Головка запалу машини безперервного литва слябів
Номер патенту: 110003
Опубліковано: 26.09.2016
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
Формула / Реферат
Головка запалу машини безперервного литва слябів, що включає тіло головки з внутрішніми отворами, перпендикулярними його широкій грані, і замкову частину, що примикає до тіла, з порожниною і замковим виступом у формі довгого поперечного зуба, яка відрізняється тим, що в тілі головки додатково виконані крізні проточки, паралельні бічним граням тіла, що з'єднують внутрішні отвори з порожниною замкової частини або переднім торцем головки.
Текст
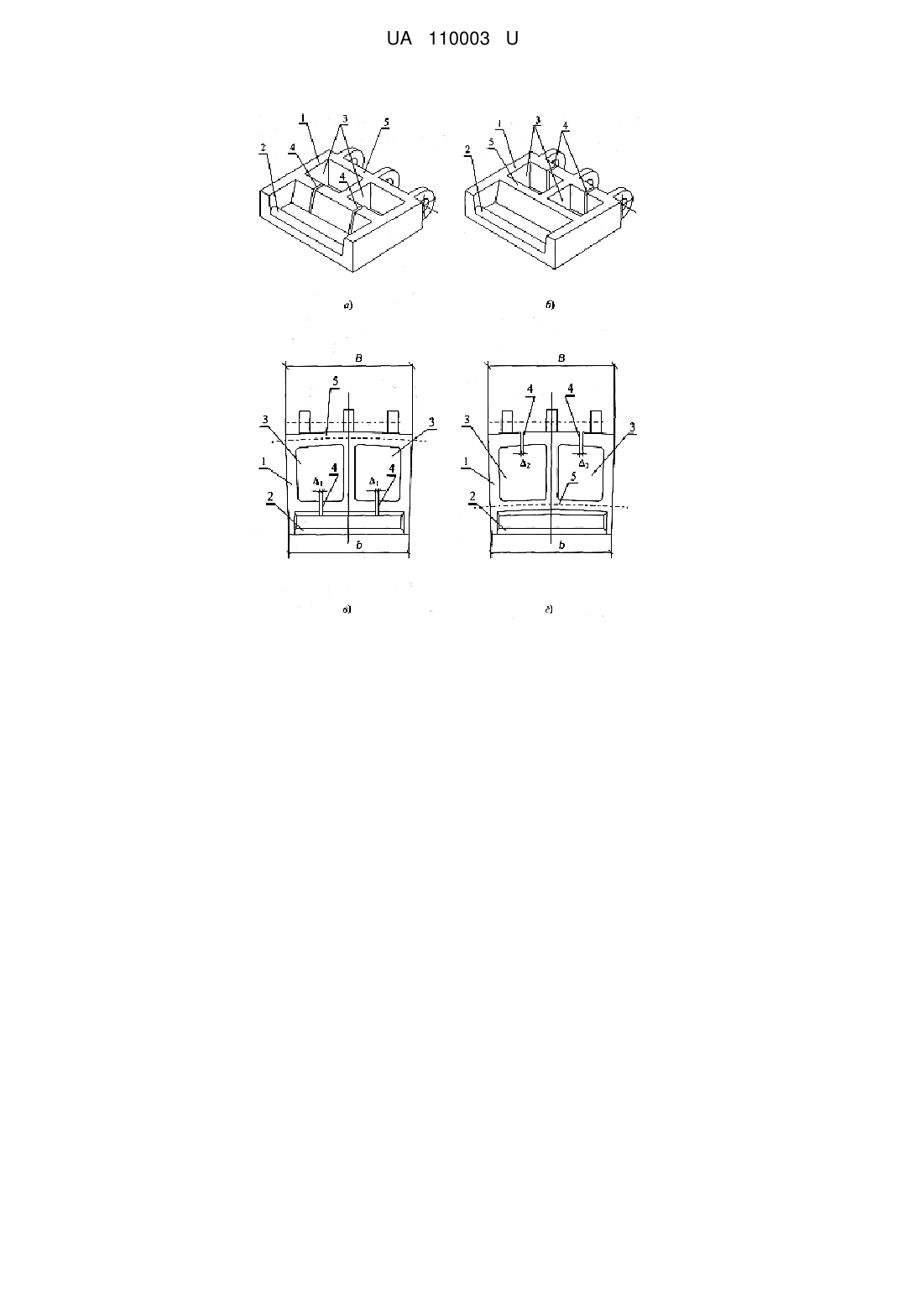
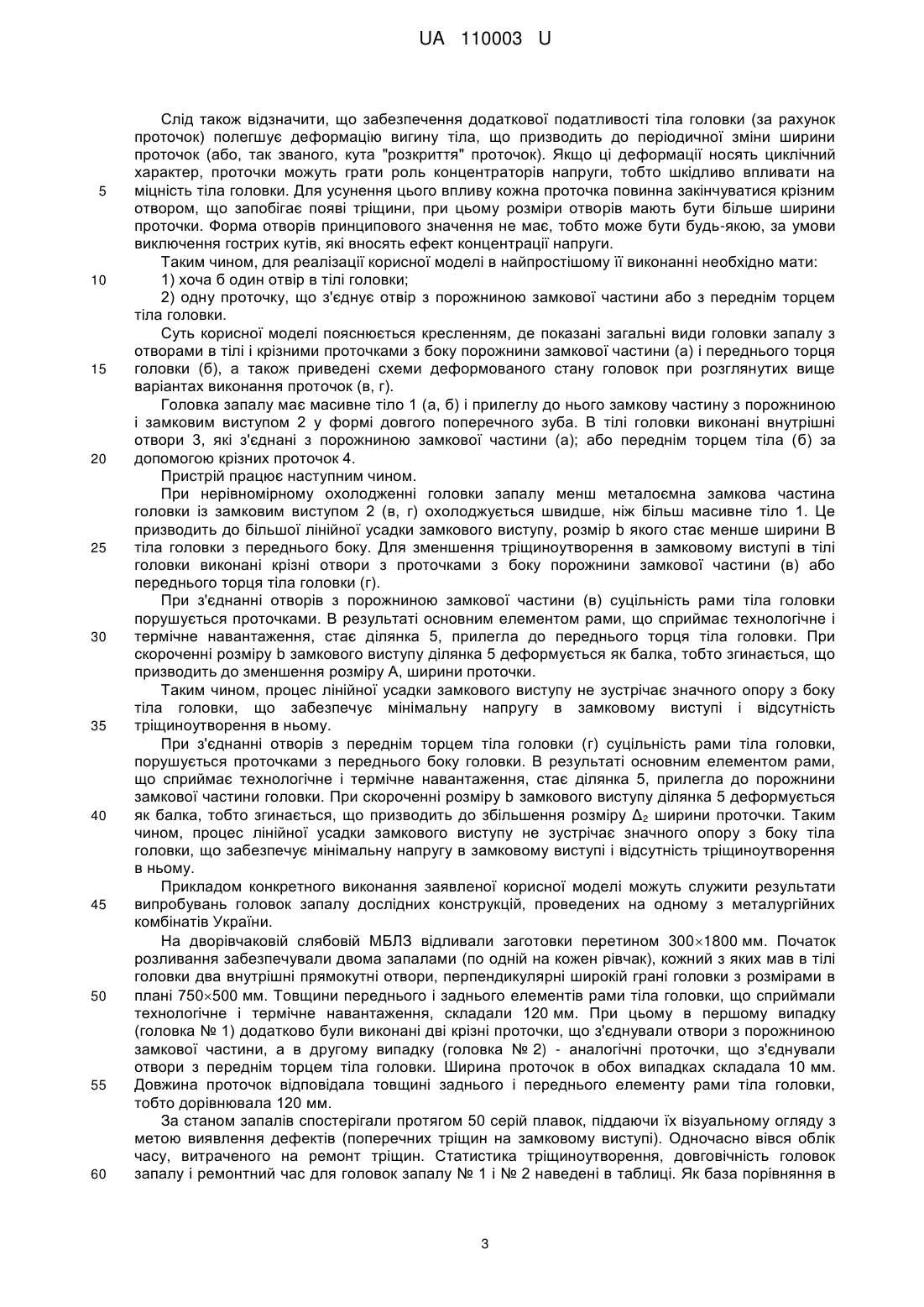
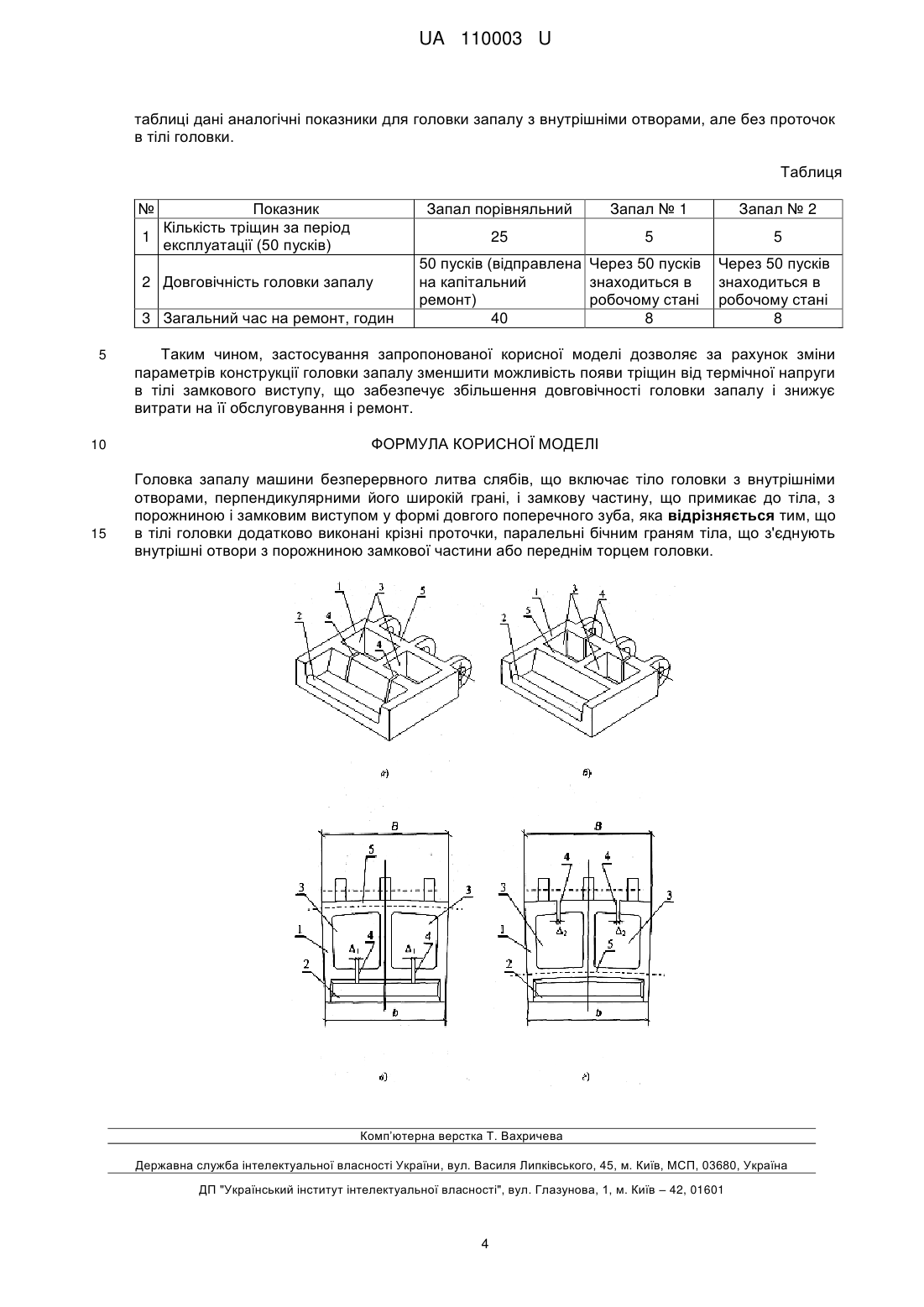
Реферат: Головка запалу машини безперервного литва слябів включає тіло головки з внутрішніми отворами, перпендикулярними його широкій грані, і замкову частину, що примикає до тіла, з порожниною і замковим виступом у формі довгого поперечного зуба причому в тілі головки додатково виконані крізні проточки, паралельні бічним граням тіла, що з'єднують внутрішні отвори з порожниною замкової частини або переднім торцем головки. UA 110003 U (54) ГОЛОВКА ЗАПАЛУ МАШИНИ БЕЗПЕРЕРВНОГО ЛИТВА СЛЯБІВ UA 110003 U UA 110003 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії і може бути використана при отриманні литих слябів із сталі і сплавів на машинах безперервного литва заготовок (МБЛЗ). Відома головка запалу МБЛЗ, в якій для зчеплення із заготовкою і можливого подальшого їх розділення в торцевій ділянці головки виконаний трапецієвидний паз у формі "ластівчиного хвоста" (А.с. 456676 СРСР, МПК В22D 11/08 / К.П. Веселов і ін.; Металургійний завод "Сарканайс металургс", 25.09.1972 p.). Після заповнення рідким металом порожнини паза і його твердіння утворюється "замок" між злитком і головкою, який після закінчення розливання розділяється відносним зсувом головки і злитка у напрямі паза. Недоліком пристрою є складність виготовлення замкової частини головки і низька довговічність самого замкового паза. Окрім цього, для роз'єднання головки і злитка потрібне спеціальне пресове устаткування, що призводить до ускладнення і подорожчання конструкції МБЛЗ. Відома також головка запалу МБЛЗ, в якій для зчеплення із заготовкою і можливого подальшого їх розділення в замковій частині головки виконана порожнина із замковим виступом у формі довгого поперечного зуба (Ниськовських В.М. Машини безперервного литва слябових заготовок / В.М. Ниськовських, С.Е. Карлинський, А.Д. Беренов - М.: Металургія, 1991. - С. 118124, рис.61, 63, 65). Після заповнення порожнини рідким металом і його твердіння отримують "замок" між злитком і головкою запалу, який легко розділяється в кінці зони вторинного охолоджування (ЗВО) МБЛЗ без застосування складного устаткування. Недоліком даної головки запалу є низька довговічність замкового виступу внаслідок утворення тріщин від руйнівної термічної напруги. Тріщини на запалі виникають через декілька десятків циклів використання, після чого замковий виступ ремонтується практично перед кожним початком розливання. Відома також головка запалу МБЛЗ, прийнята за прототип, яка включає тіло головки з внутрішніми отворами, перпендикулярними його широкій грані, і замкову частину, що примикає до тіла, з порожниною і замковим виступом у формі довгого поперечного зуба (Заявка на корисну модель, В22D 11/08 7. Головка запалу машини безперервного литва слябів / А.В. Лоза, В.В. Шишкін. - № u201600401 от 18.01.2016). Застосування отворів дозволяє знизити металоємність тіла головки і прискорити його охолоджування, що знижує термічну напругу і небезпеку виникнення тріщин в замковому виступі. При цьому, для повного усунення цієї напруги необхідно вирівняти металоємності тіла головки і замкової частини, що є неможливим з міркувань забезпечення міцності головки. Таким чином, запропонована в прототипі конструкція вирішує проблему тільки частково. Тобто головка запалу, як у випадках, розглянутих вище, має низьку довговічність замкового виступу внаслідок утворення тріщин від руйнівної термічної напруги. При створенні корисної моделі ставилося завдання розробити конструкцію головки запалу машини безперервного литва слябів, в якій за рахунок зміни параметрів конструкції зменшується можливість появи тріщин від термічної напруги в замковому виступі, що забезпечує збільшення довговічності головки запалу і зниження витрат на її обслуговування і ремонт. Для вирішення поставленого завдання в головці запалу машини безперервного литва слябів, що включає тіло головки з внутрішніми отворами, перпендикулярними його широкій грані, і замкову частину, що примикає до тіла, з порожниною і замковим виступом у формі довгого поперечного зуба, відповідно до корисної моделі, в тілі головки додатково виконані крізні проточки, паралельні бічним граням тіла, що з'єднують внутрішні отвори з порожниною або переднім торцем головки. В основу корисної моделі покладений загальновідомий принцип, згідно якого температурна напруга є наслідком неоднакової деформації елементів конструкції, яка виникає при її нерівномірному нагріві або охолоджуванні. Більш нагріті елементи (або шари цілісного масиву) подовжуються більше, а менш нагріті - менше. Це створює внутрішню напругу, яку називають термічною або температурною. Розглянемо теплову роботу головки запалу звичайної конструкції. В момент початку розливання головка запалу піддається дії високих температур, внаслідок її контакту з рідким металом. При цьому, насамперед нагріваються замковий виступ і ділянки головки, безпосередньо прилеглі до зони контакту. Нагрів супроводжується температурною деформацією (розширенням і подовженням) нагрітих ділянок, яка стримується (в силу суцільності матеріалу) менш нагрітими (і тому - менш деформованими) ділянками. В результаті такого нерівномірного нагріву в більш нагрітих ділянках головки (і, перш за все, в замковому виступі) виникає стискуюча напруга, а в менш нагрітих ділянках (наприклад, в монолітному тілі головки) - незначна напруга розтягування. Ця напруга для головки запалу є безпечною. Після відділення запалу від злитка - починається процес охолоджування головки. При цьому, спочатку інтенсивніше охолоджуються менш металоємні її частини і, зокрема, замковий 1 UA 110003 U 5 10 15 20 25 30 35 40 45 50 55 виступ. А більш металоємна частина (у нашому випадку - монолітне тіло) внаслідок теплової інерції довгий час залишається нагрітою. Виникають умови, коли вільна теплова усадка замкового виступу (довгого поперечного зуба) стає неможливою. В цьому випадку тіло замкового виступу піддається значному розтягуючому навантаженню, що у поєднанні з відносно невеликими перетинами зуба викликає появу розтягуючої напруги, що перевищує межу міцності. В результаті в зубі утворюються поперечні тріщини, розташовані з деяким кроком по його довжині. Оскільки замковий виступ є дуже відповідальним елементом конструкції запалу, тріщини в ньому доводиться усувати (шляхом їх заварки або наплавлення) у міру їх появи, тобто практично після кожного пуску МБЛЗ. В наведеному прототипі зроблена спроба вирішити проблему тріщиноутворення замкового виступу за рахунок зниження металоємності монолітної частини. При цьому, в тілі монолітної частини запропоновано виконати отвори, що знижують металоємність цієї частини, що сприяє його прискореному охолоджуванню. В ідеальному випадку, при рівності металоємностей монолітної і замкової частин слід чекати вирівнювання швидкостей їх охолоджування, рівності деформацій, а значить, відсутності термічної напруги і тріщин. В той же час, такий спосіб вирішення проблеми має свої недоліки. Зокрема, необхідне зменшення металоємності монолітної частини є небезпечним з точки зору забезпечення міцності головки при дії на неї технологічних і термічних зусиль. Тому, можливості даного технічного рішення в плані боротьби з утворенням тріщин в зубі головки - обмежені. Для кардинального вирішення проблеми тріщиноутворення в замковому виступі в даній корисній моделі пропонується метод, що не вимагає рівності металоємностей і температур елементів головки. В основі пропонованого методу лежить та ж теза, а саме - термічна напруга виникає при неоднаковій деформації елементів конструкції або шарів суцільного масиву. При цьому, однакову деформацію елементів можна забезпечити не за рахунок вирівнювання температур (як це зроблено в прототипі), а за рахунок зміни податливості одного з елементів. Тоді більш жорсткіший елемент, який буде деформуватись при нагріві або охолоджуванні, легко здеформує інший елемент, який виконано податливим. Таким чином, напругу від взаємодії цих елементів можна знизити до безпечного рівня. У розглянутому прикладі елемент, властивості якого не змінювалися, можна назвати таким, що "захищається". І, навпаки, елемент із штучно збільшеною податливістю логічно назвати таким, що "захищає". Зрозуміло, що вибір елементу, в якому навмисно змінюються властивості, має бути продуманим і обґрунтованим. Стосовно даної головки запалу ослаблення міцності і жорсткості замкового виступу є неприпустимим. Тому, елементом, що захищається, тут слід рахувати замкову частину із замковим виступом, а елементом, що захищає - тіло головки, що примикає до замкової частини. При цьому, збільшену податливість тілу головки треба забезпечити тільки у напрямі ширини головки, тобто в напрямі, небезпечному для елементу, що захищається (замкового виступу). З наведених міркувань витікають відмінні ознаки даної корисної моделі. Для зниження тріщиноутворення в замковій частині головки (і, зокрема, в замковому виступі) слід виконати в тілі головки крізні проточки (надрізи) на деяку глибину тіла. Проточки повинні починатися на поверхні порожнини замкової частини або на передній (ближній до ланцюга запалу) торцевій поверхні головки і мати напрям, паралельний бічним граням головки. Проточки послаблюють жорсткість тіла головки у напрямі її ширини (тобто у напрямі осі зуба замкової частини). Тіло головки отримує можливість "дихати", тобто деформуватися в цьому напрямі і, таким чином, не може викликати руйнування замкового виступу навіть за наявності різниці в температурах. Ця обставина є головною в запропонованому технічному рішенні. Важливо відзначити, що при цьому міцність і жорсткість головки в небезпечному з точки зору технологічних навантажень подовжньому напрямі практично не змінюється, тобто залишається гарантованою. В момент початку безперервного розливання головка запалу є тимчасовим дном кристалізатора. Виконання проточок по першому варіанту (тобто з виходом проточки на поверхню порожнини замкової частини) порушує суцільність цього дна, тобто вносить небезпеку витікання рідкого металу з кристалізатора через головку запалу. Для виключення цього, в період підготовки до початку розливання дані щілини в порожнині головки мають бути закладені вогнестійким матеріалом, як це робиться при закладенні зазорів між головкою запалу і стінками кристалізатора. При виконанні проточок по другому варіанту (тобто з виходом проточки на передній по ходу розливання торець головки) операція закладення додаткових щілин не потрібна. 2 UA 110003 U 5 10 15 20 25 30 35 40 45 50 55 60 Слід також відзначити, що забезпечення додаткової податливості тіла головки (за рахунок проточок) полегшує деформацію вигину тіла, що призводить до періодичної зміни ширини проточок (або, так званого, кута "розкриття" проточок). Якщо ці деформації носять циклічний характер, проточки можуть грати роль концентраторів напруги, тобто шкідливо впливати на міцність тіла головки. Для усунення цього впливу кожна проточка повинна закінчуватися крізним отвором, що запобігає появі тріщини, при цьому розміри отворів мають бути більше ширини проточки. Форма отворів принципового значення не має, тобто може бути будь-якою, за умови виключення гострих кутів, які вносять ефект концентрації напруги. Таким чином, для реалізації корисної моделі в найпростішому її виконанні необхідно мати: 1) хоча б один отвір в тілі головки; 2) одну проточку, що з'єднує отвір з порожниною замкової частини або з переднім торцем тіла головки. Суть корисної моделі пояснюється кресленням, де показані загальні види головки запалу з отворами в тілі і крізними проточками з боку порожнини замкової частини (а) і переднього торця головки (б), а також приведені схеми деформованого стану головок при розглянутих вище варіантах виконання проточок (в, г). Головка запалу має масивне тіло 1 (а, б) і прилеглу до нього замкову частину з порожниною і замковим виступом 2 у формі довгого поперечного зуба. В тілі головки виконані внутрішні отвори 3, які з'єднані з порожниною замкової частини (а); або переднім торцем тіла (б) за допомогою крізних проточок 4. Пристрій працює наступним чином. При нерівномірному охолодженні головки запалу менш металоємна замкова частина головки із замковим виступом 2 (в, г) охолоджується швидше, ніж більш масивне тіло 1. Це призводить до більшої лінійної усадки замкового виступу, розмір b якого стає менше ширини В тіла головки з переднього боку. Для зменшення тріщиноутворення в замковому виступі в тілі головки виконані крізні отвори з проточками з боку порожнини замкової частини (в) або переднього торця тіла головки (г). При з'єднанні отворів з порожниною замкової частини (в) суцільність рами тіла головки порушується проточками. В результаті основним елементом рами, що сприймає технологічне і термічне навантаження, стає ділянка 5, прилегла до переднього торця тіла головки. При скороченні розміру b замкового виступу ділянка 5 деформується як балка, тобто згинається, що призводить до зменшення розміру А, ширини проточки. Таким чином, процес лінійної усадки замкового виступу не зустрічає значного опору з боку тіла головки, що забезпечує мінімальну напругу в замковому виступі і відсутність тріщиноутворення в ньому. При з'єднанні отворів з переднім торцем тіла головки (г) суцільність рами тіла головки, порушується проточками з переднього боку головки. В результаті основним елементом рами, що сприймає технологічне і термічне навантаження, стає ділянка 5, прилегла до порожнини замкової частини головки. При скороченні розміру b замкового виступу ділянка 5 деформується як балка, тобто згинається, що призводить до збільшення розміру Δ2 ширини проточки. Таким чином, процес лінійної усадки замкового виступу не зустрічає значного опору з боку тіла головки, що забезпечує мінімальну напругу в замковому виступі і відсутність тріщиноутворення в ньому. Прикладом конкретного виконання заявленої корисної моделі можуть служити результати випробувань головок запалу дослідних конструкцій, проведених на одному з металургійних комбінатів України. На дворівчаковій слябовій МБЛЗ відливали заготовки перетином 3001800 мм. Початок розливання забезпечували двома запалами (по одній на кожен рівчак), кожний з яких мав в тілі головки два внутрішні прямокутні отвори, перпендикулярні широкій грані головки з розмірами в плані 750500 мм. Товщини переднього і заднього елементів рами тіла головки, що сприймали технологічне і термічне навантаження, складали 120 мм. При цьому в першому випадку (головка № 1) додатково були виконані дві крізні проточки, що з'єднували отвори з порожниною замкової частини, а в другому випадку (головка № 2) - аналогічні проточки, що з'єднували отвори з переднім торцем тіла головки. Ширина проточок в обох випадках складала 10 мм. Довжина проточок відповідала товщині заднього і переднього елементу рами тіла головки, тобто дорівнювала 120 мм. За станом запалів спостерігали протягом 50 серій плавок, піддаючи їх візуальному огляду з метою виявлення дефектів (поперечних тріщин на замковому виступі). Одночасно вівся облік часу, витраченого на ремонт тріщин. Статистика тріщиноутворення, довговічність головок запалу і ремонтний час для головок запалу № 1 і № 2 наведені в таблиці. Як база порівняння в 3 UA 110003 U таблиці дані аналогічні показники для головки запалу з внутрішніми отворами, але без проточок в тілі головки. Таблиця № Показник Кількість тріщин за період 1 експлуатації (50 пусків) Запал порівняльний 3 Загальний час на ремонт, годин Запал № 2 25 2 Довговічність головки запалу Запал № 1 5 5 50 пусків (відправлена Через 50 пусків на капітальний знаходиться в ремонт) робочому стані 40 8 Через 50 пусків знаходиться в робочому стані 8 5 Таким чином, застосування запропонованої корисної моделі дозволяє за рахунок зміни параметрів конструкції головки запалу зменшити можливість появи тріщин від термічної напруги в тілі замкового виступу, що забезпечує збільшення довговічності головки запалу і знижує витрати на її обслуговування і ремонт. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Головка запалу машини безперервного литва слябів, що включає тіло головки з внутрішніми отворами, перпендикулярними його широкій грані, і замкову частину, що примикає до тіла, з порожниною і замковим виступом у формі довгого поперечного зуба, яка відрізняється тим, що в тілі головки додатково виконані крізні проточки, паралельні бічним граням тіла, що з'єднують внутрішні отвори з порожниною замкової частини або переднім торцем головки. Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/08
Мітки: машини, головка, запалу, слябів, литва, безперервного
Код посилання
<a href="https://ua.patents.su/6-110003-golovka-zapalu-mashini-bezperervnogo-litva-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Головка запалу машини безперервного литва слябів</a>
Головка запалу машини безперервного литва слябів
Номер патенту: 108269
Опубліковано: 11.07.2016
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
МПК: B22D 11/08
Мітки: головка, слябів, безперервного, запалу, машини, литва
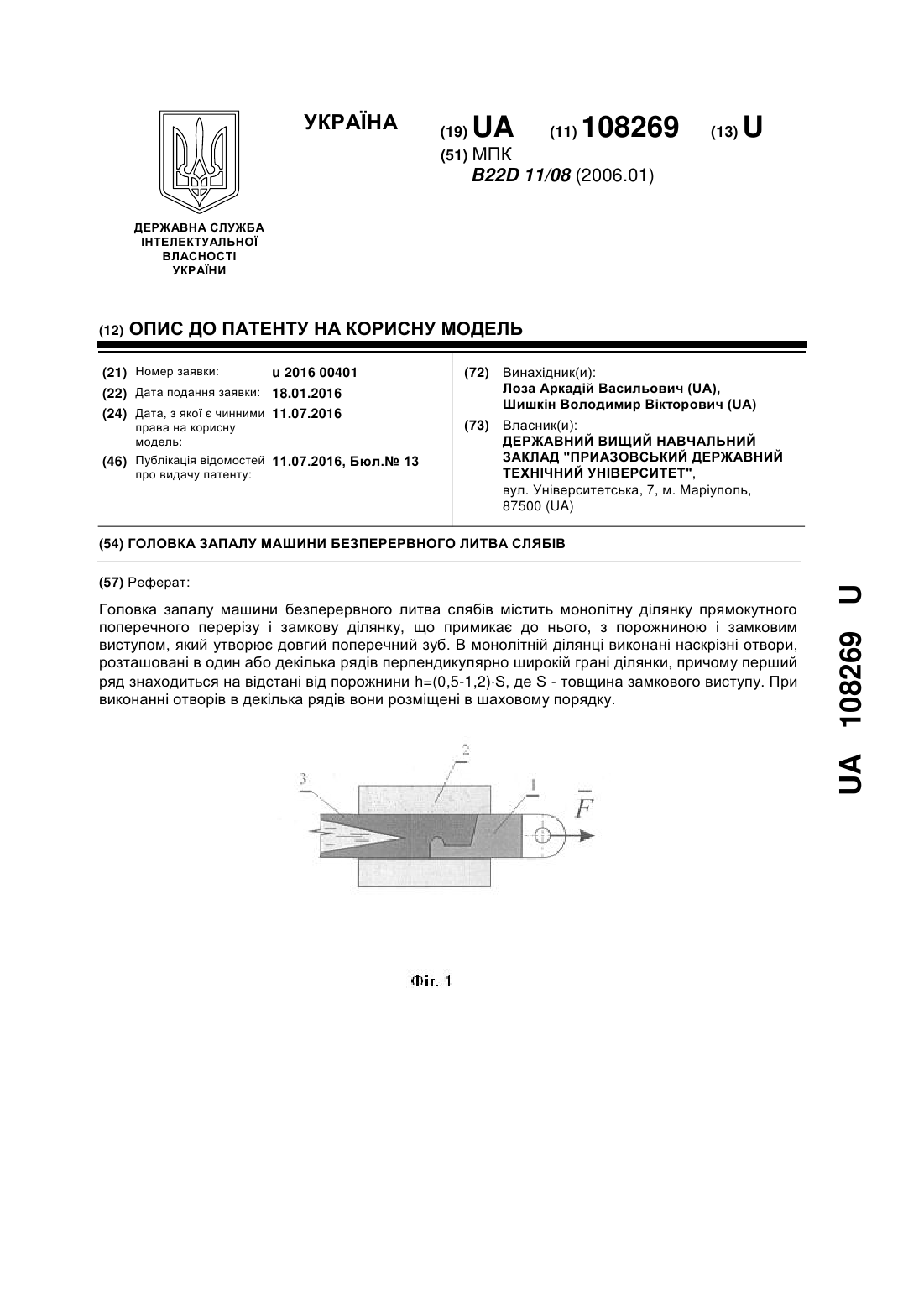
Формула / Реферат:
1. Головка запалу машини безперервного литва слябів, що містить монолітну ділянку прямокутного поперечного перерізу і замкову ділянку, що примикає до нього, з порожниною і замковим виступом, який утворює довгий поперечний зуб, яка відрізняється тим, що в монолітній ділянці виконані наскрізні отвори, розташовані в один або декілька рядів перпендикулярно широкій грані ділянки, причому перший ряд знаходиться на відстані від порожнини...
Ролик машини безперервного литва заготовок

Номер патенту: 8677
Опубліковано: 30.09.1996
Автори: Жукаев Валентин Іванович, Бородін Олександр Васильович, Хільшлейн Юрій Миколайович, Плискановський Олександр Станіславович, Ніколаев Геннадій Андрійович, Сабанський Микола Володимирович, Адамов Іван Васильович, Лепіхов Леонід Сергійович, Іванченко Іван Федорович, Соловійчик Петро Михайлович, Томашев Леонід Олександрович, Нісковських Віталій Максимович, Сурженко Валентин Дмитрович, Кругленко Володимир Андрійович, Хітько Людмила Олександрівна, Матюхін Олександр Васильович, Сенчілов Едуард Семенович
МПК: B22D 11/12
Мітки: литва, безперервного, машини, заготовок, ролик
Формула / Реферат:
1. Ролик машины непрерывного литья заготовок, содержащий полую бочку из нелегированного или низколегированного металла с оболочкой из износостойкого и жаропрочного сплава и цапфы, отличающийся тем, что, с целью экономии легирующих материалов, увеличения срока службы ролика и улучшение качества слитка за счет стабилизации межроликового расстояния, толщина стенки биметаллической бочки составляет 0,25-0,35 величины наружного диаметра ролика, а...
Ролик машини безперервного литва
Номер патенту: 8676
Опубліковано: 30.09.1996
Автори: Шусторович Віктор Меерович, Лепіхов Леонід Сергійович, Сілютін Віктор Миколайович, Буланов Леонід Володимирович, Суський Микола Вітальович, Склярський Григорій Миколайович, Іванченко Іван Федорович, Матюхін Олександр Васильович, Бородін Олександр Васильович, Сурженко Валентин Дмитрович
МПК: B22D 11/124
Мітки: литва, машини, ролик, безперервного
Формула / Реферат:
1. Ролик машины непрерывного литья, содержащий опорные цапфы и бандаж в виде набора спиралей на бочке, отличающийся тем, что, с целью увеличения надежности и долговечности ролика, крайние витки каждой спирали на длине (0,03...0,1)D, где D - наружный диаметр бандажа, выполнены толщиной 0,4...0,8 толщины средних витков.2. Ролик по п. 1, отличающийся тем, что он снабжен втулками, в которые заведены крайние витки спиралей, при этом...
Ролик машини безперервного литва заготовок
Номер патенту: 8675
Опубліковано: 30.09.1996
Автори: Кудачков Олег Вікторович, Матюхін Олександр Васильович, Ніколаев Геннадій Андрійович, Педан Микола Прокофійович, Лепіхов Леонід Сергійович, Кравченко Анатолій Петрович, Склярський Григорій Михайлович, Сагінор Олександр Григорович
МПК: B22D 11/12, B21B 27/02
Мітки: ролик, литва, машини, заготовок, безперервного
Формула / Реферат:
Ролик машины непрерывного литья заготовок, содержащий цапфы и бочку с выполненными на ее поверхности многозаходными винтовыми канавками левого и правого направления, отличающийся тем, что, с целью повышения стойкости ролика, канавки выполнены глубиной 0,0025-0,008 диаметра бочки, а шаг канавок составляет 0,03-0,10 длины бочки.
Ролик для машини безперервного лиття заготовок (слябів)
Номер патенту: 26266
Опубліковано: 10.09.2007
Автори: Клипачевський Віктор Васильович, Гопкало Олексій Петрович
МПК: B22D 11/12
Мітки: безперервного, ролик, заготовок, лиття, машини, слябів
Формула / Реферат:
Ролик для машини безперервного лиття заготовок (слябів), призначений для підтримування заготовки (сляба) на технологічній осі машини, виготовлений у вигляді пустотілого циліндра, на зовнішню циліндричну поверхню якого наплавкою нанесено шар металевого матеріалу, який відрізняється тим, що товщина шару Т металевого матеріалу на зовнішній циліндричній поверхні ролика визначена виразом Т=(0,15...0,20)Н, де Н - товщина основного матеріалу стінки...
Попередній патент: Спосіб діагностики розвитку остеопорозу
Наступний патент: Спосіб діагностики розвитку остеопорозу
Випадковий патент: Спосіб управління шліфувальним верстатом