Спосіб виготовлення перфорованого монолітного пакету з аркушів полікарбонату
Номер патенту: 105887
Опубліковано: 25.06.2014
Автори: Тимошенко Андрій Миколайович, Бейлін Георгій Володимирович, Возний Володимир Леонідович, Сидоров Георгій Борисович, Сидоренко Юрій Григорович, Попович Ігор Миколайович
Формула / Реферат
Спосіб виготовлення перфорованого монолітного пакету з аркушів полікарбонату, що включає формування пакету з окремих аркушів полікарбонату, їх з'єднання для утворення монолітного пакету та перфорування визначеної ділянки монолітного пакету лазерним випромінюванням, який відрізняється тим, що сформований з окремих аркушів полікарбонату товщиною 50-100 мікрометрів пакет розміщують між двома жорсткими паралельними пластинами, ступінчасто нагрівають сформований пакет від кімнатної до температури розм'якшення полікарбонату, витримують на кожному ступені при визначених для нього значеннях температури та стиску 10-15 секунд для вирівнювання і стабілізації температурного градієнта на всій площині поля пакету й одночасно, на кожному наступному ступені, збільшують значення стиску на зібраний пакет, витримують пакет на останньому ступені у стисненому стані до утворення монолітного пакету товщиною 500-1000 мікрометрів, охолоджують утворений монолітний пакет разом із пластинами до кімнатної температури, звільнюють пакет від пластин і розташовують його вертикально між двома паралельними рамками, а перфорацію визначеної ділянки монолітного пакету з окремих аркушів полікарбонату виконують лазерним випромінюванням у робочому полі, обмеженому рамками.
Текст
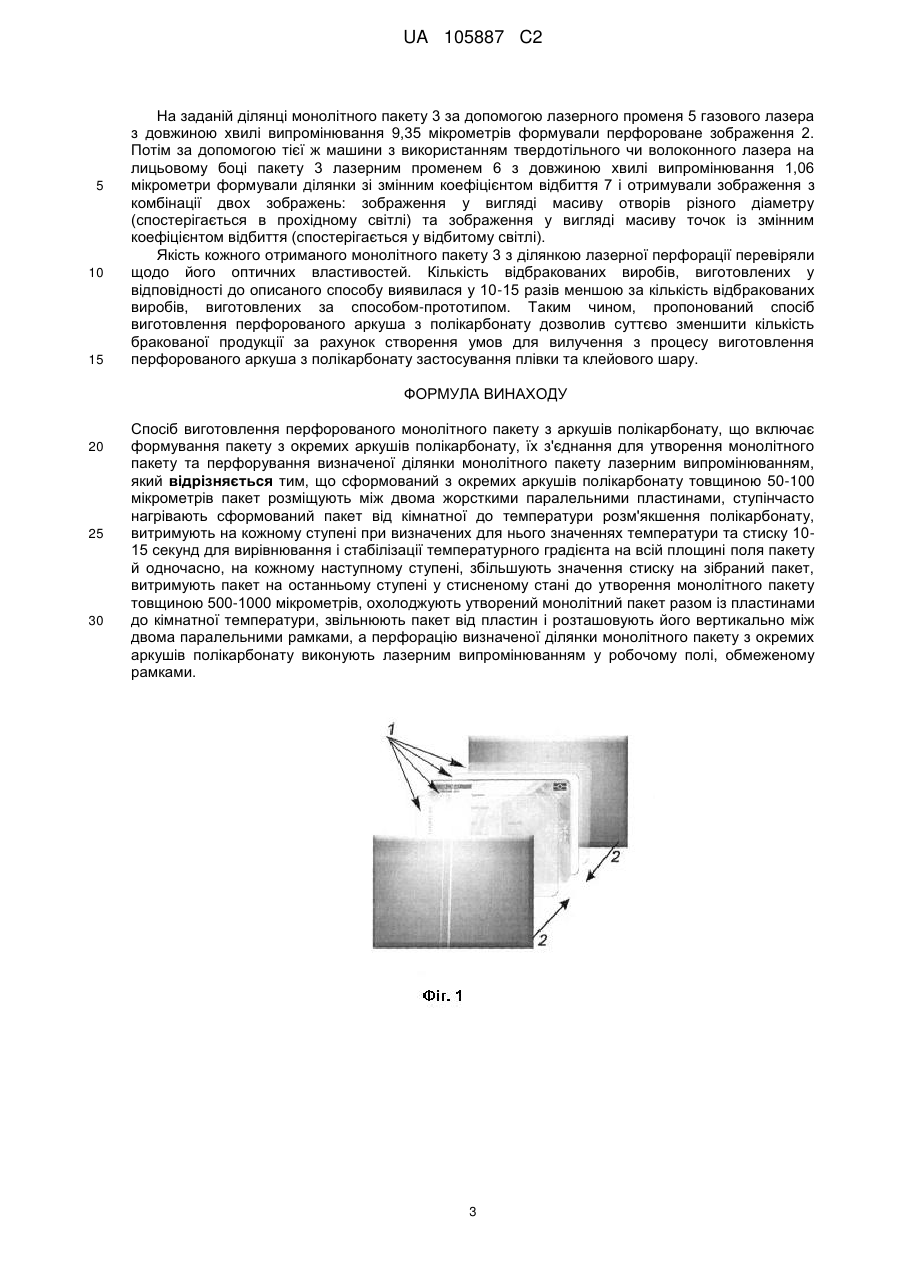
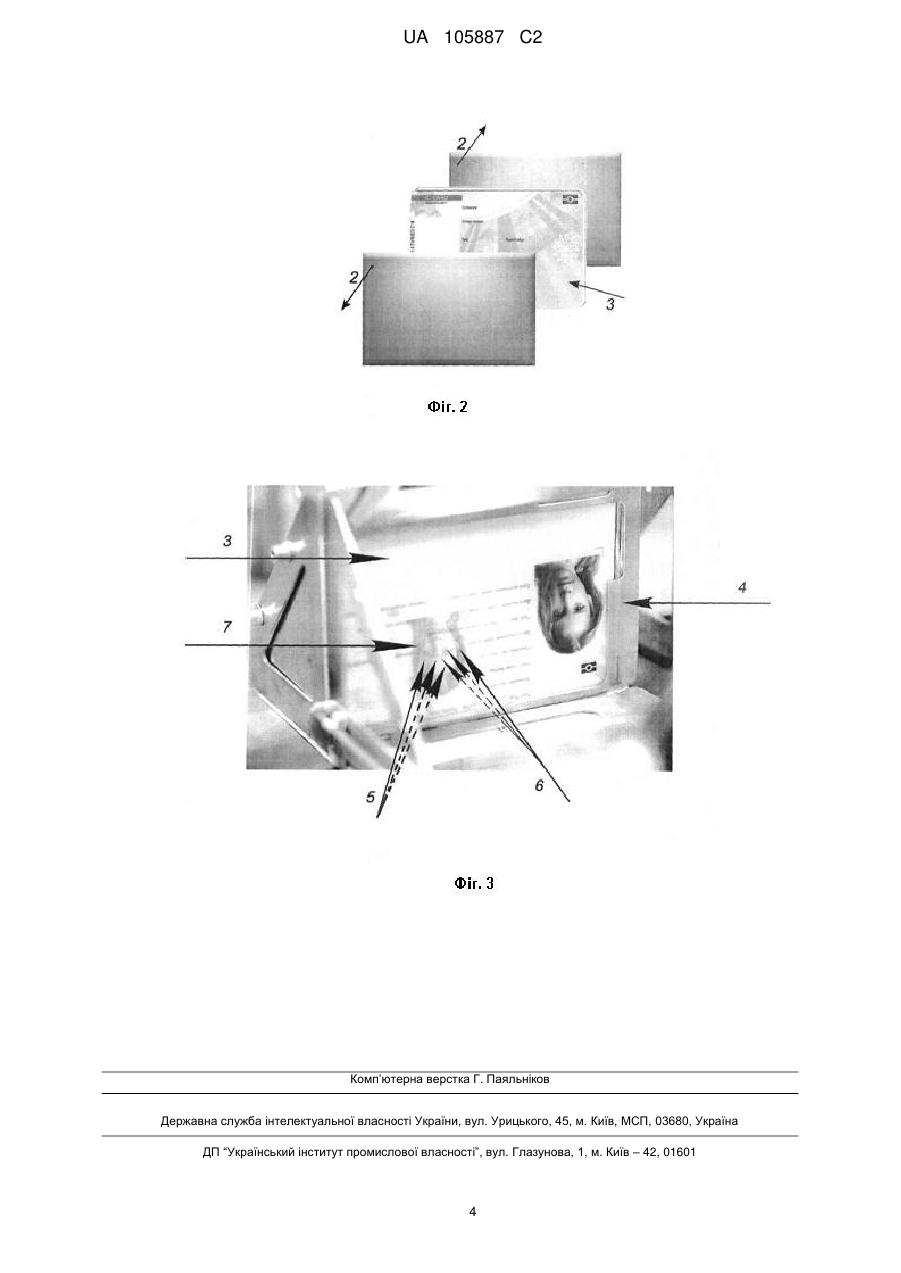
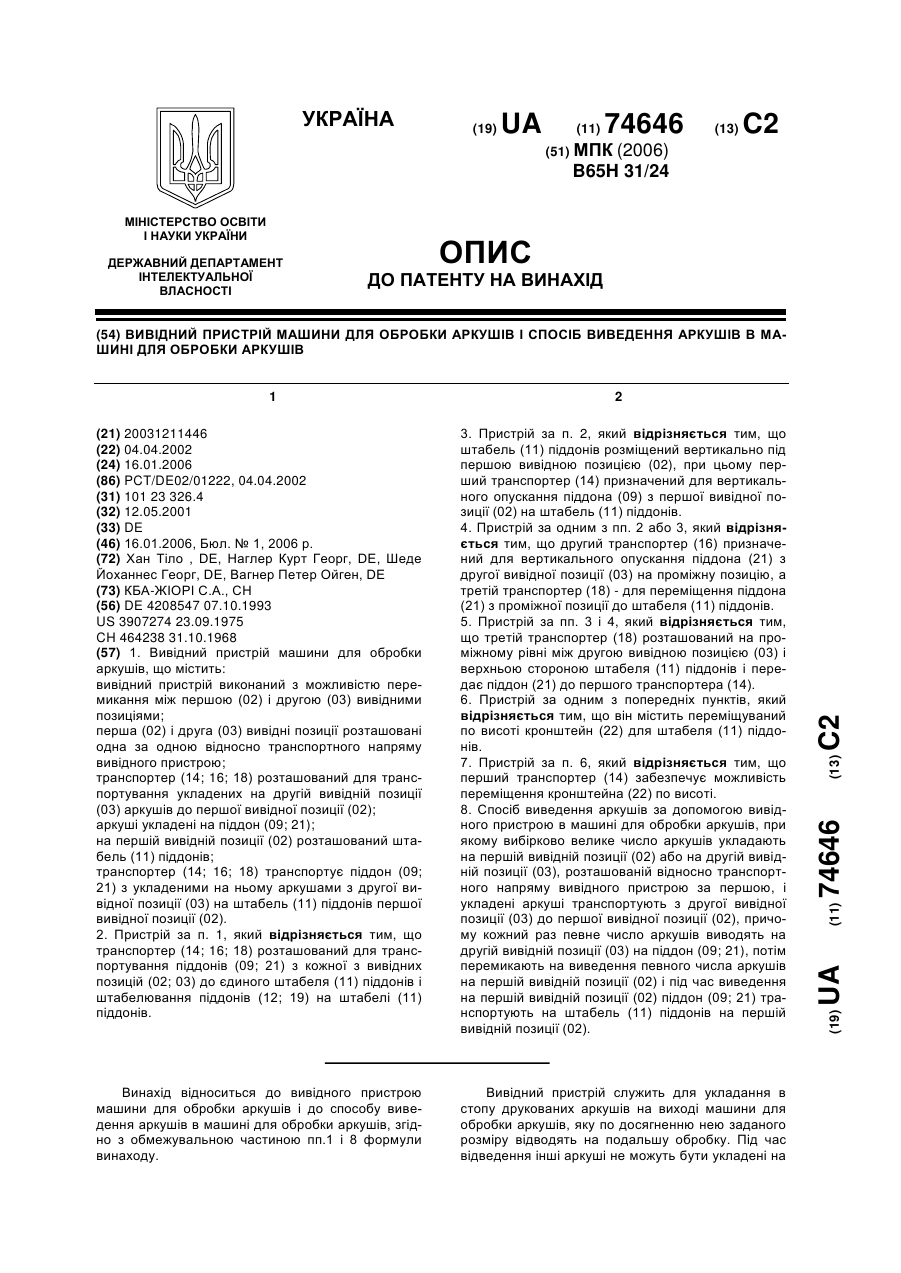
Реферат: Спосіб виготовлення перфорованого монолітного пакету з аркушів полікарбонату належить до засобів створення захищених від підробок аркушів для різноманітних цінних паперів та документів, зокрема, таких як посвідчення особи, перепустки, тощо, шляхом нанесення на них перфорованих зображень і/або символьної інформації, для суттєвого ускладнення підробки або UA 105887 C2 (12) UA 105887 C2 несанкціонованого відтворення згаданої продукції. Спосіб включає формування пакету з окремих аркушів полікарбонату, їх з'єднання для утворення монолітного пакету та перфорування визначеної ділянки монолітного пакету лазерним випромінюванням, при цьому сформований з окремих аркушів полікарбонату пакет розміщують між двома жорсткими паралельними пластинами, ступінчасто нагрівають сформований пакет до температури розм'якшення полікарбонату й одночасно, на кожному ступені, збільшують значення стиску на зібраний пакет, витримують пакет у стисненому стані до утворення монолітного пакету, охолоджують утворений монолітний пакет разом із пластинами до кімнатної температури, звільнюють пакет від пластин і розташовують його вертикально між двома паралельними рамками, а перфорацію визначеної ділянки монолітного пакету з окремих аркушів полікарбонату виконують лазерним випромінюванням у робочому полі, обмеженому рамками. В основу пропонованого винаходу поставлена задача створення такого способу, який би дозволив зменшити кількість відбракованих аркушів за рахунок вилучення з процесу плівки та/або клеєвого шару і, таким чином, дозволив би зменшити вірогідність виникнення карбонізації аркушів на ділянках його перфорування лазерним випромінюванням. Поставлена задача вирішується шляхом створення умов для поступового розм'якшення аркушів полікарбонату та їх ступінчастого стиснення до утворення з окремих аркушів монолітного пакету, а також застосування лазерного випромінювання з оптимальною довжиною хвилі при здійсненні перфорування. UA 105887 C2 5 10 15 20 25 30 35 40 45 50 55 60 Пропонований винахід належить до засобів створення захищених від підробок аркушів для різноманітних цінних паперів та документів, зокрема таких як посвідчення особи, перепустки, тощо, шляхом нанесення на них перфорованих зображень і/або символьної інформації, з метою суттєвого ускладнення підробки або несанкціонованого відтворення згаданої продукції. Найбільш близьким до пропонованого за технічною суттю і за кількістю суттєвих ознак є спосіб виготовлення перфорованого монолітного пакету з аркушів полікарбонату, що включає формування пакету з окремих аркушів полікарбонату, їх з'єднання для утворення монолітного пакету та перфорування визначеної ділянки монолітного пакету лазерним випромінюванням [Міжнародна заявка PCT/NL2010/050884 від 23.12.2010; міжнародна публікація WO 2011/078674 А1 від 30.06.2011]. У відповідності до згаданого способу попередньо пакет аркушів з полікарбонату піддають ламінуванню і одержують підкладку, яку перфорують лазерним випромінювання з довжиною хвилі 9,30 мікрометри. Ламінування чи ламінація - це процес нанесення на поліграфічну продукцію прозорої плівкиламінату. Серед відомих найбільш поширеною є плівка на основі поліестеру. Така плівка є багатошаровою і містить шар основи з поліестеру, який надає плівці жорсткості, шар поліетилену, який виконує роль зв'язуючого та шар полімерного "клею" (EVA етиленвінілацетат) - низькоплавкого (95-120 °C) полімеру, що має адгезивні властивості [інформація з сайту http://ru.wikipedia.org/wiki/%D0 %9B%D0 %B0 %D0 %BC%D0 %B8 %D0 %BD%D0 %B8 %D1 %8O %DO%BE%DO%B2 %DO%BO%DO%BD%D0 %B8 %D0 %B5_%D0 %BF%D0 %BE%D0 %BB%D0 %B8 %D0 %B3 %D1 %80 %D0 %B0 %D1 %84 %D0 %B8 %D1 %87 %D0 %B5 %D1 %81 %D0 %B A%D0 %BE%D0 %B9_%D0 %BF%D1 %80 %D0 %BE%D0 %B4 %D1 %83 %D0 %BA%D1 %86 %D 0 %B8 %D0 %B8]. У процесі ламінування аркуша з полікарбонату змінюються властивості отриманого пакету, зокрема оптичні. Такі зміни у багатьох випадках є непрогнозованими і незворотними з причини наявності клейового шару, фізичні властивості якого відрізняються від фізичних властивостей полікарбонату. Непрогнозованість змін властивостей, переважно, властивостей клейового шару веде до відбракування частини виготовлених аркушів уже на етапі перевірки готової продукції і наступного відбракування ще частини продукції на етапі використання по причині старіння клейового шару під впливом зовнішніх чинників (наприклад світла) і, як наслідок, виникнення у ньому дефектів, що спотворюють зображення і обмежують застосування згаданого способу у якості цінного паперу чи документа. Крім того, процес нанесення персоналізаційної інформації методом лазерного гравіювання на шар полікарбонату, який в такій структурі неминуче позиціонується поза плівкою (шаром) ламінації та шаром клею, є також проблематичним через поглинання лазерного випромінювання вище розташованими шарами. Таке поглинання призводить до карбонізації (обвуглення) та, як наслідок, небажаного почорніння та (або) деструкції областей взаємодії лазерного випромінювання з плівкою (шаром) ламінації та шаром клею. В основу пропонованого винаходу поставлена задача створити такий спосіб виготовлення перфорованого монолітного пакету з аркушів полікарбонату, який би дозволив зменшити кількість відбракованих монолітних пакетів з аркушів полікарбонату за рахунок вилучення з процесу плівки та/або клейового шару і, таким чином, дозволив би зменшити вірогідність виникнення карбонізації аркушів на ділянках його перфорування лазерним випромінюванням. Поставлена задача вирішується шляхом створення умов для поступового розм'якшення аркушів полікарбонату та їх ступінчастого стиснення до утворення з окремих аркушів монолітного пакету, а також застосування лазерного випромінювання з оптимальною довжиною хвилі при здійсненні перфорування. Пропонований, як і відомий, спосіб виготовлення перфорованого монолітного пакету з аркушів полікарбонату, що включає формування пакету з окремих аркушів полікарбонату, їх з'єднання для утворення монолітного пакету та перфорування визначеної ділянки монолітного пакету лазерним випромінюванням, а, відповідно до винаходу, сформований з окремих аркушів полікарбонату товщиною 50-100 мікрометрів розміщують між двома жорсткими паралельними пластинами, ступінчасто нагрівають сформований пакет від кімнатної до температури розм'якшення полікарбонату, витримують на кожному ступені при визначених для нього значеннях температури та стиску 10-15 секунд для вирівнювання і стабілізації температурного градієнта на всій площині поля пакету й одночасно, на кожному наступному ступені, збільшують значення стиску на зібраний пакет, витримують пакет на останньому ступені у стисненому стані до утворення монолітного пакету товщиною 500-1000 мікрометрів, охолоджують утворений монолітний пакет разом із пластинами до кімнатної температури, звільнюють пакет від пластин і розташовують його вертикально між двома паралельними рамками, а перфорацію визначеної 1 UA 105887 C2 5 10 15 20 25 30 35 40 45 50 55 ділянки монолітного пакету з окремих аркушів полікарбонату виконують лазерним випромінюванням у робочому полі, обмеженому рамками. Полікарбонати належать до групи термопластів - полімерних матеріалів, що здатні зворотно переходити при нагріванні у високоеластичний чи в'язкотекучий стан, а при переході у твердий стан зберігати властивості, які були у них до нагрівання. Ця особливість полікарбонатів дозволила створити умови для виготовлення з окремих аркушів полікарбонату, кожний (або деякі) з них містить певну графічну інформацію, монолітний пакет з окремих аркушів шляхом їх спресовування при температурі розм'якшування матеріалу аркушів (близько +150 °C). Отриманий пакет з окремих аркушів має жорсткість достатню для його подальшої обробки і нанесення перфорації. Авторами експериментально встановлено оптимальне значення довжини хвилі лазерного випромінювання для виконання технологічної операції перфорування пакету. Так, наприклад, при використанні для перфорування потужного газового лазера з довжиною хвилі випромінювання 10,6 мікрометрів матеріал піддавався жолобленню та набував коричневого нальоту в місцях перфорації. Оптимальним же для перфорування пакету з окремих аркушів полікарбонату товщиною 500-1000 мікрометрів виявилося лазерне випромінювання з довжиною хвилі 9,35 мікрометри. На схематичних кресленнях показаний пропонований процес виготовлення перфорованого монолітного пакету з окремих аркушів полікарбонату. На фіг. 1 показані операції збирання пакету та розташування його між пластинами. На фіг. 2 показано процес створення монолітного пакету. На фіг. 3 показні процеси лазерного перфорування монолітного пакету з окремих аркушів полікарбонату та обробки лазерним випромінюванням поверхні одного із внутрішніх шарів пакету з лицьової сторони. На схематичних кресленнях позицією 1 позначено попередньо зібраний пакет з окремих аркушів полікарбонату. Позицією 2 - жорсткі пластини, призначені для розміщення між ними зібраного пакету 1. Утворений після нагрівання монолітний пакет позначено позицією 3. Паралельні рамки, призначені для утримування монолітного пакету 3 під час його перфорування, позначено позицією 4. Випромінювання газового лазера, призначеного для здійснення перфорування пакету 3, позначено позицією 5. Випромінювання твердотільного чи волоконного лазера, призначеного для обробки лазерним випромінюванням поверхні одного із внутрішніх шарів пакету з лицьової сторони, позначено позицією 6. Ділянки зі змінним коефіцієнтом відображення позначені позицією 7. Приклад Попередньо з окремих аркушів листового полікарбонату товщиною 50-100 мікрометрів збирали пакет 1. Деякі аркуші мали певні захисні елементи, у тому числі голографічні, нанесені відомими способами, наприклад способом, описаним у патенті України на корисну модель № 15842, МПК (2006) B42D 15/10 (2006.01), G06K 19/00; опубліковано 17.07.2006, бюл. № 7/2006. Зібраний пакет 1 розміщували між двома жорсткими паралельними пластинами 2, які ступінчато нагрівали шляхом контакту з нагрітою рідиною до температури розм'якшення полікарбонату приблизно 148-152 °C й одночасно, на кожному ступені, збільшували значення стиску на зібраний пакет 1. На кожному ступені витримували (при визначених для нього значеннях температури та стиску) 10-15 секунд для вирівнювання і стабілізації температурного градієнта на всій площині поля пакету 1. Процес припиняли після утворення монолітного пакету 3 визначеної товщини (500-1000 мікрометрів). Завдяки використанню ступінчастих процесів нагрівання та стискування одержували монолітний пакет 3 без застосування операції ламінації, а також вилучення із процесу плівки та клею. Утворений монолітний пакет З охолоджували на спокійному повітрі разом із пластинами 2 до кімнатної температури. Звільнювали пакет 3 від пластин 2 і розташовували його вертикально між двома паралельними рамками 4. Здійснювали перфорацію монолітного пакету 3 лазерним випромінюванням з довжиною хвилі 9,35 мікрометри у робочому полі, обмеженому рамками 4. Для здійснення перфорування застосовували машину "М-601 - "Система для графічної та електронної персоналізації документів формату ID3", виготовлену Товариством з обмеженою відповідальністю "ЄДАПС-Лазер" (м.Київ). Згадана машина складається із таких семи модулів: завантажувального, відкривання документу, електронного кодування безконтактного мікрочіпу, нанесення графічної інформації методом лазерного гравіювання, нанесення захисного елемента "DLI", нанесення символьної інформації методом лазерної перфорації, контролю якості, закриття документу та вивантажувального модуля /на кресленнях не показано/. Кожний з перелічених модулів призначений для виконання певної технологічної операції. 2 UA 105887 C2 5 10 15 На заданій ділянці монолітного пакету 3 за допомогою лазерного променя 5 газового лазера з довжиною хвилі випромінювання 9,35 мікрометрів формували перфороване зображення 2. Потім за допомогою тієї ж машини з використанням твердотільного чи волоконного лазера на лицьовому боці пакету 3 лазерним променем 6 з довжиною хвилі випромінювання 1,06 мікрометри формували ділянки зі змінним коефіцієнтом відбиття 7 і отримували зображення з комбінації двох зображень: зображення у вигляді масиву отворів різного діаметру (спостерігається в прохідному світлі) та зображення у вигляді масиву точок із змінним коефіцієнтом відбиття (спостерігається у відбитому світлі). Якість кожного отриманого монолітного пакету 3 з ділянкою лазерної перфорації перевіряли щодо його оптичних властивостей. Кількість відбракованих виробів, виготовлених у відповідності до описаного способу виявилася у 10-15 разів меншою за кількість відбракованих виробів, виготовлених за способом-прототипом. Таким чином, пропонований спосіб виготовлення перфорованого аркуша з полікарбонату дозволив суттєво зменшити кількість бракованої продукції за рахунок створення умов для вилучення з процесу виготовлення перфорованого аркуша з полікарбонату застосування плівки та клейового шару. ФОРМУЛА ВИНАХОДУ 20 25 30 Спосіб виготовлення перфорованого монолітного пакету з аркушів полікарбонату, що включає формування пакету з окремих аркушів полікарбонату, їх з'єднання для утворення монолітного пакету та перфорування визначеної ділянки монолітного пакету лазерним випромінюванням, який відрізняється тим, що сформований з окремих аркушів полікарбонату товщиною 50-100 мікрометрів пакет розміщують між двома жорсткими паралельними пластинами, ступінчасто нагрівають сформований пакет від кімнатної до температури розм'якшення полікарбонату, витримують на кожному ступені при визначених для нього значеннях температури та стиску 1015 секунд для вирівнювання і стабілізації температурного градієнта на всій площині поля пакету й одночасно, на кожному наступному ступені, збільшують значення стиску на зібраний пакет, витримують пакет на останньому ступені у стисненому стані до утворення монолітного пакету товщиною 500-1000 мікрометрів, охолоджують утворений монолітний пакет разом із пластинами до кімнатної температури, звільнюють пакет від пластин і розташовують його вертикально між двома паралельними рамками, а перфорацію визначеної ділянки монолітного пакету з окремих аркушів полікарбонату виконують лазерним випромінюванням у робочому полі, обмеженому рамками. 3 UA 105887 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюBeilin Heorhii Volodymyrovych, Sidorenko Yurii Hryhorovych, Tymoshenko Andrii Mykolaiovych, Sidorov Heorhii Borysovych, Popovych Ihor Mykolaiovych
Автори російськоюБейлин Георгий Владимирович, Сидоренко Юрий Григорьевич, Тимошенко Андрей Николаевич, Сидоров Георгий Борисович, Попович Игорь Николаевич
МПК / Мітки
МПК: B32B 37/18, B32B 37/00, B32B 37/02, B32B 37/10, B26F 1/31, B32B 27/00, B42D 15/00, B32B 38/04
Мітки: перфорованого, аркушів, пакету, спосіб, полікарбонату, монолітного, виготовлення
Код посилання
<a href="https://ua.patents.su/6-105887-sposib-vigotovlennya-perforovanogo-monolitnogo-paketu-z-arkushiv-polikarbonatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення перфорованого монолітного пакету з аркушів полікарбонату</a>
Вивідний пристрій машини для обробки аркушів і спосіб виведення аркушів в машині для обробки аркушів
Номер патенту: 74646
Опубліковано: 16.01.2006
Автори: Хан Тіло, Вагнер Петер Ойген, Наглер Курт Георг, Шеде Йоханнес Георг
МПК: B65H 31/24
Мітки: пристрій, аркушів, виведення, машини, вивідний, обробки, спосіб
Формула / Реферат:
1. Вивідний пристрій машини для обробки аркушів, що містить:вивідний пристрій виконаний з можливістю перемикання між першою (02) і другою (03) вивідними позиціями;перша (02) і друга (03) вивідні позиції розташовані одна за одною відносно транспортного напряму вивідного пристрою;транспортер (14; 16; 18) розташований для транспортування укладених на другій вивідній позиції (03) аркушів до першої вивідної позиції...
Спосіб виготовлення фільтрувального пакету
Номер патенту: 76993
Опубліковано: 25.01.2013
Автор: Титаренко Євгеній Миколайович
МПК: B65B 29/00
Мітки: спосіб, фільтрувального, виготовлення, пакету
Формула / Реферат:
Спосіб виготовлення фільтрувального пакета, який відрізняється тим, що використовують термозварювальний фільтрувальний папір, зі смуги якого формують піврукав з фальцем з подальшим виготовленням на спеціальному пристрої пакетів методом зварювання та холодного відрізання.
Спосіб формування пакету штаб
Номер патенту: 69608
Опубліковано: 15.09.2004
Автори: Сокуренко Анатолій Валентинович, Сміяненко Ігор Миколайович, Кузьменко Анатолій Григорійович, Бабенко Михайло Антонович, Куваєв Володимир Миколайович, Шеремет Володимир Олександрович
МПК: B21B 39/00, B21B 41/00
Мітки: пакету, спосіб, формування, штаб
Формула / Реферат:
Спосіб формування пакета штаб, який складається з скидання штаб на настил холодильника, транспортування штаб по холодильнику до пристрою, що підрівнює, транспортування штаб на холодильнику від пристрою, що підрівнює, до пакетувальника, набір пакета штаб на пакетувальнику, який відрізняється тим, що попередньо задають мірну довжину прутка і встановлюють на пристрої, що підрівнює, на відстані мірної довжини один від одного ряд перерізів...
Пристрій для зберігання стопи аркушів паперу і поштучної їх видачі
Номер патенту: 676
Опубліковано: 16.10.2000
Автор: Ткаченко Олександр Вячеславович
МПК: B65H 1/06, B65H 1/00, B65H 1/04, B65H 1/08
Мітки: стопи, пристрій, поштучної, зберігання, аркушів, паперу, видачі
Формула / Реферат:
1. Пристрій для зберігання стопи аркушів паперу і поштучної їх видачі, який містить, принаймні, дві стінки, що сходяться під прямим чи близьким до прямого кутом, причому перша стінка має вивідний отвір для аркушів паперу, а друга призначена для розміщення на ній стопи аркушів паперу і має отвір для захвату нижнього в стопі аркуша і подачі його в вивідний отвір, при цьому вивідний отвір простягається через всю ширину першої стінки і має один...
Суміш для виготовлення монолітного пінобетону
Номер патенту: 38838
Опубліковано: 26.01.2009
Автори: Левченко Анатолій Ісидорович, Коваленко Олександр Васильович, Дехтяр Оксана Олександрівна
МПК: C04B 38/10
Мітки: виготовлення, пінобетону, суміш, монолітного
Формула / Реферат:
Суміш для виготовлення монолітного пінобетону, що включає цементне в'яжуче, золу-винос, піноутворювач, модифікатор та воду, яка відрізняється тим, що як модифікатор вона містить суперпластифікатор МЕЛМЕНТ Л 10, як піноутворювач - білково-мильний концентрований піноутворювач БМК та комплексну полімерну добавку - ВІННАПАС при такому співвідношенні компонентів, мас. %: портландцемент 44,0-48,4 ...
Попередній патент: Спосіб виготовлення ливарних форм і пристрій для його здійснення
Наступний патент: Спосіб зміни властивості речовини
Випадковий патент: Датчик вологості сипучих матеріалів у потоці