Спосіб насичення сталевих виробів бором та вуглецем
Номер патенту: 110304
Опубліковано: 10.12.2015
Автори: Піляєва Світлана Борисівна, Філоненко Наталія Юріївна

Формула / Реферат
Спосіб насичення сталевих виробів бором та вуглецем, що включає їх нагрів в контейнері в середовищі, що складається з двох частин, одна з яких розміщена в верхній частині контейнера та містить карбід бору та фторид натрію, а друга частина середовища заповнює решту об'єму контейнера та в ній розміщують деталі і вона містить суміш деревно-вугільного карбюризатора та фториду натрію, остуджування і витримку до температури, до якої було здійснене остуджування та подальше охолодження, який відрізняється тим, що перед нагрівом здійснюють попереднє пластичне деформування зі ступенем деформації 25-28 %, а процес насичення здійснюють в дві стадії: перша при температурі 780-800 °С, а друга при температурі 950-970 °С, причому середовище другої частини контейнера додатково містить карбонат натрію та хром, при наступному співвідношенні компонентів, мас. % від маси всього середовища : фторид натрію - 1,85-2,85 %, карбонат натрію - 2,0-3,5 %, хром - 0,8-1,0 % та деревно-вугільний карбюризатор - решта.
Текст
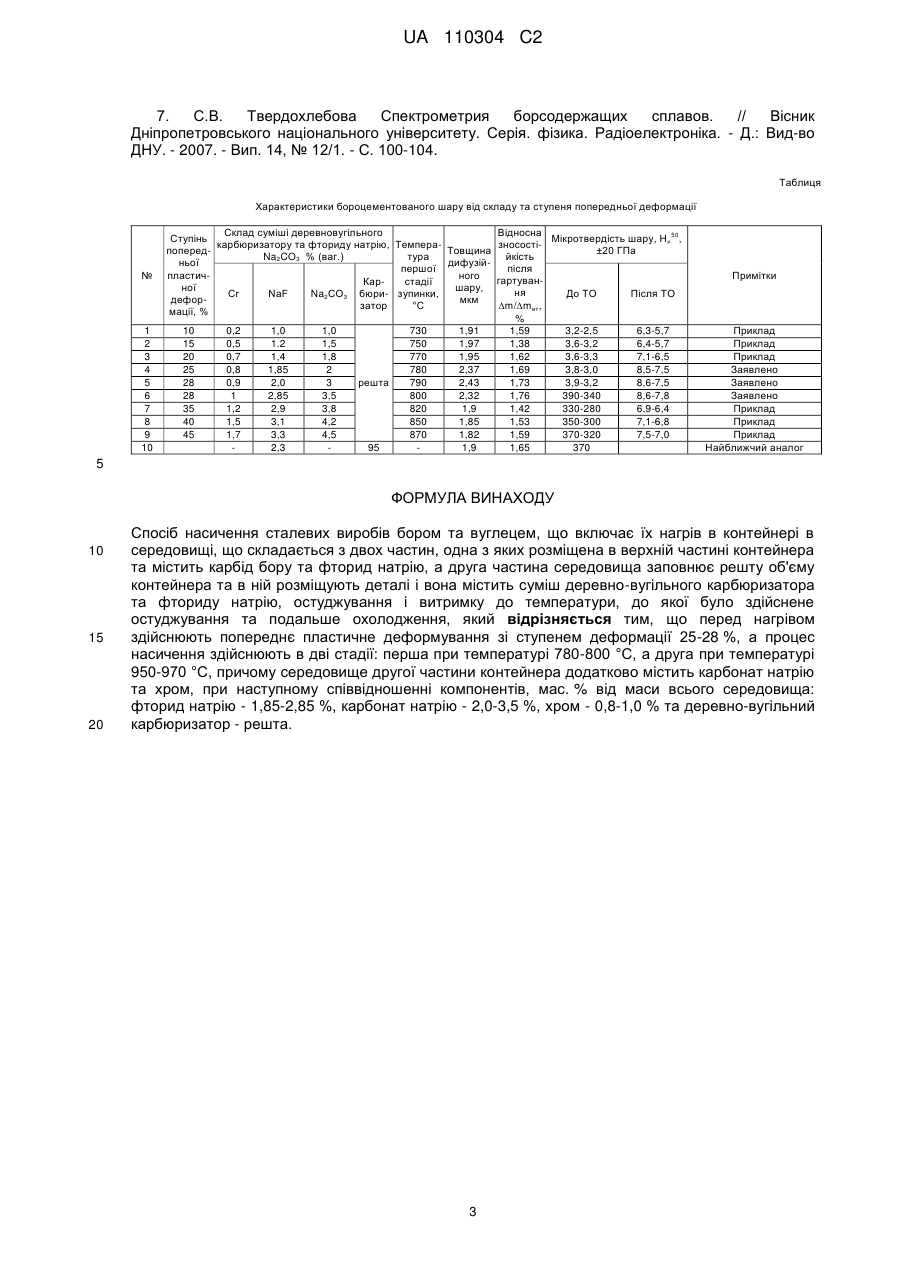
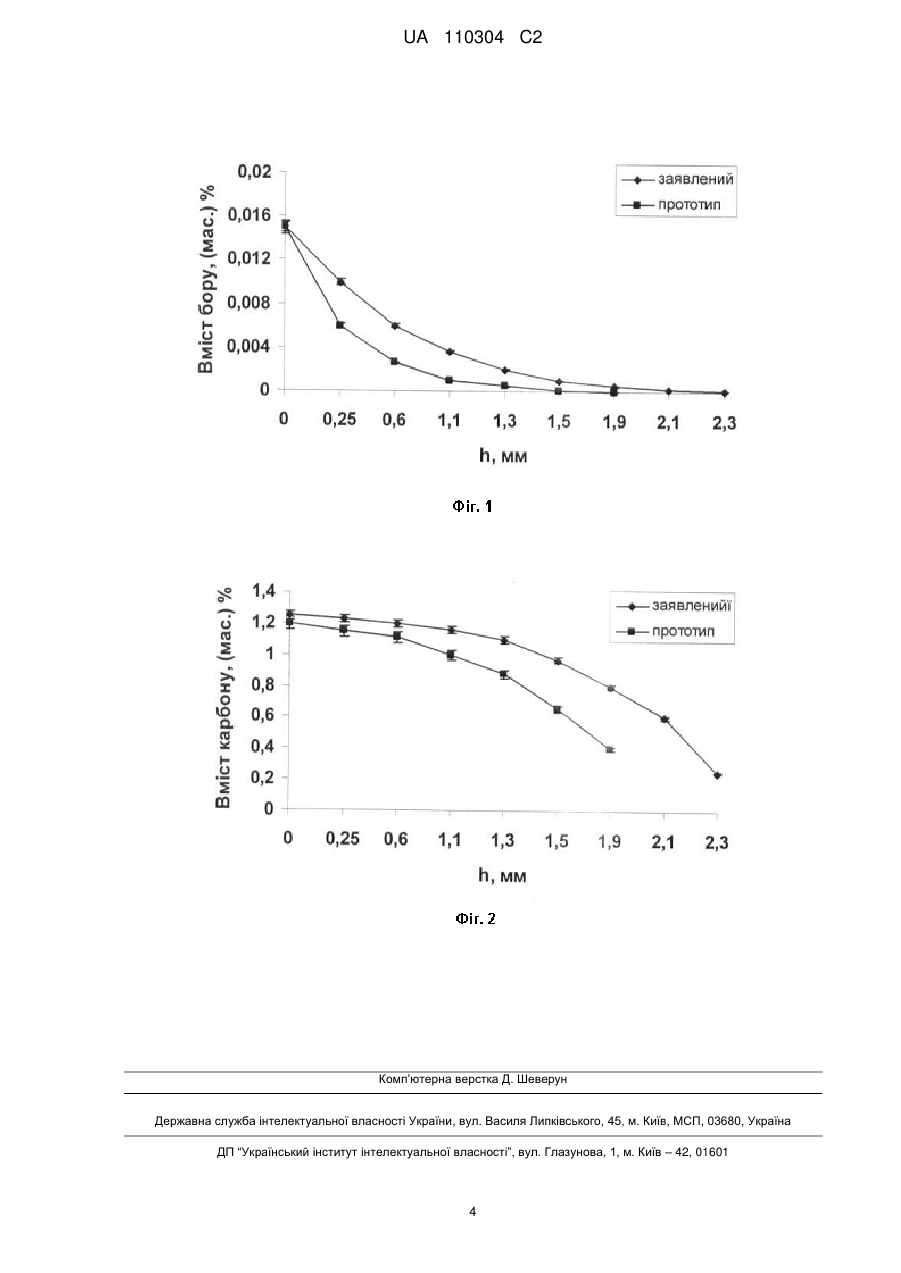
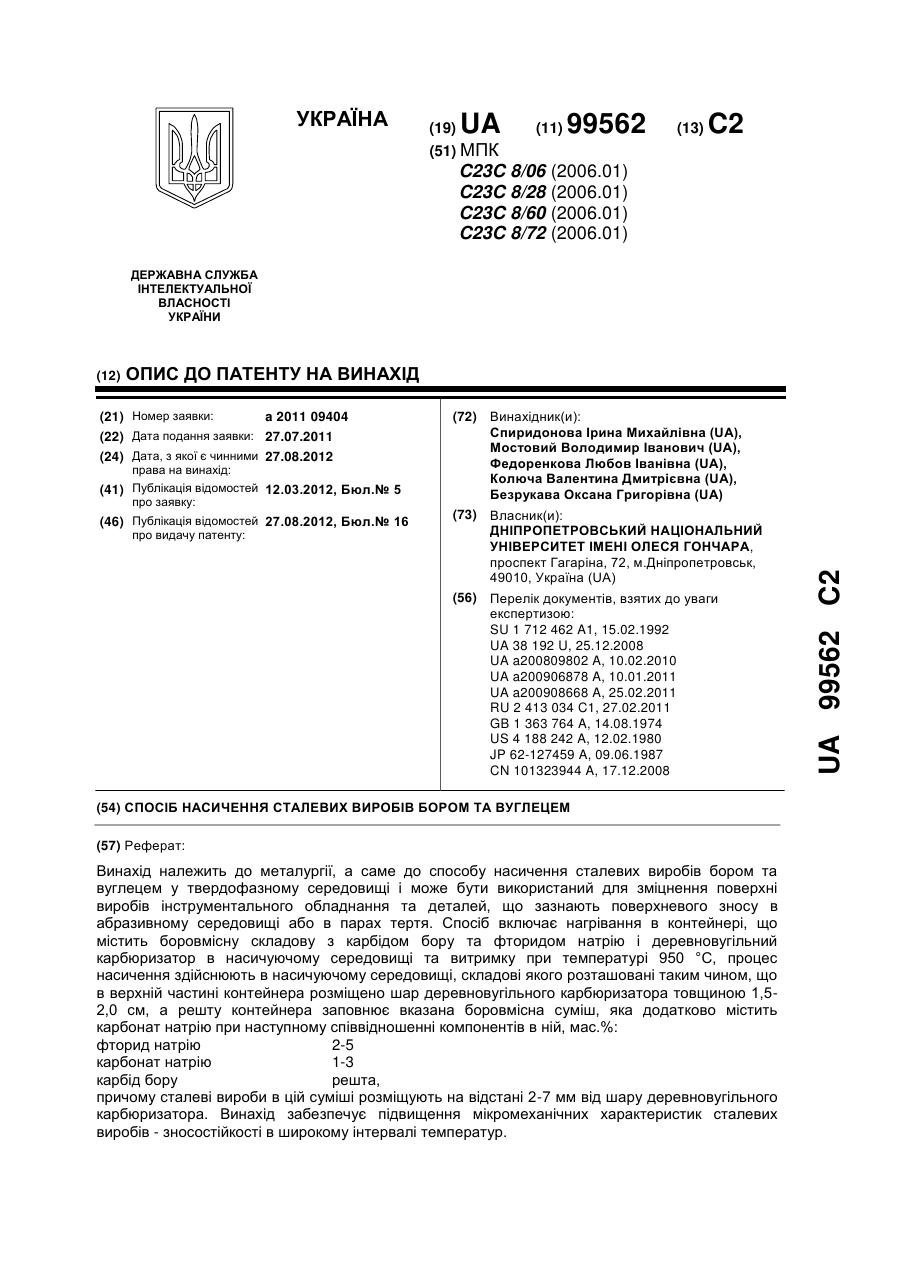
Реферат: Винахід належить до металургії. Спосіб насичення сталевих виробів бором та вуглецем включає нагрів виробів в середовищі, що складається з двох частин, одна з яких розміщена у верхній частині контейнера та містить карбід бору та фторид натрію, а друга частина середовища заповнює решту об'єму контейнера і вона містить компоненти в наступній кількості, мас. % від маси всього середовища: фторид натрію - 1,85-2,85 %, карбонат натрію - 2,0-3,5 %, хром - 0,8-0-1,0 % та деревно-вугільний карбюризатор - решта. Спосіб включає попереднє пластичне деформування зі ступенем деформації 25-28 %, а процес насичення здійснюють в дві стадії: перша при температурі 780-800 °С, а друга при температурі 950-970 °С. Технічний результат: покриття має високу твердість та зносостійкість та не містить карбідної сітки. UA 110304 C2 (12) UA 110304 C2 UA 110304 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до металургії, а саме до хіміко-термічної обробки сталі, зокрема до борокарбуванню у твердофазному середовищі, і може бути використаний для виробів інструментального обладнання та деталей, що зазнають поверхневого зносу в абразивному середовищі та в парах тертя. Відомий спосіб бороцементації сталевих виробів [1], який включає нагрів та витримку при температурі 900-950 °C у контейнері в порошковій суміші впродовж 2-8 годин з наступним остуджуванням до 750-850 °C та витримкою впродовж 0,5-1 годин і охолодження зі швидкістю 2100 град./хв., а склад суміші містить: карбід бору - 5-20 мас. %, деревно-вугільний карбюризатор - решта. Цей спосіб дозволяє повторно використовувати суміш для насичення, однак процес бороцементації відбувається не завжди. Іноді на частинах поверхні утворюється борований шар, який перешкоджає дифузії вуглецю в поверхню виробів і заважає утворенню цементованого шару. Відомо, що попереднє пластичне деформування деталей активізує насичення її поверхні [2]. Відомий спосіб [3], що включає підвищення твердості низьковуглецевих сталей, що включає попереднє пластичне деформування з наступною цементацією і термообробкою, і те, що глибину надвуглецевого шару t визначають за співвідношенням t=t 0+с1€ехр (с2), де t0 - глибина вуглецевого шару сталі без попередньої деформації; € - відносна деформація; с1, с2 безрозмірні коефіцієнти, що визначаються статистичною обробкою дослідних даних. Недоліком цього винаходу є недостатнє збільшення товщини дифузійного шару, а максимальне збільшення глибини шару складає 20 %. Найбільш близьким до заявленого є спосіб бороцементації сталевих виробів [4], який включає нагрівання виробів в контейнері та витримку з наступним остуджуванням до 860900 °C, середовище для бороцементації складається з двох частин, одна з яких розміщена в верхній частині контейнера і містить карбід бору та фторид натрію в суміші наступного складу, мас. %: карбіду бору - 2-3, фториду натрію - 0,1-0,15, друга частина середовища для бороцементації заповнює решту об'єму контейнера, в ній розміщені деталі для бороцементації і вона складається із суміші деревновугільного карбюризатора та фториду натрію в наступній кількості, мас. % від маси всього середовища: фторид натрію - 1,85-2,85, деревновугільний карбюризатор - решта. Недоліками цього способу насичення є можливе надвуглецювання, що приводить до зниження міцності поверхневого шару. Задачею винаходу є удосконалення способу насичення бором та вуглецем сталевих виробів, збільшення товщини дифузійного шару та покращення його якості, а саме: однорідності, твердості, зносостійкості шляхом здійснення попередньої пластичної деформації, зміни складу середовища та двостадійного процесу насичення. Поставлена задача вирішується тим, що в способі насичення бором та вуглецем виробів, що включає нагрів в контейнері, в середовищі, що складається з двох частин, одна з яких розміщена в верхній частині контейнера та містить карбід бору та фторид натрію, друга частина середовища заповнює решту об'єму контейнера, в ній розміщені деталі і містить суміш деревновугільного карбюризатора та фториду натрію, остуджування і витримку до температури, до якої було здійснене остуджування та подальше охолодження, новим є те, що перед процесом насичення здійснюють попереднє пластичне деформування зі ступенем деформації 25-28 %, процес насичення здійснюють в дві стадії: перша при температурі 780-800 °С, а друга при температурі 950-970 °С, а середовище другої частини контейнера містить додатково карбонат натрію та хром, при наступному співвідношенні компонентів, мас. % від маси всього середовища: фторид натрію - 1,85-2,85, карбонат натрію - 2,0-3,5, хрому - 0,8-1,0 та деревновугільний карбюризатор - решта. Таке розміщення компонентів середовища, наявність хрому у середовищі, присутність фториду натрію та соди N2СО3 забезпечує надходження необхідної кількості атомів бору та вуглецю, що дозволяє отримати бороцементовані шари необхідної товщини. Наявність соди карбонату натрію в насичуючому середовищі забезпечує додаткові атоми вуглецю, а хром сприяє утворенню борокарбідів легованих хромом. В заявленому способі процес насичення здійснюють в дві стадії перша при температурі 780800 °С, друга при температурі 950-970 °С. Попередня пластична деформація, нагрів та витримка при температурі 780-800 °С протягом 1 години дозволяє інтенсифікувати дифузію атомів бору за рахунок того, що в результаті попередньої пластичної деформації збільшується кількість шляхів дифузії. Крім того, бор є горофільним елементом та коефіцієнт дифузії атомів бору у - залізі більший, ніж у атомів вуглецю. Також слід зазначити, що бор підвищує 1 UA 110304 C2 5 10 15 20 25 30 35 40 45 50 55 60 дифузійну рухливість вуглецю та при подальшому підвищенні температури до 950-970 °С інтенсифікує дифузію атомів вуглецю [5]. В результаті обробки сталевих виробів отримали бороцементовані шари товщиною 2,3-2,43 мм, мікротвердістю - 4500 МПа та однорідні за структурою. Треба зауважити, що запропонований спосіб не призводить до утворення борованого шару на поверхні деталей. На фіг. 1 показаний розподіл бору по глибіні дифузійної зони. На фіг. 2 показаний розподіл вуглецю по глибіні дифузійної зони. Криві з фіг. 1, 2 свідчать збільшення глибини розподілу бору та вуглецю по запропонованому способі. Заявлений спосіб здійснюється таким чином. Вироби із сталі 20, які мають попередню пластичну деформацію 26 % поміщають у герметичний контейнер з плавким затвором. Проводять закладку компонентів суміші, та деталей наступним чином: на дно контейнера розміщують суміш, наступного складу в мас. % від маси всього середовища: фторид натрію - 2, карбонату натрію - 2,5, хрому - 0,9, деревновугільний карбюризатор - решта, висотою 30 см, в який розміщують деталі для обробки. Над ним розташований другий шар суміші наступного складу, в мас. % від маси всього середовища: карбід бору - 2,0, та фторид натрію - 0,15. Контейнер закривають металевою кришкою з плавким затвором. Як плавкий затвор використовують натрій-силікатний порошок. Контейнер поміщають в попереднє нагріту піч до температури 790 °C та витримують протягом 1 години. Потім нагрівають контейнер до температури 960 °C та після виходу на режим проводять процес насичення бором та вуглецем в печі 4 години. По закінченні 4 годин виконують остуджування до температури 870 °C, витримують протягом 1 години. Контейнер виймають із печі та охолоджують на повітрі. Після ХТО деталі підлягають термообробці (ТО): нагріву температури 780-800 °C та швидкому охолодженню у воді або маслі, потім відпуску при температурі 180-200 °C на протязі 1-1,5 годин. Після проведення ТО структура дифузійного шару набула більш якісних характеристик за рахунок того, що у бороцементованому шарі була отримана структура з рівномірним розподілом дрібнодисперсних включень карбоборидів та борокарбидів у мартенситі. Інтенсивність лінійного зносу визначалась за допомогою установки "Метаполан" по методиці 4 -1 наведеній у роботі [6] при тиску 2·10 Ра та кутовій швидкості обертання 1,5 хв , на абразивній шкірці ТУ 2-036/3У2/51С 25П, час циклу випробувань 30 хв. Відносну зносостійкість визначали за формулою =mет/mзразка. Як еталон використовували зразки сталі марки 25. Металографічний аналіз отриманих зразків проводили за допомогою металографічного мікроскопу NEOPHOT-21 та мікротвердоміру ПМТ-3. Твердість після гартування визначалась на твердомірі ТК-2М, спектральний пошаровий аналіз здійснювали за методикою описаною в роботі [7]. В таблиці приведені результати дослідження характеристик дифузійних шарів в залежності від ступеня попереднього пластичного деформування, від температури першого ступеня зупинки, вмісту складових другої частини середовища, де розміщують деталі. Отримане за заявленим способом покриття в порівнянні з найближчим аналогом має на 2530 % більшу товщину шару, що містить мікрокристалічні сполуки бору та вуглецю, які забезпечують більшу твердість та зносостійкість, підвищену в 1,2-1,3 разу зносостійкість покриття. Крім того, на відміну від найближчого аналогу, дифузійна зона за заявленим способом не містить карбідної сітки, яка може призвести до тріщиноутворення. В способі, що заявляється, створено прості за рішенням умови насичення, які дозволяють одержати на поверхністалі бороцементований шар, що забезпечує підвищення зносостійкості в широкому діапазоні температур. Застосування запропонованого способу технічно просте та можливе для реалізації на будьякій термічній ділянці інструментального виробництва 1. Авторское свидетельство СССР № 1352979, МКИ С23С 8/06, 1985 2. Лахтин Ю.М., Кальнер В.Д., Седуков В.К., Смирнова Т.А. Влияние предварительной холодной деформации на цементацию стали. // Металловед, и термин, обработка металлов 1971. - № 12. - С. 22-27. 3. Патент RU (11) № 2243273 (13) С1 Способ повышения твердости низкоуглеродистых сталей. МПК C21D 7/00, C21D 1/78 від 12.27.2004. 4. Патент "Спосіб бороцементації сталевих виробів" № 98105, С23С, 8/06, від 25.04.2012, Бюл. № 8. 5. Бокштейн, С.З. Диффузия и структура металлов / М.: Металлургия, 1973. - 205 с. 6. Юрков И.И., Строганов Г.И. Износостойкость карбидохромовых покрытий в условиях воздействия абразивных частиц // Трение и износ. - 1989. - Т. 10. - № 7. - С. 12-17. 2 UA 110304 C2 7. С.В. Твердохлебова Спектрометрия борсодержащих сплавов. // Вісник Дніпропетровського національного університету. Серія. фізика. Радіоелектроніка. - Д.: Вид-во ДНУ. - 2007. - Вип. 14, № 12/1. - С. 100-104. Таблиця Характеристики бороцементованого шару від складу та ступеня попередньої деформації № 1 2 3 4 5 6 7 8 9 10 Склад суміші деревновугільного Відносна Ступінь Мікротвердість шару, Н 50, карбюризатору та фториду натрію, ТемперазносостіпопередТовщина ±20 ГПа Na2CO3 % (ваг.) йкість тура ньої дифузійпісля першої пластичного гартуванстадії Карної шару, ня Сr NаF Na2CО3 бюри- зупинки, До ТО Після ТО деформкм °С затор m/mет, мації, % % 10 0,2 1,0 1,0 730 1,91 1,59 3,2-2,5 6,3-5,7 15 0,5 1.2 1,5 750 1,97 1,38 3,6-3,2 6,4-5,7 20 0,7 1,4 1,8 770 1,95 1,62 3,6-3,3 7,1-6,5 25 0,8 1,85 2 780 2,37 1,69 3,8-3,0 8,5-7,5 28 0,9 2,0 3 решта 790 2,43 1,73 3,9-3,2 8,6-7,5 28 1 2,85 3,5 800 2,32 1,76 390-340 8,6-7,8 35 1,2 2,9 3,8 820 1,9 1,42 330-280 6,9-6,4 40 1,5 3,1 4,2 850 1,85 1,53 350-300 7,1-6,8 45 1,7 3,3 4,5 870 1,82 1,59 370-320 7,5-7,0 2,3 95 1,9 1,65 370 Примітки Приклад Приклад Приклад Заявлено Заявлено Заявлено Приклад Приклад Приклад Найближчий аналог 5 ФОРМУЛА ВИНАХОДУ 10 15 20 Спосіб насичення сталевих виробів бором та вуглецем, що включає їх нагрів в контейнері в середовищі, що складається з двох частин, одна з яких розміщена в верхній частині контейнера та містить карбід бору та фторид натрію, а друга частина середовища заповнює решту об'єму контейнера та в ній розміщують деталі і вона містить суміш деревно-вугільного карбюризатора та фториду натрію, остуджування і витримку до температури, до якої було здійснене остуджування та подальше охолодження, який відрізняється тим, що перед нагрівом здійснюють попереднє пластичне деформування зі ступенем деформації 25-28 %, а процес насичення здійснюють в дві стадії: перша при температурі 780-800 °С, а друга при температурі 950-970 °С, причому середовище другої частини контейнера додатково містить карбонат натрію та хром, при наступному співвідношенні компонентів, мас. % від маси всього середовища: фторид натрію - 1,85-2,85 %, карбонат натрію - 2,0-3,5 %, хром - 0,8-1,0 % та деревно-вугільний карбюризатор - решта. 3 UA 110304 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of saturation of metal products with boron and carbon
Автори англійськоюFilonenko Natalia Yurivna, Piliaieva Svitlana Borysivna
Назва патенту російськоюСпособ насыщения металлических изделий бором и углеродом
Автори російськоюФилоненко Наталья Юрьевна, Пиляева Светлана Борисовна
МПК / Мітки
МПК: C23C 8/68, C23C 8/06, C23C 8/78, C23C 8/70, C21D 1/78
Мітки: насичення, бором, виробів, вуглецем, спосіб, сталевих
Код посилання
<a href="https://ua.patents.su/6-110304-sposib-nasichennya-stalevikh-virobiv-borom-ta-vuglecem.html" target="_blank" rel="follow" title="База патентів України">Спосіб насичення сталевих виробів бором та вуглецем</a>
Спосіб насичення сталевих виробів бором та вуглецем
Номер патенту: 99562
Опубліковано: 27.08.2012
Автори: Безрукава Оксана Григорівна, Колюча Валентина Дмитрієвна, Мостовий Володимир Іванович, Спиридонова Ірина Михайлівна, Федоренкова Любов Іванівна
МПК: C23C 8/28, C23C 8/06, C23C 8/72, C23C 8/60
Мітки: бором, виробів, насичення, спосіб, вуглецем, сталевих
Формула / Реферат:
Спосіб насичення сталевих виробів бором та вуглецем, що включає нагрівання їх в контейнері, що містить боровмісну суміш з карбідом бору та фторидом натрію і деревновугільний карбюризатор в насичуючому середовищі та витримку їх при температурі 950 °С, який відрізняється тим, що процес насичення сталевих виробів здійснюють в насичуючому середовищі, складові якого розташовані таким чином, що в верхній частині контейнера розміщено шар...
Спосіб насичення вуглецем металевих виробів
Номер патенту: 47034
Опубліковано: 15.11.2004
Автори: Єгоров Микола Тимофійович, Штихно Алла Петрівна, Кримов Віталій Миколайович, Алімов Валерій Іванович, Хребтов Андрій Олександрович
МПК: C23C 8/08
Мітки: спосіб, металевих, вуглецем, виробів, насичення
Формула / Реферат:
Спосіб насичення вуглецем металевих виробів, який включає вплив на поверхню виробу електродуговим розрядом, який відрізняється тим, що електродуговий розряд збуджують між вуглеграфітовим електродом та поверхнею виробу, а вуглеграфітовий електрод встановлюють від поверхні виробу на відстані, яку визначають за формулою: L= -3,299+0,017І+1,707
Спосіб бороцементації сталевих виробів
Номер патенту: 98105
Опубліковано: 25.04.2012
Автори: Філоненко Наталія Юріївна, Піляєва Світлана Борисівна, Спиридонова Ірина Михайлівна
МПК: C23C 8/70
Мітки: виробів, сталевих, спосіб, бороцементації
Формула / Реферат:
Спосіб бороцементації сталевих виробів, що включає нагрівання виробів в контейнері, що містить борвмісну складову і деревно-вугільний карбюризатор в середовищі для бороцементації, остуджування і витримку при температурі, до якої було здійснено остуджування, і подальше охолодження зі швидкістю 2-100 °С/хв., який відрізняється тим, що остуджування здійснюють до 860-900 °С, а середовище для бороцементації складається з двох частин, одна з яких...
Спосіб бороцементації сталевих виробів
Номер патенту: 38192
Опубліковано: 25.12.2008
Автори: Філоненко Наталія Юріївна, Піляєва Світлана Борисівна, Спиридонова Ірина Михайлівна
МПК: C23C 8/06
Мітки: спосіб, сталевих, виробів, бороцементації
Формула / Реферат:
Спосіб бороцементації сталевих виробів, що включає нагрів в контейнері, що містить боровмісну складову і деревновугільний карбюризатор в середовищі для бороцементації, остуджування і витримування при температурі, до якої було здійснено остуджування, який відрізняється тим, що остуджування здійснюють до 860-900 °С, а середовище для бороцементації складається з двох частин, одна з яких розміщена в верхній частині контейнера і містить...
Спосіб поверхневого насичення шару металів вуглецем
Номер патенту: 77822
Опубліковано: 25.02.2013
Автори: Умєров Ервін Джеватович, Абдулгазіс Умер Абдуллайович, Хабрат Микола Іванович
МПК: C23C 8/06
Мітки: насичення, вуглецем, металів, шару, поверхневого, спосіб
Формула / Реферат:
Спосіб поверхневого насичення деталі вуглецем, що полягає в розміщенні цієї деталі в об'ємі з подачею в нього газу, який відрізняється тим, що в об'єм у вигляді камери подається інертний газ в сторону електричної дуги, створюваної між електродами з вуглецю в безпосередній близькості від поверхні оброблюваної деталі.
Попередній патент: Спосіб дерматоскопічної оцінки тяжкості іхтіозу
Наступний патент: Спосіб оптимізації ентомокультури ендопаразита chouioia cunea jang.
Випадковий патент: Діелектричне плинне середовище, здатне до біорозкладання, і його застосування як ізолятора та охолоджувача в електроустаткуванні