Верстат для виготовлення на кінці труби горловини малого діаметра

Формула / Реферат
Верстат для виготовлення на кінці труби горловини малого діаметра, який вміщує станину зі змонтованим на ній привідним шпинделем, виконаним у вигляді внутрішнього та зовнішнього валів, головку шпинделя, зі змонтованими валиками, зв'язаними з зубчатим приводом, на якому установлено деформуючий ролик, який відрізняється тим, що деформуючі ролики виконані так, що сумарна деформація від початкового діаметра труби до кінцевого діаметра горловини розподілена між згаданими роликами рівномірно, при цьому згадані ролики з’єднані розпірною пластиною, а верстат оснащений пристроєм для затискання труби та подачі її в зону деформування.
Текст
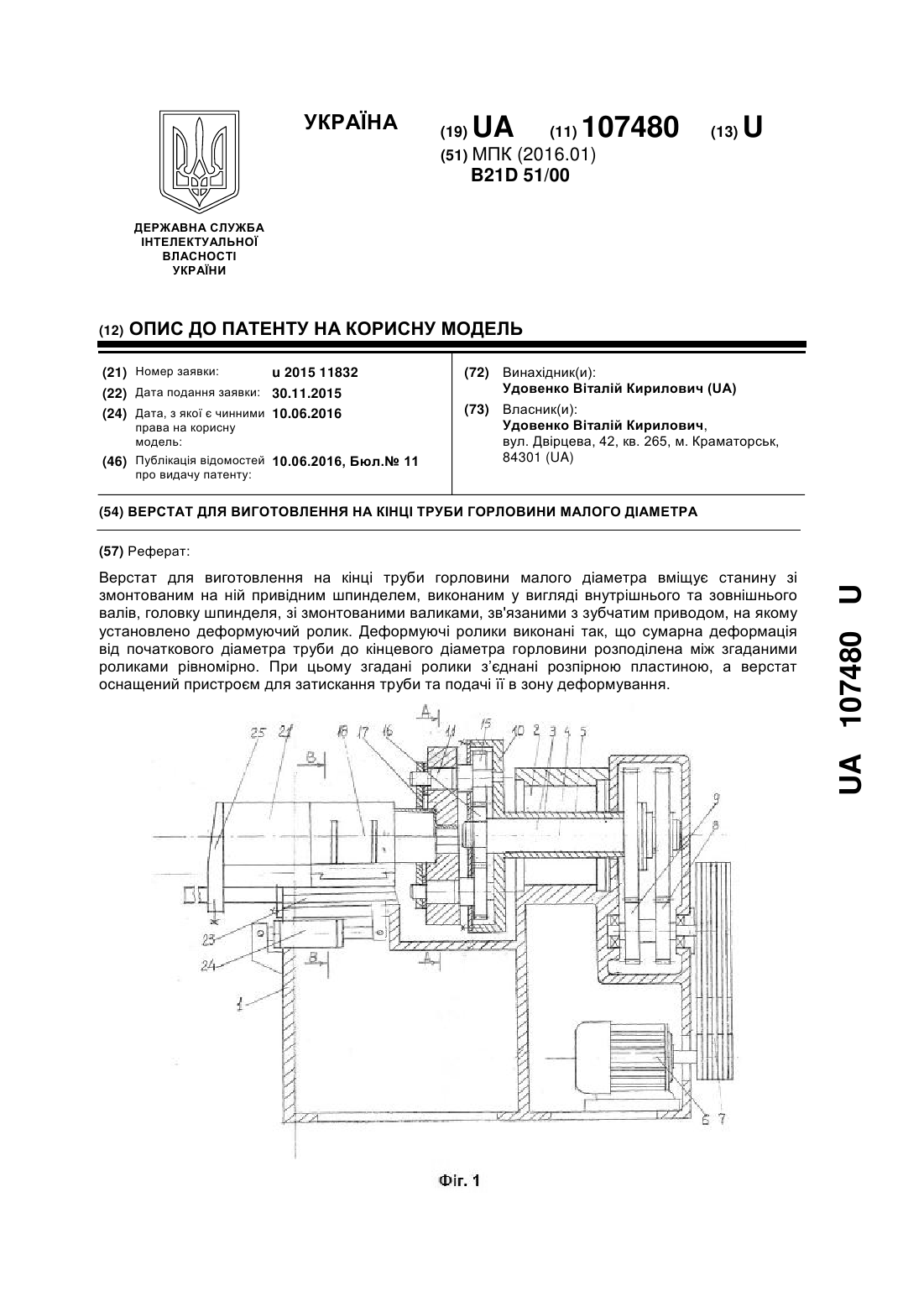
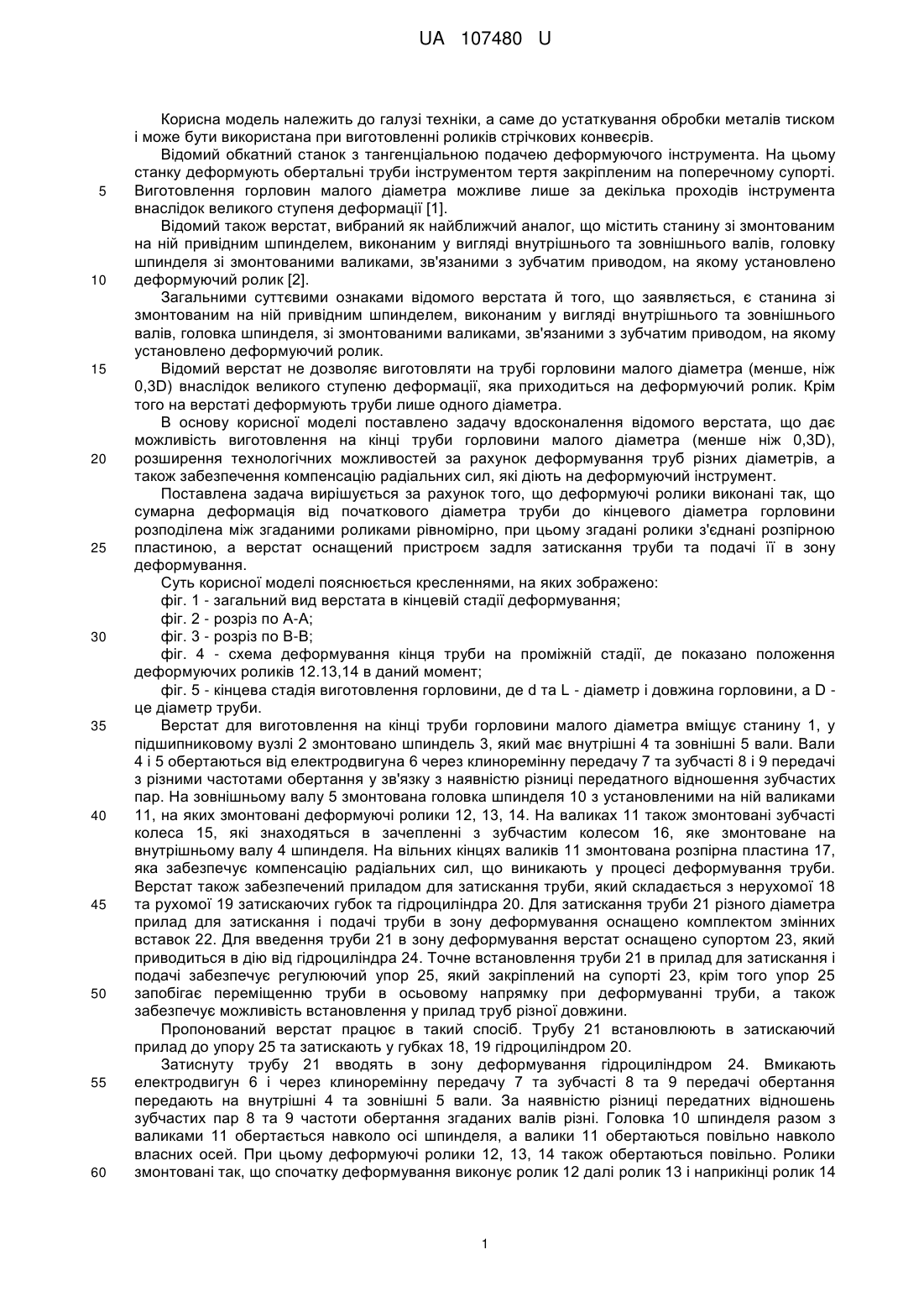
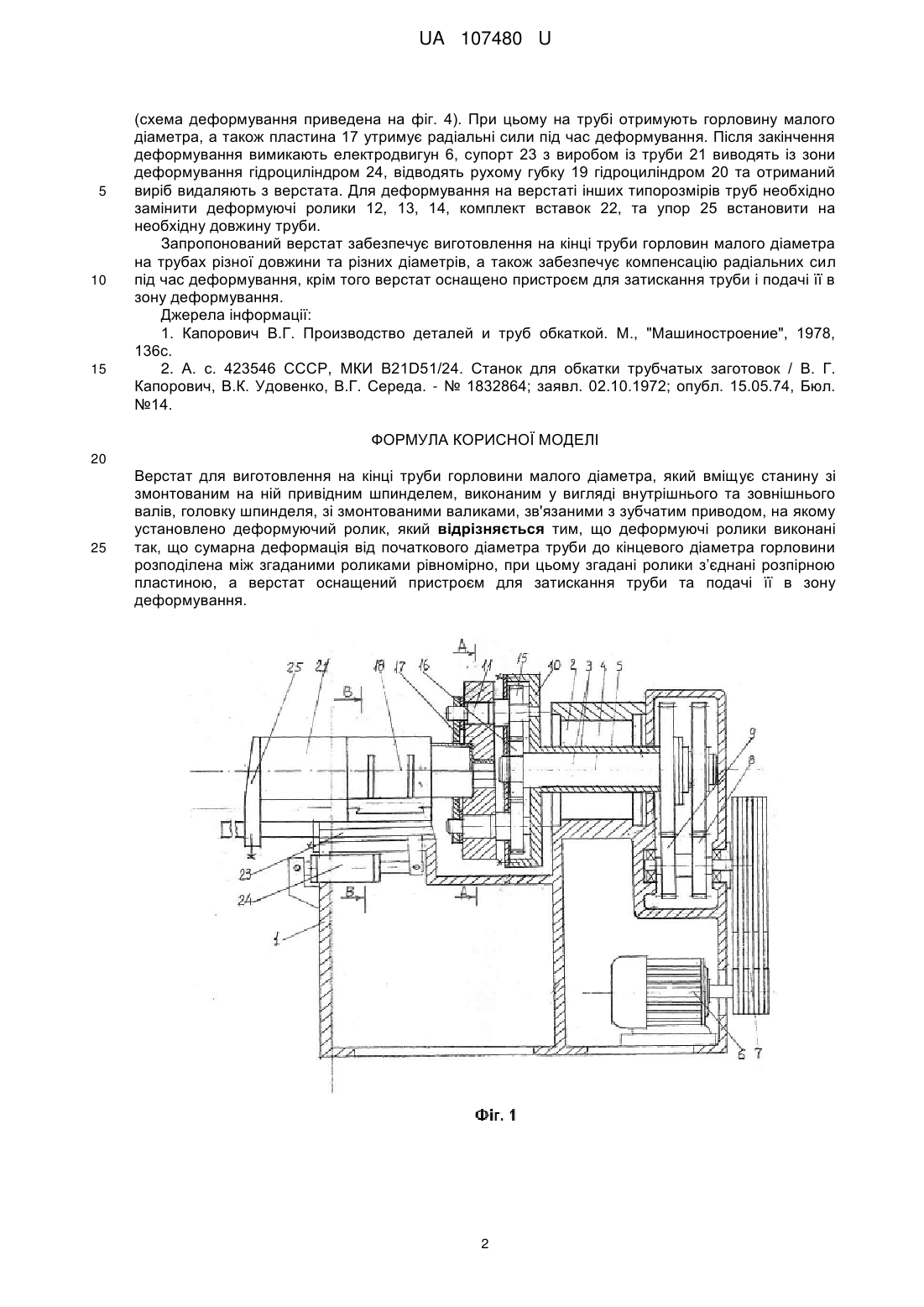
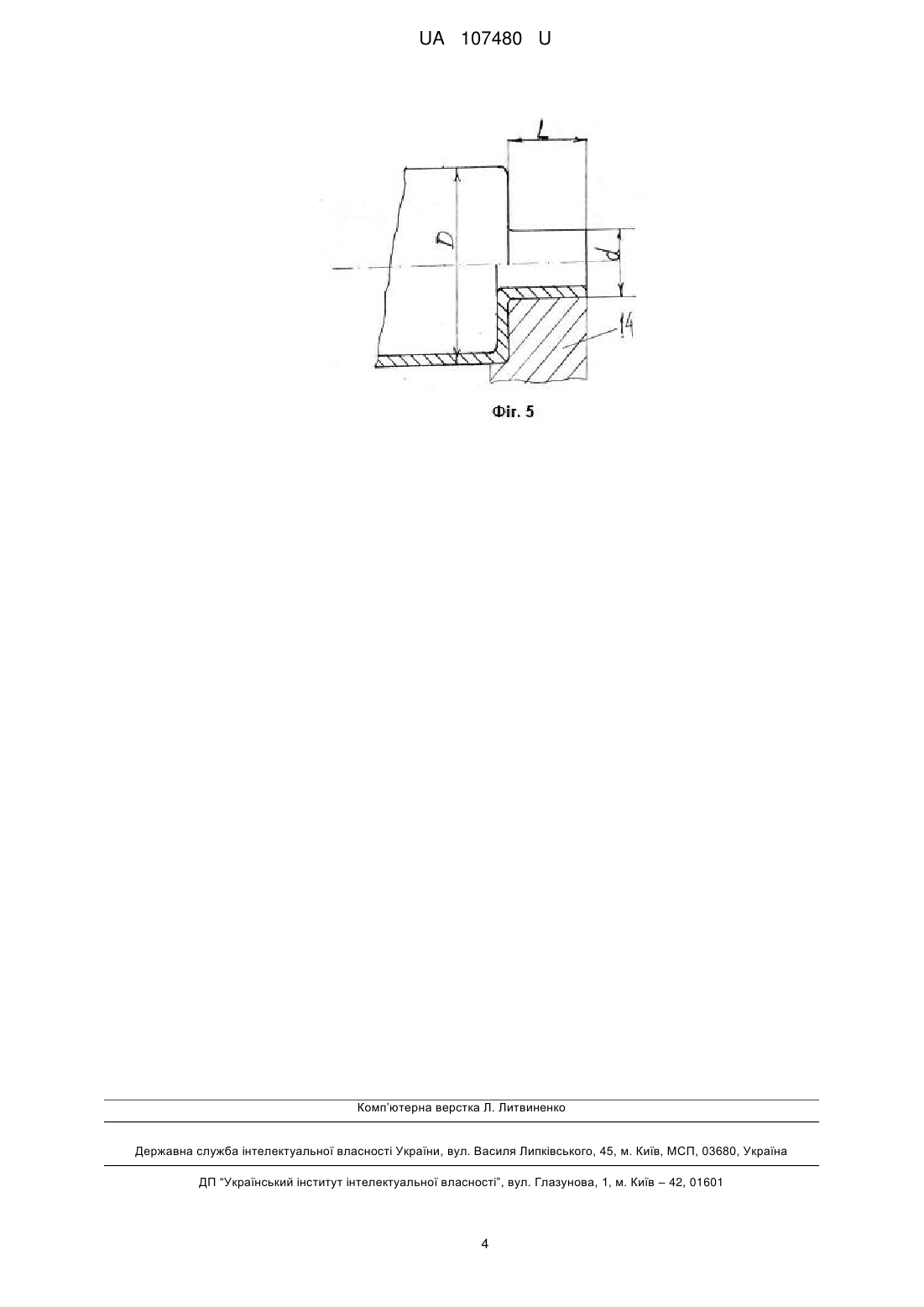
Реферат: UA 107480 U UA 107480 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до устаткування обробки металів тиском і може бути використана при виготовленні роликів стрічкових конвеєрів. Відомий обкатний станок з тангенціальною подачею деформуючого інструмента. На цьому станку деформують обертальні труби інструментом тертя закріпленим на поперечному супорті. Виготовлення горловин малого діаметра можливе лише за декілька проходів інструмента внаслідок великого ступеня деформації [1]. Відомий також верстат, вибраний як найближчий аналог, що містить станину зі змонтованим на ній привідним шпинделем, виконаним у вигляді внутрішнього та зовнішнього валів, головку шпинделя зі змонтованими валиками, зв'язаними з зубчатим приводом, на якому установлено деформуючий ролик [2]. Загальними суттєвими ознаками відомого верстата й того, що заявляється, є станина зі змонтованим на ній привідним шпинделем, виконаним у вигляді внутрішнього та зовнішнього валів, головка шпинделя, зі змонтованими валиками, зв'язаними з зубчатим приводом, на якому установлено деформуючий ролик. Відомий верстат не дозволяє виготовляти на трубі горловини малого діаметра (менше, ніж 0,3D) внаслідок великого ступеню деформації, яка приходиться на деформуючий ролик. Крім того на верстаті деформують труби лише одного діаметра. В основу корисної моделі поставлено задачу вдосконалення відомого верстата, що дає можливість виготовлення на кінці труби горловини малого діаметра (менше ніж 0,3D), розширення технологічних можливостей за рахунок деформування труб різних діаметрів, а також забезпечення компенсацію радіальних сил, які діють на деформуючий інструмент. Поставлена задача вирішується за рахунок того, що деформуючі ролики виконані так, що сумарна деформація від початкового діаметра труби до кінцевого діаметра горловини розподілена між згаданими роликами рівномірно, при цьому згадані ролики з'єднані розпірною пластиною, а верстат оснащений пристроєм задля затискання труби та подачі її в зону деформування. Суть корисної моделі пояснюється кресленнями, на яких зображено: фіг. 1 - загальний вид верстата в кінцевій стадії деформування; фіг. 2 - розріз по А-А; фіг. 3 - розріз по В-В; фіг. 4 - схема деформування кінця труби на проміжній стадії, де показано положення деформуючих роликів 12.13,14 в даний момент; фіг. 5 - кінцева стадія виготовлення горловини, де d та L - діаметр і довжина горловини, a D це діаметр труби. Верстат для виготовлення на кінці труби горловини малого діаметра вміщує станину 1, у підшипниковому вузлі 2 змонтовано шпиндель 3, який має внутрішні 4 та зовнішні 5 вали. Вали 4 і 5 обертаються від електродвигуна 6 через клиноремінну передачу 7 та зубчасті 8 і 9 передачі з різними частотами обертання у зв'язку з наявністю різниці передатного відношення зубчастих пар. На зовнішньому валу 5 змонтована головка шпинделя 10 з установленими на ній валиками 11, на яких змонтовані деформуючі ролики 12, 13, 14. На валиках 11 також змонтовані зубчасті колеса 15, які знаходяться в зачепленні з зубчастим колесом 16, яке змонтоване на внутрішньому валу 4 шпинделя. На вільних кінцях валиків 11 змонтована розпірна пластина 17, яка забезпечує компенсацію радіальних сил, що виникають у процесі деформування труби. Верстат також забезпечений приладом для затискання труби, який складається з нерухомої 18 та рухомої 19 затискаючих губок та гідроциліндра 20. Для затискання труби 21 різного діаметра прилад для затискання і подачі труби в зону деформування оснащено комплектом змінних вставок 22. Для введення труби 21 в зону деформування верстат оснащено супортом 23, який приводиться в дію від гідроциліндра 24. Точне встановлення труби 21 в прилад для затискання і подачі забезпечує регулюючий упор 25, який закріплений на супорті 23, крім того упор 25 запобігає переміщенню труби в осьовому напрямку при деформуванні труби, а також забезпечує можливість встановлення у прилад труб різної довжини. Пропонований верстат працює в такий спосіб. Трубу 21 встановлюють в затискаючий прилад до упору 25 та затискають у губках 18, 19 гідроциліндром 20. Затиснуту трубу 21 вводять в зону деформування гідроциліндром 24. Вмикають електродвигун 6 і через клиноремінну передачу 7 та зубчасті 8 та 9 передачі обертання передають на внутрішні 4 та зовнішні 5 вали. За наявністю різниці передатних відношень зубчастих пар 8 та 9 частоти обертання згаданих валів різні. Головка 10 шпинделя разом з валиками 11 обертається навколо осі шпинделя, а валики 11 обертаються повільно навколо власних осей. При цьому деформуючі ролики 12, 13, 14 також обертаються повільно. Ролики змонтовані так, що спочатку деформування виконує ролик 12 далі ролик 13 і наприкінці ролик 14 1 UA 107480 U 5 10 15 (схема деформування приведена на фіг. 4). При цьому на трубі отримують горловину малого діаметра, а також пластина 17 утримує радіальні сили під час деформування. Після закінчення деформування вимикають електродвигун 6, супорт 23 з виробом із труби 21 виводять із зони деформування гідроциліндром 24, відводять рухому губку 19 гідроциліндром 20 та отриманий виріб видаляють з верстата. Для деформування на верстаті інших типорозмірів труб необхідно замінити деформуючі ролики 12, 13, 14, комплект вставок 22, та упор 25 встановити на необхідну довжину труби. Запропонований верстат забезпечує виготовлення на кінці труби горловин малого діаметра на трубах різної довжини та різних діаметрів, а також забезпечує компенсацію радіальних сил під час деформування, крім того верстат оснащено пристроєм для затискання труби і подачі її в зону деформування. Джерела інформації: 1. Капорович В.Г. Производство деталей и труб обкаткой. М., "Машиностроение", 1978, 136с. 2. А. с. 423546 СССР, МКИ B21D51/24. Станок для обкатки трубчатых заготовок / В. Г. Капорович, В.К. Удовенко, В.Г. Середа. - № 1832864; заявл. 02.10.1972; опубл. 15.05.74, Бюл. №14. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Верстат для виготовлення на кінці труби горловини малого діаметра, який вміщує станину зі змонтованим на ній привідним шпинделем, виконаним у вигляді внутрішнього та зовнішнього валів, головку шпинделя, зі змонтованими валиками, зв'язаними з зубчатим приводом, на якому установлено деформуючий ролик, який відрізняється тим, що деформуючі ролики виконані так, що сумарна деформація від початкового діаметра труби до кінцевого діаметра горловини розподілена між згаданими роликами рівномірно, при цьому згадані ролики з’єднані розпірною пластиною, а верстат оснащений пристроєм для затискання труби та подачі її в зону деформування. 2 UA 107480 U 3 UA 107480 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 51/00
Мітки: виготовлення, кінці, верстат, горловини, трубі, діаметра, малого
Код посилання
<a href="https://ua.patents.su/6-107480-verstat-dlya-vigotovlennya-na-kinci-trubi-gorlovini-malogo-diametra.html" target="_blank" rel="follow" title="База патентів України">Верстат для виготовлення на кінці труби горловини малого діаметра</a>
Спосіб виготовлення багатошарової полімерної труби великого діаметра вертикальним спіральним навиванням
Номер патенту: 99416
Опубліковано: 10.08.2012
Автори: Третяк Іван Юрійович, Насадюк Василь Олексійович, Манойло Андрій Миколайович, Мужилівський Степан Михайлович, Болюк Юрій-Іван Михайлович
МПК: B29C 53/00
Мітки: діаметра, полімерної, навиванням, трубі, великого, вертикальним, спосіб, виготовлення, багатошарової, спіральним
Формула / Реферат:
Спосіб виготовлення багатошарової полімерної труби великого діаметра, згідно з яким формують спіраль вибраного діаметра навиванням попередньо екструдованого полімерного матеріалу, переважно круглого або овального перерізу, під кутом до повздовжньої осі труби і зварюють витки між собою зсередини сформованої спіралі та ззовні, який відрізняється тим, що спіраль формують у вертикальному напрямку.
Інструмент для формування стакана на кінці труби
Номер патенту: 70783
Опубліковано: 25.06.2012
Автори: Попова Ольга Вікторівна, Кравець Олена Іванівна, Удовенко Віталій Кирилович, Середа Віктор Григорович
МПК: B21D 41/00
Мітки: інструмент, трубі, формування, стакана, кінці
Формула / Реферат:
Інструмент для формування стакана на кінці труби, що вміщує формуючу частину у вигляді зрізаного конуса, який відрізняється тим, що формуюча частина виконана сумісно з додатковою втулкою з внутрішньою конічною поверхнею, кут конусності якої складає 2, яка виконана за радіусом, а зовнішній та внутрішній діаметр і довжина твірної згаданої конічної поверхні визначається із...
Круглов’язальна машина для виготовлення виробів малого діаметра
Номер патенту: 2955
Опубліковано: 15.09.2004
Автори: Масленніков Юрій Іванович, Присяжнюк Петро Панасович
МПК: D04B 15/88, D04B 9/00
Мітки: круглов'язальна, машина, малого, виготовлення, діаметра, виробів
Формула / Реферат:
Круглов'язальна машина для виготовлення виробів малого діаметра, що містить механізм в'язання, обертові шпулярники для петлетвірних та утокових ниток, нерухомий шпулярник для ниток основи, механізм відтягування полотна, що містить два відтяжні валики, притиснуті один до одного пружиною, та привід, яка відрізняється тим, що додатково оснащена підпружиненою кареткою, яка включає відтяжні валики, кожен з яких оснащений фрикційним котком, та...
Спосіб виготовлення сталевої труби великого діаметра
Номер патенту: 103024
Опубліковано: 10.09.2013
Автори: Рейхел Тило, Бейссул Йохем
МПК: B21C 37/08, B21D 5/10, B21C 37/30, B21D 3/10
Мітки: трубі, діаметра, спосіб, великого, виготовлення, сталевої
Формула / Реферат:
1. Спосіб виготовлення сталевої труби, при якому листу або рулону надають форму в процесі гнуття, одержуючи тіло труби (1.2) з круглим поперечним перерізом, зварюють його в подальшому процесі зварювання (b) в подовжньому напрямі, сполучаючи звернені один до одного подовжні кромки і одержуючи таким чином суцільний зварний шов, і потім піддають обробці для зняття напруг, який відрізняється тим, що обробку для зняття напруг здійснюють в процесі...
Агрегатна силова головка для глибокого свердління отворів малого діаметра
Номер патенту: 12743
Опубліковано: 15.02.2006
Автори: Кондратюк Олег Леонідович, Корж Олег Володимирович
МПК: B23B 47/00
Мітки: силова, діаметра, головка, свердління, отворів, агрегатна, глибокого, малого
Формула / Реферат:
Агрегатна силова головка для глибокого свердління отворів малого діаметра, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами, що включає датчик виміру крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами додатково містить...
Попередній патент: Спосіб визначення продуктивності спірального класифікотора по пісках
Наступний патент: Спосіб нанесення адіабатної оболонки на силовий провід з пластмасовою ізоляцією
Випадковий патент: Спосіб захисту від шуму рейкового транспорту