Спосіб виготовлення ливарних форм і пристрій для його здійснення
Номер патенту: 105886
Опубліковано: 25.06.2014
Автори: Бєх Ніколай Івановіч, Лутц Рудольф Рудольфовіч, Волкоміч Анатолій Алєксандровіч
Формула / Реферат
1. Спосіб виготовлення ливарних форм, що включає заповнення формувальною сумішшю опоки і наповнювальної рамки з розташованими всередині них моделями, встановленими на модельній плиті, повітряно-імпульсне ущільнення суміші впливом стисненого повітря, що проходить крізь рухливий, пружно встановлений ґратчастий пресовий елемент, додаткове ущільнення суміші пресуванням і протягування моделей з півформ, який відрізняється тим, що додаткове ущільнення пресуванням здійснюють модельною плитою з моделями шляхом переміщення плити всередині порожнини наповнювальної рамки у напрямку до пресового ґратчастого елемента, який перед початком і в процесі пресування фіксують у нижньому положенні і до якого прикладають зусилля протитиснення, відповідне до величини заданого рівня ущільнення півформи.
2. Спосіб за п. 1, який відрізняється тим, що в процесі пресування і протягування наповнювальну рамку з встановленою на ній опокою утримують в нерухомому стані, а зусилля протитиснення, прикладене до ґратчастого пресового елемента, скидають після закінчення пресування перед початком протягування, при цьому протягування здійснюють зворотним ходом пресування шляхом переміщення модельної плити з моделями всередині нерухомих наповнювальної рамки з опокою.
3. Спосіб за п. 1, який відрізняється тим, що заповнення формувальною сумішшю опоки і наповнювальної рамки здійснюють пошарово.
4. Спосіб за п. 3, який відрізняється тим, що пошарове заповнення формувальною сумішшю опоки і наповнювальної рамки здійснюють шляхом формування та падіння з висоти потоку пухкої суміші.
5. Спосіб за п. 4, який відрізняється тим, що висота падіння потоку суміші знаходиться в діапазоні 1-3 м.
6. Пристрій для виготовлення ливарних форм, що містить основу, пресовий циліндр, робочий стіл, наповнювальну рамку, модельну плиту з моделями, імпульсну головку, розташовану над робочим столом і поєднану з системою подачі стисненого повітря, рухливий ґратчастий пресовий елемент, встановлений в нижній частині імпульсної головки на пружному кріпленні, і пристрій для заповнення формувальною сумішшю наповнювальної рамки і опоки, який відрізняється тим, що наповнювальна рамка вбудована в робочий стіл і виконана з можливістю установки на рамку і знімання з неї опок, що формують, причому модельна плита з моделями встановлена з можливістю зворотно-поступального переміщення в порожнині наповнювальної рамки, а пресовий циліндр встановлений з можливістю силового впливу на рухому модельну плиту, при цьому пристрій додатково забезпечено одним або системою взаємозалежних циліндрів, фіксуючих ґратчастий пресовий елемент в нижньому положенні і поєднаних з джерелами тиску, розташованими на траверсі таким чином, щоб їх висунуті штоки мали можливість силової взаємодії з рухомим пружно закріпленим на траверсі пресовим елементом для створення зусилля протитиснення.
7. Пристрій за п. 6, який відрізняється тим, що він забезпечений силовою системою фіксації наповнювальної рамки з опокою під час пресування і протягування, виконаного у вигляді циліндрів зі штоками, притискаючих наповнювальну рамку з опокою до траверси, розташованих на основі або на підйомній плиті робочого столу.
8. Пристрій за п. 6, який відрізняється тим, що пристрій для заповнення формувальною сумішшю наповнювальної рамки і опоки містить бункер-дозатор з регульованою засувкою і стрічковий живильник, а також привід прямого і зворотного відносного переміщення робочого столу і живильника в горизонтальній площині, виконаний з можливістю забезпечення зворотно-поступальних переміщень.
9. Пристрій за п. 6, який відрізняється тим, що пристрій для заповнення формувальною сумішшю наповнювальної рамки і опоки містить бункер-дозатор з регульованою засувкою і стрічковий живильник, а також хитний землепровід, розташований під живильником і забезпечений приводом зворотно-кутових переміщень.
Текст
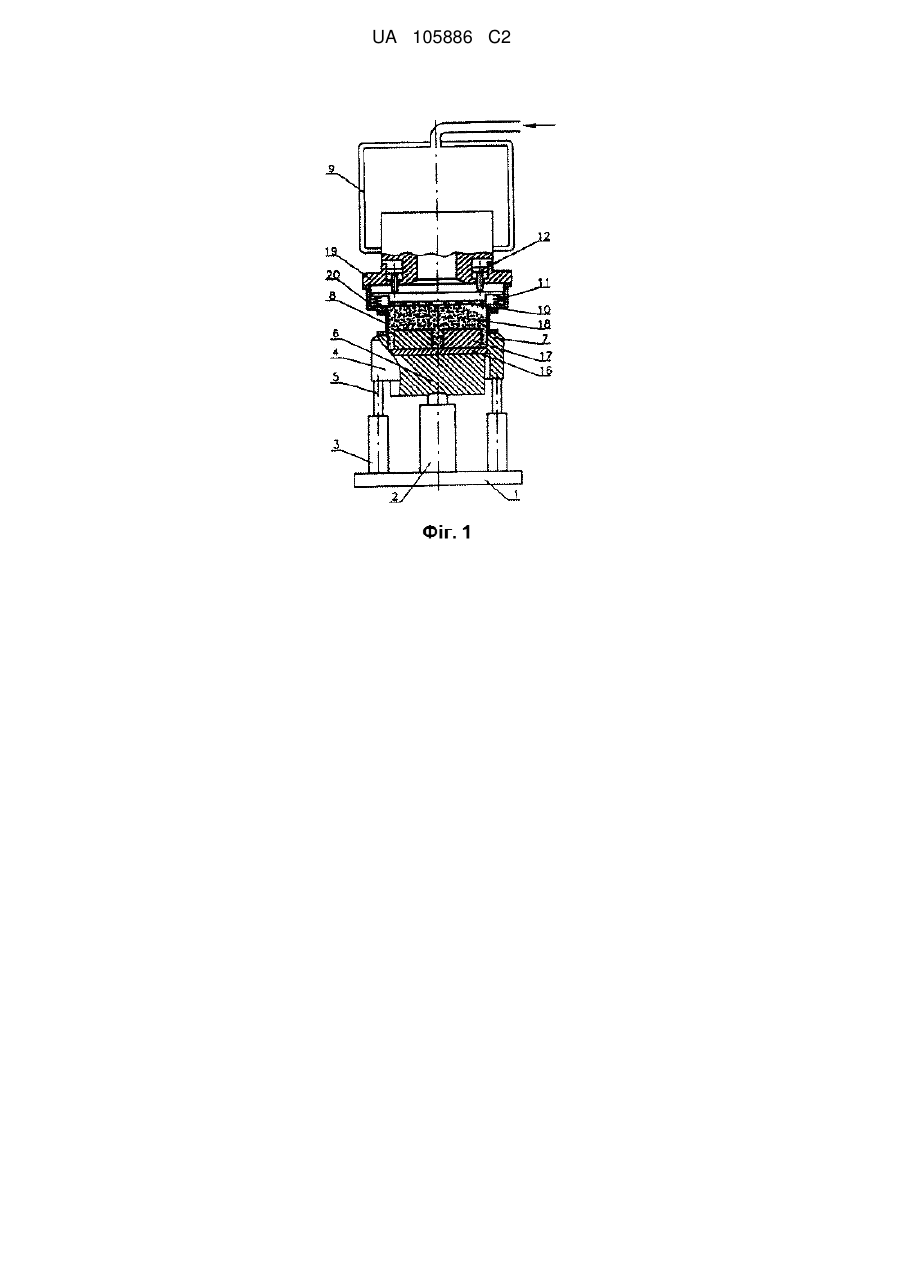
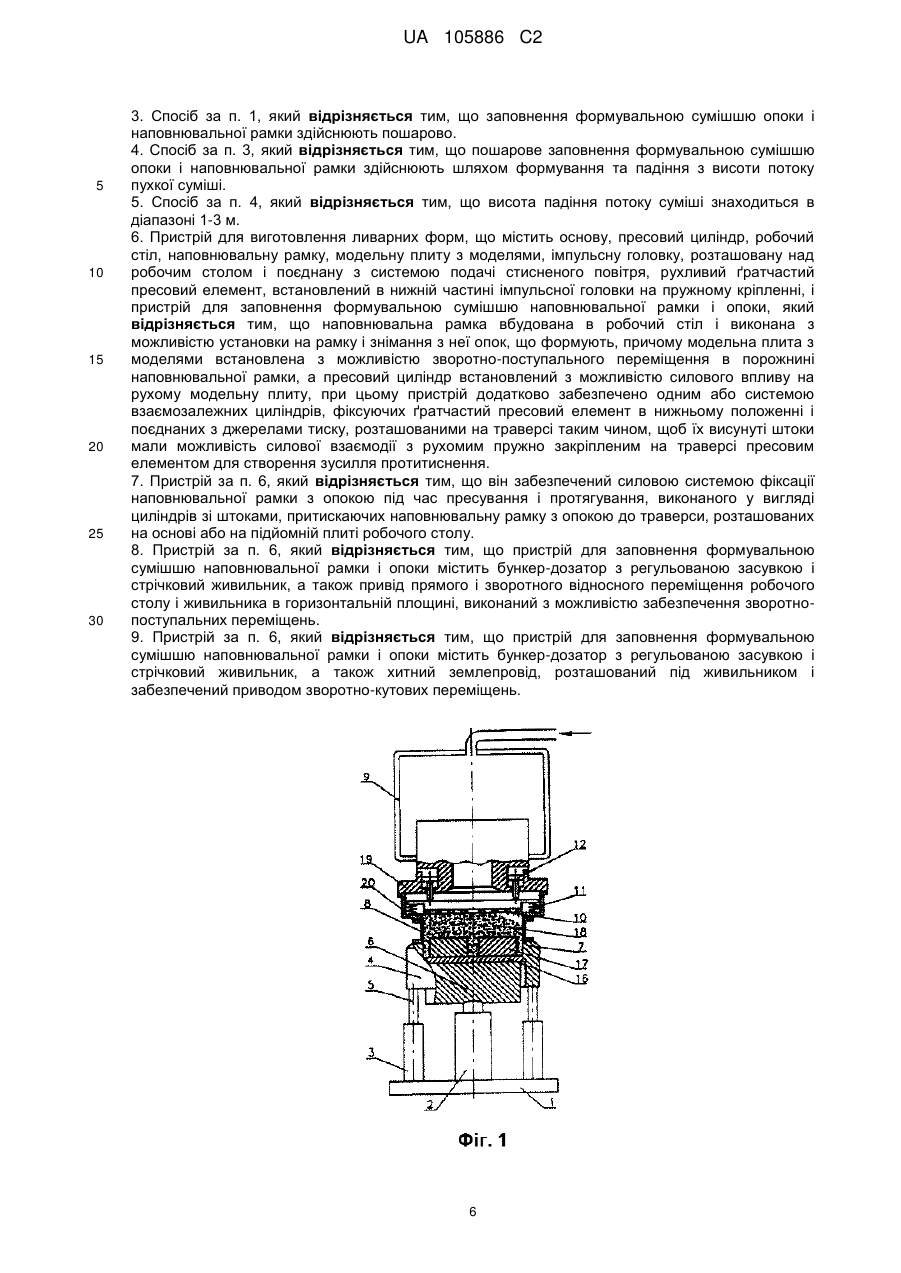
Реферат: Винаходи належать до галузі ливарного виробництва, а саме до технології та устаткування виготовлення піщано-глинистих ливарних форм з використанням методу повітряно-імпульсного ущільнення формувальної суміші в поєднанні з ущільненням пресуванням. Для підвищення точності, зниження дефектності виливків і підвищення металоємності форм повітряноімпульсне ущільнення суміші, що пошарово заповнює наповнювальну рамку з опокою, доповнюють ущільненням суміші пресуванням, яке здійснюють модельною плитою з моделями шляхом переміщення плити всередині порожнини наповнювальної рамки у напрямку до пресованого ґратчастого елемента, до якому прикладають зусилля протитиснення, відповідне до величини заданого рівня ущільнення півформ. Спосіб реалізується пристроєм, в якому модельна плита з моделями встановлена з можливістю зворотно-поступального переміщення в порожнині наповнювальної рамки, а пресовий циліндр - з можливістю силового впливу на рухому модельну плиту. Пошарове заповнення формувальною сумішшю здійснюють пристроєм, що забезпечує можливість зворотно-поступального переміщення робочого столу щодо живильника або ж, за другим варіантом, хитним землепроводом, що здійснює зворотнокутові переміщення над опокою з певною швидкістю. UA 105886 C2 (12) UA 105886 C2 UA 105886 C2 5 10 15 20 25 30 35 40 45 50 55 60 Область техніки Винаходи належать до галузі ливарного виробництва, а саме до технології та устаткування для виготовлення піщано-глинистих ливарних форм з використанням методу повітряноімпульсного ущільнення формувальної суміші, зокрема, в поєднанні з ущільненням шляхом пресування. Попередній рівень техніки Відома формувальна машина, яка містить станину, підйомний стіл із встановленими на ньому модельним оснащенням і опокою, і опорні колони, на яких знаходяться імпульсна головка, дозатор і наповнювальна рамка, причому дозатор підпружинений щодо наповнювальної рамки з можливістю вертикального переміщення в її внутрішню порожнину, крім того пристрій для заповнення формувальною сумішшю наповнювальної рамки містить дозатор, підпружинений відносно наповнювальної рамки з можливістю вертикального переміщення в її внутрішню порожнину, причому дозатор з наповнювальною рамкою забезпечений приводом їхнього переміщення, а на рівні верхньої поверхні дозатора знаходиться шибер (Див. патент РФ № 2022684, МПК В22С 1 / 28, опублікований 1994.11.15). Спосіб виготовлення ливарних форм, здійснюваний вищевказаною відомою формувальною машиною, полягає в наступному: формувальну суміш засипають з бункера в дозатор і наповнювальну рамку, з наступним заповненням сумішшю опоки із залишком в наповнювальній рамці, ущільнюють суміш повітряно-імпульсним способом з доущільненням ливарної форми при переміщенні підйомного столу вгору І витісненні суміші, яка залишилася в наповнювальній рамці, в опоку. Застосування вищевказаних конструкцій і способу виготовлення ливарних форм дозволяє збільшити продуктивність за рахунок скорочення та суміщення операцій. Проте основним недоліком відомих технічних рішень є неможливість забезпечити ефективне ущільнення суміші в областях, прилеглих до стінок опоки та модельної плити, особливо у вузьких проміжках між моделями і стінками опок і в кутах опок. Причиною цього є потужний гальмівний вплив тертя суміші об стінки опок при пресуванні пресовим елементом, що видавлює суміш з наповнювальної рамки в опоку з боку контрлада. При цьому розподіл ущільнення суміші за формою несприятливий та антитехнологічний: максимум на контрладі, мінімум у модельної плити. Поєднання такого, так званого "верхнього", пресування з імпульсним впливом на суміш стисненим повітрям хоча і пом'якшує, однак повністю не усуває дане явище. Відомий спосіб для виготовлення піщаних форм, що полягає в ущільненні формувальної суміші імпульсом стисненого газу і додатковим механічним ущільненням верхнім пресуванням ґратчастою пресуючою плитою, а також відомий пристрій для здійснення зазначеного способу, що містить основу, підйомний стіл, опоку, імпульсну головку, встановлену стаціонарно над опокою і пов'язану з системою подачі стисненого газу, ґратчасту пресуючу плиту, встановлену в нижній частині імпульсної головки з можливістю зворотно-поступального переміщення щодо неї у напрямку опоки, забезпечуваного окремим поршневим приводом (див. патент США М> 3807483, кл. МПК В22С 15 / 28, опублікований 1974.04.30). Однак зазначені спосіб і пристрій забезпечують ущільнення суміші в опоці при тих же недоліках, що і в попередньому випадку. Крім того, наявність окремого поршневого приводу ускладнює конструкцію і вимагає додаткових енерговитрат, а статичне притиснення плити до верхньої поверхні суміші менш ефективно, ніж притиснення плити в динамічному режимі. Механічне ущільнення після закінчення імпульсного ущільнення також менш ефективно, ніж одночасно з ним, коли суміш знаходиться в текучому стані. Відомий спосіб виготовлення ливарних форм, що включає заповнення формувальної сумішшю опоки і наповнювальної рамки з розташованими всередині них моделями, встановленими на модельній плиті, вирівнювання поверхні формувальної суміші шляхом переміщення мультипозиційної (поршневої) пресової колодки, з закріпленим на ній виступаючим скребком, в положенні над опокою, повне підняття модельної плити в наповнювальній рамці, з переміщенням суміші без її ущільнення з нижньої рамки в опоку і з опоки у верхню рамку, попереднє повітряно-імпульсне ущільнення суміші впливом стисненого повітря, що проходить крізь рухливу мультипозиційну пресову колодку, і активне (повне) пресування зверху пресуючими елементами пресової колодки з регульованим тиском з подальшою протяжкою моделі, причому суміш засипають у опоку і наповнювальну рамку під дією гравітації, а також відомий пристрій, який реалізує цей спосіб і містить основу, пресовий циліндр, робочий стіл з носієм модельної плити з моделями, наповнювальну рамку з встановленою на ній опокою, імпульсну головку, розташовану над робочим столом і поєднану з системою подачі стисненого повітря, рухливу пресову колодку з мультипозиційним (поршневим) пресовим елементом, причому, нижня наповнювальна рамка вбудована в робочий стіл і 1 UA 105886 C2 5 10 15 20 25 30 35 40 45 50 55 виконана з можливістю установки і знімання з неї опок, що формують, при цьому, модельна плита з моделями встановлена з можливістю зворотно-поступального переміщення в порожнині наповнювальної рамки, а пресовий циліндр встановлений з можливістю силового впливу на рухому модельну плиту. (Рекламний проспект ф. "Savelli", стор 12,11,2009г.). Вищеописані спосіб і пристрій лише частково усувають основні недоліки попередніх аналогів: нераціональний та нерівномірний розподіл ущільнення суміші. За технічною сутністю найбільш близькими до технічного рішення, що заявляється, є спосіб заповнення формувальною сумішшю наповнювальної рамки І опоки, імпульсне ущільнення суміші стисненим газом з одночасним динамічним доущільненням верхнього шару формувальної суміші рухомою ґратчастою пресовою плитою, що переміщається від енергії імпульсу стисненого газу, а також пристрій для ущільнення формувальної суміші, що містить основу, підйомний стіл, із встановленими на ньому наповнювальною рамкою і модельним оснащенням, опоку, імпульсну головку, встановлену стаціонарно над опокою і пов'язану з системою подачі стисненого газу, ґратчасту пресуючу плиту, встановлену в нижній частині імпульсної головки з можливістю зворотно-поступального переміщення щодо імпульсної головки в напрямку опоки, причому, пресуюча плита поєднана з імпульсною головкою через пружні елементи, виконані у вигляді пружин або тросів, крім того пристрій забезпечений циліндром, встановленим в імпульсній головці з можливістю вільного контакту його штока з пресуючою плитою (Див, патент на винахід РФ № 2159165, МПК В22С 15 / 28, публікація від 2000.11.20). Зазначені спосіб і пристрій підвищують ефективність ущільнення суміші від імпульсу стисненого газу і забезпечують кращий розподіл щільності формувальної суміші по всьому об'єму форми, ніж у попередньому випадку. Однак їм притаманні всі ті ж недоліки верхнього пресування, характерні для попередніх двох розглянутих випадків, що і є причиною, яка перешкоджає широкому використанню зазначеного винаходу. Динамічний характер пресування ґратчастим елементом якісно не змінює картини характерних для верхнього пресування труднощів і нераціонального розподілу ущільнення суміші по об'єму форми. Розкриття винаходу В основу винаходів поставлена задача розробки способу І пристрою для виготовлення ливарних форм, при якому забезпечувався б технологічно раціональний розподіл ущільнення суміші по об'єму форми - максимум у модельної плити, мінімум у контрлада, забезпечувалося б також ефективне ущільнення суміші у стінок і в кутах опок з боку лада півформи, а також ефективне ущільнення суміші у вузьких кишенях між стінками високих моделей і опок, причому без надміру високого ущільнення суміші над моделями, а також забезпечувалися б сприятливі умови для здійснення операції протягання моделі з мінімальними ухилами. Технічним результатом від використання винаходів є забезпечення можливості технологічно раціонального процесу ущільнення ливарних форм, що дозволяє отримати форму з однорідними характеристиками міцності в різних зонах її об'єму для широкої номенклатури виливків і моделей різної складності, відповідно, підвищення точності і зниження дефектності виливків, підвищення металоємності форм за рахунок більш щільного розташування моделей до стінок опок і збільшення їх кількості на модельній плиті. Зазначений технічний результат досягається за рахунок того, що в способі виготовлення ливарних форм, що включає заповнення формувальною сумішшю опоки і наповнювальної рамки з розташованими всередині них моделями, встановленими на модельній плиті, повітряно-імпульсне ущільнення суміші впливом стисненого повітря, що проходить крізь рухливий, пружно встановлений ґратчастий пресовий елемент, додаткове ущільнення суміші пресуванням і протяжку моделей з півформ, згідно з технічним рішенням додаткове ущільнення пресуванням здійснюють модельною плитою з моделями шляхом переміщення плити усередині порожнини наповнювальної рамки у напрямку до пресового ґратчастого елементу, який перед початком і в процесі пресування фіксують у нижньому положенні і до якого прикладають зусилля протитиснення, відповідне до величини заданого рівня ущільнення півформи, при цьому: в процесі пресування і протяжки наповнювальну рамку з встановленою на ній опокою утримують в нерухомому стані, а зусилля протитиснення, прикладене до пресового елементу, скидають після закінчення пресування перед початком протяжни, а протяжну здійснюють зворотним ходом пресування шляхом переміщення модельної плити з моделями всередині нерухомих наповнювальної рамки з опокою; крім того, заповнення формувальною сумішшю опоки і наповнювальної рамки здійснюють пошарово шляхом формування та падіння з висоти потоку пухкої суміші, причому, висота падіння потоку суміші знаходиться в діапазоні 1-3 м. 2 UA 105886 C2 5 10 15 20 25 30 35 40 45 50 55 60 Слід зазначити, що при меншому значенні висоти, що забезпечувана кінетична енергія струменя недостатня для досягнення ефективного заповнення вузьких зазорів сумішшю, а подальше збільшення висоти потоку істотно не покращує якість заповнення опоки сумішшю, але призводить до значного збільшення висоти розташування завантажувальних пристроїв. Крім того, у пристрої для здійснення заявленого способу, що містить основу, пресовий циліндр, робочий стіл, наповнювальну рамку, модельну плиту з моделями, імпульсну головку, розташовану над робочим столом і поєднану з системою подачі стисненого повітря, рухливий ґратчастий пресовий елемент, встановлений в нижній частини імпульсної головки на пружному кріпленні, і пристрій для заповнення формувальною сумішшю наповнювальної рамки ί опоки, згідно з технічним рішенням наповнювальна рамка вбудована в робочий стіл і виконана з можливістю установки на рамку і знімання з неї опок, що формують, причому модельна плита з моделями встановлена з можливістю зворотно-поступального переміщення в порожнині наповнювальної рамки, а пресовий циліндр встановлений з можливістю силового впливу на рухому модельну плиту, при цьому пристрій додатково забезпечено одним або системою взаємозалежних циліндрів, фіксуючих ґратчастий пресовий елемент в нижньому положенні і з'єднаних з джерелами тиску, розташованими на траверсі таким чином, щоб їх висунуті штоки мали можливість силової взаємодії з рухомим пружно закріпленим на траверсі пресовим елементом для створення зусилля протитиснення. Крім того, пристрій забезпечений силовою системою фіксації наповнювальної рамки з опокою під час пресування і протяжки, виконаною у вигляді циліндрів зі штоками, що притискають наповнювальну рамку з опокою до траверси, розташованих на основі або на підйомній плиті робочого столу. При цьому пристрій для заповнення формувальною сумішшю наповнювальної рамки і опоки включає бункер-дозатор з регульованою засувкою і стрічковий живильник, а також привід прямого і зворотного відносного переміщення робочого столу і живильника в горизонтальній площині, виконаний з можливістю забезпечення зворотно-поступальних переміщень. Згідно з другим варіантом, пристрій для заповнення формувальною сумішшю наповнювальної рамки і опоки включає бункер-дозатор з регульованою засувкою і стрічковий живильник, а також хитний землепровід, розташований під живильником і забезпечений приводом зворотно-кутових переміщень. Сутність винаходів полягає в тому, що реалізація заявлених способу і пристрою дозволяє вирішити поставлену задачу і досягти поставленого технічного результату. Порівняння запропонованих способу і пристрою з відомими дозволяє стверджувати про відповідність критерію "новизна", а відсутність в аналогах відмінних ознак говорить про відповідність критерію "винахідницький рівень". Попередні випробування дозволяють судити про відповідність "критерію "промислова придатність". На фіг.1 представлено пристрій (у розрізі) для здійснення способу виготовлення ливарних форм на позиції ущільнення - протяжна перед початком процесу ущільнення, на фіг.2 - схема пристрою, що забезпечує заповнення формувальною сумішшю наповнювальної рамки і опоки, а на фіг.З - варіант пристрою з хитним землепроводом. Кращий варіант здійснення винаходу Пристрій для виготовлення ливарних форм містить основу 1, пресовий циліндр 2, циліндри 3 механізму фіксації, робочий стіл 4, направляючі скалки 5, опорну плиту 6, наповнювальну рамку 7, опоку 8, імпульсну головку 9, ґратчастий пресовий елемент 10, пружну підвіску 11 пресового елемента, циліндри 12 протитиснення, живильник 13 стрічковий, бункер-дозатор 14, засувку 15 регульовану, модельну плиту 16, моделі 17, формувальну суміш 18, траверсу 19, упорну плиту 20 і землепровід 21. В процесі реалізації способу пристрій працює таким чином. На позиції засипки суміш з бункера-дозатора 14 живильником 13 витягується через поздовжній отвір, частково перекривається регульованою засувкою 15, положення якої визначає початкову товщину потоку пухкої суміші. Потік суміші з висоти падає в опоку 8 на модельну плиту 16. Робочий стіл 4 з наповнювальною рамкою 7 при цьому переміщається зворотно-поступально щодо живильника 13 або ж хитний землепровід 21 здійснює зворотно-кутові переміщення над опокою 8 з певною швидкістю. Тим самим забезпечується пошарове заповнення опоки 8 сумішшю 18. Потік суміші, падаючи з висоти, розганяється, і кінетична енергія падаючого струменя суміші 18 забезпечує добре відтворення тонкого рельєфу моделей 17 і добре заповнення сумішшю найвужчих проміжків між моделями 17 і моделями і стінками опоки 8. Регулюючи товщину шару суміші 18, що виходить, і швидкість відносного переміщення столу 4 - живильника 13 або землепровода 21, можна керувати параметрами процесу (залежно від особливостей конфігурації і розташування моделей, властивостей формувальної суміші та ін.). 3 UA 105886 C2 5 10 15 20 25 30 35 40 45 50 55 Діапазон значень висоти падіння суміші 18 визначається наступним. Як показали експериментальні дослідження, найбільш ефективна висота від 1 до 3 м. При менших висотах енергія потоку мала і може виявитися недостатньою для ефективного відтворення рельєфу моделей 17 і заповненням вузьких "кишень" на модельній плиті 16, а збільшення висоти падіння потоку до великих, більших ніж 3 м значень, за зростаючого опору повітря стає малоефективним і веде до невиправданого збільшення габаритів (висоти) формувальної машини. Кількість засипаної суміші регулюється або часом роботи живильника 13, або за початковим рівнем установки опорної плити 6 з модельною плитою 16 всередині наповнювальної рамки 7. При цьому кількість суміші задається з деяким надлишком в порівнянні з необхідним для отримання заданого ущільнення півформи. Робочий стіл 4 переміщується приводом на позицію ущільнення-протяжки. Штоки циліндрів 3 механізму фіксації робочого столу 4 з опокою 8 висуваються і притискають стіл 4 з опокою 8 до опорної площини упорної плити 20, закріпленої на траверсі 19, фіксуючи їх в цьому положенні. Після цього починається процес пресування: шток пресового циліндра 2 впливає силовим чином на опорну плиту 6 з модельною плитою 16 і моделями 17 і починає переміщати їх, вичавлюючи суміші 18 з наповнювальної рамки 7 в опоку 8. Перед початком, в початковий момент або в процесі пресування через ґратчастий пресовий елемент 10 подається повітряний імпульс, який здійснює попереднє ущільнення суміші. У процесі пресування суміш 18 впирається в ґратчастий елемент 10, а тертя суміші об стінки наповнювальної рамки 7 і опоки 8 гальмує її рух і притискає до модельної плити 16, забезпечуючи ефективне ущільнення суміші у модельної плити в областях, проникаючих до стінок рамки і опоки. У процесі пресування частина суміші над моделями 17 може вичавлюватися крізь ґратчастий пресовий елемент 10, тим самим виключається зайве ущільнення суміші над моделями. Перед початком і в процесі пресування рухливий ґратчастий пресовий елемент 10 фіксують у нижньому положенні висунутими штоками циліндрів 12, поєднаних з джерелом протитиснення. Величина цього протитиснення вибирається виходячи з вимог до рівня ущільнення форми. В процесі пресування, коли тиск суміші на ґратчастий пресовий елемент 10 стає рівним заданому зусиллю протитиснення, ґратчастий пресовий елемент починає переміщатися, відтискаючи штоки циліндрів 12 протитиснення. При цьому вся форма як ціле продавлюється крізь опоку 8, поки опорна плита 6 з модельною плитою 16 не досягне механічних упорів у столі, фіксуючих задане положення земляного лада півформи (всередині, в площині або виступаючи над площиною лада опокою). Положення упорів регулюється і задається з технологічних міркувань. Таким чином, незалежно від коливань властивостей суміші забезпечується стабільне ущільнення і геометрія півформи. Після закінчення пресування і до початку протяжки штоки циліндрів 12 протитиснення відводяться у верхнє положення, а ґратчастий пресовий елемент 10 пружною підвіскою 11 також відділяється від контрлада півформи. У результаті відбувається пружне розвантаження півформи, і всі пружні деформації виводяться на контрлад півформи. Після цього з опоки 8, розвантаженої, але яка продовжує залишатися нерухомо притиснутою циліндрами 3 до площини упорної плити 20 траверси 19, здійснюється витяжка моделей 17 зворотним ходом переміщення стульної плити 6 з модельною плитою 16 і моделями 17. І лише після закінчення протяжки і опускання штока пресового циліндра 2 штоки 3 механізму фіксації стола опускаються і відокремлюють робочий стіл 4 з опокою 8 від траверси 19. Таким чином, забезпечується точна протяжка моделей зворотним ходом пресування, незалежна від похибок в розмірах і стану опоки, приварювання до неї скрапу, потрапляння суміші на площину столу, контрлад опоки і т.п. Поєднання нижнього пресування (модельною плитою) з повітряно-імпульсним попереднім ущільненням суміші забезпечує можливість ефективного, регульованого і стабільного ущільнення форм за моделями підвищеної складності, з вузькими кишенями і малими проміжками між моделями і моделями і стінками опок. За рахунок попереднього імпульсного ущільнення суміші не тільки забезпечується її більш сприятливий розподіл, але істотно зростає коефіцієнт тертя і, відповідно, різко посилюється сприятливий вплив тертя суміші об стінки опоки при нижньому пресуванні (при русі модельної плити з моделями) і поліпшується ущільнення прилеглих областей форми. 4 UA 105886 C2 5 10 15 20 25 30 35 40 При цьому виключається надмірне ущільнення суміші з областей над моделями в міжмодельні проміжки і кишені моделей. Такі результати неможливо отримати ані при чисто нижньому пресуванні (модельною плитою), ані при комбінованому верхньому пресуванні в поєднанні з імпульсом, при якому неможливо одночасно домогтися як ефективного ущільнення суміші у стінок опок, так і уникнути переущільнення суміші над моделями, внаслідок останнього гальмується перетікання і погіршується ущільнення суміші між моделями і в їхніх кишенях. Необхідна умова ефективного ущільнення суміші імпульсом повітря і наступним пресуванням - наявність суміші в тісних просторах і її однорідний стан (без пустот, грудок і т.п.). Запропонований спосіб подачі суміші в опоку забезпечує за рахунок кінетичної енергії струменя суміші ефективне заповнення самих вузьких кишень моделей і проміжків між моделями і моделями і стінками опок, створюючи тим самим можливість її подальшого сприятливого перерозподілу та ущільнення струменями фільтрованого крізь суміш повітря при імпульсі і силовими напругами в суміші при подальшому пресуванні. Слід підкреслити, що "силове продавлювання" ущільнюваної півформи через опоку вздовж її внутрішніх стінок при віджиманні пресового елемента на останній стадії пресування істотно підвищує міцність форми (за рахунок зміцнюючих деформацій зсуву) і підсилює її зв'язність зі стінками опоки (за рахунок збільшення коефіцієнта зовнішнього тертя суміші в процесі и силового ковзання вздовж стінок опоки), а в поєднанні з вищевказаними особливостями виконання операції протяжки істотно стабілізує процес формоутворення, роблячи його малочутливим до різних ушкоджувальних чинників, насамперед до коливань властивостей суміші та ін. Таким чином, висока ефективність запропонованих способу і пристроїв забезпечується розмежуванням і внутрішньою єдністю, зв'язаністю і взаємними підсилюючими впливами і обумовленістю всіх основних стадій процесу: - ефективним процесом заповнення сумішшю опоки з тісно розміщеними моделями складної конфігурації, що забезпечує можливість подальшого формування відбитка складної конфігурації і рельєфу; - ефективним процесом технологічно раціонального ущільнення суміші по всіх робочих поверхнях і об'єму півформи складної конфігурації (як без слабких, так і переущільнених зон з максимумом ущільнення у моделей та спаданням ущільнення по напрямку від моделей до контрладу півформи); - ефективною протяжкою моделей з мінімальними ухилами з розвантаженою від пружних деформацій нерухомою півформою, що не містить заклинених переущільнених областей та елементів, в результаті забезпечення можливості оптимізації розподілу ущільнення суміші у формі. Ефективність процесу складається з: - підвищення точності і зниження дефектності виливків; - підвищення продуктивності за рахунок збільшення кількості виливків у формі. Промислова придатність Викладені переваги запропонованих технічних рішень забезпечують їм можливість широкого промислового використання в галузі ливарного виробництва. ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Спосіб виготовлення ливарних форм, що включає заповнення формувальною сумішшю опоки і наповнювальної рамки з розташованими всередині них моделями, встановленими на модельній плиті, повітряно-імпульсне ущільнення суміші впливом стисненого повітря, що проходить крізь рухливий, пружно встановлений ґратчастий пресовий елемент, додаткове ущільнення суміші пресуванням і протягування моделей з півформ, який відрізняється тим, що додаткове ущільнення пресуванням здійснюють модельною плитою з моделями шляхом переміщення плити всередині порожнини наповнювальної рамки у напрямку до пресового ґратчастого елемента, який перед початком і в процесі пресування фіксують у нижньому положенні і до якого прикладають зусилля протитиснення, відповідне до величини заданого рівня ущільнення півформи. 2. Спосіб за п. 1, який відрізняється тим, що в процесі пресування і протягування наповнювальну рамку з встановленою на ній опокою утримують в нерухомому стані, а зусилля протитиснення, прикладене до ґратчастого пресового елемента, скидають після закінчення пресування перед початком протягування, при цьому протягування здійснюють зворотним ходом пресування шляхом переміщення модельної плити з моделями всередині нерухомих наповнювальної рамки з опокою. 5 UA 105886 C2 5 10 15 20 25 30 3. Спосіб за п. 1, який відрізняється тим, що заповнення формувальною сумішшю опоки і наповнювальної рамки здійснюють пошарово. 4. Спосіб за п. 3, який відрізняється тим, що пошарове заповнення формувальною сумішшю опоки і наповнювальної рамки здійснюють шляхом формування та падіння з висоти потоку пухкої суміші. 5. Спосіб за п. 4, який відрізняється тим, що висота падіння потоку суміші знаходиться в діапазоні 1-3 м. 6. Пристрій для виготовлення ливарних форм, що містить основу, пресовий циліндр, робочий стіл, наповнювальну рамку, модельну плиту з моделями, імпульсну головку, розташовану над робочим столом і поєднану з системою подачі стисненого повітря, рухливий ґратчастий пресовий елемент, встановлений в нижній частині імпульсної головки на пружному кріпленні, і пристрій для заповнення формувальною сумішшю наповнювальної рамки і опоки, який відрізняється тим, що наповнювальна рамка вбудована в робочий стіл і виконана з можливістю установки на рамку і знімання з неї опок, що формують, причому модельна плита з моделями встановлена з можливістю зворотно-поступального переміщення в порожнині наповнювальної рамки, а пресовий циліндр встановлений з можливістю силового впливу на рухому модельну плиту, при цьому пристрій додатково забезпечено одним або системою взаємозалежних циліндрів, фіксуючих ґратчастий пресовий елемент в нижньому положенні і поєднаних з джерелами тиску, розташованими на траверсі таким чином, щоб їх висунуті штоки мали можливість силової взаємодії з рухомим пружно закріпленим на траверсі пресовим елементом для створення зусилля протитиснення. 7. Пристрій за п. 6, який відрізняється тим, що він забезпечений силовою системою фіксації наповнювальної рамки з опокою під час пресування і протягування, виконаного у вигляді циліндрів зі штоками, притискаючих наповнювальну рамку з опокою до траверси, розташованих на основі або на підйомній плиті робочого столу. 8. Пристрій за п. 6, який відрізняється тим, що пристрій для заповнення формувальною сумішшю наповнювальної рамки і опоки містить бункер-дозатор з регульованою засувкою і стрічковий живильник, атакож привід прямого і зворотного відносного переміщення робочого столу і живильника в горизонтальній площині, виконаний з можливістю забезпечення зворотнопоступальних переміщень. 9. Пристрій за п. 6, який відрізняється тим, що пристрій для заповнення формувальною сумішшю наповнювальної рамки і опоки містить бункер-дозатор з регульованою засувкою і стрічковий живильник, а також хитний землепровід, розташований під живильником і забезпечений приводом зворотно-кутових переміщень. 6 UA 105886 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing casting moulds and apparatus for carrying out said method
Автори англійськоюBekh, Nikolai Ivanovich, Volkomich, Anatoly Alexandrovich, Lutts, Rudolf Rudolfovich
Назва патенту російськоюСпособ изготовления литейных форм и устройство для его осуществления
Автори російськоюБех Николай Иванович, Волкомич Анатолий Александрович, Лутц Рудольф Рудольфович
МПК / Мітки
МПК: B22C 15/00
Мітки: здійснення, виготовлення, ливарних, спосіб, пристрій, форм
Код посилання
<a href="https://ua.patents.su/9-105886-sposib-vigotovlennya-livarnikh-form-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ливарних форм і пристрій для його здійснення</a>
Спосіб вакуумування ливарних форм та пристрій для його здійснення
Номер патенту: 104947
Опубліковано: 25.03.2014
Автор: Романець Валерій Микитович
МПК: B22D 13/00
Мітки: вакуумування, форм, здійснення, ливарних, спосіб, пристрій
Формула / Реферат:
1. Спосіб вакуумування ливарних форм, який використовують під час процесу вібровідцентрового литва, який відрізняється тим, що над ливарною формою створюють область вихрового простору змінно-зниженого тиску, розрідження здійснюють в зоні звужень щілинного каналу, які утворюють між хвильовою площиною дископодібного екрана і поверхнею ливарної форми. 2. Пристрій для вакуумування, що містить раму з ливарною формою, заливальну лійку і...
Формувальна суміш для виготовлення ливарних форм для лиття металів, спосіб виготовлення ливарних форм, ливарна форма та її застосування
Номер патенту: 100030
Опубліковано: 12.11.2012
Автори: Фрон Маркус, Мюллер Дженс, Кох Дітер, Кьоршген Йорг
Мітки: ливарних, виготовлення, металів, лиття, формувальна, форм, спосіб, застосування, форма, суміш, ливарна
Формула / Реферат:
1. Формувальна суміш для виготовлення ливарних форм для лиття металів, що містить щонайменше:- вогнетривкий основний формувальний матеріал,- зв'язувальний матеріал, на основі рідкого скла,- частку часток оксиду металу, що вибрана із групи двооксиду кремнію, оксиду алюмінію, оксиду титану та оксиду цинку,яка відрізняється тим, що додатково формувальна суміш містить частку щонайменше одного тенсиду.2....
Спосіб виготовлення ливарних магнітних форм
Номер патенту: 17070
Опубліковано: 16.07.2001
Автори: Шинський Олег Йосипович, Васильєв Ігор Борисович, Ткачук Ігор Володимирович, Католіченко Володимир Іванович
МПК: B22C 9/00
Мітки: спосіб, магнітних, ливарних, форм, виготовлення
Формула / Реферат:
Способ изготовления литейных магнитных форм, включающий установку в опоку газифицируемой модели, заполнение опоки ферромагнитным сыпучим материалом и упрочнение его вибрацией и магнитным полем, отличающийся тем, что опоку, с установленной в ней моделью, заполняют ферромагнитным сыпучим материалом с различной начальной температурой, причем, участки, соответствующие термическим узлам и массивным сечениям отливки - материалом с отрицательной...
Спосіб виготовлення ливарних форм
Номер патенту: 82024
Опубліковано: 25.07.2013
Автори: Дорошенко Володимир Степанович, Русаков Петро Володимирович, Шинський Олег Йосипович
Мітки: форм, ливарних, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення ливарних форм, що включає поміщення в ємність для формування, яка має газонепроникні стінки і вентиляційну систему, моделі та піщаного формувального матеріалу, ущільнення цього матеріалу із застосуванням вібрації, який відрізняєтьсятим, що вібрацію надають піщаному формувальному матеріалу шляхом зміни тиску газу навколо піщинок цього матеріалу.2. Спосіб за п. 1, який відрізняється тим, що зміни тиску газу...
Спосіб формування насипних ливарних форм
Номер патенту: 75527
Опубліковано: 10.12.2012
Автори: Найдек Володимир Леонтійович, Шинський Олег Йосипович, Русаков Петро Володимирович
МПК: B22C 15/00, B22C 9/00
Мітки: форм, спосіб, насипних, ливарних, формування
Формула / Реферат:
1 Спосіб формування насипних ливарних форм, що включає вібраційне ущільнення формувальної суміші від збудника механічних коливань, який відрізняється тим, що ущільнення формувальної суміші здійснюють при циклічній зміні газового стану в ливарній формі, при цьому в три стадії в кожному циклі, змінюють газовий тиск так, що на всіх перших стадіях у формі створюють газове розрідження
Попередній патент: Спосіб з’єднання кристалічних деталей, зокрема з сапфіру
Наступний патент: Спосіб виготовлення перфорованого монолітного пакету з аркушів полікарбонату
Випадковий патент: Спосіб вимірювання пластичної деформації металів