Автоматична заміна чорнових форм при виготовленні пустотілих скляних виробів
Формула / Реферат
1. Спосіб виготовлення пустотілого скляного виробу за допомогою установки I.S. і робота, що переміщається вздовж ряду чорнових форм установки, який відрізняється тим, що робот виконаний з можливістю здійснення заміни однієї або послідовної заміни декількох чорнових форм і містить маніпулятор, забезпечений електромагнітом, причому заміна чорнової форми включає:
- закриття двох півформ чорнової форми шляхом впливу тиском,
- приведення в дію електромагніта,
- скидання тиску,
- наступне вивільнення чорнової форми.
2. Спосіб за п. 1, який відрізняється тим, що робот виконаний з можливістю встановлення на ньому декількох інструментів з різними функціями, одночасно і/або почергово.
3. Спосіб за одним з попередніх пунктів, який відрізняється тим, що робот виконаний з можливістю здійснення змащування однієї або декількох чорнових форм, секція за секцією, зокрема, шляхом розпилення.
4. Спосіб за одним з попередніх пунктів, який відрізняється тим, що робот виконаний з можливістю вимірювання температур однієї або декількох чорнових форм, секція за секцією.
5. Спосіб за п. 4, який відрізняється тим, що робот містить оптичний пірометр, інфрачервоний оптичний пристрій або аналогічний пристрій.
6. Спосіб за одним з попередніх пунктів, який відрізняється тим, що робот виконаний з можливістю очищення порожнини однієї або декількох чорнових форм, секція за секцією.
7. Спосіб за п. 6, який відрізняється тим, що робот містить абразивний інструмент, такий як обертова щітка.
8. Спосіб за одним з попередніх пунктів, який відрізняється тим, що робот виконаний з можливістю зйомки зображень однієї або декількох чорнових і обробних форм, секція за секцією.
9. Спосіб за п. 8, який відрізняється тим, що робот містить камеру, пов'язану з програмою обробки зображення або розпізнавання.
Текст
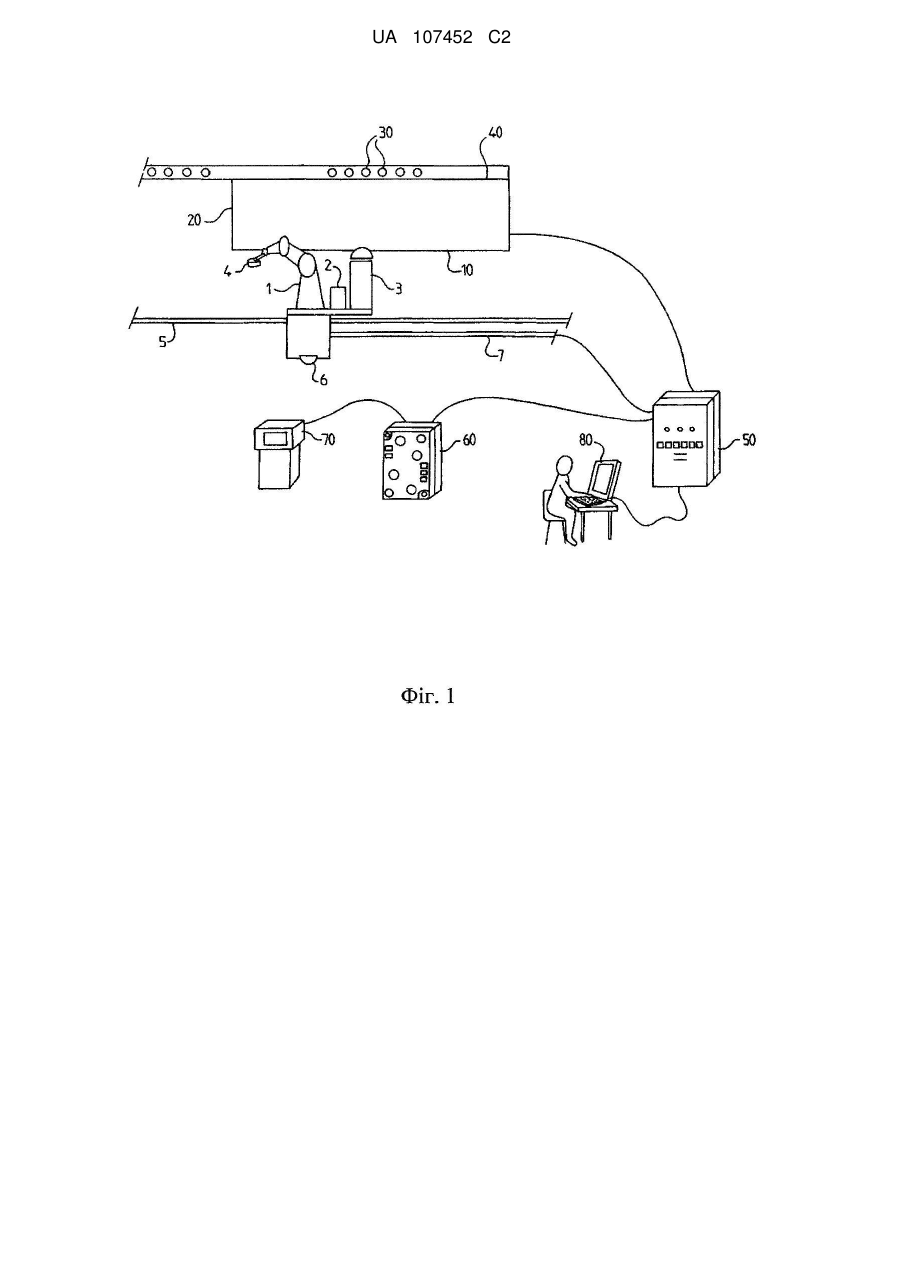
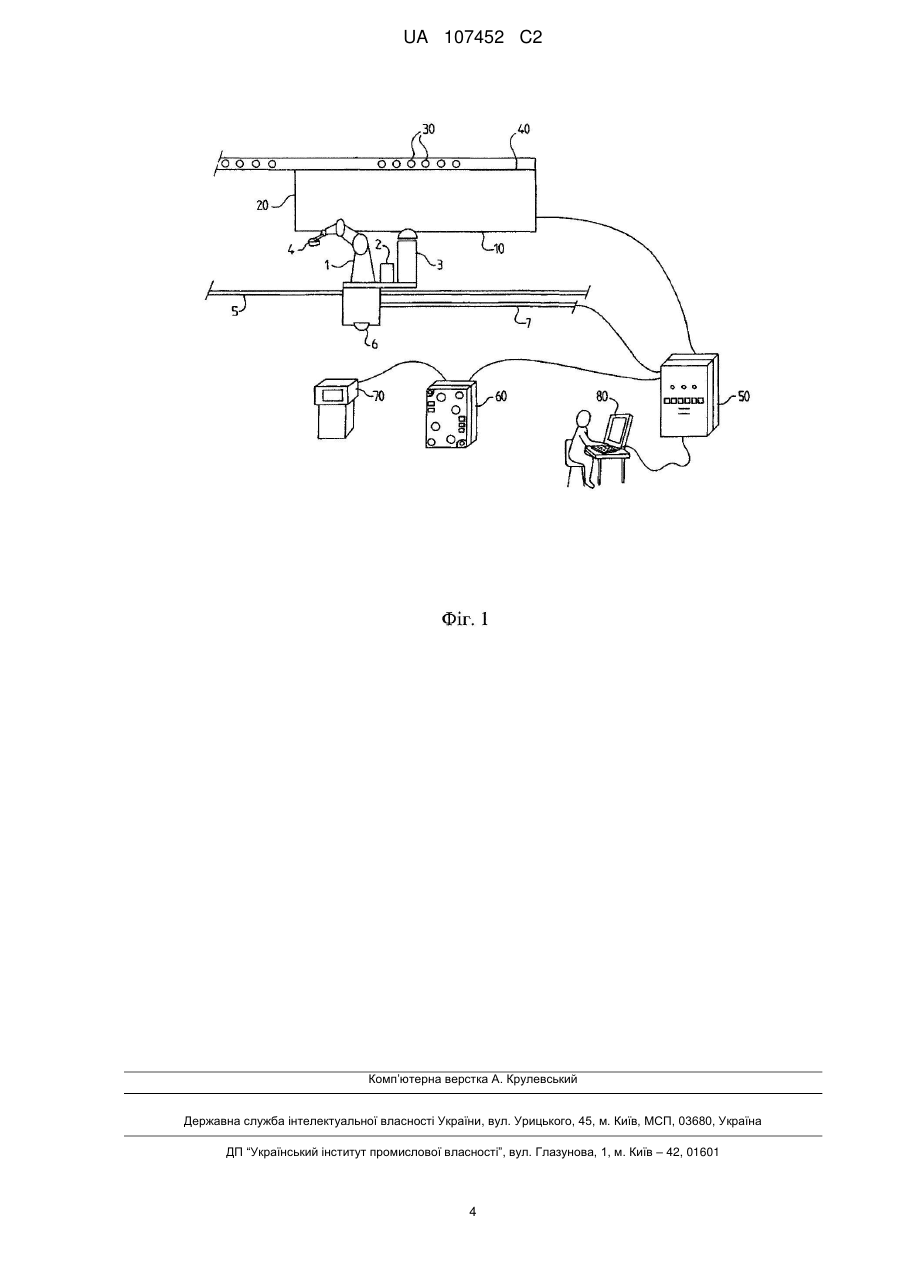
Реферат: Спосіб виготовлення пустотілого скляного виробу за допомогою установки I.S. і робота, що переміщається вздовж ряду чорнових форм установки, який відрізняється тим, що робот виконаний з можливістю здійснення заміни однієї або послідовної заміни декількох чорнових форм і містить маніпулятор, забезпечений електромагнітом, причому заміна чорнової форми включає: закриття двох півформ чорнової форми шляхом впливу тиском; приведення в дію електромагніта; скидання тиску; наступне вивільнення чорнової форми. UA 107452 C2 (12) UA 107452 C2 UA 107452 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід стосується виготовлення пустотілих скляних виробів, таких як пляшки, флакони або банки. Для цього виготовлення застосовують установки I.S. (Individual Section), в яких кожна секція призначена для обробки однієї набірки скляної маси або декількох набірок одночасно, при цьому кожну набірку розміщують і обробляють в чорновій формі, потім у відповідній обробній формі. Чорнова форма складається з двох напівформ, які створюють вертикальну площину стику. Обидві напівформи замикаються на кільцевій формі, яка знаходиться на нижньому кінці чорнової форми. Чорнова форма містить також пуансон, профіль якого визначає внутрішній простір кільця. Завантаження набірки в чорнову форму відбувається за рахунок сили тяжіння через відкритий верхній кінець, над яким знаходиться лійка. У способі видування-пресування це завантаження здійснюють при положенні пуансона в стані вичікування. Потім закривають верхній кінець чорнової форми дном, після чого пуансон здійснює рух від кільцевої форми вгору і захоплює за собою набірку. Після заповнення дна форми (верхня частина) скло проходить через канали пресування для утворення кільця. У способі видування-видування завантаження набірки здійснюють при верхньому положенні пуансона, хоч і протягом відносно короткого часу. Верхній кінець чорнової форми з'єднаний з засобом для стиснення дна набірки, в результаті чого отримують кільце. Потім цей верхній кінець закривають дном заготівки, пуансон опускають і видуванням виконують отвір в заготівці. Дно заготівки і обидві чорнові напівформи відкривають, і заготівку, що утримується кільцевою формою, переміщують в обробну форму, повертаючи її навколо горизонтальної осі. Формування заготівки для отримання готового виробу здійснюють в три фази: - подовження заготівки під дією власної ваги; - видування подовженої заготівки; - діставання пляшки. Основною причиною появи поверхневих дефектів на готовому виробі є відносно сильний контакт між набіркою і поверхнею порожнини чорнової форми під час завантаження. Щоб усунути ці дефекти, необхідно контролювати якість порожнини, а також ковзання набірки по поверхні порожнини шляхом її періодичного змащування. У деяких випадках можна підвищити якість поверхні порожнини шляхом абразивної або аналогічної обробки. Однак при істотному погіршенні цієї якості чорнову форму необхідно замінювати. Звичайно цю заміну проводить оператор. Зрозуміло, вона вимагає зупинки відповідної секції протягом достатнього часу. Чорнові форми є важкими і відносно недоступними, тому оператор повинен переносити їх, нахиляючи уперед свій хребет, що приводить до розтягнень, болів або травм. Крім того, оператор працює в шумному середовищі і при підвищеній температурі. Винахідники поставили перед собою задачу розробки нового способу, в якому заміна чорнової форми відбувається за мінімальний проміжок часу і без створення вищезазначених проблем для оператора. Ця мета досягається за рахунок винаходу, об'єктом якого є спосіб виготовлення пустотілого скляного виробу за допомогою установки I.S. і робота, що переміщається вздовж ряду чорнових форм установки, який відрізняється тим, що робот виконаний з можливістю здійснення заміни однієї або декількох чорнових форм, секція за секцією. Зокрема, робот виконаний з можливістю заміни всіх чорнових форм, що знаходяться в одній секції. Для цього переважно робот містить електромагніт або електромагніти в кількості, відповідній числу чорнових заготівок в секції установки I.S. Таким чином, переважно один електромагніт призначений для заміни однієї чорнової форми, хоч винахід не виключає можливості заміни декількох чорнових форм одночасно за допомогою одного електромагніту за умови, що він має форму і характеристики, які відповідають цій функції. У іншому переважному варіанті виконання робот містить тільки один електромагніт для заміни тільки однієї чорнової форми за один раз, але дозволяє замінювати декілька форм послідовно. У способі згідно з винаходом переважно заміна чорнової форми містить: - закриття двох напівформ чорнової форми шляхом впливу тиском, - приведення в дію електромагніту, - скидання тиску, - потім вивільнення чорнової форми. 1 UA 107452 C2 5 10 15 20 25 30 35 40 45 50 55 60 Переважно робот виконаний з можливістю встановлення на ньому декількох інструментів з різними функціями, одночасно і/або почергово. Один або декілька з цих інструментів можуть бути знімними. Так, згідно з переважними відмітними ознаками винаходу: - робот виконаний з можливістю здійснення змащування однієї або декількох чорнових форм, секція за секцією, зокрема, шляхом розпилення; - робот виконаний з можливістю вимірювання температур однієї або декількох чорнових форм, секція за секцією, зокрема, за рахунок того, що на ньому встановлюють оптичний пірометр, інфрачервоний оптичний пристрій або аналогічний пристрій (при цьому контролюють рівень температур чорнових форм і рівність температур двох утворюючих їх напівформ); - робот виконаний з можливістю очищення порожнини однієї або декількох чорнових форм, секція за секцією; наприклад, для цього на ньому встановлюють абразивний інструмент, такий як обертова щітка; - робот виконаний з можливістю зйомки зображень однієї або декількох чорнових форм, секція за секцією, і містить, зокрема, камеру, пов'язану з програмою обробки зображення або розпізнавання. Об'єктом даного винаходу є також установка I.S. для виготовлення пустотілих скляних виробів, що містить робот, який переміщається вздовж ряду чорнових форм, який відрізняється тим, що робот виконаний з можливістю встановлення на ньому декількох інструментів з різними функціями, одночасно і/або почергово. Переважно ці інструменти вибирають з групи, в яку входять електромагніт, і/або насадка для змащування розпиленням, і/або оптичний пірометр, інфрачервоний оптичний пристрій або аналогічний пристрій, і/або обертовий абразивний інструмент, і/або камера або аналогічний пристрій. Винахід проілюстрований нижченаведеним прикладом з посиланнями на прикладену фіг. 1, на якій показаний загальний схематичний вигляд пристрою заміни чорнової форми відповідно до даного винаходу, з'єднаного з інтерфейсами, необхідними для забезпечення його роботи. Приклад Як показано на фіг. 1, робот 1 з шістьма осями переміщення містить електромагніт 4 для заміни однієї чорнової форми за один раз або декількох чорнових форм послідовно. Робот 1 розташований з боку чорнових форм 10 установки I.S. 20. Пляшки 30 отримують з боку обробних форм 40 установки I.S. 20. Центральний пост 50 зв'язує робота 1 з установкою I.S. 20, забезпечуючи керування циклами роботи робота 1 і адаптацію одного або декількох робочих циклів секції, на якій в даний момент працює робот 1. З іншої сторони, центральний пост 50 отримує від установки I.S. 20 дані, такі як вказівки на дефекти пляшок 30, які можуть вимагати втручання робота 1 на відповідній секції. Центральний пост 50 отримує також інформацію від самого робота 1, таку як близькість стороннього предмета, яка спричиняє адаптацію рухів або зупинку робота, а також адаптацію роботи установки I.S. Центральний пост 50 пов'язаний з електричною шафою 60, яка, в свою чергу, з'єднана з обчислювальним пристроєм 70, і обидва вони призначені для обслуговування рухів робота. Нарешті, центральний пост 50 з'єднаний з терміналом 80, за допомогою якого оператор може відстежувати, а також втручатися в роботу всього комплексу. Робот 1 з шістьма осями переміщення встановлений з можливістю поступального переміщення на напрямній 5, яка проходить вздовж ряду чорнових форм не показаної установки I.S. Різні кабелі, з'єднані з роботом 1 (електричне живлення, керування рухами робота, живлення стисненим повітрям і т. д.), об'єднані в кабельну магістраль 7 з компенсацією поступального переміщення робота 1. Робот 1 обладнаний детектором 6 виявлення стороннього предмета, пов'язаним з пристроєм автоматичної зупинки. З іншого боку, маніпулятор робота має функцію автоматичного сповільнення, яка знижує ефект можливого контакту, наприклад, у разі збоїв в роботі детектора 6. Робот 1 містить двигун 2, який забезпечує його поступальний рух. Він містить електромагніт 4, призначений для послідовної заміни двох чорнових форм секцій установки I.S. з подвійною набіркою. Робот 1 містить масляний резервуар 3 і джерело живлення стиснутим повітрям під тиском 5 бар, які призначені для з'єднання з не показаними розпилювальними насадками, у разі необхідності, виконаними знімними і призначеними для змащування чорнових форм. Далі йде опис роботи електромагніту 4. 2 UA 107452 C2 5 10 15 20 25 Призначена для заміни чорнова форма закрита відповідно до спеціального циклу установки I.S. Маніпулятор робота 1 з встановленим на ньому електромагнітом 4 розташовують над призначеною для заміни чорновою формою. Маніпулятор робота 1 опускають до чорнової форми, ще закритою за рахунок дії тиску, і активують електромагніт. Тиск закриття чорнової форми відключають. Чорнову форму злегка піднімають, щоб вивільнити зони з'єднання в паз. Тримач чорнової форми відкривають, потім з нього витягують чорнову форму і укладають шляхом деактивації електромагніту. Для місцеположення нової чорнової форми операції здійснюють в зворотному порядку. Після цього можна зробити заміну іншої чорнової форми секції за допомогою цього ж способу. Заміна чорнової форми може супроводжуватися виявленням дефектів на пляшках 30, як було указано вище. Процес можна здійснювати автоматично через рівномірні проміжки часу або після певного числа циклів установки I.S. Існують також інші можливості для усунення дефектів, виявлених на пляшках. Першим методом є змащування чорнової форми, зокрема, за допомогою насадки для розпилення масла, що встановлюється на роботі і, у разі необхідності, виконаної знімною, одночасно з електромагнітом і іншими інструментами або почергово. Другим методом є очищення порожнини чорнової форми за допомогою абразивного інструмента, що приводиться у обертання і також що встановлюється на роботі, у разі необхідності, виконаного знімним, одночасно з іншими інструментами або почергово. Точно так само на роботі можна встановлювати додатково або почергово і, у разі необхідності, також рознімно: - один або декілька інструментів вимірювання температури (таких як оптичний пірометр), - одну або дві камери (по одній для кожної чорнової форми, що знаходиться в секції), пов'язані щонайменше з однією програмою обробки зображення або розпізнавання, наприклад, для виявлення відкритого положення форми або для ідентифікації цієї форми (ідентифікаційні номери). 30 ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Спосіб виготовлення пустотілого скляного виробу за допомогою установки I.S. і робота, що переміщається вздовж ряду чорнових форм установки, який відрізняється тим, що робот виконаний з можливістю здійснення заміни однієї або послідовної заміни декількох чорнових форм і містить маніпулятор, забезпечений електромагнітом, причому заміна чорнової форми включає: - закриття двох півформ чорнової форми шляхом впливу тиском, - приведення в дію електромагніта, - скидання тиску, - наступне вивільнення чорнової форми. 2. Спосіб за п. 1, який відрізняється тим, що робот виконаний з можливістю встановлення на ньому декількох інструментів з різними функціями, одночасно і/або почергово. 3. Спосіб за одним з попередніх пунктів, який відрізняється тим, що робот виконаний з можливістю здійснення змащування однієї або декількох чорнових форм, секція за секцією, зокрема, шляхом розпилення. 4. Спосіб за одним з попередніх пунктів, який відрізняється тим, що робот виконаний з можливістю вимірювання температур однієї або декількох чорнових форм, секція за секцією. 5. Спосіб за п. 4, який відрізняється тим, що робот містить оптичний пірометр, інфрачервоний оптичний пристрій або аналогічний пристрій. 6. Спосіб за одним з попередніх пунктів, який відрізняється тим, що робот виконаний з можливістю очищення порожнини однієї або декількох чорнових форм, секція за секцією. 7. Спосіб за п. 6, який відрізняється тим, що робот містить абразивний інструмент, такий як обертова щітка. 8. Спосіб за одним з попередніх пунктів, який відрізняється тим, що робот виконаний з можливістю зйомки зображень однієї або декількох чорнових і обробних форм, секція за секцією. 9. Спосіб за п. 8, який відрізняється тим, що робот містить камеру, пов'язану з програмою обробки зображення або розпізнавання. 3 UA 107452 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic substitution of blank moulds in the manufacture of hollow glass products
Автори російськоюGhione, Samuele, Zanella, Evelino
МПК / Мітки
МПК: C03B 9/193, C03B 9/41, C03B 9/16, C03B 40/00
Мітки: автоматична, виробів, скляних, пустотілих, чорнових, форм, заміна, виготовленні
Код посилання
<a href="https://ua.patents.su/6-107452-avtomatichna-zamina-chornovikh-form-pri-vigotovlenni-pustotilikh-sklyanikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Автоматична заміна чорнових форм при виготовленні пустотілих скляних виробів</a>
Автоматичне змащування форм для виготовлення порожнистих скляних виробів
Номер патенту: 97367
Опубліковано: 10.02.2012
Автори: Занелла Евеліно, Гіоне Самуелє
МПК: C03B 9/40, C03B 40/00
Мітки: порожнистих, скляних, форм, автоматичне, виготовлення, виробів, змащування
Формула / Реферат:
1. Спосіб виготовлення порожнистого скляного виробу (30) з використанням щонайменше однієї форми, яка містить дві півформи (100, 200), що закриваються на одному кінці на шийковій формі (300) і закриваються на іншому кінці дном, при цьому проводять змащування щонайменше однієї із згаданих форм в закритому положенні згаданих півформ (100, 200) на шийковій формі, при цьому згадане дно не закриває згаданий інший кінець, який відрізняється тим,...
Пристрій для змащування форм при формуванні скляних виробів та спосіб змащування форм з його використанням
Номер патенту: 87039
Опубліковано: 10.06.2009
Автор: Крамер Джеффрі У.
МПК: C03B 40/00
Мітки: виробів, змащування, використанням, пристрій, скляних, формуванні, спосіб, форм
Формула / Реферат:
1. Пристрій для змащування форм у склоформувальній машині спалюванням щонайменше одного горючого газу, який відрізняється тим, що містить:вал (20), який розташований суміжно з формою та має щонайменше один газовий канал (40),колекторний блок (22), який виконаний з можливістю ковзання по валу (20) для поздовжнього регулювання довжини вала,важіль (78), який проходить від колекторного блока в поперечному напрямку щодо...
Лоток для пустотілих виробів
Номер патенту: 78909
Опубліковано: 10.04.2013
Автор: Чубаренко Олександр Олександрович
МПК: B65D 6/04
Мітки: пустотілих, лоток, виробів
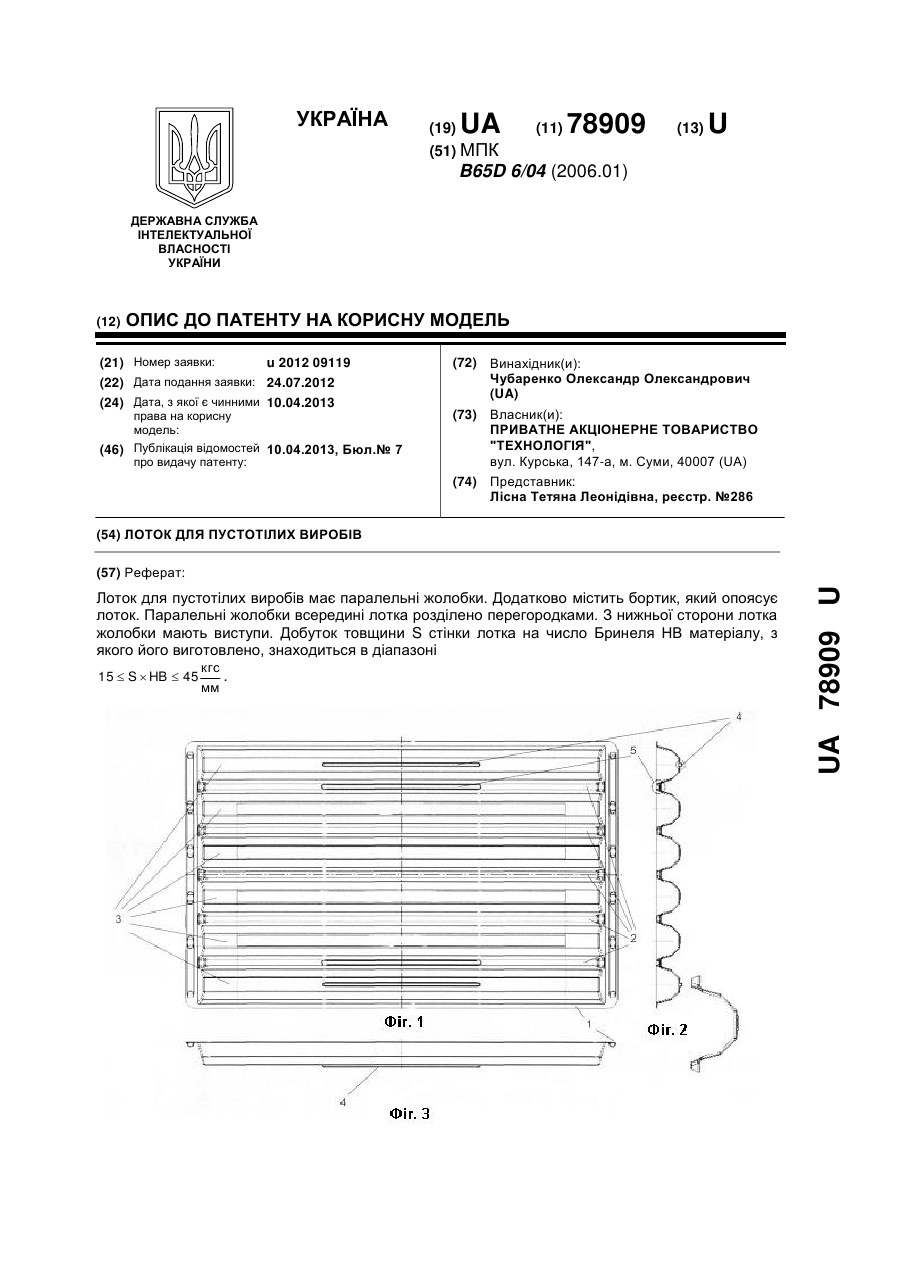
Формула / Реферат:
1. Лоток для пустотілих виробів, що має паралельні жолобки, який відрізняється тим, що містить бортик, який опоясує лоток, паралельні жолобки всередині лотка розділено перегородками, з нижньої сторони лотка жолобки мають виступи, при цьому добуток товщини S стінки лотка на число Бринеля НВ матеріалу, з якого його виготовлено, знаходиться в діапазоні.2. Лоток...
Пристрій для транспортування пустотілих виробів
Номер патенту: 72115
Опубліковано: 17.01.2005
Автори: Корчак Олена Сергіївна, Роганов Лев Леонідович, Роганов Максим Львович
МПК: B65D 25/22
Мітки: пустотілих, транспортування, виробів, пристрій
Формула / Реферат:
Пристрій для транспортування пустотілих виробів, що містить пружний елемент, поршневий циліндр, шток, з'єднаний з пружним елементом та підйомним кільцем, який відрізняється тим, що пружний елемент виконано у вигляді гнучких металевих пластин з нанесеним на них фрикційним матеріалом, при цьому шар фрикційного матеріалу виконаний плоским, рифленим, шинованим або комбінованим, а при транспортуванні вантажу з буртами усередині отвору, металеві...
Покриття для пристрою, призначеного для формування скляних виробів
Номер патенту: 106479
Опубліковано: 10.09.2014
Автор: Білльєре Домінік
МПК: C23C 30/00, C23C 4/12, C23C 4/08, C03B 9/48, C03B 9/00, C23C 4/06, C03B 9/347
Мітки: скляних, призначеного, формування, пристрою, покриття, виробів
Формула / Реферат:
1. Покриття для пристрою, призначеного для формування скляних виробів, яке відрізняється тим, що воно включає:першу квазікристалічну або близьку до неї, або аморфну металеву фазу ідругу фазу, яка включає евтектичний сплав, що має температуру плавлення від 950 до 1150 °C і номінальну твердість від 30 до 65 HRc.2. Покриття за п. 1, яке відрізняється тим, що воно включає третю тверду змащувальну фазу.3. Покриття...
Попередній патент: Піридилоксиіндоли – інгібітори vegf-r2 та їх застосування для лікування захворювання
Наступний патент: Фіксатор та система кріплення, яка включає такий фіксатор для з’єднання землерийного пристосування з ріжучою кромкою ковша
Випадковий патент: Система установки комплексу індукційної тигельної печі