Спосіб локальної термомеханічної обробки зварних з`єднань труб
Номер патенту: 31010
Опубліковано: 25.03.2008
Автори: Алімов Валерій Іванович, Афанасьєва Марія Вікторівна, Абрамова Олена Анатоліївна, Штихно Алла Петрівна
Формула / Реферат
Спосіб локальної термомеханічної обробки зварних з'єднань труб, що включає нагрівання зварного з'єднання, деформування шва до товщини основного металу труби з наступним його термічним зміцненням, який відрізняється тим, що нагрівання зварного з'єднання здійснюють теплом зварювання, а наступне його термічне зміцнення проводять після підстужування деформованого шва й ізотермічної витримки в інтервалі температур Аr1-(30÷100°С) протягом часу, що запобігає розпаду переохолодженого аустеніту.
Текст
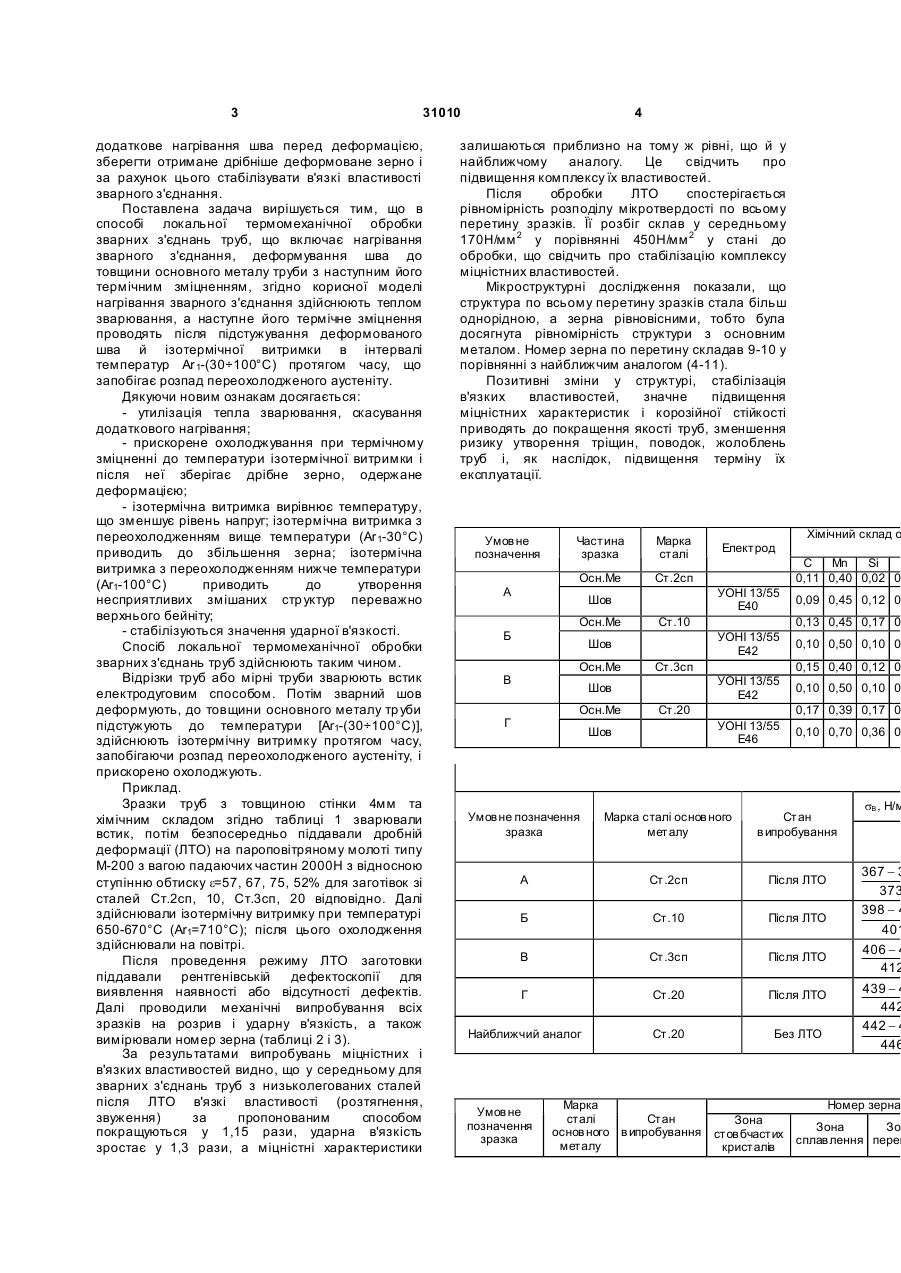
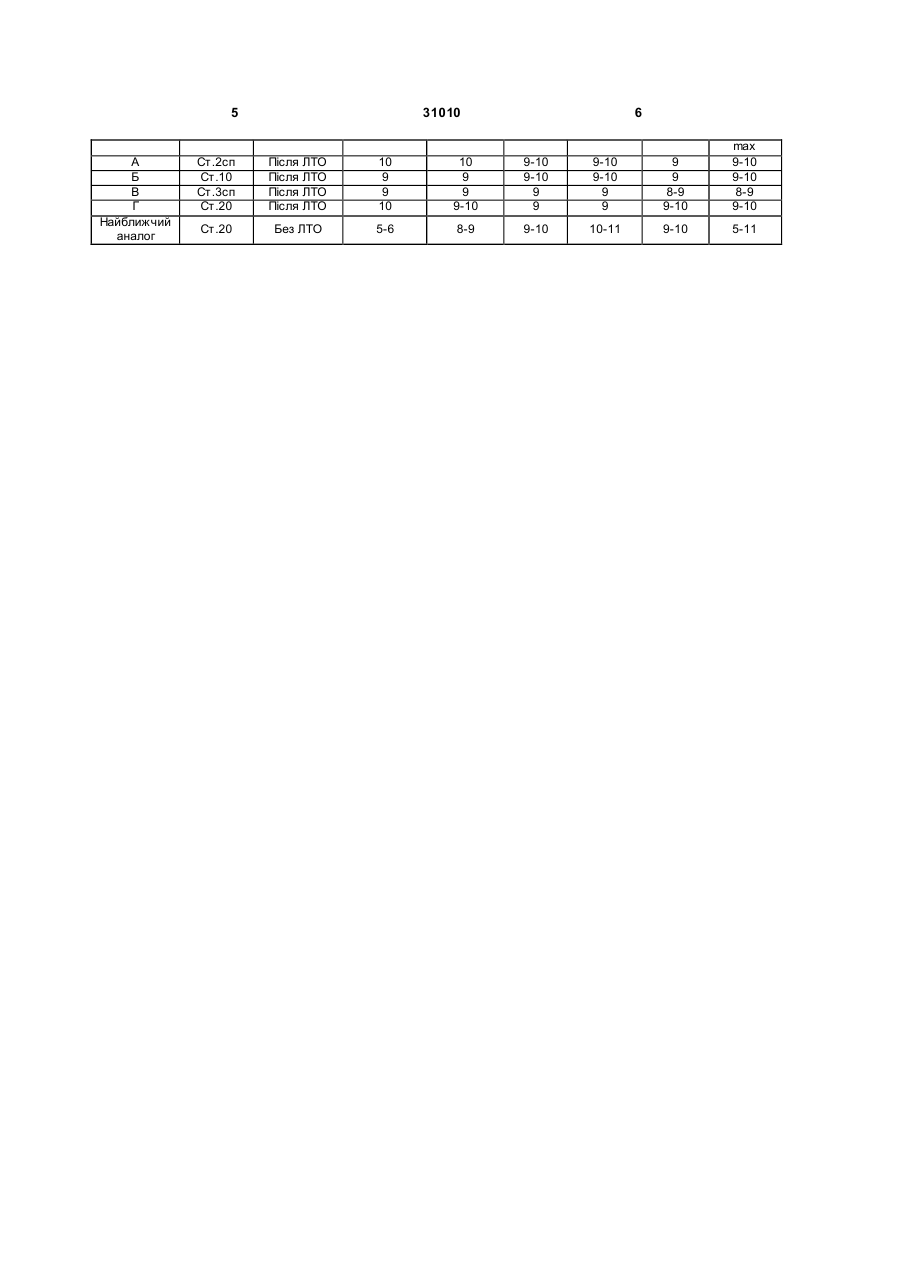
Спосіб локальної термомеханічної обробки зварних з'єднань труб, що включає нагрівання зварного з'єднання, деформування шва до товщини основного металу труби з наступним його термічним зміцненням, який відрізняється тим, що нагрівання зварного з'єднання здійснюють теплом зварювання, а наступне його термічне зміцнення проводять після підстужування деформованого шва й ізотермічної витримки в інтервалі температур Аr1-(30÷100°С) протягом часу, що запобігає розпаду переохолодженого аустеніту. (19) (21) u200711580 (22) 19.10.2007 (24) 25.03.2008 (46) 25.03.2008, Бюл.№ 6, 2008 рік (72) ШТИХНО АЛЛА ПЕТРІВН А, U A, АЛІМОВ ВАЛЕРІЙ ІВАН ОВИЧ, UA, АФАН АСЬЄВА МАРІЯ ВІКТОРІВН А, U A, АБРАМОВА ОЛЕНА АН АТОЛІВНА, U A (73) ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA (56) 3 31010 додаткове нагрівання шва перед деформацією, зберегти отримане дрібніше деформоване зерно і за рахунок цього стабілізувати в'язкі властивості зварного з'єднання. Поставлена задача вирішується тим, що в способі локальної термомеханічної обробки зварних з'єднань труб, що включає нагрівання зварного з'єднання, деформування шва до товщини основного металу труби з наступним його термічним зміцненням, згідно корисної моделі нагрівання зварного з'єднання здійснюють теплом зварювання, а наступне його термічне зміцнення проводять після підстужування деформованого шва й ізотермічної витримки в інтервалі температур Аr 1-(30÷100°С) протягом часу, що запобігає розпад переохолодженого аустеніту. Дякуючи новим ознакам досягається: - утилізація тепла зварювання, скасування додаткового нагрівання; - прискорене охолоджування при термічному зміцненні до температури ізотермічної витримки і після неї зберігає дрібне зерно, одержане деформацією; - ізотермічна витримка вирівнює температуру, що зменшує рівень напруг; ізотермічна витримка з переохолодженням вище температури (Аr 1-30°С) приводить до збільшення зерна; ізотермічна витримка з переохолодженням нижче температури (Ar1-100°С) приводить до утворення несприятливих змішаних стр уктур переважно верхнього бейніту; - стабілізуються значення ударної в'язкості. Спосіб локальної термомеханічної обробки зварних з'єднань труб здійснюють таким чином. Відрізки труб або мірні труби зварюють встик електродуговим способом. Потім зварний шов деформують, до товщини основного металу тр уби підстужують до температури [Аr1-(30÷100°С)], здійснюють ізотермічну витримку протягом часу, запобігаючи розпад переохолодженого аустеніту, і прискорено охолоджують. Приклад. Зразки труб з товщиною стінки 4мм та хімічним складом згідно таблиці 1 зварювали встик, потім безпосередньо піддавали дробній деформації (ЛТО) на пароповітряному молоті типу М-200 з вагою падаючих частин 2000Н з відносною ступінню обтиску e=57, 67, 75, 52% для заготівок зі сталей Ст.2сп, 10, Ст.3сп, 20 відповідно. Далі здійснювали ізотермічну витримку при температурі 650-670°С (Аr1=710°С); після цього охолодження здійснювали на повітрі. Після проведення режиму ЛТО заготовки піддавали рентгенівській дефектоскопії для виявлення наявності або відсутності дефектів. Далі проводили механічні випробування всіх зразків на розрив і ударну в'язкість, а також вимірювали номер зерна (таблиці 2 і 3). За результатами випробувань міцністних і в'язких властивостей видно, що у середньому для зварних з'єднань труб з низьколегованих сталей після ЛТО в'язкі властивості (розтягнення, звуження) за пропонованим способом покращуються у 1,15 рази, ударна в'язкість зростає у 1,3 рази, а міцністні характеристики 4 залишаються приблизно на тому ж рівні, що й у найближчому аналогу. Це свідчить про підвищення комплексу їх властивостей. Після обробки ЛТО спостерігається рівномірність розподілу мікротвердості по всьому перетину зразків. Її розбіг склав у середньому 170Н/мм 2 у порівнянні 450Н/мм 2 у стані до обробки, що свідчить про стабілізацію комплексу міцністних властивостей. Мікроструктурні дослідження показали, що структура по всьому перетину зразків стала більш однорідною, а зерна рівновісними, тобто була досягнута рівномірність структури з основним металом. Номер зерна по перетину складав 9-10 у порівнянні з найближчим аналогом (4-11). Позитивні зміни у структурі, стабілізація в'язких властивостей, значне підвищення міцністних характеристик і корозійної стійкості приводять до покращення якості труб, зменшення ризику утворення тріщин, поводок, жолоблень труб і, як наслідок, підвищення терміну їх експлуатації. Умов не позначення Марка сталі Осн.Ме А Частина зразка Ст.2сп Осн.Ме Ст.10 Осн.Ме B Ст.3сп Осн.Ме Г Ст.20 0,10 0,50 0,10 0 0,17 0,39 0,17 0 УОHI13/55 Е46 Шов 0,10 0,50 0,10 0 0,15 0,40 0,12 0 УОHI 13/55 Е42 Шов 0,09 0,45 0,12 0 0,13 0,45 0,17 0 УОHI 13/55 Е42 Шов Хімічний склад о С Мn Si 0,11 0,40 0,02 0 УОHI 13/55 Е40 Шов Б Електрод 0,10 0,70 0,36 0 Умов не позначення зразка Марка сталі основ ного металу Стан в ипробування А Ст.2сп Після ЛТО Б Ст.10 Після ЛТО В Ст.3сп Після ЛТО Г Ст.20 Після ЛТО Найближчий аналог Ст.20 Без ЛТО Умов не позначення зразка Марка сталі Стан основ ного в ипробування металу sB , Н/м 367 - 3 373 398 - 4 401 406 - 4 412 439 - 4 442 442 - 4 446 Номер зерна Зона Зона Зо стов бчастих сплав лення перег кристалів 5 А Б В Г Найближчий аналог 31010 6 Ст.2сп Ст.10 Ст.3сп Ст.20 Після ЛТО Після ЛТО Після ЛТО Після ЛТО 10 9 9 10 10 9 9 9-10 9-10 9-10 9 9 9-10 9-10 9 9 9 9 8-9 9-10 max 9-10 9-10 8-9 9-10 Ст.20 Без ЛТО 5-6 8-9 9-10 10-11 9-10 5-11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for local termomechanical processing of welded joints of pipes
Автори англійськоюShtykhno Alla Petrivna, Alimov Valerii Ivanovych, Afanasieva Mariia Viktorivna, Abramova Olena Anatolivna
Назва патенту російськоюСпособ локальной термомеханичной обработки сварных соединений труб
Автори російськоюШтыхно Алла Петровна, Алимов Валерий Иванович, Афанасьева Мария Викторовна, Абрамова Елена Анатоливна
МПК / Мітки
МПК: C21D 9/50, B21C 37/08
Мітки: термомеханічної, спосіб, труб, з'єднань, локальної, зварних, обробки
Код посилання
<a href="https://ua.patents.su/3-31010-sposib-lokalno-termomekhanichno-obrobki-zvarnikh-zehdnan-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб локальної термомеханічної обробки зварних з`єднань труб</a>
Спосіб термомеханічної обробки зварних з’єднань
Номер патенту: 13590
Опубліковано: 25.04.1997
Автори: Лебедєв Володимир Костянтинович, Яворський Юрій Денисович
МПК: B23K 28/00
Мітки: з'єднань, спосіб, термомеханічної, обробки, зварних
Формула / Реферат:
Способ термомеханической обработки сварных соединений, преимущественно малой протяженности, при котором после сварки производят пластическое деформирование зоны сварного шва в горячем состоянии путем образования волнистой поверхности, которую сглаживают последующим обжатием, отличающийся тем, что, с целью повышения качества сварных соединений и упрощения применяемого оборудования, нагрев и пластическое деформирование осуществляют...
Спосіб термомеханічної обробки зварних з’єднань
Номер патенту: 4956
Опубліковано: 28.12.1994
Автори: Бистрановський Сергій Петрович, Ющенко Констянтин Андрійович, Яворський Юрій Денисович, Патон Борис Євгенович, Наконечний Олександр Олексійович, Лебедєв Володимир Констянтинович
МПК: B23K 28/00
Мітки: з'єднань, зварних, термомеханічної, обробки, спосіб
Формула / Реферат:
1. Способ термической обработки сварных соединений, при котором осуществляют нагрев и пластическое деформирование сварного соединения в горячем состоянии, отличающийся тем, что, с целью повышения эксплуатационных характеристик сварных соединений из охрупчивающихся после сварки материалов, сначала выполняют пластическое деформирование прилегающих к сварному шву участков путем приложения необходимого для деформирования усилия с обеих сторон...
Спосіб термомеханічної обробки зварних з’єднань
Номер патенту: 13589
Опубліковано: 25.04.1997
Автори: Кочетов Анатолій Андрійович, Висоцький Юрій Гаврилович, Яворський Юрій Денисович, Наконечний Олександр Олексійович, Мєшков Михайло Володимирович, Бистрановський Сергій Петрович, Ющенко Констянтин Андрійович
МПК: C21D 9/50
Мітки: термомеханічної, спосіб, зварних, з'єднань, обробки
Формула / Реферат:
Способ термомеханической обработки сварных соединений, преимущественно из высокохромистых нержавеющих сталей мартенситного класса с содержанием углерода 0,2-0,8 %, включающий локальный нагрев до заданной температуры, пластическую деформацию швов и отпуск, отличающийся тем, что, с целью сокращения длительности процесса и повышения пластичности, нагрев ведут до 720-750°С деформацию осуществляют путем обжатия пуансонами с радиусами...
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: обробки, зварних, спосіб, термічної, з'єднань
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб термічної обробки зварних з’єднань
Номер патенту: 47458
Опубліковано: 15.07.2002
Автори: Стеренбоген Юрій Олександрович, Васильєв Дмитро Вікторович, Савицький Михайло Михайлович
МПК: C21D 9/50
Мітки: з'єднань, термічної, обробки, зварних, спосіб
Формула / Реферат:
1. Спосіб термічної обробки зварних з'єднань для підвищення стійкості зони термічного впливу до утворення холодних тріщин у результаті поліпшення її структури, зниження рівня напруги, здійснюваний шляхом повторного нагрівання металу шва за допомогою дугового зварювання електродом, що не плавиться, під захистом інертних газів до температури, що визначається структурою ділянки перегріву зони термічного впливу і знаходиться в інтервалі 300-550...
Попередній патент: Кисломолочний напій діабетичного призначення
Наступний патент: Спосіб моделювання гінгівіту
Випадковий патент: Роторно-поршневий двигун внутрішнього згоряння