Спосіб бороцементації сталевих виробів
Номер патенту: 38192
Опубліковано: 25.12.2008
Автори: Спиридонова Ірина Михайлівна, Піляєва Світлана Борисівна, Філоненко Наталія Юріївна
Формула / Реферат
Спосіб бороцементації сталевих виробів, що включає нагрів в контейнері, що містить боровмісну складову і деревновугільний карбюризатор в середовищі для бороцементації, остуджування і витримування при температурі, до якої було здійснено остуджування, який відрізняється тим, що остуджування здійснюють до 860-900 °С, а середовище для бороцементації складається з двох частин, одна з яких розміщена в верхній частині контейнера і містить карбід бору та фторид натрію в суміші наступного складу (% мас.) від маси всього середовища: карбід бору 2-3, фторид натрію 0,1-0,15, друга частина середовища для бороцементації заповнює решту об'єму контейнера, в ній розміщені деталі для бороцементації і вона складається із суміші деревновугільного карбюризатора та фториду натрію в наступній кількості (% мас.) від маси всього середовища: фторид натрію 1,85-2,85 %, деревновугільний карбюризатор - решта.
Текст
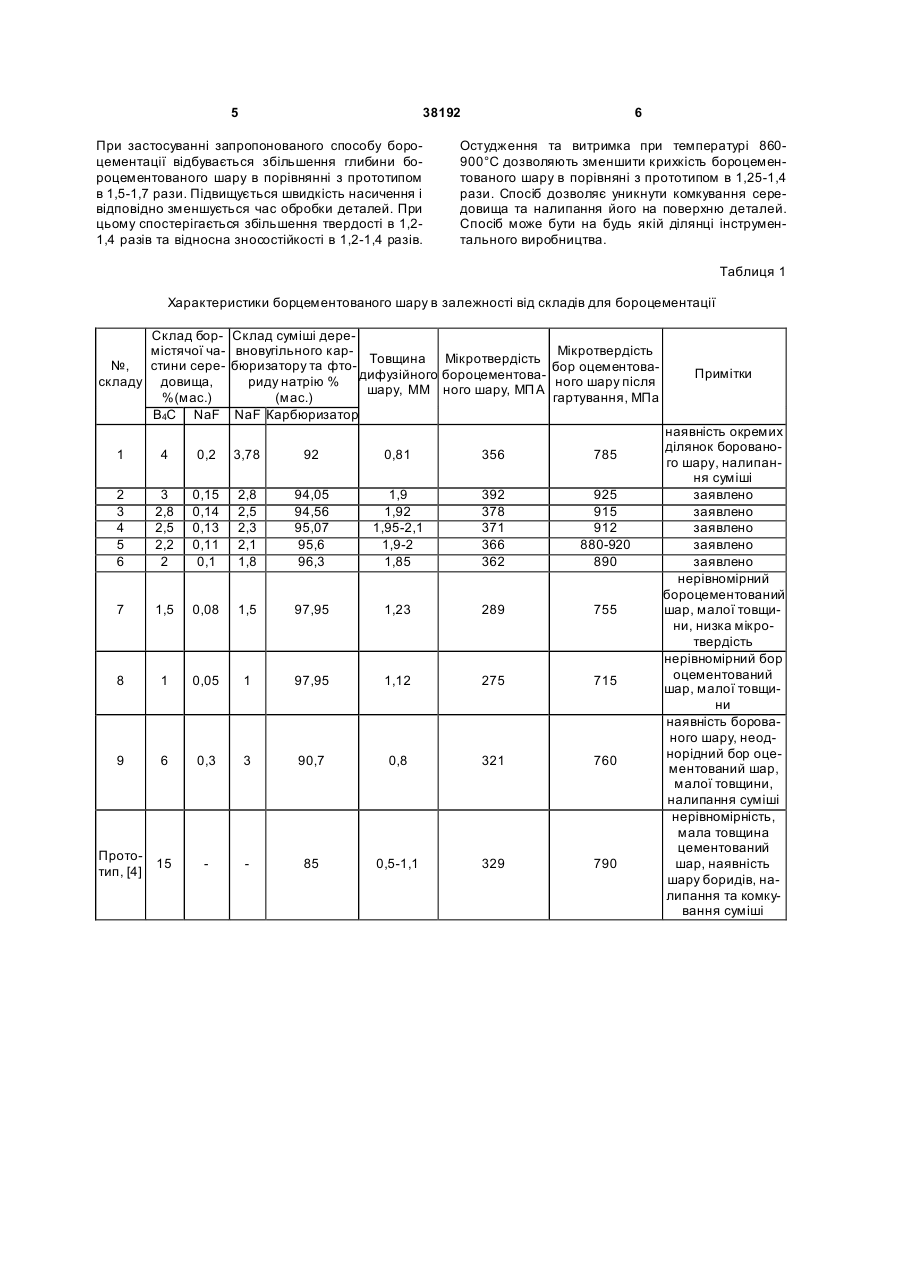
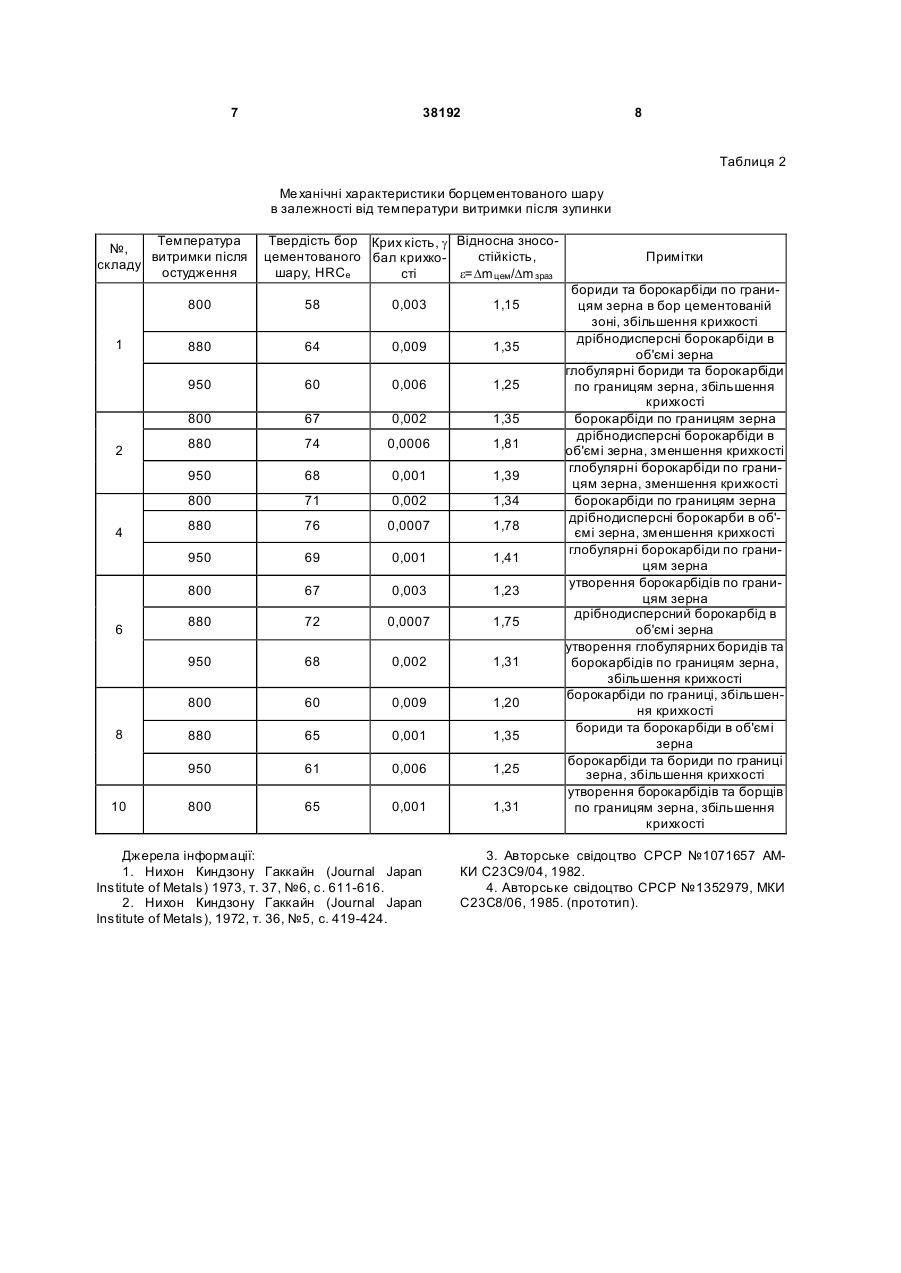
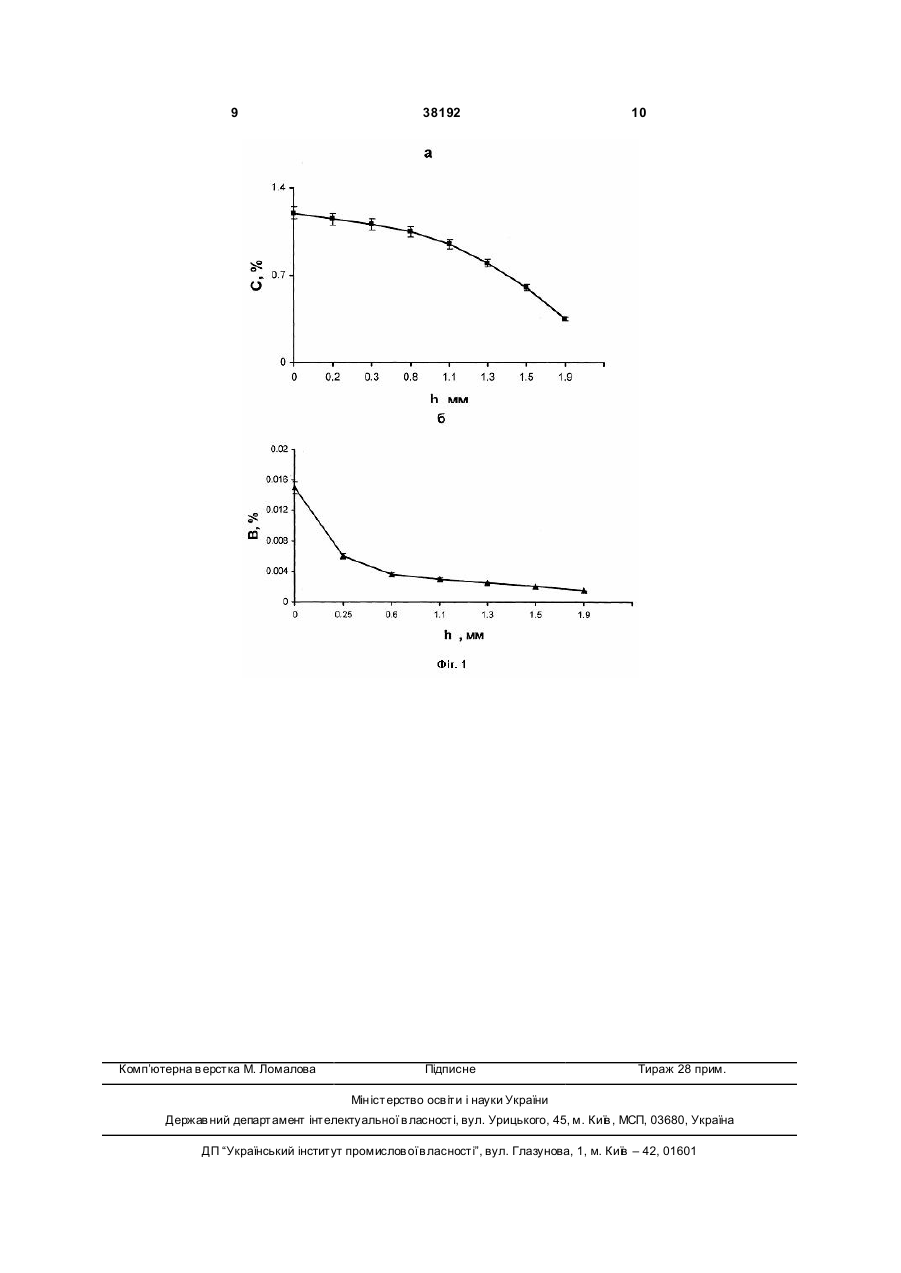
Спосіб бороцементації сталевих виробів, що включає нагрів в контейнері, що містить боровмісну складову і деревновугільний карбюризатор в середовищі для бороцементації, остуджування і витримування при температурі, до якої було здійснено остуджування, який відрізняється тим, що 3 38192 розміщена в верхній частині контейнера і містить карбід бору та фторид натрію в суміші наступного складу % (мас.) від маси всього середовища карбіду бору 2-3, фторид натрію 0,1-0,15, друга частина середовища для бороцементації заповнює решту об'єм у контейнера, в ній розміщені деталі для бороцементації і вона складається із суміші деревновугільного карбюризатору та фториду натрію в наступній кількості % (мас.) від маси всього середовища: фторид натрію 1,85-2,85%, деревновугільний карбюризатор решта. В заявленому способі середовище розділене на дві частини: одна частина , що містить карбід бору та фторид натрію і розміщена в верхній частині контейнеру для бороцементації. В іншій частині середовища, що містить деревновугільний карбюризатор та фторид натрію укладають сталеві вироби. При нагріві до високих температур в частині середовища з бормістячою складовою та фторидом натрію утворюються летучі борфтористі сполуки, які з конвекційними потоками потрапляють до поверхні деталей, що піддаються бороцементації. При цьому утворюються активні іони бору, що дифундують в поверхню деталей. Розміщення бормістячої суміші окремо від деталей, що піддаються бороцементації і використання складу з меншою кількістю карбіду бору, сприяє тому, що на поверхні виробів не утворюється суцільний шар боридів, який перешкоджає дифузії вуглецю і утворенню дифузійної зони з вуглецем, а також не відбувається налипання суміші на поверхні деталей. Розміщення фториду натрію разом з деревовугільним карбюризатором сприяє утворенню більшої кількості активних атомів вуглецю, що дифундують в поверхню деталей і прискоренню процесу бороцементації. В заявленому способі змінена в порівнянні з прототипом температура, до якої здійснюють остуджування після бороцементації. Вона складає 860-900°С. Після витримки при цій температурі охолодження на повітрі в структурі бор оцементованої зони в об'ємі перлітних зерен спостерігають достатню кількість дрібної борокарбідної фази. Якщо остуджувати до температур нижчих 860°С в бороцементованій зоні по границям зерен виділяються двофазні включення боридних і борокарбідних фаз. При остуджуванні до температури вище за 900°C, по границям зерен виділяються більш крупні бориди Fe2B, що приводить до крихкості бороцементованого шару. В Таблиці 1 наведені результати дослідження характеристик бороцементованих шарів в залежності від складових частин середовища. В Таблиці 2 наведені механічні характеристики борцементованого шару в залежності від температури витримки після зупинки. На Фіг.1 показана залежність розподілу вуглецю та бору по глибіні дифузійної зони за результатами послойного спектрального аналізу. Заявлений спосіб відбувається таким чином. Процес бороцементації здійснювали в металевому контейнері. Для бороцементації використовували деревновугільний карбюризатор, склад якого відповідав ГОСТ 2407-83. Середовище для бороце 4 ментації складалось із двох частин: бормістячої складової та суміші, що містить деревновугільний карбюризатор та фторид натрію. Бормістяча складова - містила карбід бору та фторид натрію в кількості %(мас.) від всієї маси середовища: карбіду бора 2,5, фториду натрію 0,12. Суміші, що містила деревновугільний карбюризатор та фторид натрію мала склад в наступній кількості % (мас.) від маси всього середовища: фторид натрію - 2,00, деревновугільний карбюризатор - решта. При повторному використанні сумішей додають 40% свіжих сумішей наведених ви ще складів. Розміщення складових та деталей відбувається наступним чином: починаючи з низу контейнера шар суміші деревновугільного карбюризатору та фторида натрію товщиною 25мм, шар деталей, що бороцементується, шар суміші карбюризатору та фториду натрію товщиною 20мм. Зверху розміщують частину середовища, що містить суміш карбіду бору та фториду натрію. Контейнер закривають металевою кришкою з плавким затвором. В якості плавкого затвору використовують натрій силікатний порошок. Контейнер поміщають в попереднє нагріту піч до 950°С. Прогрівають 0,5 години, витримують в пічці 4 години, остуджують до температури 880°С, витримують при цій температурі 1 годину, витягають із печі та охолоджують на повітрі. Після охолодження деталі витягають з контейнера,нагрівають та гартують. В результаті обробки сталевих зразків на поверхні отримали бороцементовані шари товщиною 1,95мм, однорідні за структурою (Фіг.1). До гартування бороцементований шар мав структур у, що містила перліт з дрібнодисперсними включеннями борокарбідів. Після гартування - мартенсит з дрібнодисперсними борокарбидами. Твердість бор цементованого шару складала 74НКСв. Відносна зносостійкість зразків складала 1,45. Дослідження фазового складу, товщини дифузійних шарів та стр уктури здійснювали за допомогою мікроскопу NIOFOT-2.0, ренструктурного аналізу на установці «ДРОН-ЗМ». Кількість вуглецю та бору по глибі дифузійної зони визначали спектральним методом, мікротвердість структурних складових на мікротвердомірі ПМТ-3. Знос бороцементованих шарів визначали на установці для випробування валкових та штампових матеріалів з зусиллями притиску 200кг×с та швидкістю оберту 140-150об/хвил. Відносну зносостійкість визначали по формулі: e=Dm ет/Dm зраз. В якості еталона використовували зразки після цементації в деревновугільним карбюризаторі при тих же умовах насичення. Крихкість отримали по співвідношенню g=D2-d2/d2, де g - бал крихкості, D - розмір зони руйнування, d - відбиток індентора. Твердість після гартування визначали за допомогою твердоміра ТК-2М. З приведених результатів можна зробити висновок, що при застосуванні запропонованого способу на поверхні деталей формується бороцементована зона, насичена бором та вуглецем. Використання заявленого способу бороцементації дозволяє отримати більш якісні бороцементовані шари: однорідні за структурою та по товщині, зміцнені дрібнодисперсними борокарбідами. 5 38192 При застосуванні запропонованого способу бороцементації відбувається збільшення глибини бороцементованого шару в порівнянні з прототипом в 1,5-1,7 рази. Підвищується швидкість насичення і відповідно зменшується час обробки деталей. При цьому спостерігається збільшення твердості в 1,21,4 разів та відносна зносостійкості в 1,2-1,4 разів. 6 Остудження та витримка при температурі 860900°С дозволяють зменшити крихкість бороцементованого шару в порівняні з прототипом в 1,25-1,4 рази. Спосіб дозволяє уникнути комкування середовища та налипання його на поверхню деталей. Спосіб може бути на будь якій ділянці інструментального виробництва. Таблиця 1 Характеристики борцементованого шару в залежності від складів для бороцементації Склад бормістячої ча№, стини серескладу довища, %(мас.) В4С NaF Склад суміші деревновугільного карбюризатору та фто- Товщина Мікротвердість риду натрію % дифузійного бороцементовашару, MM ного шару, МП А (мас.) NaF Карбюризатор Мікротвердість бор оцементованого шару після гартування, МПа 1 4 0,2 3,78 92 0,81 356 785 2 3 4 5 6 3 2,8 2,5 2,2 2 0,15 0,14 0,13 0,11 0,1 2,8 2,5 2,3 2,1 1,8 94,05 94,56 95,07 95,6 96,3 1,9 1,92 1,95-2,1 1,9-2 1,85 392 378 371 366 362 925 915 912 880-920 890 7 1,5 0,08 1,5 97,95 1,23 289 755 8 1 0,05 1 97,95 1,12 275 715 9 6 0,3 3 90,7 0,8 321 760 Прототип, [4] 15 85 0,5-1,1 329 790 Примітки наявність окремих ділянок борованого шару, налипання суміші заявлено заявлено заявлено заявлено заявлено нерівномірний бороцементований шар, малої товщини, низка мікротвердість нерівномірний бор оцементований шар, малої товщини наявність борованого шару, неоднорідний бор оцементований шар, малої товщини, налипання суміші нерівномірність, мала товщина цементований шар, наявність шару боридів, налипання та комкування суміші 7 38192 8 Таблиця 2 Ме ханічні характеристики борцементованого шару в залежності від температури витримки після зупинки Температура №, витримки після складу остудження Твердість бор Крих кість, g Відносна зносоцементованого бал крихкостійкість, шару, HRCe сті e=Dm цем /Dm зраз 800 1,35 60 0,006 1,25 67 0,002 1,35 880 74 0,0006 1,81 68 0,001 1,39 71 0,002 1,34 880 76 0,0007 1,78 69 0,001 1,41 800 67 0,003 1,23 880 72 0,0007 1,75 950 68 0,002 1,31 800 60 0,009 1,20 880 65 0,001 1,35 950 10 0,009 950 8 64 800 6 880 950 4 1,15 800 2 0,003 950 1 58 61 0,006 1,25 800 65 0,001 1,31 Джерела інформації: 1. Нихон Киндзону Гаккайн (Journal Japan Institute of Metals) 1973, т. 37, №6, с. 611-616. 2. Нихон Киндзону Гаккайн (Journal Japan Institute of Metals), 1972, т. 36, №5, с. 419-424. Примітки бориди та борокарбіди по границям зерна в бор цементованій зоні, збільшення крихкості дрібнодисперсні борокарбіди в об'ємі зерна глобулярні бориди та борокарбіди по границям зерна, збільшення крихкості борокарбіди по границям зерна дрібнодисперсні борокарбіди в об'ємі зерна, зменшення крихкості глобулярні борокарбіди по границям зерна, зменшення крихкості борокарбіди по границям зерна дрібнодисперсні борокарби в об'ємі зерна, зменшення крихкості глобулярні борокарбіди по границям зерна утворення борокарбідів по границям зерна дрібнодисперсний борокарбід в об'ємі зерна утворення глобулярних боридів та борокарбідів по границям зерна, збільшення крихкості борокарбіди по границі, збільшення крихкості бориди та борокарбіди в об'ємі зерна борокарбіди та бориди по границі зерна, збільшення крихкості утворення борокарбідів та борщів по границям зерна, збільшення крихкості 3. Авторське свідоцтво СРСР №1071657 АМКИ С23С9/04, 1982. 4. Авторське свідоцтво СРСР №1352979, МКИ С23С8/06, 1985. (прототип). 9 Комп’ютерна в ерстка М. Ломалова 38192 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for boron-carbonization of steel articles
Автори англійськоюFilonenko Natalia Yurivna, Spyrydonova Iryna Mykhailivna, Piliaieva Svitlana Borysivna
Назва патенту російськоюСпособ борцементации стальных изделий
Автори російськоюФилоненко Наталья Юрьевна, Спиридонова Ирина Михайловна, Пиляева Светлана Борисовна
МПК / Мітки
МПК: C23C 8/06
Мітки: бороцементації, спосіб, виробів, сталевих
Код посилання
<a href="https://ua.patents.su/5-38192-sposib-borocementaci-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб бороцементації сталевих виробів</a>
Склад порошку для борування сталевих та чавунних виробів
Номер патенту: 28726
Опубліковано: 16.10.2000
Автори: Канарчук Вадім Євгенович, Ткачук Володимир Микитович, Барилович Леонід Павлович
МПК: C23C 8/00
Мітки: виробів, борування, порошку, сталевих, склад, чавунних
Формула / Реферат:
Склад порошку для борування сталевих і чавунних виробів, який вміщує технічний карбід бору, буру, який відрізняється тим, що він додатково містить фтористий літій при наступному співвідношенні компонентів, мас. %: Карбід бору 72,5...77,5 Бура 12,5...17,5 Фтористий літій 7,5...12,5
Склад для боронікелювання сталевих виробів
Номер патенту: 4464
Опубліковано: 17.01.2005
Автори: Свирид Михайло Миколайович, Волков Григорій Петрович, Ошур Наталія Володимирівна
МПК: C23C 8/00
Мітки: склад, боронікелювання, виробів, сталевих
Формула / Реферат:
Склад для боронікелювання сталевих виробів, що містить аморфний бор, окис алюмінію, який відрізняється тим, що він додатково містить нікель, оксид хрому (III), алюміній, фтористий натрій при наступному співвідношенні компонентів, мас. % : бор аморфний 13...15 нікель 8...12 фтористий натрій 3...5 оксид хрому (ІІІ) ...
Склад для борування сталевих виробів
Номер патенту: 33654
Опубліковано: 10.07.2008
Автори: Костик Вікторія Олегівна, Костик Катерина Олександрівна, Павлюченко Олександр Олексійович
МПК: C23C 8/00
Мітки: сталевих, виробів, склад, борування
Формула / Реферат:
Склад для борування сталевих виробів, що включає фтористий натрій, який відрізняється тим, що додатково містить фтористий літій і поліборид магнію при наступному співвідношенні компонентів, мас. %: фтористий натрій 7-10 фтористий літій 7-10 поліборид магнію 80-86.
Спосіб обробки сталевих виробів у газових середовищах
Номер патенту: 63105
Опубліковано: 15.01.2004
Автори: Ткаченко Микола Степанович, Буравлев Юрій Матвійович, Іваніцин Микола Петрович, Демянюк Оксана Олегівна, Милославський Олександр Григорович
Мітки: спосіб, середовищах, виробів, газових, обробки, сталевих
Формула / Реферат:
Винахід відноситься до металургії, конкретно до способу прискорення хіміко-термічної обробки (ХТО) сталей, і може бути застосований при короткочасному азотуванні сталевих виробів.Відомий спосіб ХТО металевих виробів, що включає попереднє нанесення на поверхню виробів шаруючи оксидів металу і насичення їхньої поверхні азотом у газовому середовищі при температурі 500-800°С /1/.Недоліком цього способу є необхідність попереднього...
Спосіб обробки сталевих виробів
Номер патенту: 38863
Опубліковано: 15.03.2004
Автори: Шулаєв Валерій Михайлович, Волобуєв Олександр Іванович, Лапшин Володимир Ілліч
МПК: C23C 8/02, C23C 8/80, C23C 8/06
Мітки: обробки, спосіб, сталевих, виробів
Формула / Реферат:
1. Спосіб обробки сталевих виробів, який включає створення контакту виробу із вуглецевим матеріалом, нагрівання виробу, відпал та наступне охолодження, який відрізняється тим, що перед створенням контакту здійснюють обробку поверхні виробу шляхом бомбардування її іонами інертного газу, контакт вуглецевого матеріалу з виробом створюють шляхом осаджування у вакуумі вуглецевого матеріалу на оброблену поверхню з утворенням плівки, нагрівання...
Попередній патент: Пристрій для розвантаження скіпа
Наступний патент: Сировинна суміш для отримання портланд-шлакопортландцементу
Випадковий патент: Моторний плавзасіб з пристроєм керування