Універсальний пристрій для нарізання комплекту заготовок гвинтових елементів екструдерів
Номер патенту: 109763
Опубліковано: 12.09.2016
Автори: Третьяков Олександр Леонідович, Дмитренко Віктор Петрович, Дубиняк Тарас Степанович, Ляшук Олег Леонтійович, Дячун Андрій Євгенович, Казмірчук Петро Васильович
Формула / Реферат
Універсальний пристрій для нарізання комплекту заготовок гвинтових елементів екструдерів, який виконано у вигляді корпуса з центральним отвором діаметром, більшим зовнішнього діаметра заготовки з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата, а корпус оснащений декількома різальними інструментами, які розміщені рівномірно по колу, а ріжучі інструменти жорстко закріплені в різцеві блоки і розміщені по гвинтовій лінії, а різальні кромки є у взаємодії з оброблювальною заготовкою, який відрізняється тим, що як заготовку використовують трубу відповідного розміру з виготовленою внутрішньою шпонковою канавкою, корпус пристрою оснащений з двох протилежних сторін оправками, які жорстко встановлені в супорті токарного верстата; і пристрій оснащений принаймні трьома парами канавкових двох західних різьбових різців, в першій парі використовують 3…4 різці, а у другій і третій парах по 2…3 різці, до яких індивідуально попарно приєднані мікрометричні регулювальні пристрої вильоту різців, при цьому крок першої пари 2-х витків 32 мм, другої - 26 мм і третьої - 22 мм і відповідно глибина гвинтових канавок становить 7,0 і 4 мм з подальшим технологічним процесом виготовлення шпонкової канавки їх розрізання, гартування і шліфування, крім цього, пристрій оснащений системою індивідуальних охолоджуючих пристроїв.
Текст
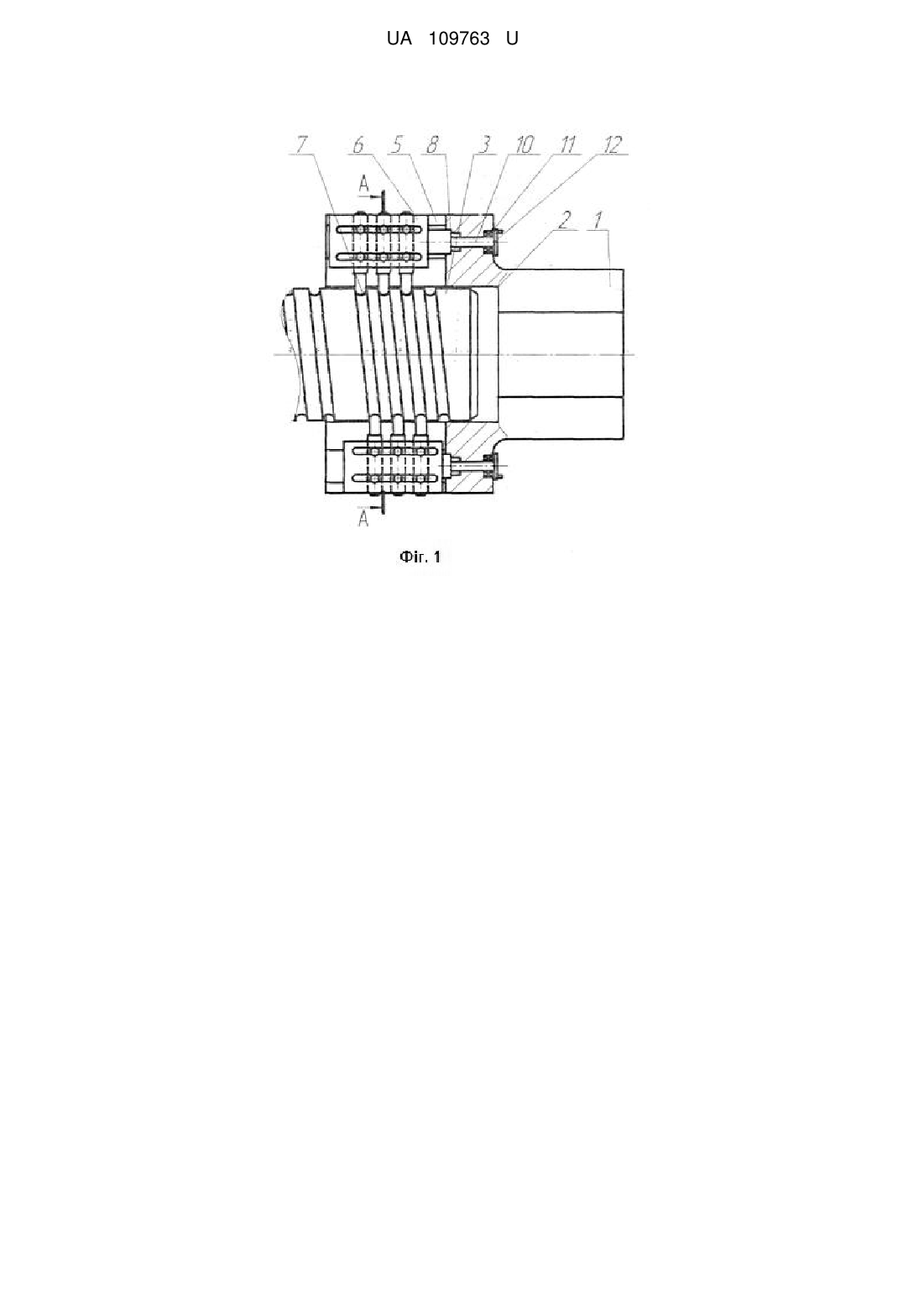
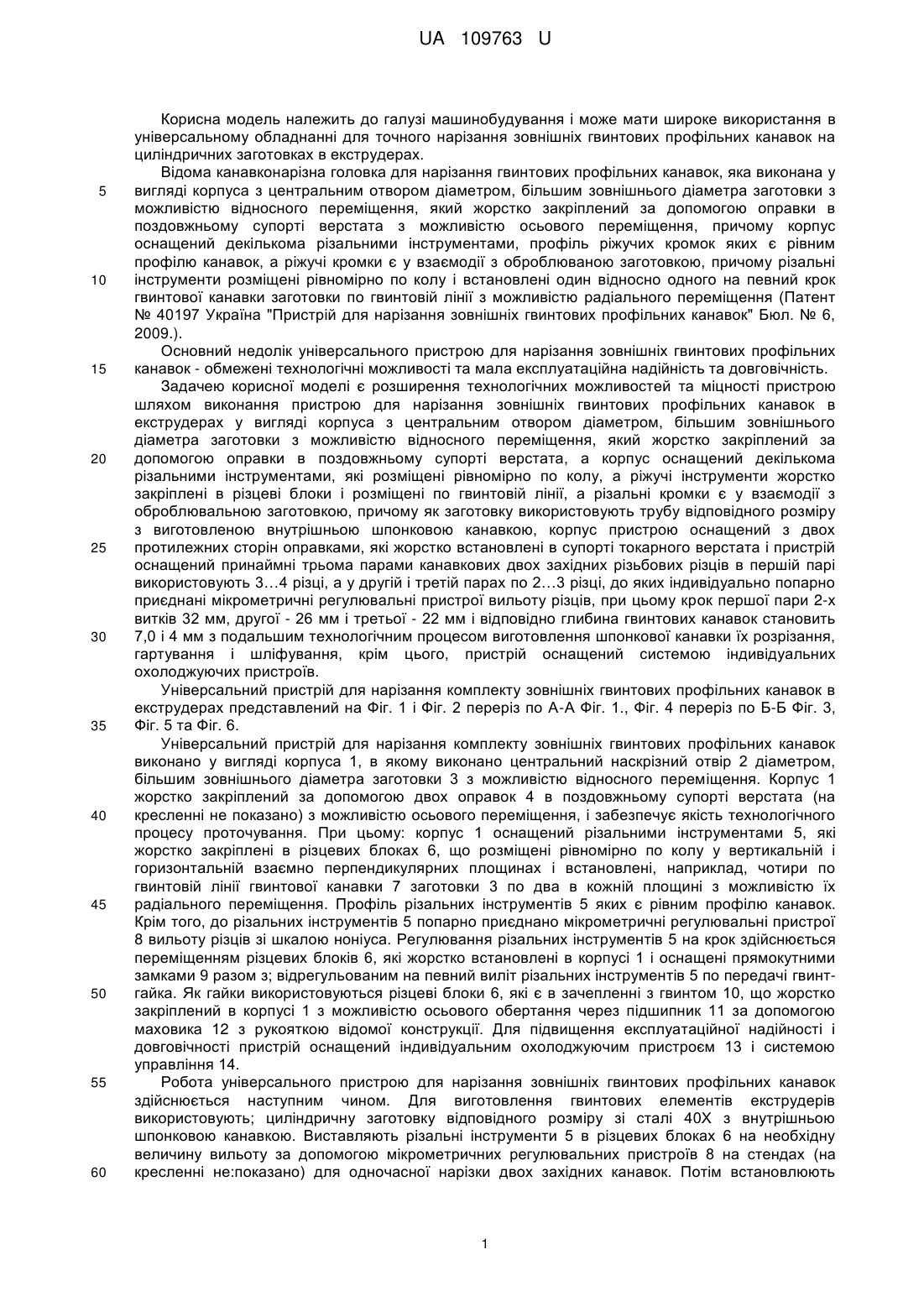
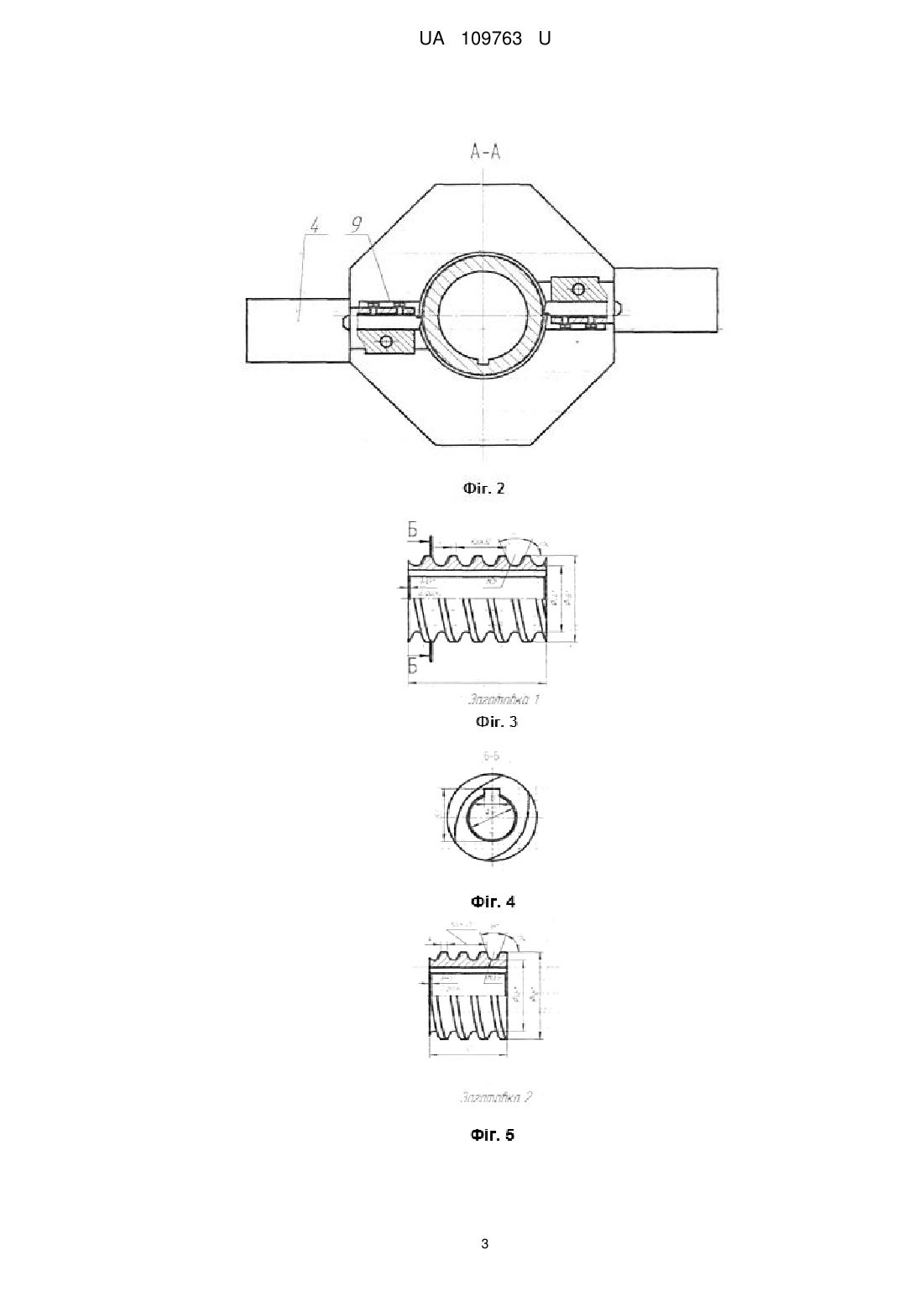
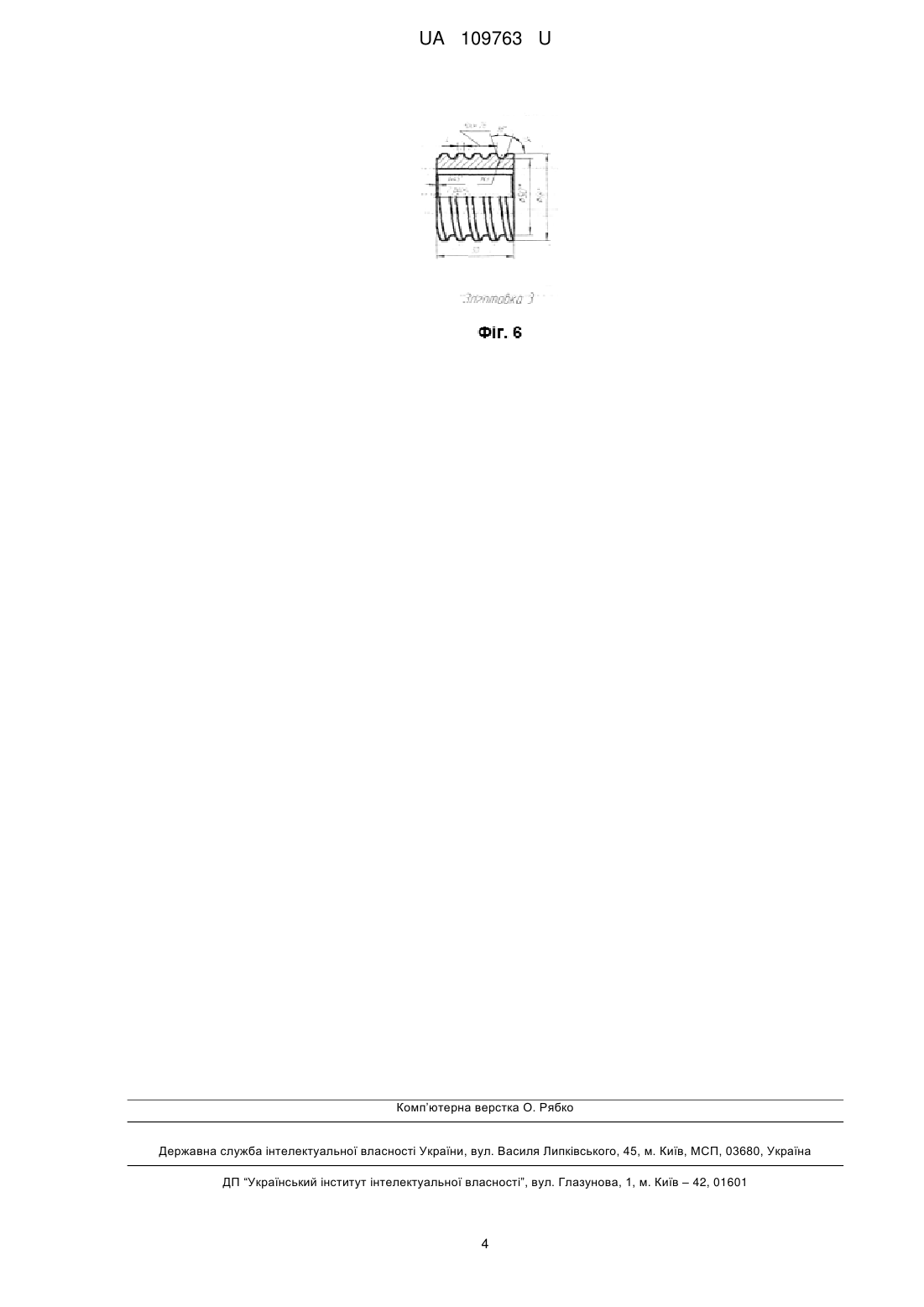
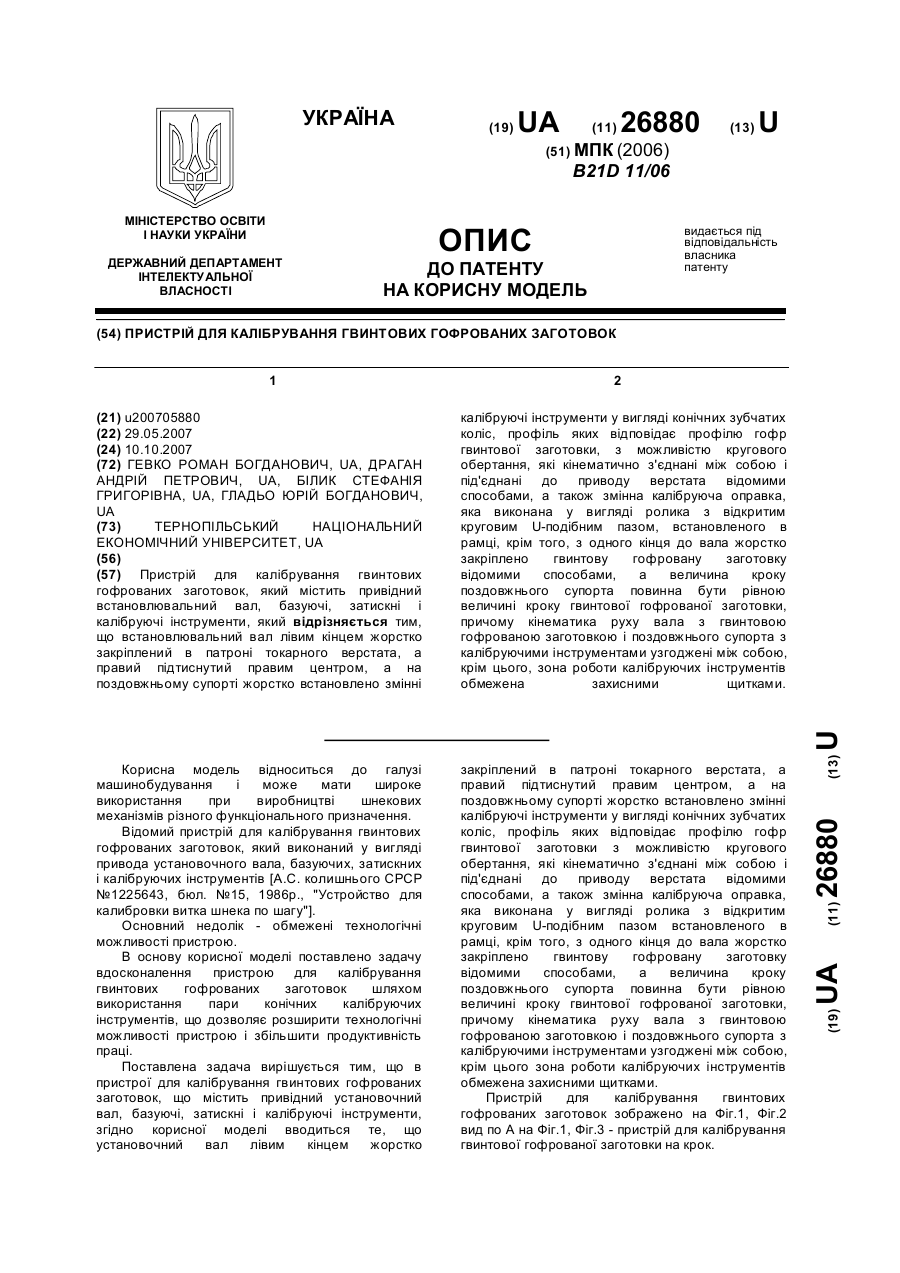
Реферат: Універсальний пристрій для нарізання комплекту заготовок гвинтових елементів екструдерів виконано у вигляді корпуса з центральним отвором діаметром, більшим зовнішнього діаметра заготовки з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата, а корпус оснащений декількома різальними інструментами, які розміщені рівномірно по колу. Крім цього, як заготовку використовують трубу відповідного розміру з виготовленою внутрішньою шпонковою канавкою, корпус пристрою оснащений з двох протилежних сторін оправками, які жорстко встановлені в супорті токарного верстата; і пристрій оснащений принаймні трьома парами канавкових двох західних різьбових різців, в першій парі використовують 3…4 різці, а у другій і третій парах по 2…3 різці, до яких індивідуально попарно приєднані мікрометричні регулювальні пристрої вильоту різців, при цьому крок першої пари 2-х витків 32 мм, другої - 2 6 мм і третьої - 22 мм і відповідно глибина гвинтових канавок становить 7,0 і 4 мм з подальшим технологічним процесом виготовлення шпонкової канавки їх розрізання, гартування і шліфування, крім цього, пристрій оснащений системою індивідуальних охолоджуючих пристроїв. UA 109763 U (12) UA 109763 U UA 109763 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і може мати широке використання в універсальному обладнанні для точного нарізання зовнішніх гвинтових профільних канавок на циліндричних заготовках в екструдерах. Відома канавконарізна головка для нарізання гвинтових профільних канавок, яка виконана у вигляді корпуса з центральним отвором діаметром, більшим зовнішнього діаметра заготовки з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата з можливістю осьового переміщення, причому корпус оснащений декількома різальними інструментами, профіль ріжучих кромок яких є рівним профілю канавок, а ріжучі кромки є у взаємодії з оброблюваною заготовкою, причому різальні інструменти розміщені рівномірно по колу і встановлені один відносно одного на певний крок гвинтової канавки заготовки по гвинтовій лінії з можливістю радіального переміщення (Патент № 40197 Україна "Пристрій для нарізання зовнішніх гвинтових профільних канавок" Бюл. № 6, 2009.). Основний недолік універсального пристрою для нарізання зовнішніх гвинтових профільних канавок - обмежені технологічні можливості та мала експлуатаційна надійність та довговічність. Задачею корисної моделі є розширення технологічних можливостей та міцності пристрою шляхом виконання пристрою для нарізання зовнішніх гвинтових профільних канавок в екструдерах у вигляді корпуса з центральним отвором діаметром, більшим зовнішнього діаметра заготовки з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата, а корпус оснащений декількома різальними інструментами, які розміщені рівномірно по колу, а ріжучі інструменти жорстко закріплені в різцеві блоки і розміщені по гвинтовій лінії, а різальні кромки є у взаємодії з оброблювальною заготовкою, причому як заготовку використовують трубу відповідного розміру з виготовленою внутрішньою шпонковою канавкою, корпус пристрою оснащений з двох протилежних сторін оправками, які жорстко встановлені в супорті токарного верстата і пристрій оснащений принаймні трьома парами канавкових двох західних різьбових різців в першій парі використовують 3…4 різці, а у другій і третій парах по 2…3 різці, до яких індивідуально попарно приєднані мікрометричні регулювальні пристрої вильоту різців, при цьому крок першої пари 2-х витків 32 мм, другої - 26 мм і третьої - 22 мм і відповідно глибина гвинтових канавок становить 7,0 і 4 мм з подальшим технологічним процесом виготовлення шпонкової канавки їх розрізання, гартування і шліфування, крім цього, пристрій оснащений системою індивідуальних охолоджуючих пристроїв. Універсальний пристрій для нарізання комплекту зовнішніх гвинтових профільних канавок в екструдерах представлений на Фіг. 1 і Фіг. 2 переріз по А-А Фіг. 1., Фіг. 4 переріз по Б-Б Фіг. 3, Фіг. 5 та Фіг. 6. Універсальний пристрій для нарізання комплекту зовнішніх гвинтових профільних канавок виконано у вигляді корпуса 1, в якому виконано центральний наскрізний отвір 2 діаметром, більшим зовнішнього діаметра заготовки 3 з можливістю відносного переміщення. Корпус 1 жорстко закріплений за допомогою двох оправок 4 в поздовжньому супорті верстата (на кресленні не показано) з можливістю осьового переміщення, і забезпечує якість технологічного процесу проточування. При цьому: корпус 1 оснащений різальними інструментами 5, які жорстко закріплені в різцевих блоках 6, що розміщені рівномірно по колу у вертикальній і горизонтальній взаємно перпендикулярних площинах і встановлені, наприклад, чотири по гвинтовій лінії гвинтової канавки 7 заготовки 3 по два в кожній площині з можливістю їх радіального переміщення. Профіль різальних інструментів 5 яких є рівним профілю канавок. Крім того, до різальних інструментів 5 попарно приєднано мікрометричні регулювальні пристрої 8 вильоту різців зі шкалою ноніуса. Регулювання різальних інструментів 5 на крок здійснюється переміщенням різцевих блоків 6, які жорстко встановлені в корпусі 1 і оснащені прямокутними замками 9 разом з; відрегульованим на певний виліт різальних інструментів 5 по передачі гвинтгайка. Як гайки використовуються різцеві блоки 6, які є в зачепленні з гвинтом 10, що жорстко закріплений в корпусі 1 з можливістю осьового обертання через підшипник 11 за допомогою маховика 12 з рукояткою відомої конструкції. Для підвищення експлуатаційної надійності і довговічності пристрій оснащений індивідуальним охолоджуючим пристроєм 13 і системою управління 14. Робота універсального пристрою для нарізання зовнішніх гвинтових профільних канавок здійснюється наступним чином. Для виготовлення гвинтових елементів екструдерів використовують; циліндричну заготовку відповідного розміру зі сталі 40Х з внутрішньою шпонковою канавкою. Виставляють різальні інструменти 5 в різцевих блоках 6 на необхідну величину вильоту за допомогою мікрометричних регулювальних пристроїв 8 на стендах (на кресленні не:показано) для одночасної нарізки двох західних канавок. Потім встановлюють 1 UA 109763 U 5 10 різцеві блоки 6 з виставленими різальними інструментами 5 в корпус 1 пристрою і вводять в зачеплення з гвинтом 10. Потім встановлюють пристрій на супорті верстата і закріплюють. Різальні інструменти 5 регулюються на крок за (допомогою передачі гвинт-гайка по шаблону. Після налагодження пристрою на супорті верстата, вмикають верстат і проводять процес канавкоутворення. Після нарізання канавок на певну довжину при реверсі на робочій подачі відводять пристрій від шпинделя верстата, заготовку знімають, встановлюють нову ї проводять процес канавкоутворення. В подальшому в заготовці виготовляють шпонкову канавку, розрізають на окремі заготовки, гартують і шліфують. До переваг універсального пристрою для нарізання зовнішніх гвинтових профільних канавок належить підвищена продуктивність праці і розширені технологічні можливості. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 Універсальний пристрій для нарізання комплекту заготовок гвинтових елементів екструдерів, який виконано у вигляді корпуса з центральним отвором діаметром, більшим зовнішнього діаметра заготовки з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата, а корпус оснащений декількома різальними інструментами, які розміщені рівномірно по колу, а ріжучі інструменти жорстко закріплені в різцеві блоки і розміщені по гвинтовій лінії, а різальні кромки є у взаємодії з оброблювальною заготовкою, який відрізняється тим, що як заготовку використовують трубу відповідного розміру з виготовленою внутрішньою шпонковою канавкою, корпус пристрою оснащений з двох протилежних сторін оправками, які жорстко встановлені в супорті токарного верстата; і пристрій оснащений принаймні трьома парами канавкових двох західних різьбових різців, в першій парі використовують 3…4 різці, а у другій і третій парах по 2…3 різці, до яких індивідуально попарно приєднані мікрометричні регулювальні пристрої вильоту різців, при цьому крок першої пари 2-х витків 32 мм, другої - 26 мм і третьої - 22 мм і відповідно глибина гвинтових канавок становить 7,0 і 4 мм з подальшим технологічним процесом виготовлення шпонкової канавки їх розрізання, гартування і шліфування, крім цього, пристрій оснащений системою індивідуальних охолоджуючих пристроїв. 2 UA 109763 U 3 UA 109763 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23G 5/00
Мітки: комплекту, пристрій, гвинтових, універсальний, нарізання, екструдерів, елементів, заготовок
Код посилання
<a href="https://ua.patents.su/6-109763-universalnijj-pristrijj-dlya-narizannya-komplektu-zagotovok-gvintovikh-elementiv-ekstruderiv.html" target="_blank" rel="follow" title="База патентів України">Універсальний пристрій для нарізання комплекту заготовок гвинтових елементів екструдерів</a>
Пристрій для нарізання зовнішніх гвинтових профільних канавок

Номер патенту: 40197
Опубліковано: 25.03.2009
Автори: Гевко Іван Богданович, Івасечко Роман Романович, Палюх Андрій Ярославович, Пономаренко Сергій Володимирович
МПК: B23G 5/00
Мітки: нарізання, гвинтових, профільних, зовнішніх, пристрій, канавок
Формула / Реферат:
Пристрій для нарізання зовнішніх гвинтових профільних канавок, який виконаний у вигляді корпусу з центральним отвором діаметром, більшим зовнішнього діаметра заготовки, з можливістю відносного переміщення, який жорстко закріплений за допомогою оправки в поздовжньому супорті верстата з можливістю осьового переміщення, причому корпус оснащений декількома різальними інструментами, профіль різальних кромок яких є рівним профілю канавок, а...
Пристрій для нарізання гвинтових шліцьових канавок

Номер патенту: 60544
Опубліковано: 25.06.2011
Автори: Шевчук Оксана Степанівна, Нагорняк Галина Степанівна, Дзюра Володимир Олексійович, Пономаренко Сергій Володимирович
МПК: B24B 39/00
Мітки: нарізання, гвинтових, канавок, шліцьових, пристрій
Формула / Реферат:
Пристрій для нарізання гвинтових шліцьових канавок, що виконано у вигляді корпуса з базуючими і кріпильними елементами, направляючих елементів і приводу з прямолінійним зворотно-поступальним рухом, який відрізняється тим, що корпус має складний ступінчастий отвір, в який встановлено планшайбу, яка виконана у вигляді ступінчастої осі, на нижній ступінь якої встановлено упорний підшипник, який зовнішньою поверхнею взаємодіє з поверхнею...
Пристрій для калібрування гвинтових гофрованих заготовок
Номер патенту: 26880
Опубліковано: 10.10.2007
Автори: Драган Андрій Петрович, Гладьо Юрій Богданович, Білик Стефанія Григорівна, Гевко Роман Богданович
МПК: B21D 11/06
Мітки: гвинтових, гофрованих, пристрій, заготовок, калібрування
Формула / Реферат:
Пристрій для калібрування гвинтових гофрованих заготовок, який містить привідний встановлювальний вал, базуючі, затискні і калібруючі інструменти, який відрізняється тим, що встановлювальний вал лівим кінцем жорстко закріплений в патроні токарного верстата, а правий підтиснутий правим центром, а на поздовжньому супорті жорстко встановлено змінні калібруючі інструменти у вигляді конічних зубчатих коліс, профіль яких відповідає профілю гофр...
Універсальний пристрій для навивання профільних гвинтових заготовок
Номер патенту: 99015
Опубліковано: 12.05.2015
Автори: Гевко Ігор Богданович, Гудь Віктор Зеновійович, Кучвара Іван Миколайович, Дячун Андрій Євгенович
МПК: B21D 11/06
Мітки: навивання, гвинтових, пристрій, профільних, заготовок, універсальний
Формула / Реферат:
Універсальний пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді станини, ступінчастої оправки, торцева поверхня якої виконана у вигляді гвинтової поверхні з кроком, рівним товщині смуги, а у більшому ступені оправки виконано осьовий паз для фіксації кінця смуги, механізмів радіального і осьового притискування, який відрізняється тим, що в торцевій поверхні більшого ступеня оправки по її центру виконано гвинтовий...
Пристрій для неперервного навивання гвинтових заготовок

Номер патенту: 36854
Опубліковано: 10.11.2008
Автори: Гевко Ігор Богданович, Ляшук Олег Леонтійович, Івасечко Роман Романович, Палюх Андрій Ярославович
МПК: B21D 11/06
Мітки: неперервного, навивання, гвинтових, пристрій, заготовок
Формула / Реферат:
Пристрій для неперервного навивання гвинтових заготовок, який виконано у вигляді циліндричної оправки, яка лівим кінцем жорстко закріплена в патроні верстата з можливістю кругового обертання, приводу, механізму натягу дроту, притискної оправки з роликами, установчих і кріпильних елементів, який відрізняється тим, що на правому кінці циліндричної оправки з торця виконано відкритий радіальний паз діаметром, більшим від діаметра дроту гвинтової...
Попередній патент: Фармацевтична композиція у вигляді твердої дозованої форми для перорального застосування, що містить нуклеотидний та нуклеозидний інгібітори зворотної транскриптази
Наступний патент: Машинно-апаратна схема виробництва кормових брикетів для тварин
Випадковий патент: Спосіб відводу з орбіти частини ракети, що відокремлюється