Спосіб бороцементації сталевих виробів
Номер патенту: 98105
Опубліковано: 25.04.2012
Автори: Філоненко Наталія Юріївна, Спиридонова Ірина Михайлівна, Піляєва Світлана Борисівна


Формула / Реферат
Спосіб бороцементації сталевих виробів, що включає нагрівання виробів в контейнері, що містить борвмісну складову і деревно-вугільний карбюризатор в середовищі для бороцементації, остуджування і витримку при температурі, до якої було здійснено остуджування, і подальше охолодження зі швидкістю 2-100 °С/хв., який відрізняється тим, що остуджування здійснюють до 860-900 °С, а середовище для бороцементації складається з двох частин, одна з яких розміщена в верхній частині контейнера і містить карбід бору та фторид натрію в суміші наступного складу, в мас. % від маси всього середовища: карбіду бору - 2-3, фториду натрію - 0,1-0,15, друга частина середовища для бороцементації заповнює решту об'єму контейнера, в ній розміщені деталі для бороцементації і вона складається із суміші деревно-вугільного карбюризатору та фториду натрію в наступній кількості, в мас. % від маси всього середовища: фторид натрію - 1,85-2,85, деревно-вугільний карбюризатор - решта.
Текст
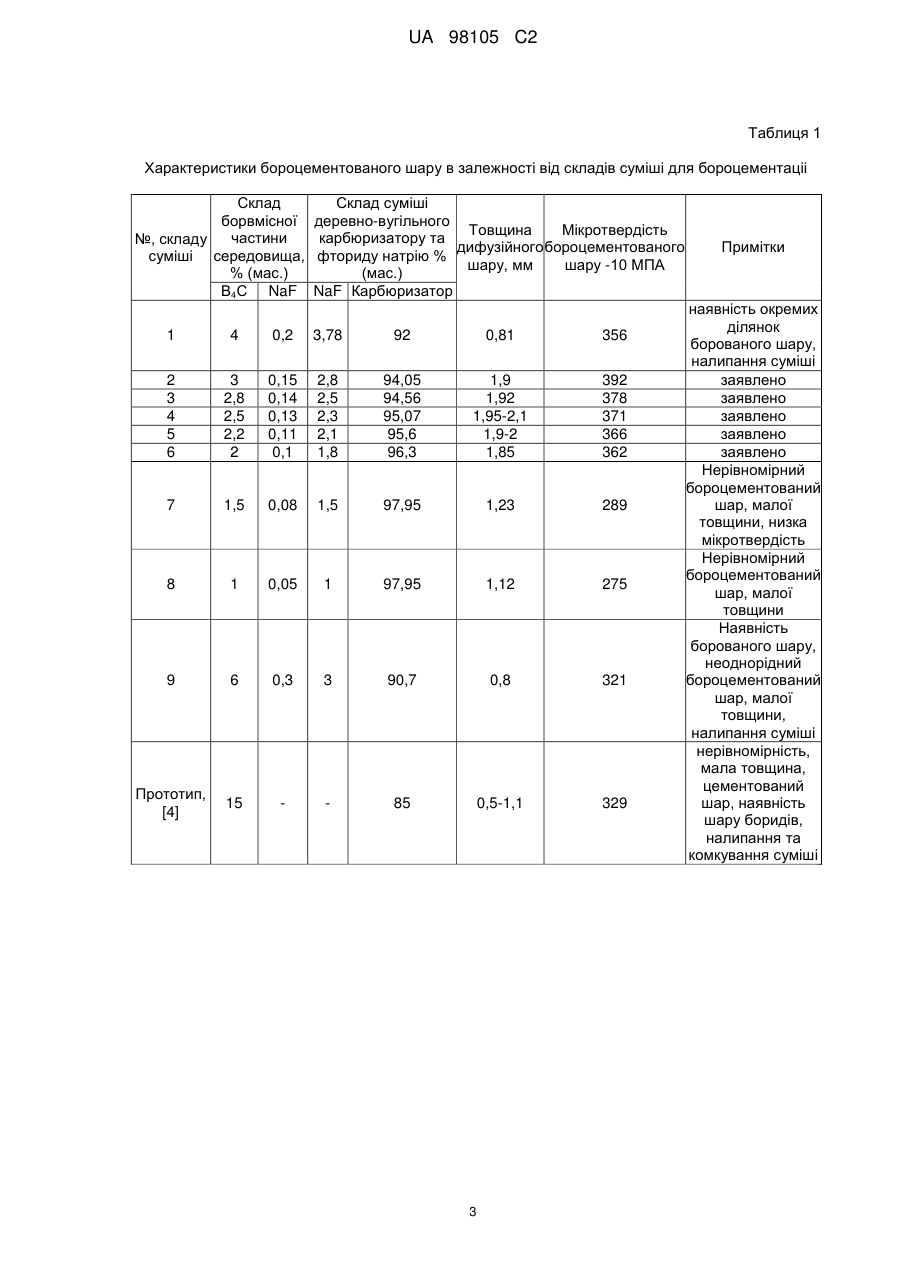
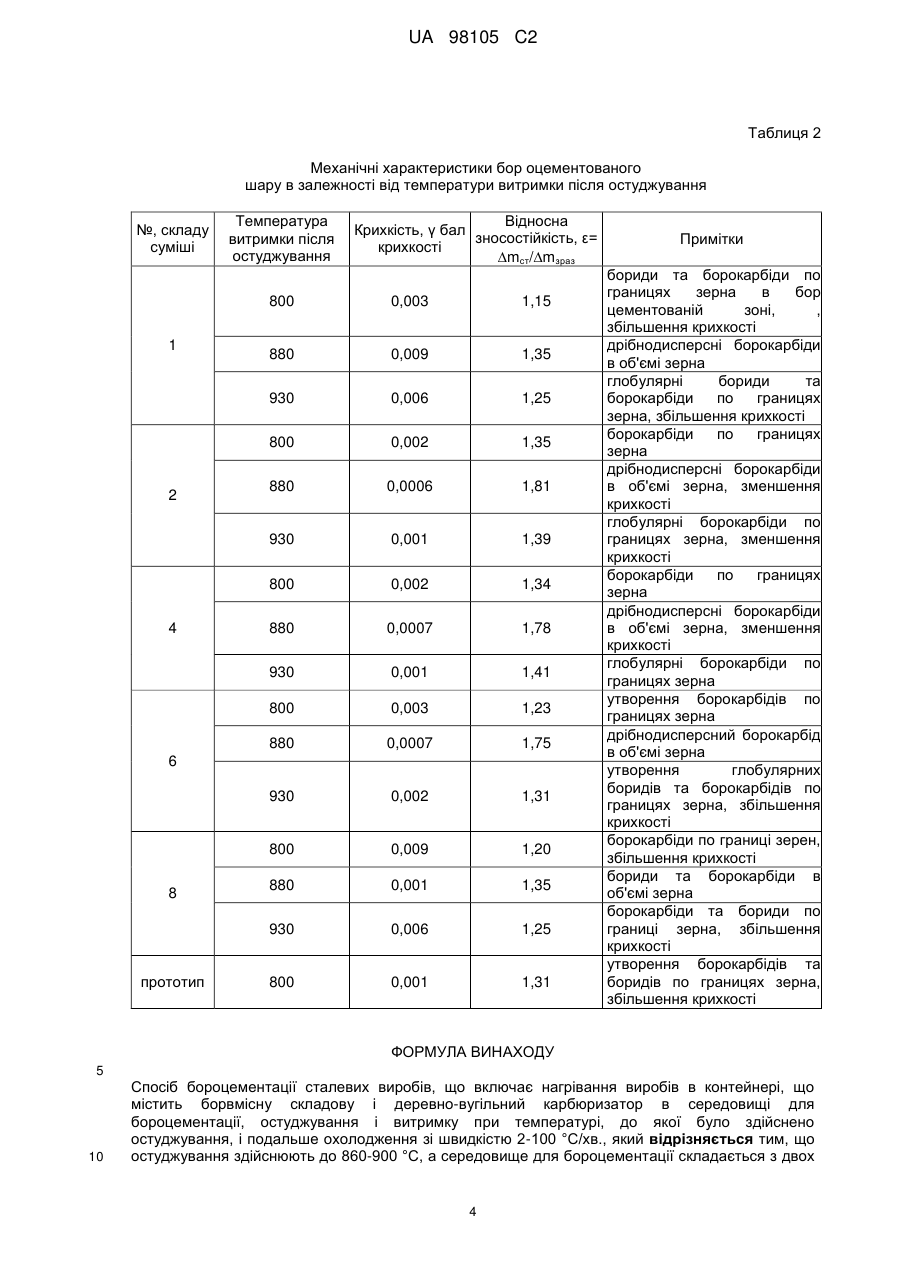
Реферат: Винахід належить до металургії, зокрема до боровуглецювання у твердофазному середовищі, і може бути використаний для зміцнення сталевих виробів, що зазнають поверхневого зносу. Спосіб включає нагрівання виробів в середовищі для бороцементації, остуджування до 860-900 °С і витримку при цій температурі і подальше охолодження зі швидкістю 2-100 °С/хв. Середовище для бороцементації складається з двох частин, одна з яких розміщена в верхній частині контейнера і містить: карбід бору - 2-3 мас. % та фторид натрію - 0,1-0,15 мас. % від маси всього середовища, а друга частина середовища для бороцементації заповнює решту об'єму контейнера, в ній розміщені деталі для бороцементації і вона складається із суміші деревно-вугільного карбюризатору та фториду натрію в наступній кількості, в мас. % від маси всього середовища: фторид натрію - 1,85-2,85, деревно-вугільний карбюризатор - решта. Технічний результат: бороцементовані шари мають більшу твердість та зносостійкість. Спосіб дозволяє підвищити швидкість насичення поверхні деталей. UA 98105 C2 (12) UA 98105 C2 UA 98105 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до металургії, а саме до хіміко-термічної обробки сталі, зокрема до боровуглецювання у твердофазному середовищі, і може бути використаний для зміцнення сталевих виробів, що зазнають поверхневий знос. Відомий склад для бороцементаціїї [1], що містить розплавлені карбонати лужних та лужноземельних металів і карбід бору. Відомий також склад для бороцементації [2], до складу якого входить феробор та розплавлені карбонати лужних металів. Недоліком цих винаходів є те, що процес бороцементації здійснюють в сумішах, які містять розплавлені карбонати лужних металів. Після бороцементаціїї на поверхні виробів спостерігається налипання компонентів суміші, що потребує додаткового їх відмивання. Відомий склад для бороцементації [3], який містить тетрафтороборат натрію або калію та сажу. Однак присутність тетрафтороборату натрію або калію в цьому складі може привести до спікання суміші, що не дає можливості повторного використання суміші для бороцементації. Найбільш близьким аналогом способу, що заявляється, вибраним як прототип, є спосіб бороцементації сталевих виробів [4], в якому використовується суміш із деревно-вугільного карбюризатору та борвмісної складової у співвідношенні компонентів: борвмісна складова 5-20 %, решта - деревно-вугільний карбюризатор. Процес бороцементації здійснюють у контейнерах при температурі 900-950 °С протягом 2-8 годин, охолоджують до 750-850 °С, витримують при цій температурі 0,5-1,0 годину і охолоджують зі швидкістю 2-100 град./хв. Цей спосіб дозволяє повторно використовувати суміш для насичення, однак процес бороцементації відбувається не завжди. Іноді на частинах поверхні утворюється борований шар, який перешкоджає дифузії вуглецю в поверхню виробів і заважає утворенню цементованого шару. Задачею винаходу є удосконалення способу бороцементації сталевих виробів, забезпечення стабільності утворення бороцементованого шару, збільшення його товщини, однорідності, твердості, зносостійкості шляхом зміни складу середовища та порядку розміщення його складових частин, а також зміни температури витримки після остуджування. Поставлена задача вирішується тим, що в способі бороцементації сталевих виробів, що включає нагрів в контейнері, що містить борвмісну складову і деревно-вугільний карбюризатор в середовищі для бороцементації, остуджування і витримку при температурі, до якої було здійснено остуджування, охолодження зі швидкістю 2-100 °С/хв, новим є те, що остуджування здійснюють до 860-900 °С, а середовище для бороцементації складається з двох частин, одна з яких розміщена в верхній частині контейнера і містить карбід бору та фторид натрію в суміші наступного складу, % (мас.) від маси всього середовища карбіду бору - 2-3, фторид натрію - 0,10,15, друга частина середовища для бороцементації заповнює решту об'єму контейнера, в ній розміщені деталі для бороцементації і вона складається із суміші деревно-вугільного карбюризатору та фториду натрію в наступній кількості, % (мас.) від маси всього середовища: фторид натрію - 1,85-2,85%, деревно-вугільний карбюризатор - решта. В заявленому способі середовище розділене на дві частини: одна частина, що містить карбід бору та фторид натрію і розміщена в верхній частині контейнеру для бороцементації. В іншій частині середовища, що містить деревно-вугільний карбюризатор та фторид натрію, укладають сталеві вироби. При нагріві до високих температур в частині середовища з борвмісною складовою та фторидом натрію утворюються летучі борфтористі сполуки, які з конвекційними потоками потрапляють до поверхні деталей, що піддаються бороцементації. При цьому утворюються активні іони бору, що дифундують в поверхню деталей. Розміщення борвмісної суміші окремо від деталей, що піддаються бороцементації і використання складу з меншою кількістю карбіду бору, сприяє тому, що на поверхні виробів не утворюється суцільний шар боридів, який перешкоджає дифузії вуглецю і утворенню дифузійної зони з вуглецем, а також не відбувається налипання суміші на поверхні деталей. Розміщення фториду натрію разом з деревно-вугільним карбюризатором сприяє утворенню більшої кількості активних атомів вуглецю, що дифундують в поверхню деталей і прискоренню процесу бороцементації. В заявленому способі змінена в порівнянні з прототипом температура, до якої здійснюють остуджування після бороцементації. Вона складає 860-900 °С. Після витримки при цій температурі охолодження на повітрі в структурі бороцементованої зони в об'ємі перлітних зерен спостерігають достатню кількість дрібної борокарбідної фази. Якщо остуджувати до температур, нижчих 860 °С, в бороцементованій зоні по границях зерен виділяються двофазні включення боридних і борокарбідних фаз. При остуджуванні до температури, вище за 900 °С, по границях зерен виділяються більш крупні бориди Fe2B, що приводить до крихкості бороцементованого шару. В табл. 1 наведені результати дослідження характеристик бороцементованих шарів в залежності від складових частин середовища. 1 UA 98105 C2 5 10 15 20 25 30 35 40 45 В табл. 2 наведені механічні характеристики бороцементованого шару в залежності від температури витримки після зупинки. На кресл. показана залежність розподілу вуглецю та бору по глибіні дифузійної зони за результатами пошарового спектрального аналізу. Заявлений спосіб відбувається таким чином. Процес бороцементації здійснювали в металевому контейнері. Для бороцементації використовували деревно-вугільний карбюризатор, склад якого відповідав ГОСТ 2407-83. Середовище для бороцементації складалось із двох частин: борвмісної складової та суміші, що містить деревно-вугільний карбюризатор та фторид натрію. Борвмісна складова містила карбід бору та фторид натрію в кількості, % (мас.) від всієї маси середовища: карбіду бору - 2,5, фториду натрію - 0,12. Суміш, що містила деревновугільний карбюризатор та фторид натрію, мала склад в наступній кількості, % (мас.) від маси всього середовища: фторид натрію - 2,00, деревно-вугільний карбюризатор - решта. При повторному використанні сумішей додають 40 % свіжих сумішей наведених вище складів. Розміщення складових та деталей відбувається наступним чином: починаючи з низу контейнера шар суміші деревно-вугільного карбюризатору та фториду натрію товщиною 25 мм, шар деталей, що бороцементується, шар суміші карбюризатору та фториду натрію товщиною 20 мм. Зверху розміщують частину середовища, що містить суміш карбіду бору та фториду натрію. Контейнер закривають металевою кришкою з плавким затвором. Як плавкий затвор використовують натрійсилікатний порошок. Контейнер поміщають в попередньо нагріту піч до 950 °С. Прогрівають 0,5 години, витримують в пічці 4 години, остуджують до температури 880 °С, витримують при цій температурі 1 годину, витягають із печі та охолоджують на повітрі зі швидкістю 2-100 °С/хв. В результаті обробки сталевих зразків на поверхні отримали бороцементовані шари товщиною 1,95 мм, однорідні за структурою (фіг. 1). Бороцементований шар має структуру, що містить перліт з дрібнодисперсними включеннями борокарбідів. Мікротвердість бороцементованого шару складала 385 МПа. Відносна зносостійкість зразків складала 1,45. Дослідження фазового складу, товщини дифузійних шарів та структури здійснювали за допомогою мікроскопу NIOFOT-2.0, ренструктурного аналізу на установці «ДРОН-3М». Кількість вуглецю та бору по глибині дифузійної зони визначали спектральним методом, мікротвердість структурних складових на мікротвердомірі ПМТ-3. Знос бороцементованих шарів визначали на установці для випробування валкових та штампових матеріалів з зусиллями притиску 200 кг∙с та швидкістю оберту 140-150 об/хв. Відносну зносостійкість визначали по формулі: ε= mcт/mзраз. Як еталон використовували зразки після цементації в деревно-вугільним 2 карбюризаторі при тих же умовах насичення. Крихкість отримали по співвідношенню γ= (D 2 2 d )/d , де γ - бал крихкості, D - розмір зони руйнування, d - розмір діагоналі відбитка індентора. З приведених результатів можна зробити висновок, що при застосуванні запропонованого способу на поверхні деталей формується бороцементована зона, насичена бором та вуглецем. Використання заявленого способу бороцементації дозволяє отримати більш якісні бороцементовані шари: однорідні за структурою та по товщині, зміцнені дрібнодисперсними борокарбідами. При застосуванні запропонованого способу бороцементації відбувається збільшення глибини бороцементованого шару в порівнянні з прототипом в 1,5-1,7 разу. Підвищується швидкість насичення і відповідно зменшується час обробки деталей. При цьому спостерігається збільшення мікротвердості в 1,2-1,3 разу та відносної зносостійкості в 1,2-1,4 разу. Остудження та витримка при температурі 860-900 °С дозволяють зменшити крихкість бороцементованого шару в порівнянні з прототипом в 1,25-1,4 разу. Спосіб дозволяє уникнути комкування середовища та налипання його на поверхню деталей. Спосіб може бути використаний на будь-якій ділянці інструментального виробництва. 2 UA 98105 C2 Таблиця 1 Характеристики бороцементованого шару в залежності від складів суміші для бороцементаціі Склад борвмісної частини №, складу суміші середовища, % (мас.) В4С NaF Склад суміші деревно-вугільного Товщина Мікротвердість карбюризатору та дифузійного бороцементованого фториду натрію % шару, мм шару -10 ΜΠΑ (мас.) NaF Карбюризатор 1 4 0,2 3,78 92 0,81 356 2 3 4 5 6 3 2,8 2,5 2,2 2 0,15 0,14 0,13 0,11 0,1 2,8 2,5 2,3 2,1 1,8 94,05 94,56 95,07 95,6 96,3 1,9 1,92 1,95-2,1 1,9-2 1,85 392 378 371 366 362 7 1,5 0,08 1,5 97,95 1,23 289 8 1 0,05 1 97,95 1,12 275 9 6 0,3 3 90,7 0,8 321 Прототип, [4] 15 85 0,5-1,1 329 3 Примітки наявність окремих ділянок борованого шару, налипання суміші заявлено заявлено заявлено заявлено заявлено Нерівномірний бороцементований шар, малої товщини, низка мікротвердість Нерівномірний бороцементований шар, малої товщини Наявність борованого шару, неоднорідний бороцементований шар, малої товщини, налипання суміші нерівномірність, мала товщина, цементований шар, наявність шару боридів, налипання та комкування суміші UA 98105 C2 Таблиця 2 Механічні характеристики бор оцементованого шару в залежності від температури витримки після остуджування №, складу суміші Температура витримки після остуджування Відносна Крихкість, γ бал зносостійкість, ε= крихкості mcт/mзраз 800 0,009 1,35 0,006 1,25 0,002 1,35 880 0,0006 1,81 930 0,001 1,39 800 0,002 1,34 880 0,0007 1,78 930 0,001 1,41 800 0,003 1,23 880 0,0007 1,75 930 0,002 1,31 800 0,009 1,20 880 0,001 1,35 930 4 880 800 2 1,15 930 1 0,003 0,006 1,25 800 0,001 1,31 6 8 прототип Примітки бориди та борокарбіди по границях зерна в бор цементованій зоні, , збільшення крихкості дрібнодисперсні борокарбіди в об'ємі зерна глобулярні бориди та борокарбіди по границях зерна, збільшення крихкості борокарбіди по границях зерна дрібнодисперсні борокарбіди в об'ємі зерна, зменшення крихкості глобулярні борокарбіди по границях зерна, зменшення крихкості борокарбіди по границях зерна дрібнодисперсні борокарбіди в об'ємі зерна, зменшення крихкості глобулярні борокарбіди по границях зерна утворення борокарбідів по границях зерна дрібнодисперсний борокарбід в об'ємі зерна утворення глобулярних боридів та борокарбідів по границях зерна, збільшення крихкості борокарбіди по границі зерен, збільшення крихкості бориди та борокарбіди в об'ємі зерна борокарбіди та бориди по границі зерна, збільшення крихкості утворення борокарбідів та боридів по границях зерна, збільшення крихкості ФОРМУЛА ВИНАХОДУ 5 10 Спосіб бороцементації сталевих виробів, що включає нагрівання виробів в контейнері, що містить борвмісну складову і деревно-вугільний карбюризатор в середовищі для бороцементації, остуджування і витримку при температурі, до якої було здійснено остуджування, і подальше охолодження зі швидкістю 2-100 °С/хв., який відрізняється тим, що остуджування здійснюють до 860-900 °С, а середовище для бороцементації складається з двох 4 UA 98105 C2 5 частин, одна з яких розміщена в верхній частині контейнера і містить карбід бору та фторид натрію в суміші наступного складу, в мас. % від маси всього середовища: карбіду бору - 2-3, фториду натрію - 0,1-0,15, друга частина середовища для бороцементації заповнює решту об'єму контейнера, в ній розміщені деталі для бороцементації і вона складається із суміші деревно-вугільного карбюризатору та фториду натрію в наступній кількості, в мас. % від маси всього середовища: фторид натрію - 1,85-2,85, деревно-вугільний карбюризатор - решта. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for boron carbonization of steel products
Автори англійськоюFilonenko Natalia Yurivna, Spyrydonova Iryna Mykhailivna, Piliaieva Svitlana Borysivna
Назва патенту російськоюСпособ бороцементации стальных изделий
Автори російськоюФилоненко Наталья Юрьевна, Спиридонова Ирина Михайловна, Пиляева Светлана Борисовна
МПК / Мітки
МПК: C23C 8/70
Мітки: спосіб, сталевих, виробів, бороцементації
Код посилання
<a href="https://ua.patents.su/7-98105-sposib-borocementaci-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб бороцементації сталевих виробів</a>
Спосіб бороцементації сталевих виробів
Номер патенту: 38192
Опубліковано: 25.12.2008
Автори: Філоненко Наталія Юріївна, Піляєва Світлана Борисівна, Спиридонова Ірина Михайлівна
МПК: C23C 8/06
Мітки: виробів, спосіб, сталевих, бороцементації
Формула / Реферат:
Спосіб бороцементації сталевих виробів, що включає нагрів в контейнері, що містить боровмісну складову і деревновугільний карбюризатор в середовищі для бороцементації, остуджування і витримування при температурі, до якої було здійснено остуджування, який відрізняється тим, що остуджування здійснюють до 860-900 °С, а середовище для бороцементації складається з двох частин, одна з яких розміщена в верхній частині контейнера і містить...
Спосіб цементації сталевих виробів та склад для його здійснення
Номер патенту: 88013
Опубліковано: 10.09.2009
Автори: Мостовий Володимир Іванович, Спиридонова Ірина Михайлівна, Колюча Валентина Дмитрівна, Федоренкова Любов Іванівна
МПК: C21D 1/74, C23C 10/34
Мітки: цементації, сталевих, здійснення, склад, спосіб, виробів
Формула / Реферат:
1. Спосіб цементації сталевих виробів, що включає цементацію в контейнерах в дві стадії, який відрізняється тим, що першу стадію цементації здійснюють впродовж 2-3 годин при температурі 880-970 °С, після чого розпочинають другу стадію, підіймаючи температуру до 1000-1050 °С, і витримують при ній вироби впродовж 0,2-1,0 години.2. Склад для здійснення цементації за п. 1, який містить деревновугільний карбюризатор як основу, який...
Склад порошкової суміші для борохромування сталевих виробів

Номер патенту: 64285
Опубліковано: 10.11.2011
Автори: Красовський Михайло Олександрович, Чернега Світлана Михайлівна, Поляков Ігор Анатолійович
МПК: C23C 12/00
Мітки: борохромування, порошкової, склад, сталевих, суміші, виробів
Формула / Реферат:
Склад для борування сталевих виробів, що містить порошок технічного карбіду бору, який відрізняється тим, що склад додатково містить порошки хрому та фторопласту, при наступному співвідношенні компонентів, в мас. %: хрому 2-9 фторопласт 1-2 технічний карбід бору решта.
Склад порошку для борування сталевих та чавунних виробів
Номер патенту: 28726
Опубліковано: 16.10.2000
Автори: Канарчук Вадім Євгенович, Барилович Леонід Павлович, Ткачук Володимир Микитович
МПК: C23C 8/00
Мітки: виробів, чавунних, сталевих, порошку, борування, склад
Формула / Реферат:
Склад порошку для борування сталевих і чавунних виробів, який вміщує технічний карбід бору, буру, який відрізняється тим, що він додатково містить фтористий літій при наступному співвідношенні компонентів, мас. %: Карбід бору 72,5...77,5 Бура 12,5...17,5 Фтористий літій 7,5...12,5
Склад для боронікелювання сталевих виробів
Номер патенту: 4464
Опубліковано: 17.01.2005
Автори: Ошур Наталія Володимирівна, Свирид Михайло Миколайович, Волков Григорій Петрович
МПК: C23C 8/00
Мітки: виробів, сталевих, склад, боронікелювання
Формула / Реферат:
Склад для боронікелювання сталевих виробів, що містить аморфний бор, окис алюмінію, який відрізняється тим, що він додатково містить нікель, оксид хрому (III), алюміній, фтористий натрій при наступному співвідношенні компонентів, мас. % : бор аморфний 13...15 нікель 8...12 фтористий натрій 3...5 оксид хрому (ІІІ) ...
Попередній патент: Спосіб реєстрації акустичних хвиль в зразках із шорсткою поверхнею безконтактним інтерференційним методом
Наступний патент: Пристрій для очищення приймача смоли коксової печі
Випадковий патент: Спосіб лікування раннього гестозу вагітних