Лінія протяжки відводів
Номер патенту: 103432
Опубліковано: 10.10.2013
Автори: Фельдман Олександр Ісакович, Клименко Олексій Анатолійович, Бобух Олександр Анатолійович, Юрковський Володимир Васильович, Фельдман Юрій Олександрович
Формула / Реферат
1. Лінія протяжки відводів, що містить встановлені по ходу технологічного процесу гідравлічний протяжний прес із механізмами завантаження і змащування, рогоподібний сердечник, нагрівальну камеру у вигляді індуктора СВЧ та механізм транспортування відводів, яка відрізняється тим, що гідравлічний протяжний прес виконаний з можливістю безперервної дії за допомогою двох рухомих траверс, що поперемінно здійснюють протяжку, причому передача технологічного зусилля ведеться тільки через торці відрізків труб, при цьому лінія містить встановлені перед гідравлічним протяжним пресом стіл загрузки труб, рольганг порізки труб на відрізки, скидувач і механізм подачі відрізків труб на вісь гідравлічного протяжного преса, а також лінія містить фасковий верстат та роботизований технологічний комплекс з волоконним лазером, встановлений на лінії з можливістю поперемінного здійснення порізки труб на відрізки розрахованої довжини на рольгангу порізки труб та зрізування готового відводу на його сході з рогоподібного сердечника, причому механізм транспортування відводів виконаний у вигляді двох транспортерів, перший із яких подає відвід на головний транспортер, оснащений реверсивним приводом, що дозволяє рухатися головному транспортеру або у напрямку фаскового верстата, або у напрямку відділу прийомки і здачі готової продукції.
2. Лінія протяжки відводів за п. 1, яка відрізняється тим, що рольганг порізки труб має маятниковий упор.
3. Лінія протяжки відводів за п. 1, яка відрізняється тим, що рольганг порізки труб має ролики, які забезпечують обертання труби.
Текст
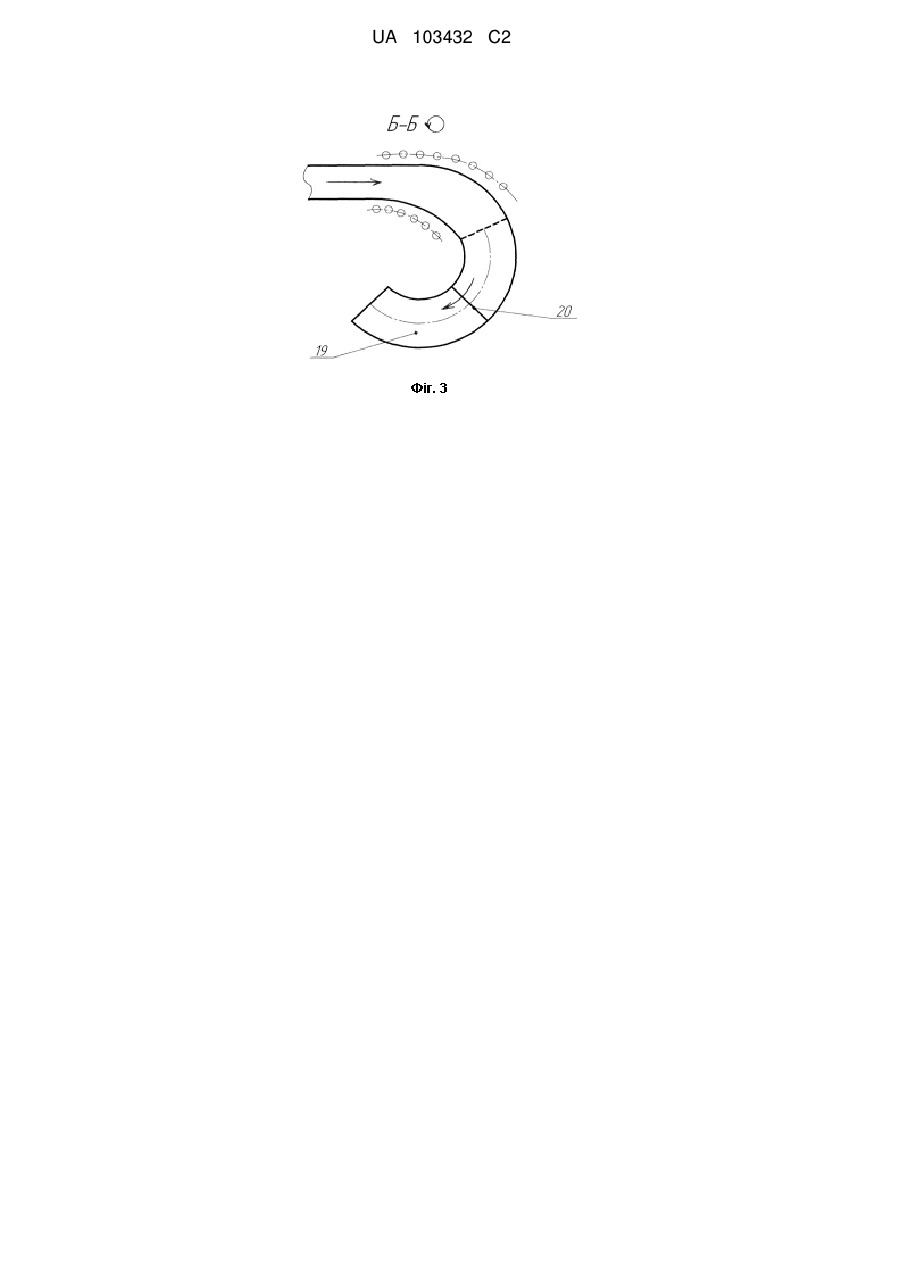
Реферат: Винахід належить до обробки металів тиском, зокрема, до пристроїв для виготовлення трубних колін (відводів) методом гарячої протяжки. Лінія протяжки відводів містить стіл загрузки труб, рольганг порізки труб на відрізки, скидувач, механізм подачі відрізків труб на вісь гідравлічного протяжного преса, який виконаний з можливістю безперервної дії за допомогою двох рухомих траверс, що поперемінно здійснюють протяжку, причому передача технологічного зусилля ведеться тільки через торці відрізків труб. Далі розміщені рогоподібний сердечник, нагрівальна камера у вигляді індуктора СВЧ та механізм транспортування відводів, який виконаний у вигляді двох транспортерів, перший із яких подає відвід на головний транспортер, оснащений реверсивним приводом, що дозволяє рухатися головному транспортеру або у напрямку фаскового верстата, або у напрямку відділу прийомки і здачі готової продукції. Також лінія містить роботизований технологічний комплекс з волоконним лазером, встановлений на лінії з можливістю поперемінного здійснення порізки труб на відрізки розрахованої довжини на рольгангу порізки труб та зрізування готового відводу на його сході з рогоподібного сердечника. Винахід забезпечує безперервність технологічного процесу, підвищення продуктивності виробництва, зниження собівартості продукції та підвищення її конкурентоспроможності. UA 103432 C2 (12) UA 103432 C2 UA 103432 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до обробки металів тиском і може бути використаним у виробництві відводів методом гарячого протягування трубних заготовок на горизонтальному протяжному гідропресі. Відома лінія протяжки відводів (SU 940891 А; опублік. 07,07,1982 - найближчий аналог). Використання подібної лінії передбачає порізку труб на патрубки-заготовки, протягування відводів, їхню подальшу правку і торцювання. При цьому зберігається високий витратний коефіцієнт металу (довжина патрубка вибирається з урахуванням торцювання, отриманого при протягуванні відводу, низька продуктивність самого процесу протягування, додаткові операції на правку і торцювання. Окрім цього є необхідним верстатний парк для порізки труб на патрубки і місце для його розташування. Крім цього, існуючі верстати для порізки труб мають низьку продуктивність, а ширина різу складає декілька міліметрів. До цього ж є необхідною транспортна операція для доставки патрубків до лінії протяжного гідропреса. Задачею винаходу є створення лінії протягування відводів, що забезпечувала б безперервність процесу, зниження ВКМ, підвищення продуктивності виробництва, зниження собівартості продукції та підвищення її конкурентоспроможності. Технічний результат досягають тим, що у лінії безперервного протягування відводів є встановлені за ходом технологічного процесу гідравлічний прес із механізмами завантаження і змащення, рогоподібний сердечник, нагрівальна камера у вигляді індуктора ТВЧ, механізми транспортування. Згідно з винаходом, гідравлічний протяжний прес виконаний з можливістю безперервної дії за допомогою двох рухомих траверс, які поперемінно здійснюючі протягання, причому передача технологічного зусилля провадиться тільки через торці відрізків труб, при цьому лінія містить у собі додатково стіл завантаження труб, рольганг порізки труб на відрізки, скидач і механізм подавання відрізків на вісь гідравлічного протяжного преса, фасковий верстат, причому між рогоподібним сердечником і рольгангом встановлено роботизований технологічний комплекс із волоконним лазером, що здійснює поперемінно, у заданому режимі, порізку труб на відрізки розрахованої довжини і зріз готового відводу на сході його з рогоподібного сердечника, причому механізм транспортування виконаний у вигляді двох транспортерів, перший із яких, подає відвод на головний транспортер, оснащений реверсивним приводом, що дозволяє рухатися транспортеру або у напрямку фаскового верстата, або у напрямку відділу прийомки і здачі готової продукції. Окрім цього, рольганг порізки труб містить у собі маятниковий упор, що забезпечує настройку порізки труб на розраховану довжину. Крім цього, рольганг порізки труб містить у собі ролики, що забезпечують обертання труби під час порізки труб. Ознаки, які характеризують винахід, у сукупності є достатніми для здійснення операції безперервного протягування відводів і досягнення позитивного результату у вирішенні поставленого завдання, а кожний окремо є необхідним для ідентифікації і відмінності лінії, що заявляється, від відомих у попередньому рівні техніці, що свідчить про суттєвість наведених ознак. Тому наведені ознаки є достатніми в усіх випадках, на які розповсюджується обсяг правової охорони. До того ж, спосіб має й інші ознаки, які характеризують винахід в окремих випадках його використання і створюють інші види технічного результату. Суть винаходу пояснюється кресленнями: Фіг. 1-3. На Фіг. 1 - показане розташування лінії у плані; На Фіг. 2 - переріз А-А, показана траєкторія руху маятникового упору 15 і ролики 23, що забезпечують обертання труби 18 і відрізка труби 17, що відрізається на ділянці l рольганга порізки труб 5. На Фіг. 3 - переріз Б-Б, показаний момент зрізу готового відводу на сході з рогоподібного сердечника 9 і показано різ 20. Лінія містить у собі гідравлічний протяжний прес безперервної дії 1, який містить у собі дві рухомі траверси 2 і 3, стіл завантаження труб 4, рольганг порізки труб 5, скидач 6, механізм завантажування преса 7, фасковий верстат 8, рогоподібний сердечник 9, з'єднаний зварюванням зі штангою 10, індуктор ТВЧ 11, роботизований технологічний комплекс з волоконним лазером 12, перший транспортер 13, головний транспортер 14, маятниковий упор 15, дозатор 16 столу завантаження 4, відрізок труби розрахованої довжини 17, трубу 18, готовий відвід 19, різ відводу 20, різ труби 21, відділ приймання і здачі готової продукції 22, ролики 23, що забезпечують обертальний рух труби на ділянці L рольганга порізки труб 5. Лінія працює таким чином: труби відповідного типорозміру задаються на стіл завантаження 4. Зі столу завантаження труби, за допомогою дозатора 16 поштучно подаються на рольганг порізки 5, і далі - до маятникового упору 15. По цьому труба трохи піднімається і отримує обертання за допомогою роликів 23. Роботизований технологічний комплекс з волоконним лазером 12 здійснює кілька різів для 1 UA 103432 C2 5 10 15 20 25 30 35 отримання кількох відрізків труб 17, які подаються на лінію протяжного преса 1 за допомогою скидача 6 і механізму завантаження 7 і заповнюють штангу 10 на всю її довжину. Після заповнення штанги починається протягнення відводів за допомогою другої траверси - 3 (докладно робота такого преса описана в заявці UA 201204847 від 18.04.2012). Здійснюючи протягнення поперемінно, траверси 2 і 3 проштовхують відрізки труб вздовж штанги 10 практично у безперервному режимі, і на сході з рогоподібного сердечника 9 з'являється криволінійна ділянка розрахованого відрізка труби з геометричними розмірами, які повністю відповідають відводу, що заданий технологічним процесом. Необхідно здійснити тільки швидкий і точний зріз готового відводу. Цю операцію здійснює роботизований технологічний комплекс з волоконним лазером 12, виконуючий різ 20 протягом 2-3 десятків секунд з шириною різу 0,1-0,2 мм. Оскільки швидкість протягання відводів з умовним проходом ДУ понад 100 мм дозволяє отримати не більше одного відводу за хвилину, то роботизований технологічний комплекс з волоконним лазером, по мірі необхідності, здійснює різ 21, на трубі, що обертається, що знаходиться у зоні його дії протягом 1-2 десятків секунд з шириною різу 0,1-0,2 мм, і дозволяє отримати розрахований відрізок труби, кратність котрого відводам, що протягаються, становить 4-6 і більше і залежить від довжини робочого ходу другої траверси 3. Для ефективної роботи преса необхідно, щоб розрахована довжина відрізків труб l відповідала робочому ходу другої траверси 3 і виконувалась умова кратності кількості відводів, що зрізаються на сході з рогоподібного сердечника 9. Тим самим забезпечується безперервність процесу протягання відводів. При цьому забезпечується висока якість відводів, через різке скорочення числа стиків, що, як відомо, сприяє нарівні з досконалістю калібрування рогоподібного сердечника, правильно вибраним режимом нагріву і швидкістю протягання, отриманню відводів, не вимагаючих додаткової правки на пресах (SU 1247117). Таким чином, зрізаний відвід 19 потрапляє на перший транспортер 13, який спрямовує його на головний транспортер 14, що рухається у напрямку фаскового верстата 8 у тому випадку, якщо товщина стінки відводу перевищує 5 мм. На фасковому верстаті 8 на відводах знімається фаска. У випадку, якщо відвід має товщину стінки 5 мм і менше, то головний транспортер 14 рухається у напрямку відділу прийомки і здачі готової продукції 22 і цикл завершується. Лінія безперервного протягання відводів, що заявляється, дозволить підвищити продуктивність праці, знизити витратний коефіцієнт металу, підвищити якість відводів, знизити брак поправний і непоправний, вивести із експлуатації верстатний парк, виконуючий операції порізки труб на патрубки, а також пресу, який здійснює правку відводів, що різко знизить енергоспоживання. Усе це призведе до зниження собівартості продукції, підвищить її конкурентоспроможність. В умовах нинішньої хронічної нестабільності ринку це надасть можливість більш чуйно і своєчасно реагувати на його потреби. ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Лінія протяжки відводів, що містить встановлені по ходу технологічного процесу гідравлічний протяжний прес із механізмами завантаження і змащування, рогоподібний сердечник, нагрівальну камеру у вигляді індуктора СВЧ та механізм транспортування відводів, яка відрізняється тим, що гідравлічний протяжний прес виконаний з можливістю безперервної дії за допомогою двох рухомих траверс, що поперемінно здійснюють протяжку, причому передача технологічного зусилля ведеться тільки через торці відрізків труб, при цьому лінія містить встановлені перед гідравлічним протяжним пресом стіл загрузки труб, рольганг порізки труб на відрізки, скидувач і механізм подачі відрізків труб на вісь гідравлічного протяжного преса, а також лінія містить фасковий верстат та роботизований технологічний комплекс з волоконним лазером, встановлений на лінії з можливістю поперемінного здійснення порізки труб на відрізки розрахованої довжини на рольгангу порізки труб та зрізування готового відводу на його сході з рогоподібного сердечника, причому механізм транспортування відводів виконаний у вигляді двох транспортерів, перший із яких подає відвід на головний транспортер, оснащений реверсивним приводом, що дозволяє рухатися головному транспортеру або у напрямку фаскового верстата, або у напрямку відділу прийомки і здачі готової продукції. 2. Лінія протяжки відводів за п. 1, яка відрізняється тим, що рольганг порізки труб має маятниковий упор. 3. Лінія протяжки відводів за п. 1, яка відрізняється тим, що рольганг порізки труб має ролики, які забезпечують обертання труби. 2 UA 103432 C2 3 UA 103432 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюFeldman Oleksandr Isakovych, Bobukh Oleksandr Anatoliiovych, Feldman Yurii Oleksandrovych, Yurkovskyi Volodymyr Vasyliovych, Klimenko Oleksii Anatoliiovych
Автори російськоюФельдман Александр Исаакович, Бобух Александр Анатольевич, Фельдман Юрий Александрович, Юрковский Владимир Васильевич, Клименко Алексей Анатольевич
МПК / Мітки
МПК: B21D 9/00, B21C 37/28
Мітки: лінія, протяжки, відводів
Код посилання
<a href="https://ua.patents.su/6-103432-liniya-protyazhki-vidvodiv.html" target="_blank" rel="follow" title="База патентів України">Лінія протяжки відводів</a>
Переносний центруючий пристрій для приварювання бокових відводів до поліетиленових труб
Номер патенту: 32532
Опубліковано: 26.05.2008
Автор: Пшеславський Іван Миколайович
МПК: B23K 37/04
Мітки: труб, переносний, центруючий, відводів, бокових, приварювання, поліетиленових, пристрій
Формула / Реферат:
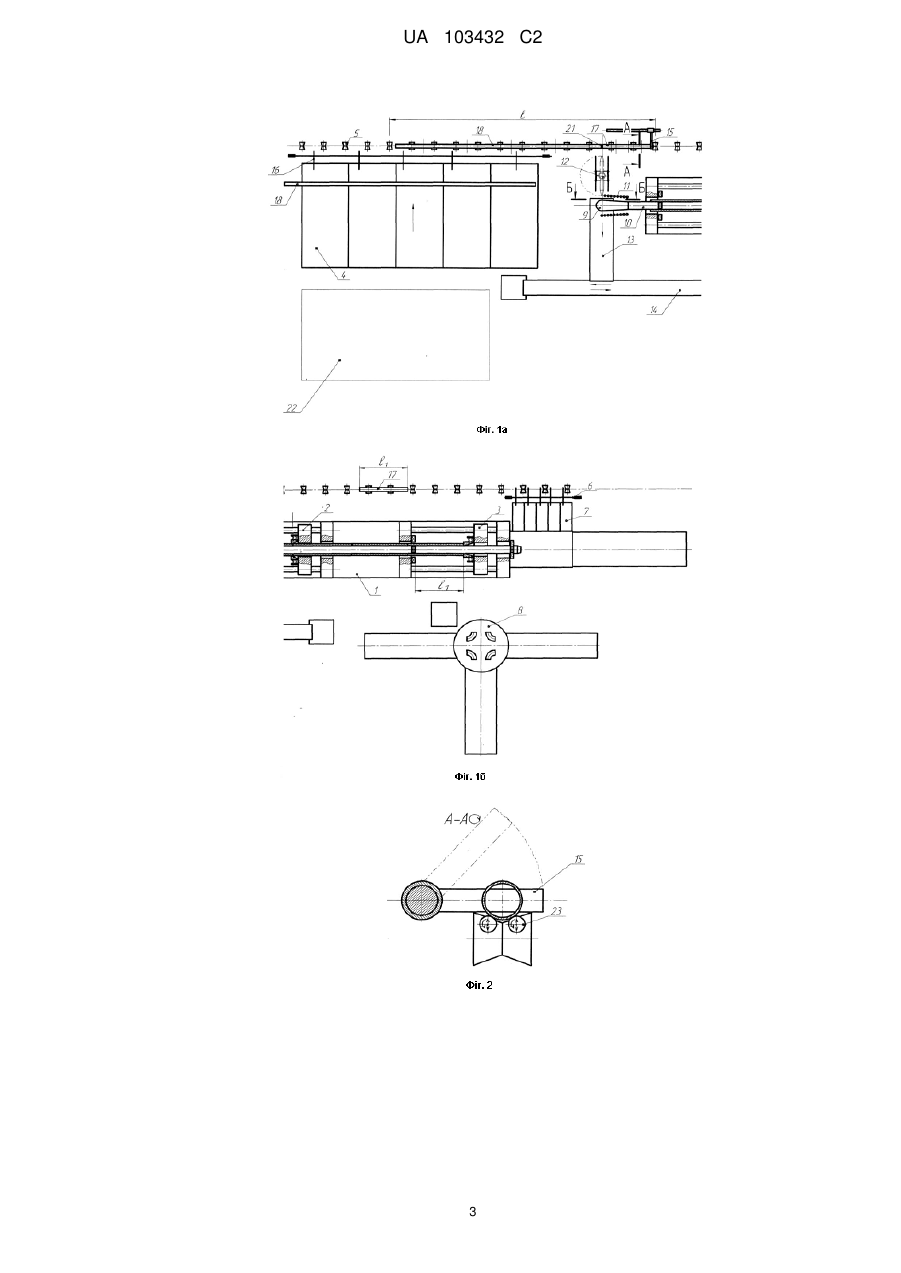
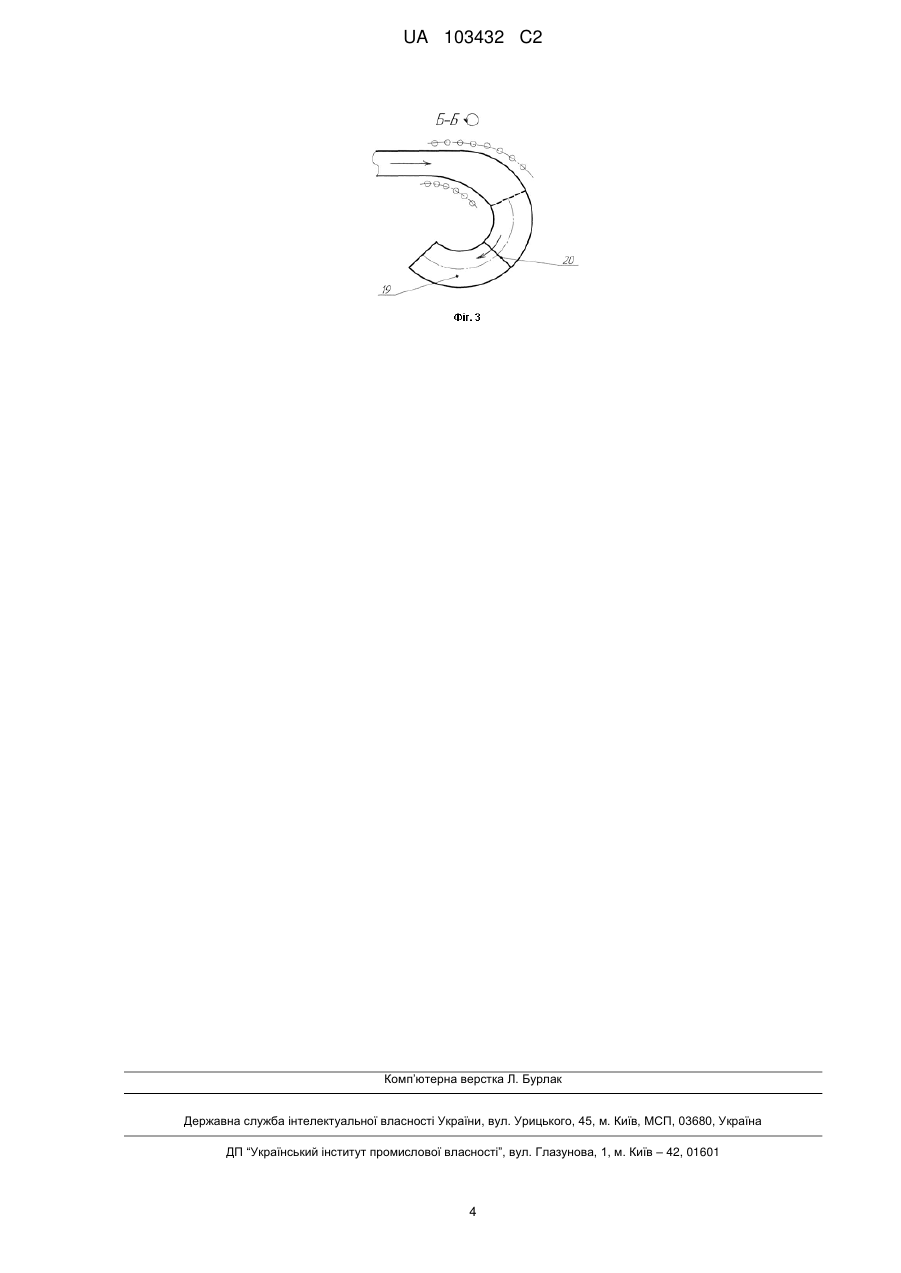
Переносний центруючий пристрій для приварювання бокових відводів до поліетиленових труб, що складається з приладового вузла з манометром та рами з двома напрямними стержнями, який відрізняється тим, що рама складається з двох С-подібних видовжених труб, розміщених горизонтально та симетрично на певній відстані одна від одної, до кінців труб з двох сторін приєднані напрямні стержні, на яких прикріплені гвинтами затискні пристрої для труби, до...
Пристрій для відновлення циліндричності кінців гнутих відводів

Номер патенту: 4545
Опубліковано: 17.01.2005
Автори: Калашніков Олег Юрієвич, Калужський Дмитро Юлійович, Харченко Володимир Іванович, Масюк Сергій Васильович, Вальченко Сергій Борисович
МПК: B21C 37/00, B21D 11/00, B21D 7/02
Мітки: циліндричності, пристрій, відводів, відновлення, кінців, гнутих
Формула / Реферат:
1. Пристрій для відновлення циліндричності кінців гнутих відводів, переважно труб великих діаметрів, що включає розтискну головку з гідродомкратом, установлену на рухомому модулі, який відрізняється тим, що розтискна головка оснащена установленими на гідродомкраті за допомогою змінних опор змінними сегментними колодками, радіус кривизни робочої поверхні яких відповідає радіусу труби відводу.2. Пристрій за п. 1, який відрізняється тим,...
Спосіб виготовлення гнутих відводів

Номер патенту: 4395
Опубліковано: 17.01.2005
Автори: Вальченко Сергій Борисович, Янковський Володимир Михайлович, Райчук Юрій Ісакович, Лючков Анатолій Дем'янович, Граматний Віктор Михайлович, Машінсон Ізраіль Зіновьєвич
МПК: B21D 7/02, B21D 11/00, B21C 37/00
Мітки: спосіб, відводів, виготовлення, гнутих
Формула / Реферат:
Спосіб виготовлення гнутих відводів, що включає індукційне гнуття труб-заготівок в трубозгинальній машині з забезпеченням фіксації кінців заготівки у процесі гнуття, який відрізняється тим, що трубу-заготівку необхідної довжини одержують шляхом зварювання кільцевим швом відрізків ідентичних труб, при цьому кільцевий шов з біляшовною зоною піддають локальному нагріванню в інтервалі температур від (Ас3+150°С) до (Ас3 -100°С), розплющують валик...
Спосіб виготовлення гнутих відводів
Номер патенту: 69045
Опубліковано: 16.08.2004
Автори: Лючков Анатолій Дем'янович, Стома Генріх Францевич, Райчук Юрій Ісакович, Граматний Віктор Михайлович, Вальченко Сергій Борисович
МПК: B21C 37/00, B21D 7/02, B21D 11/00
Мітки: спосіб, відводів, гнутих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гнутих відводів, що включає індукційне гнуття труб-заготовок у трубозгинальній машині з забезпеченням фіксації кінців заготовок у процесі гнуття, який відрізняється тим, що перед гнуттям до труби-заготовки приварюють допоміжні кінцеві патрубки діаметром, рівним діаметру труби-заготовки, і довжинами такими, щоб сумарна довжина циліндричних частин відводу і допоміжних кінцевих патрубків, що приварюються, була не менша від...
Пристрій для блокування відводів в системах водопостачання

Номер патенту: 29541
Опубліковано: 10.01.2008
Автор: Ненюк Олександр Тимофійович
МПК: F16L 55/18, F16K 21/00, F16L 57/00
Мітки: пристрій, відводів, водопостачання, системах, блокування
Формула / Реферат:
Пристрій для блокування відводів в системах водопостачання, що містить еластичну герметизуючу заглушку, який відрізняється тим, що заглушка в перерізі має форму, яка повторює викривлення внутрішньої поверхні труби, на заглушці скобою закріплені дві двоважільні пружини, важелі яких у складеному положенні утримуються фігурною скобою, яка, в свою чергу, U-подібною частиною проходить в отвір скріпної скоби і фіксується чекою з тросиком, кінець...
Попередній патент: Відцентрова машина для розсівання мінеральних добрив
Наступний патент: Спосіб і композиція для будівництва і покриття доріг
Випадковий патент: Пристрій для профілактики тромбоемболії легеневої артерії