу з траверзами для промковша, яка відрізняється тим, що замкнута кільцева опора для платформи поворотного візка прикріплена до фундаменту, а траверзи для промковша розміщені під кутом 180° одна відносно одної.
Ділянка розливання металу
Номер патенту: 55137
Опубліковано: 17.03.2003
Автори: Санжаревський Олег Васильович, Казаков Олександр Васильович, Левіна Валентина Іванівна, Пакін Володимир Арсентійович
МПК: B22D 11/10
Мітки: металу, ділянка, розливання
Формула / Реферат:
Ділянка розливання металу, що включає резервні позиції і позицію розливання, візки, кожен з яких несе привідний захисний екран і траверсу для промковша, рухому у вертикальній площині від приводу підйому-опускання, яка відрізняється тим, що привід підйому-опускання траверси для промковша і привід переміщення захисного екрана встановлені на фундаменті позиції розливання і розміщені з можливістю періодичного контакту відповідно до траверси для...
Ділянка розливання металу
Номер патенту: 49690
Опубліковано: 11.05.2010
Автори: Пакін Володимир Арсентіович, Волошин Олексій Іванович, Плугатар Віктор Семенович, Санжаревський Олег Васильович, Казаков Олександр Васильович
МПК: B22D 11/10
Мітки: ділянка, розливання, металу
Формула / Реферат:
Ділянка розливання металу, до складу якої входить стенд із поворотною рамою, оснащений лагами, що містять рухомі ложементи з розташованими на них стальковшами, і розміщений на позиції розливання візок із промковшем зі зливальними отворами в днищі, яка відрізняється тим, що стенд обладнаний тягами, шарнірно зчленованими з однієї сторони з ложементами, а з іншої сторони з рамою стенда, і механізмами регулювання довжини тяг, зчленованими з...
Ділянка розливання металу
Номер патенту: 73672
Опубліковано: 15.08.2005
Автори: Казаков Олександр Васильович, Санжаревський Олег Васильович, Сусь Юрій Миколайович, Місяновській Гєннадій Васільєвіч, Пакін Володимир Арсентійович, Баначенков Владімір Гєннадієвич, Плугатар Віктор Семенович, Білобров Юрій Миколайович
МПК: B22D 11/10
Мітки: розливання, ділянка, металу
Формула / Реферат:
Ділянка розливання металу, до складу якої входять стенд, обладнаний лагами з розташованим на них стальковшем, і розміщений на позиції розливання візок із промковшем з випускними отворами у днищі, яка відрізняється тим, що вона оснащена напрямними, закріпленими на лагах стенда і встановленими на них привідними рамами, кожна з яких розміщена з можливістю переміщення по горизонталі у напрямку, перпендикулярному подовжній осі промковша від...
Попередній патент: Внутрішній корпус циліндра низького тиску парової турбіни
Наступний патент: Транспортний рольганг листового прокатного стана
Випадковий патент: Термоелектричний генератор