Спосіб зниження залишкових напружень у зварних з’єднаннях сталевих труб
Номер патенту: 107966
Опубліковано: 24.06.2016
Автори: Макеєв Сергій Юрійович, Фролов Ярослав Вікторович, Макеєва Ганна Сергіївна

Формула / Реферат
Спосіб зниження залишкових напружень у зварних з'єднаннях сталевих труб, що включає прикладання вібраційними пристроями низькочастотних коливань на зварний шов та біляшовну зону металу в процесі зварювання, який відрізняється тим, що зварювання заготовки труби танакладення низькочастотних коливань виконують одночасно шляхом руху заготовки труби по роликах на стаціонарно закріпленому вібростолі зі швидкістю виконання зварювання.
Текст
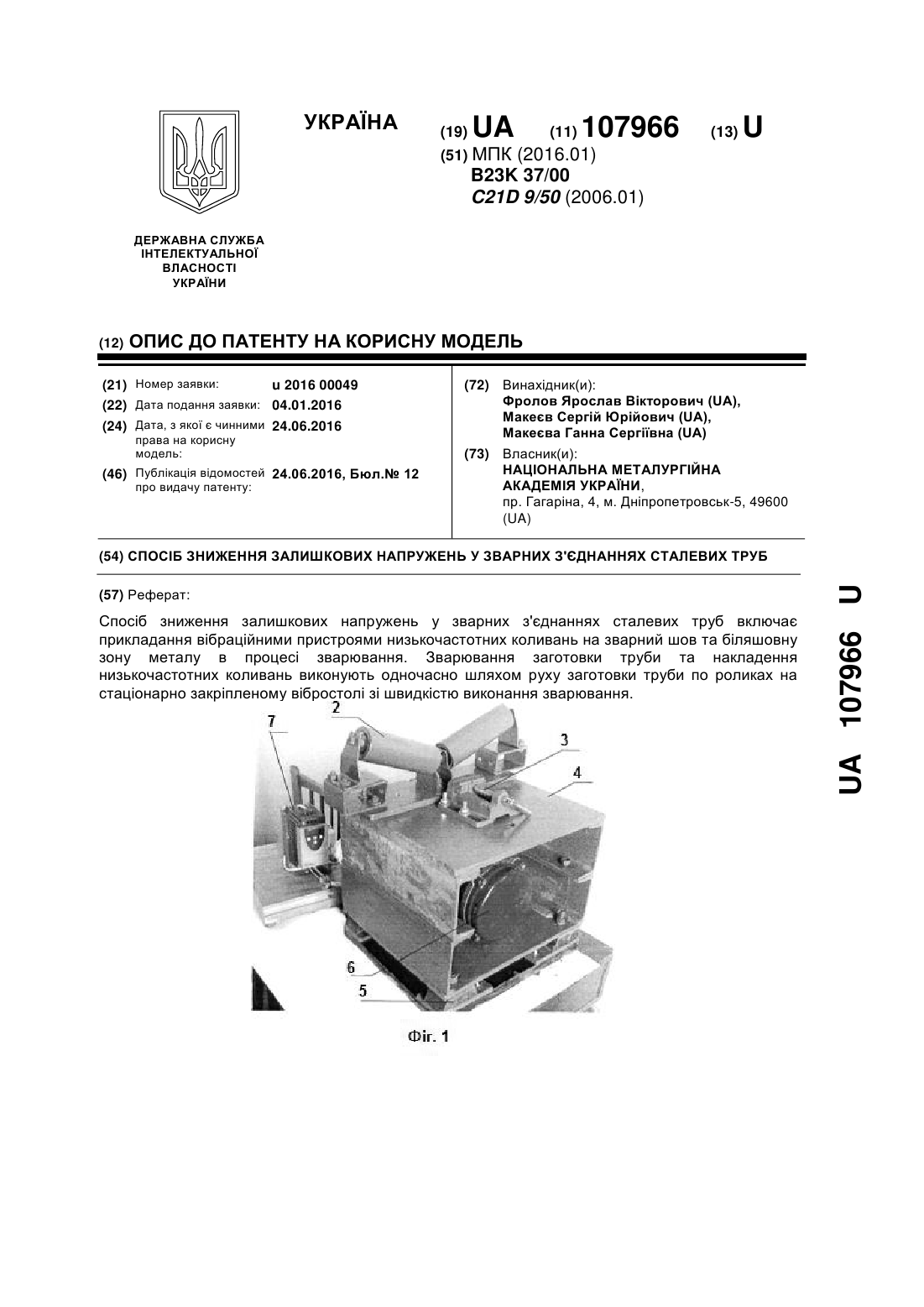
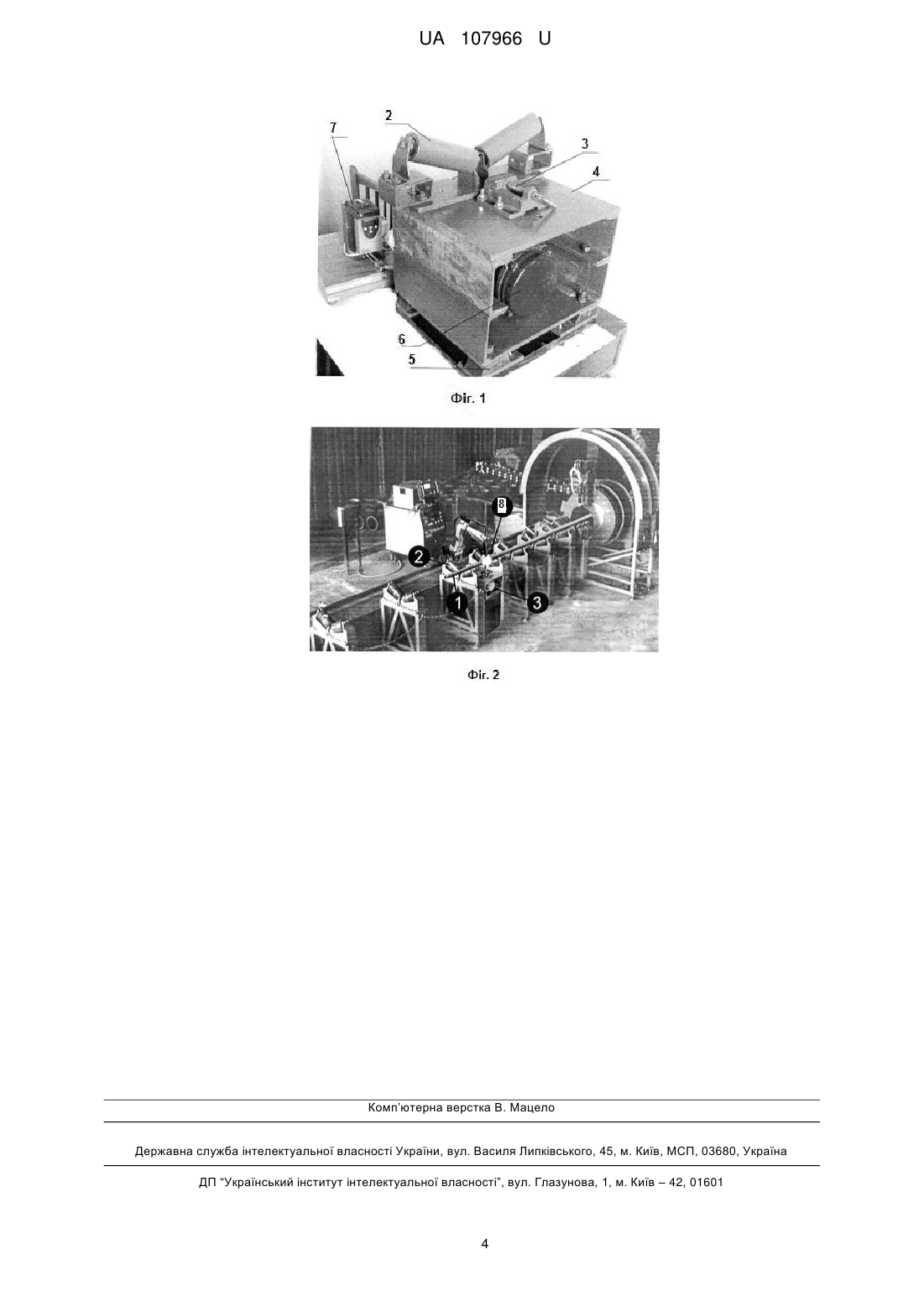
Реферат: Спосіб зниження залишкових напружень у зварних з'єднаннях сталевих труб включає прикладання вібраційними пристроями низькочастотних коливань на зварний шов та біляшовну зону металу в процесі зварювання. Зварювання заготовки труби та накладення низькочастотних коливань виконують одночасно шляхом руху заготовки труби по роликах на стаціонарно закріпленому вібростолі зі швидкістю виконання зварювання. UA 107966 U (54) СПОСІБ ЗНИЖЕННЯ ЗАЛИШКОВИХ НАПРУЖЕНЬ У ЗВАРНИХ З'ЄДНАННЯХ СТАЛЕВИХ ТРУБ UA 107966 U UA 107966 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології зварювання, зокрема до способу зниження залишкових напружень, що виникають у деталі в процесі зварювання, і може бути використана для підвищення якості зварного шва заготовки труби. При зварюванні металів виникають високі градієнти температур, які призводять до виникнення залишкових напружень як термічних, так і структурних. Одним з основних джерел виникнення залишкових зварних напружень є структурні перетворення металу шва. Відомі цілі групи методів часткового зняття напружень у готових зварних з'єднаннях. Основними з них є термічна обробка та накладення зовнішнього механічного навантаження. Однак вони знижують напруження вже після проведення зварювальних робіт, коли складно керувати структурними перетвореннями металу шва. Цього недоліку позбавлені методи, при яких напруження знижуються в процесі зварювальних робіт. Розглянемо докладніше такі методи. Відомий спосіб зняття залишкових напружень в кільцевих зварних з'єднаннях металів при зварюванні під флюсом, що включає накладення циклічного навантаження на метал зварювальної ванни, що кристалізується, низькочастотними коливаннями в поздовжньому напрямку в площині, паралельній осі зварного шва, при цьому для порушення коливань використовують два вібраційних пристрої, що працюють в протифазі і розташовані симетрично щодо осі шва на кожній з двох зварювальних кромок [1]. Однак цей спосіб недостатньо ефективний, оскільки необхідно організувати синхронний рух кожного з вібраторів так, щоб вони рухалися зі швидкістю накладення зварного шва, що ускладнює виконання способу і підвищує вартість робіт по зниженню залишкових напружень. Відомий також спосіб зниження залишкових напружень у зварних з'єднаннях металів, що включає накладення циклічного навантаження на метал зварювальної ванни, що кристалізується, в поперечному напрямку низькочастотними коливаннями у вертикальній площині, перпендикулярній осі зварного шва, причому для порушення коливань використовують щонайменше два вібратори, що працюють в протифазі і розташованих симетрично щодо осі шва на кожній з двох зварювальних кромок. Використовують вібратори, що працюють на частотах від 50 до 300 Гц з амплітудою до 0,8-1 мм. Для зварювання конструкцій, що мають значні діаметральні і/або поздовжні розміри, виробляють установку додаткових пар вібраторів [2]. Даний спосіб не дозволяє в повному обсязі провести обробку зварного шва на конструкції з великими розмірами (наприклад, труби), оскільки тут для вібраційного впливу потрібна установка додаткових пар вібраторів. Це, в кінцевому підсумку, призводить до недостатньої ефективності даного способу для зниження залишкових напружень. Відомий спосіб зняття напружень з кромкою, що рухається, що включає накладення циклічного навантаження на зварний шов в процесі зварювання, при якому додаткові напруження створюється за допомогою пневматичного вібратора [3]. Однак цей спосіб передбачає накладення циклічного навантаження в хвостову частину зварювальної ванни, що не може забезпечити значне зниження залишкових напружень, а також вимагає наявності механізму переміщення вібратора, синхронізованого з механізмом переміщення зварювального пальника, що з практичної точки зору обмежує його застосування. Найбільш близьким аналогом корисної моделі, що заявляється, є спосіб зняття залишкових напружень у зварних з'єднаннях сталевих трубопроводів, що включає накладення вібраційними пристроями низькочастотних коливань на зварний шов і біляшовну зону металу в процесі зварювання, що відрізняється тим, що накладення низькочастотних коливань на зварний шов і біляшовну зону металу здійснюють за частотою, рівною частоті власних коливань ділянки трубопроводу зі зварним з'єднанням, яку розраховують за формулою [4]. Даний винахід не може повною мірою вирішити поставлене завдання зняття залишкових напружень в зварних з'єднаннях сталевої труби з наступних причин: - визначення частоти власних коливань ділянки труби часто вельми скрутно у виробничих умовах; - накладення низькочастотних коливань на зварений шов і біляшовну зону металу з частотою, рівною частоті власних коливань ділянки труби зі зварним з'єднанням може призвести до резонансу, що, в свою чергу, є причиною збільшення ймовірності руйнування труби. Технічним результатом корисної моделі є підвищення ефективності зняття залишкових напружень в зварних з'єднаннях. В основу корисної моделі поставлена задача удосконалення способу зниження залишкових напружень в зварних з'єднаннях сталевої труби, в якому область зварювання шва постійно 1 UA 107966 U 5 10 15 20 25 30 35 40 45 50 55 60 знаходиться в зоні вібраційного впливу, чим забезпечується поліпшення якості шва і біляшовної зони основного металу зварного з'єднання труби. Поставлена задача вирішується тим, що в способі зняття залишкових напружень у зварних з'єднаннях сталевих труб, який включає накладення вібраційними пристроями низькочастотних коливань на зварний шов і біляшовну зону металу в процесі зварювання, згідно з корисною моделлю, зварювання заготовки труби і накладення низькочастотних коливань виконують одночасно шляхом руху заготовки труби по роликах на стаціонарно закріпленому вібростолі зі швидкістю виконання зварювання. Процес одночасного зварювання заготовки труби і накладення низькочастотних коливань шляхом руху заготовки труби по роликах на стаціонарно закріпленому на вібростолі дозволяє спростити подачу вібраційного впливу до місця зварювання і використовувати стаціонарний вітродвигун великої потужності, здатний в більш широкому діапазоні управляти частотою і амплітудою дії вібрації, а також збільшувати зону зниження залишкових напружень, захоплюючи не тільки зварний шов і біляшовних зону металу, але і знижувати напруження, що виникли в трубі в результаті її згинання перед зварюванням. Забезпечення швидкості руху заготовки труби зі швидкістю виконання зварювання дозволяє зосередити основний вплив від вібрації безпосередньо в зоні зварювальних робіт з отриманням строго спрямованого впливу на метал зварювальної ванни, що кристалізується, в поперечному напрямку. Таким чином, за рахунок названих ознак досягається підвищення ефективності та надійності зняття залишкових напружень в зварних з'єднаннях сталевої труби шляхом створення строго спрямованого впливу на метал зварювальної ванни, що кристалізується, та біляшовну зону з можливістю управління в більш широкому діапазоні частотою і амплітудою вібраційного впливу для отримання впорядкованої структури металу. У результаті вібраційного впливу на метал зварювальної ванни, що кристалізується, і біляшовної зони в зварному шві і зоні термічного впливу виникають значні різнознакові напруження, підсумовування яких з існуючими залишковими напруженнями призводить до місцевих пластичних деформацій металу зі зниженням залишкових напружень у зварному з'єднанні. Оскільки межа плинності металів суттєво зменшується з підвищенням температури, вібрація зварного з'єднання під час зварювання цей позитивний ефект ще більше підсилює. Відбувається вирівнювання виникаючих від температурного градієнта залишкових напружень як термічних, так і структурних. Низькочастотні коливання чинять позитивний вплив на процес кристалізації металу зварного шва, подрібнюючи і впорядковуючи його структуру. Крім того, вібраційне коливання зварювальної ванни встановлює теплову рівновагу в кристалічній решітці, а також знижує кількість пор. При виробництві труб, застосовуваних для будівництва магістральних газових і нафтових трубопроводів, зважаючи на велику масу труби, застосування пересувних мобільних вібропристроїв виявляється недостатнім для отримання вібродинамічного впливу необхідної частоти і амплітуди. У цьому випадку використання стаціонарного вібродвигуна, по якому рухається на роликах труба, що зварюється, зі швидкістю, рівною швидкості накладення зварного шва, дозволяє вирішити зазначену проблему. Принципова схема способу пояснюється на Фіг. 1. Заготовка труби 1, на якій потрібно провести зварювальні роботи, рухається по роликах 2, закріплених в затискачах 3 на вібростолі 4, усередині якого на віброопорах 5 розташований асинхронний двигун 6 змінного струму з дебалансом. Управління частотою впливу здійснюється перетворювачем 7. Методом магнітної пам'яті металу виконані заміри залишкових напружень в зварюваних трубах, які показали, що в області зварного шва при електродуговому зварюванні без вібрації залишкові напруження з максимальним градієнтом напруженості поля склали близько 42 Нр, а при електродуговому зварюванні з вібрацією - близько 10 Нр. Отже, застосування електродугового зварювання з вібрацією призводить до значного зниження (приблизно в 4 рази) залишкових напружень в області зварного шва. Виконані мікроструктурні металографічні дослідження металу зварного шва показали, що структура металу шва після вібраційного впливу має більш високу дисперсність і однорідність у порівнянні з традиційною зварюванням без вібрації. Виконують спосіб таким чином. При виробництві труб на заводі після операції формовки на вальцях виконують зварювання поздовжнього шва заготовки труби в три етапи: а) зварювання технологічного шва і приварка технологічних планок; б) зварювання внутрішнього шва; в) зварювання зовнішнього шва. На кожному етапі під час зварювальних робіт заготовка труби 1 рухається по роликах 2 на 2 UA 107966 U 5 10 15 20 25 30 35 стаціонарно закріпленому вібростолі 4 зі швидкістю виконання зварювання, щоб кристалізований метал зварювальної ванни 8 і біляшовна зона постійно перебували в зоні вібраційного впливу (Фіг. 2). Така схема обробки дозволяє не тільки створити строго спрямований вплив на місце зварювання, але й збільшує зону зниження залишкових напружень, захоплюючи зварний шов і біляшовних зону металу, а також знижує напруження, що виникли у заготовці трубі в результаті її формовки перед зварюванням. Переваги запропонованого способу полягають у тому, що він дозволяє не тільки підвищити ступінь зниження залишкових напружень в зварному з'єднанні заготовки труби, знизити рівень деформацій конструкції в цілому, але й збільшує експлуатаційні характеристики зварених швів. Економічний ефект від застосування даного способу полягає у відсутності необхідності проведення післязварної обробки по зняттю напружень, яка вимагає значних витрат часу, енергії, матеріальних і трудових ресурсів. Підвищення ефективності досягається накладанням вібраційних коливань у процесі зварювання в поперечному напрямку у вертикальній площині, перпендикулярній осі зварного шва від стаціонарно встановленого на вібростолі вібратора, по якому на роликах рухається заготовка труби з такою швидкістю, щоб область зварного шва постійно перебувала в зоні вібраційного впливу. Використання способу дозволить значно збільшити ефективність зняття залишкових напружень у зварних з'єднаннях сталевих труб за рахунок підвищення якості зварного шва, і як наслідок, підвищити ресурс служби трубопроводу у порівнянні з наявними способами. Джерела інформації: 1. Патент РФ № 2477202, В23K9/18, C21D9/50. Способ снятия остаточных напряжений в кольцевых сварных соединениях металлов при сварке под флюсом и устройство для его реализации: Уфимский гос. нефтяной техн. ун-т / Каретников Д.В., Ризванов Р.Г, Файрушин A.M., Ибрагимов И.Г., Колохов К.С. - № 2011127833/02; заявл. 06.07.2011; опубл. 10.03.2013, Бюл. № 7. - 10 с. 2. Патент РФ № 2424885, В23K9/18, C21D9/50 (2006.01). Способ снижения остаточных напряжений в сварных соединениях металлов: Уфимский гос. нефтяной техн. ун-т / Файрушин A.M., Каретников Д.В., Заримов М.З. и др. - № 2009149108/02; заявл. 28.12.2009; опубл. 27.07.2011, Бюл. № 23. - 8 с. 3. Patent USA № 6223974. Trailing edge stress relief process (TESR) for welds /Madhavji A. Unde.-Filed 13.10.1999; publ. 01.05.2001. 4. Патент РФ № 2492037, B23K28/02, B23K 101/10, C21D9/50. Способ снятия остаточных напряжений в сварных соединениях трубопроводов: Национальный минерально-сырьевой университет "Горный" / Хафизова О.Ф, Юсупов Г.А., Болобов В.И., Файрушин A.M. - № 2012123037/02; заявл. 04.06.2012; опубл. 10.09.2013, Бюл. № 25. - 8 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Спосіб зниження залишкових напружень у зварних з'єднаннях сталевих труб, що включає прикладання вібраційними пристроями низькочастотних коливань на зварний шов та біляшовну зону металу в процесі зварювання, який відрізняється тим, що зварювання заготовки труби та накладення низькочастотних коливань виконують одночасно шляхом руху заготовки труби по роликах на стаціонарно закріпленому вібростолі зі швидкістю виконання зварювання. 3 UA 107966 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 9/50, B23K 37/00
Мітки: спосіб, сталевих, напружень, зниження, з'єднаннях, зварних, залишкових, труб
Код посилання
<a href="https://ua.patents.su/6-107966-sposib-znizhennya-zalishkovikh-napruzhen-u-zvarnikh-zehdnannyakh-stalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб зниження залишкових напружень у зварних з’єднаннях сталевих труб</a>
Електромагнітний спосіб визначення залишкових напружень у зварних швах
Номер патенту: 110010
Опубліковано: 26.10.2015
Автори: Осташ Орест Петрович, Мінаков Антон Сергійович, Учанін Валентин Миколайович, Мінаков Сергій Миколайович, Фомічов Сергій Костянтинович
МПК: G01L 1/12
Мітки: напружень, спосіб, швах, визначення, залишкових, зварних, електромагнітний
Формула / Реферат:
1. Електромагнітний спосіб визначення залишкових напружень у зварних швах, який полягає у встановленні електромагнітного давача напружень у різні, наперед встановлені, точки зони зварного шва контрольованої конструкції, визначенні сигналів давача у вибраних точках контролю, які використовують для визначення залишкових напружень, який відрізняється тим, що попередньо із матеріалу контрольованої конструкції виготовляють дві заготовки, товщина...
Спосіб зниження зварних напружень та деформацій
Номер патенту: 37530
Опубліковано: 15.05.2001
Автори: Гедрович Анатолій Іванович, Жидков Андрій Борисович
МПК: B23K 9/035, B23K 9/038
Мітки: зварних, напружень, деформацій, спосіб, зниження
Формула / Реферат:
Спосіб зниження зварних напружень та деформацій, який полягає в тому, що до нижньої сторони зварного з'єднання притискують мідну підкладку, а до верхньої - два мідних притискувані, які розташовують якомога ближче до стику зварюваних елементів, що не перешкоджають переміщенню зварювальної головки, який відрізняється тим, що підкладку та притискувані покривають шаром теплопровідної речовини.
Спосіб зниження та перерозподілу залишкових напружень
Номер патенту: 80408
Опубліковано: 27.05.2013
Автори: Демченко Юрій Володимирович, Позняков Валерій Дмитрович, Юрлов Борис Володимирович, Лащенко Георгій Іванович, Гайворонський Олександр Анатолійович
МПК: B23K 9/16
Мітки: напружень, перерозподілу, спосіб, зниження, залишкових
Формула / Реферат:
Спосіб зниження та перерозподілу залишкових напружень і покращення якості зварних з'єднань, що передбачає визначення резонансних частот коливань виробу і виконання місцевого нагрівання, який відрізняється тим, що місцеве нагрівання одного або декількох з'єднань металоконструкцій виконують до температури +250 ºС…+1050 ºС в залежності від виду, складу конструкційного матеріалу і вимог до виробу, а після цього проводять...
Спосіб усунення залишкових напружень та деформацій в зварних з’єднаннях із алюмінієвих сплавів
Номер патенту: 110273
Опубліковано: 10.12.2015
Автори: Півторак В'ячеслав Автономович, Волков Сергій Симонович, Пащин Микола Олександрович, Лобанов Леонід Михайлович
МПК: B23K 28/02
Мітки: з'єднаннях, напружень, деформацій, алюмінієвих, залишкових, сплавів, усунення, зварних, спосіб
Формула / Реферат:
Спосіб усунення залишкових напружень та деформацій в зварних з'єднаннях алюмінієвих сплавів, що включає процес електродинамічної обробки (ЕДО) матеріалу локальною дією імпульсів струму та динамічного тиску, який відрізняється тим, що зона точкового прикладання електродинамічної дії знаходиться на поверхні зварного шва із дистанціюванням від центру зварювальної ванни під час зварювального процесу на відстань L, за якої метал шва остигає до...
Спосіб локальної термомеханічної обробки зварних з`єднань труб
Номер патенту: 31010
Опубліковано: 25.03.2008
Автори: Афанасьєва Марія Вікторівна, Абрамова Олена Анатоліївна, Штихно Алла Петрівна, Алімов Валерій Іванович
МПК: B21C 37/08, C21D 9/50
Мітки: локальної, обробки, спосіб, зварних, труб, з'єднань, термомеханічної
Формула / Реферат:
Спосіб локальної термомеханічної обробки зварних з'єднань труб, що включає нагрівання зварного з'єднання, деформування шва до товщини основного металу труби з наступним його термічним зміцненням, який відрізняється тим, що нагрівання зварного з'єднання здійснюють теплом зварювання, а наступне його термічне зміцнення проводять після підстужування деформованого шва й ізотермічної витримки в інтервалі температур Аr1-(30÷100°С) протягом...
Попередній патент: Спосіб відновлення моторики шлунково-кишкового тракту щурів в умовах тривалої гіпоацидності шлункового соку
Наступний патент: Обсадна труба підвищеної міцності та жорсткості
Випадковий патент: Канал вимірювання кутових швидкостей літальних апаратів з мспм та можливістю розпізнавання ла для лівс полігонного випробувального комплексу