Спосіб зниження та перерозподілу залишкових напружень
Номер патенту: 80408
Опубліковано: 27.05.2013
Автори: Позняков Валерій Дмитрович, Демченко Юрій Володимирович, Гайворонський Олександр Анатолійович, Юрлов Борис Володимирович, Лащенко Георгій Іванович

Формула / Реферат
Спосіб зниження та перерозподілу залишкових напружень і покращення якості зварних з'єднань, що передбачає визначення резонансних частот коливань виробу і виконання місцевого нагрівання, який відрізняється тим, що місцеве нагрівання одного або декількох з'єднань металоконструкцій виконують до температури +250 ºС…+1050 ºС в залежності від виду, складу конструкційного матеріалу і вимог до виробу, а після цього проводять вібраційне навантаження на одній або декількох нерезонансних частотах, вибраних в діапазоні від 10 до 120 Гц, а потім після охолодження зварного з'єднання до температури нижче +50 ºС виконують вібраційну обробку всієї конструкції на одній або декількох резонансних частотах, які знаходяться в зазначеному вище діапазоні частот.
Текст
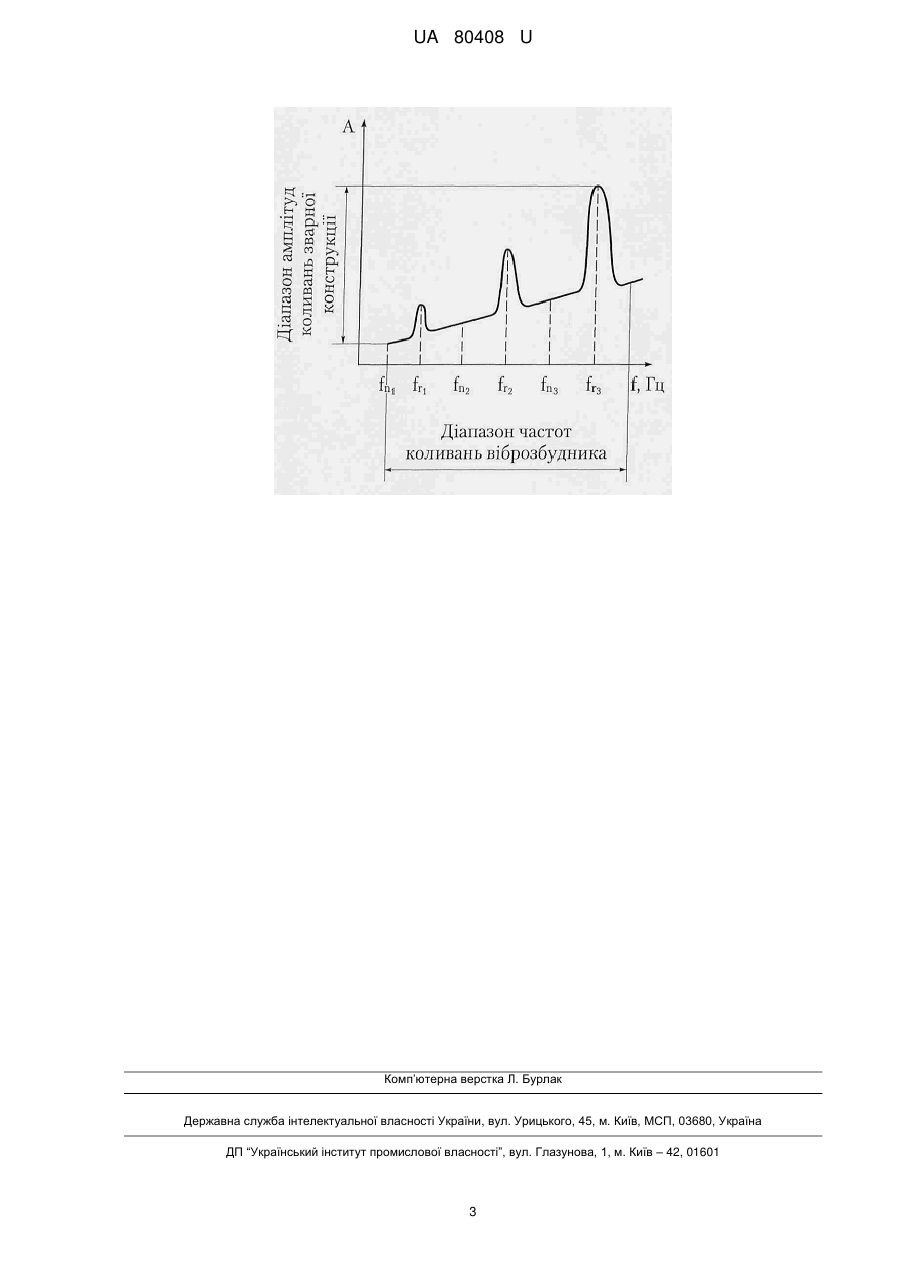
Реферат: Спосіб зниження та перерозподілу залишкових напружень і покращення якості зварних з'єднань передбачає визначення резонансних частот коливань виробу і виконання місцевого нагрівання. Місцеве нагрівання одного або декількох з'єднань металоконструкцій виконують до температури +250 ºС…+1050 ºС в залежності від виду, складу конструкційного матеріалу і вимог до виробу. Після цього проводять вібраційне навантаження на одній або декількох нерезонансних частотах, вибраних в діапазоні від 10 до 120 Гц, а потім після охолодження зварного з'єднання до температури нижче +50 ºС виконують вібраційну обробку всієї конструкції на одній або декількох резонансних частотах, які знаходяться в зазначеному вище діапазоні частот. UA 80408 U (54) СПОСІБ ЗНИЖЕННЯ ТА ПЕРЕРОЗПОДІЛУ ЗАЛИШКОВИХ НАПРУЖЕНЬ UA 80408 U UA 80408 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виробництва зварних конструкцій і може бути застосована при виготовленні зварних конструкцій металообробного, транспортного, металургійного, вантажнопідіймального машинобудування, суднобудування, промислового та цивільного будівництва і в інших галузях. При виготовленні зварних конструкцій різного призначення виникають залишкові напруження, які є небажаним супутнім фактором. Вони, як правило, негативно впливають на точність, крихку міцність, корозійну стійкість, витривалість при динамічних навантаженнях. Для зниження та перерозподілу залишкових напружень використовують різні заходи, в тому числі, вібраційну обробку (Лащенко Г.И. Энергосберегающие технологии снижения остаточный напряжений в сварных конструкциях // Сварщик.-2006. - № 1. - С. 16-19). Вібраційну обробку здійснюють шляхом збудження в зварній конструкції низькочастотних механічних коливань. При вібронавантаженні підсумовуються змінні напруження, генеровані віброзбудником, з залишковими напруженнями в зварній конструкції. Під дією цих сумарних напружень виникає пластична деформація, яка сприяє перерозподілу та зниженню напружень. Найбільш вживаною схемою вібраційної обробки є розміщення зварної конструкції на віброізолюючих опорах і закріплення на ній віброзбудника з можливістю регулювання амплітуди та частоти коливань. Плавною зміною частоти коливань від мінімальної до максимальної реєструють можливі резонансні частоти коливань зварної конструкції. Потім проводять віброобробку на найбільш виражених резонансних частотах зварної конструкції. Режим обробки на резонансних частотах забезпечує найбільші амплітуди коливань зварної конструкції і максимальне зниження та перерозподіл залишкових напружень. Останнє є наслідком суттєвих пластичних деформацій, які виникають під впливом значних амплітуд коливань. В той же час значні пластичні деформації при звичайних температурах можуть знижувати крихку міцність, витривалість при динамічних навантаженнях, а також знижувати пластичність зварних з'єднань. Тому одним з перспективних напрямків підвищення ефективності зниження залишкових напружень і покращення властивостей зварних з'єднань є спільне використання вібраційної і термічної обробки металоконструкцій (Лащенко Г.И. Комбинированные технологии послесварочной обработки металлоконструкций // Сварщик.-2007. - № 1. - С. 14-18). Відомий спосіб вібраційно-термічного зниження залишкових напружень (Воробьев В.Г., Локишин И.Х. Снижение остаточных внутренних напряжений в металлических деталях вибрационно-термической обработке // Металловедение и термическая обработка металлов.1966. - № 7. - С. 8; Воробьев В.Г., Локишин И.Х. Способ термической обработки металлических изделий. Авторське свідоцтво СРСР, № 159876, заявлено 30.01.63, опубликовано 14.01.64). Спосіб ґрунтується на тому, що в умовах нагрівання, при підвищенні дифузійної рухливості атомів, які утворюють кристалічні грати, вплив на метал механічної енергії у вигляді пружних коливань сприяє підвищенню термічної стійкості системи. При цьому відбувається перерозподіл і зменшення внутрішніх напружень завдяки локальним пластичним мікродеформаціям. Згідно з зазначеним способом металевий виріб нагрівають повністю в термічній печі і одночасно піддають впливу пружних коливань різної частоти від різних джерел вібрації. Встановлено, що зниження напружень під впливом нагрівання та вібрації відбувається ефективніше в декілька разів, ніж з використанням тільки нагрівання або вібрації. Суттєвим недоліком розглянутого способу вібраційно-термічної обробки є висока енергомісткість, так як нагріванню піддають весь виріб. За прототип корисної моделі, що заявляється, прийнятий спосіб вібраційної обробки зварних конструкцій (Способ обработки металлических изделий / Л.И. Лазарев, А.Г. Петерман, В.В. Ивкян и B.C. Писаренко // Авторське свідоцтво СРСР № 505543. МПК Е21D 9/50, заявлено 07.06.74, опубліковано 22.06.76), згідно з яким віброобробку здійснюють в поєднанні з місцевим нагріванням зони зварного шва. Вказане вібраційне навантаження проводять в резонансному режимі. При цьому енергетична ефективність способу значно краща ніж в попередньому випадку, так як нагріванню піддають тільки локальну зону, а не весь виріб. Значні амплітуди вібраційних коливань в резонансному режимі в сукупності з місцевим нагріванням сприяють більш ефективному зниженню напружень, але в той же час виникає реальна загроза утворення дефектів у вигляді зменшення товщини перерізу матеріалу, а також локальних надривів. Таким чином, недоліком відомого способу, в якому використовують вібраційне навантаження в резонансному режимі і нагрівання, є утворення дефектів, котрі негативно вливають на якість зварних з'єднань. Крім цього в результаті локального нагрівання напруження зменшується тільки в нагрітій зоні, а після охолодження виникають нові напруження за межею цієї зони. В основу корисної моделі поставлена задача підвищення ефективності зниження залишкових напружень і якості зварних з'єднань при використанні вібраційного навантаження і 1 UA 80408 U 5 10 15 20 25 30 35 локального нагрівання завдяки комбінованій обробці, яку здійснюють в два етапи, а саме - на першому етапі виконують місцеве нагрівання одного або декількох зварних з'єднань металоконструкції до температури +250 °C…+1050 °C, а після цього виконують вібраційну обробку на одній або декількох нерезонансних частотах, вибраних в діапазоні від 10 до 120 Гц, а потім після охолодження до температури нижче +50 °C на другому етапі виконують віброобробку всієї металоконструкцій на одній або декількох резонансних частотах, котрі знаходяться у вказаному вище діапазоні. Температуру місцевого нагрівання вибирають в діапазоні +250 °C…+1050 °C в залежності від виду, складу конструкційного матеріалу і поставлених вимог до зварної конструкцій. Так, для конструкцій із алюмінієвих сплавів цей діапазон температур може складати +250 °C…+300 °C, титанових сплавів - +550 °C…600 °C, сталей вуглецевих, низько- і високолегованих +450 °C…+950 °C, сталей аустенітних - +850 °C…+1050 °C. Застосування на першому етапі нерезонансного вібраційного навантаження на частотах, вибраних в діапазоні від 10 до 100 Гц, гарантує ефективне зниження напружень і запобігає утворенню дефектів (надривів, зменшення товщини перерізу і таке інше). Вибір конкретної частоти вібронавантаження залежить від виду і складу конструкційного матеріалу, маси і конструкційних особливостей виробу та вимог до нього. Застосування на другому етапі обробки після охолодження металоконструкцій до температури нижче +50 °C вібронавантаження в резонансному режимі, який вибирають в діапазоні від 10 до 120 Гц, дозволяє зменшити та перерозподілити залишкові напруження, які утворилися в основному за межами зони нагріву після обробки на першому етапі. Таким чином, застосування комбінованої обробки дозволяє ефективно знижувати залишкові напруження без утворення небажаних дефектів. Суть запропонованої корисної моделі зводиться до наступного. В зварній конструкції збуджують механічні коливання на частотах f, що знаходяться в діапазоні від 10 до 120 Гц, або в частоті цього діапазону і визначають найбільш виражені піки резонансних коливань f r1, fr2, fr3, де амплітуда коливань А найбільша (див. графік). Після цього виникає місцеве нагрівання одного або декількох зварних з'єднань до температури, яку вибирають в діапазоні +250 °C…+1050 °C і проводять вібраційну обробку на частотах, котрі підвищують втомлювальну міцність, крихку та корозійну стійкість, пластичність і інші властивості пришовної зони. Цій обробці можна піддавати зварні з'єднання вуглецевих, низьколегованих, високолегованих сталей і алюмінієвих сплавів. Завдяки тому, що термічна обробка і проковка співпадають в часі і виконуються з однаковою швидкістю, то продуктивність запропонованого способу в 2-3 рази вища, ніж у випадку, коли обробку проводити послідовно: спочатку оплавити зону переходу від шва до основного металу, а потім після повного її охолодження до кімнатної температури провести високочастотне механічне проковування за допомогою ультразвуку. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб зниження та перерозподілу залишкових напружень і покращення якості зварних з'єднань, що передбачає визначення резонансних частот коливань виробу і виконання місцевого нагрівання, який відрізняється тим, що місцеве нагрівання одного або декількох з'єднань металоконструкцій виконують до температури +250 ºС…+1050 ºС в залежності від виду, складу конструкційного матеріалу і вимог до виробу, а після цього проводять вібраційне навантаження на одній або декількох нерезонансних частотах, вибраних в діапазоні від 10 до 120 Гц, а потім після охолодження зварного з'єднання до температури нижче +50 ºС виконують вібраційну обробку всієї конструкції на одній або декількох резонансних частотах, які знаходяться в зазначеному вище діапазоні частот. 2 UA 80408 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reducing and redistributing residual stresses
Автори англійськоюLaschenko Heorhii Ivanovych, Yurlov Borys Volodymyrovych, Pozniakov Valerii Dmytrovych, Haivoronskyi Oleksandr Anatoliiovych, Demchenko Yurii Volodymyrovych
Назва патенту російськоюСпособ снижения и перераспределения остаточных напряжений
Автори російськоюЛащенко Георгий Иванович, Юрлов Борис Владимирович, Позняков Валерий Дмитриевич, Гайворонский Александр Анатольевич, Демченко Юрий Владимирович
МПК / Мітки
МПК: B23K 9/16
Мітки: спосіб, перерозподілу, залишкових, зниження, напружень
Код посилання
<a href="https://ua.patents.su/5-80408-sposib-znizhennya-ta-pererozpodilu-zalishkovikh-napruzhen.html" target="_blank" rel="follow" title="База патентів України">Спосіб зниження та перерозподілу залишкових напружень</a>
Спосіб зниження зварних напружень та деформацій
Номер патенту: 37530
Опубліковано: 15.05.2001
Автори: Жидков Андрій Борисович, Гедрович Анатолій Іванович
МПК: B23K 9/035, B23K 9/038
Мітки: зниження, спосіб, зварних, напружень, деформацій
Формула / Реферат:
Спосіб зниження зварних напружень та деформацій, який полягає в тому, що до нижньої сторони зварного з'єднання притискують мідну підкладку, а до верхньої - два мідних притискувані, які розташовують якомога ближче до стику зварюваних елементів, що не перешкоджають переміщенню зварювальної головки, який відрізняється тим, що підкладку та притискувані покривають шаром теплопровідної речовини.
Спосіб визначення структурних і температурних складових залишкових напружень в покриттях
Номер патенту: 28383
Опубліковано: 10.12.2007
Автори: Клименко Сергій Анатолійович, Антонюк Віктор Степанович, Копейкіна Марина Юріївна, Сорока Олена Борисівна
МПК: G01L 1/06
Мітки: спосіб, структурних, температурних, покриттях, визначення, напружень, складових, залишкових
Формула / Реферат:
Спосіб визначення структурних і температурних складових залишкових напружень в покриттях, що включає реєстрацію параметра відхилення зразка від прямолінійного положення і визначення залишкових напружень, який відрізняється тим, що як параметр відхилення від прямолінійного положення вибирають прогин зразка довжиною а, вимірюють його величину в холодному стані , нагрівають...
Спосіб визначення залишкових напружень
Номер патенту: 82882
Опубліковано: 26.05.2008
Автори: Мільман Юлій Вікторович, Бякова Олександра Вікторівна, Голубенко Олексій Анатолійович, Чугунова Світлана Іванівна, Гончарова Ірина Вадимівна, Власов Андрій Олексійович
МПК: G01L 1/00, G01N 3/40, G01N 3/00
Мітки: залишкових, спосіб, визначення, напружень
Формула / Реферат:
1. Спосіб визначення залишкових напружень, який включає вдавлювання пірамідального індентора в поперечний переріз покриття або шару матеріалу до отримання відбитку твердості при орієнтації його діагоналей ортогонально напряму дії залишкових напружень, при цьому реєструють зусилля вдавлювання, вимірюють після розвантаження геометричні параметри відбитку, з урахуванням яких визначають залишкові напруження, який відрізняється тим, що...
Спосіб визначення залишкових напружень
Номер патенту: 54440
Опубліковано: 10.11.2010
Автори: Ігнатенко Павло Леонідович, Кулик Микола Сергійович, Квасніков Володимир Павлович, Чередніков Олег Миколайович
МПК: G01B 5/30
Мітки: визначення, спосіб, напружень, залишкових
Формула / Реферат:
Спосіб визначення залишкових напружень, що полягає у тому, що зразок розрізають у радіальному напрямі, закріплюють один кінець і розміщують зразок у ванні з розчином кислоти, піддають зразок травленню, вимірюють зміну відстані між кінцями зразка і по цих даних визначають залишкові напруження, який відрізняється тим, переміщення рухомого краю розрізаного кільця вимірюють за трьома координатами.
Спосіб визначення залишкових механічних напружень в багатодолинних напівпровідникових кристалах
Номер патенту: 31782
Опубліковано: 15.12.2000
Автори: Демчина Любомир Андрійович, Єрмаков Валерій Миколайович, Доценко Юрій Павлович, Коломоєць Володимир Васильович, Венгер Євген Федорович, Будзуляк Сергій Іванович
Мітки: напівпровідникових, спосіб, механічних, багатодолинних, напружень, залишкових, кристалах, визначення
Текст:
...простого, більш точного та більш досконалого, в порівнянні з існуючими аналогами, способу визначення залишкових механічних напружень в кристалах багатодолинних напівпровідників, що виникають в процесі їх вирощування, змін в результаті проведення різного роду технологічних відпалів або в результаті іншого впливу на напівпровідниковий матеріал Вирішення цієї задачі здійснюється шляхом проведення вимірів зміни поздовжнього опору пари зразків...
Попередній патент: Спосіб здійснення онлайн-підтримки, просування та заохочення авторів творів
Наступний патент: Спосіб лікування психосоматичних розладів у підлітків груп ризику
Випадковий патент: Спосіб управління властивостями термоелектричного перетворювача енергії