Вузол підтримуючого пристрою машини безперервного лиття заготовок
Номер патенту: 110422
Опубліковано: 10.10.2016
Автори: Передістий Генадій Леонідович, Недбайло Микола Миколайович, Гордієнко Олег Олексійович, Моцний Валерій Васильович, Нагорняк Віталій Федорович, Махлай Юрій Павлович, Волошин Юрій Анатолійович, Мосьпан Вячеслав Вікторович, Антонов Юрій Григорович, Завгородній Максим Сергійович, Омельницький Едуард Михайлович, Кравченко Юрій Володимирович, Іванов Артем Валерійович, Лантух Ігор Анатолійович, Полівода Анатолій Петрович
Формула / Реферат
Вузол підтримуючого пристрою машини безперервного лиття заготовок, що містить секцію з не менш ніж однією роликового проводкою, встановленою під кристалізатором, в якій всі ролики неприводні і розташовані рівномірно по периметру граней заготовки, який відрізняється тим, що містить прикріплений до нижньої поверхні кристалізатора фланець з напрямними осями, на кожній з яких встановлений з можливістю обертання навколо неї незалежний вузол регулювання положення ролика, що являє собою кронштейн, виконаний у вигляді об'єднаних в замкнутий металевий контур опорної частини, бічних стінок і перемички, в якому опорна частина прикріплена до фланця рознімними з'єднаннями, в отвори бічних стінок встановлена ексцентрикова вісь з роликом, що забезпечена фіксатором, а до перемичок кронштейнів за допомогою рознімних з'єднань прикріплена фіксуюча плита.
Текст
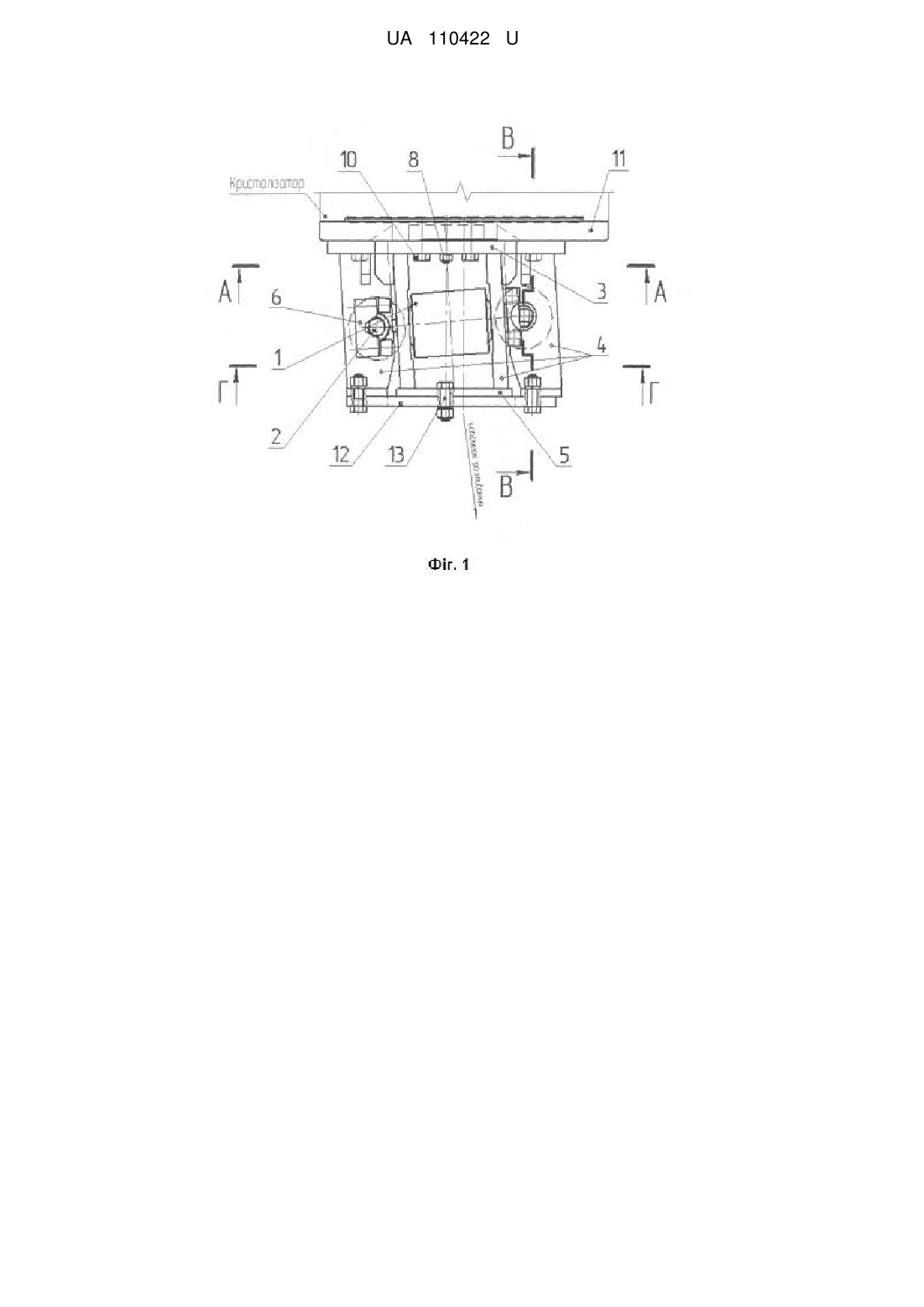
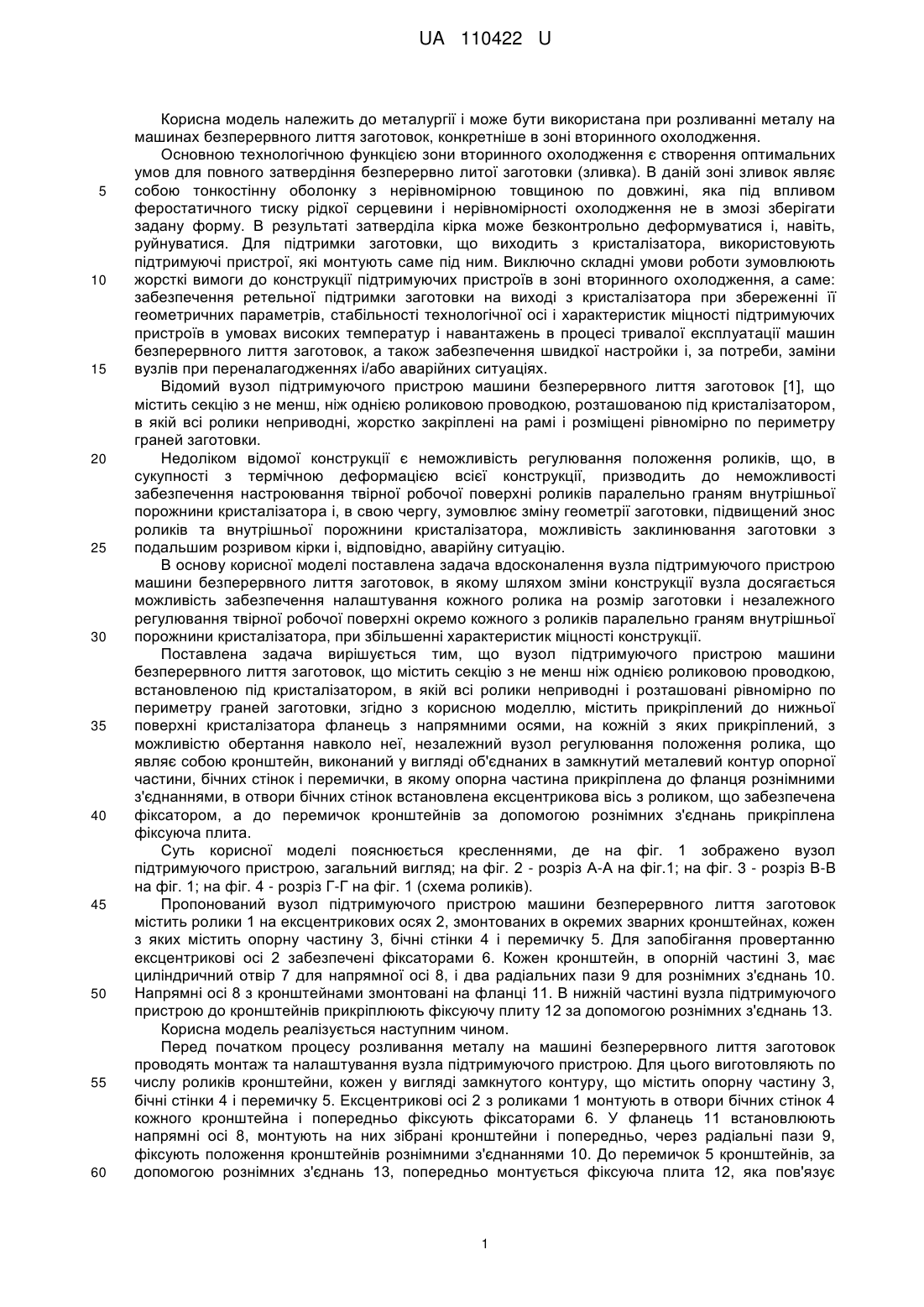
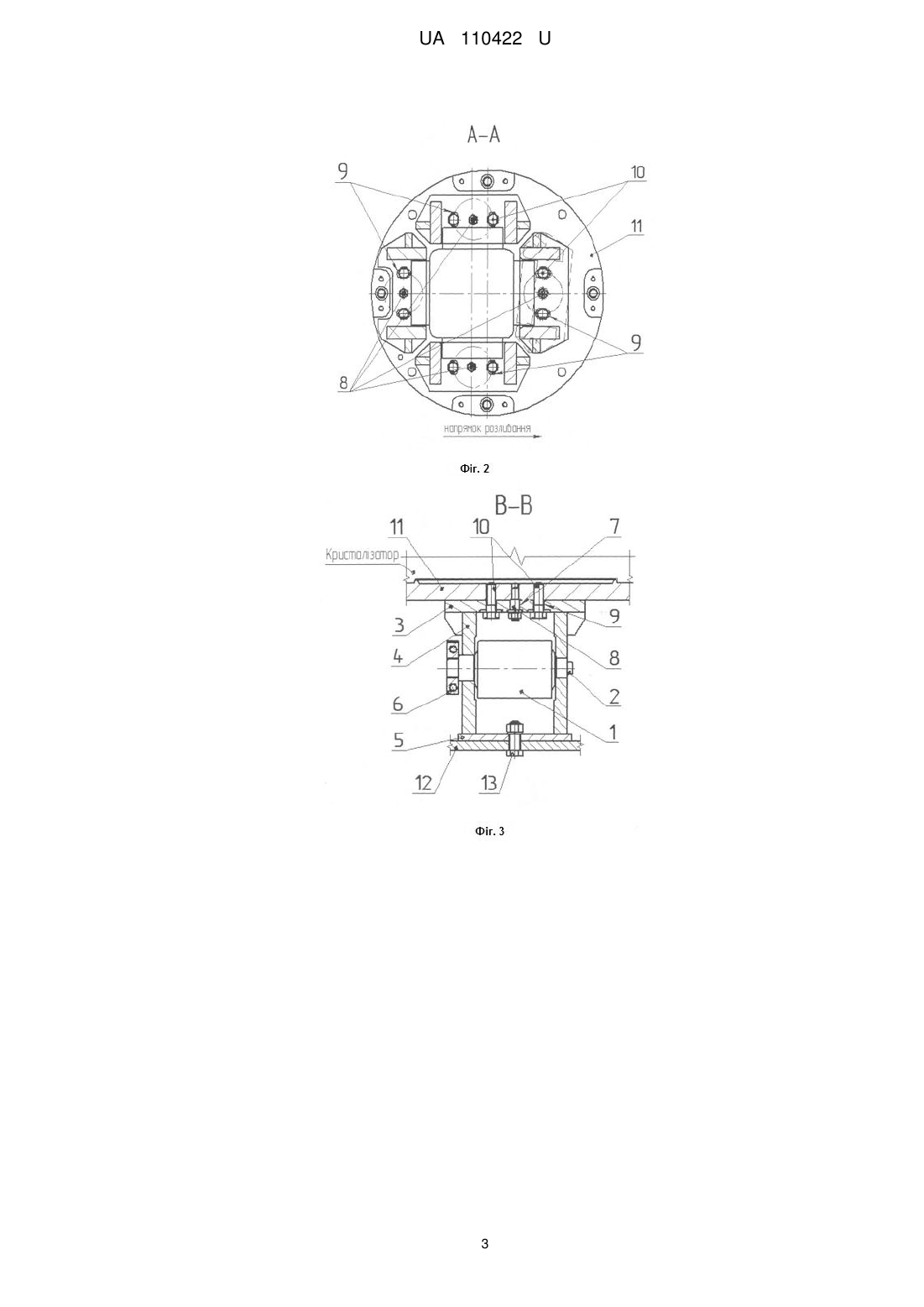
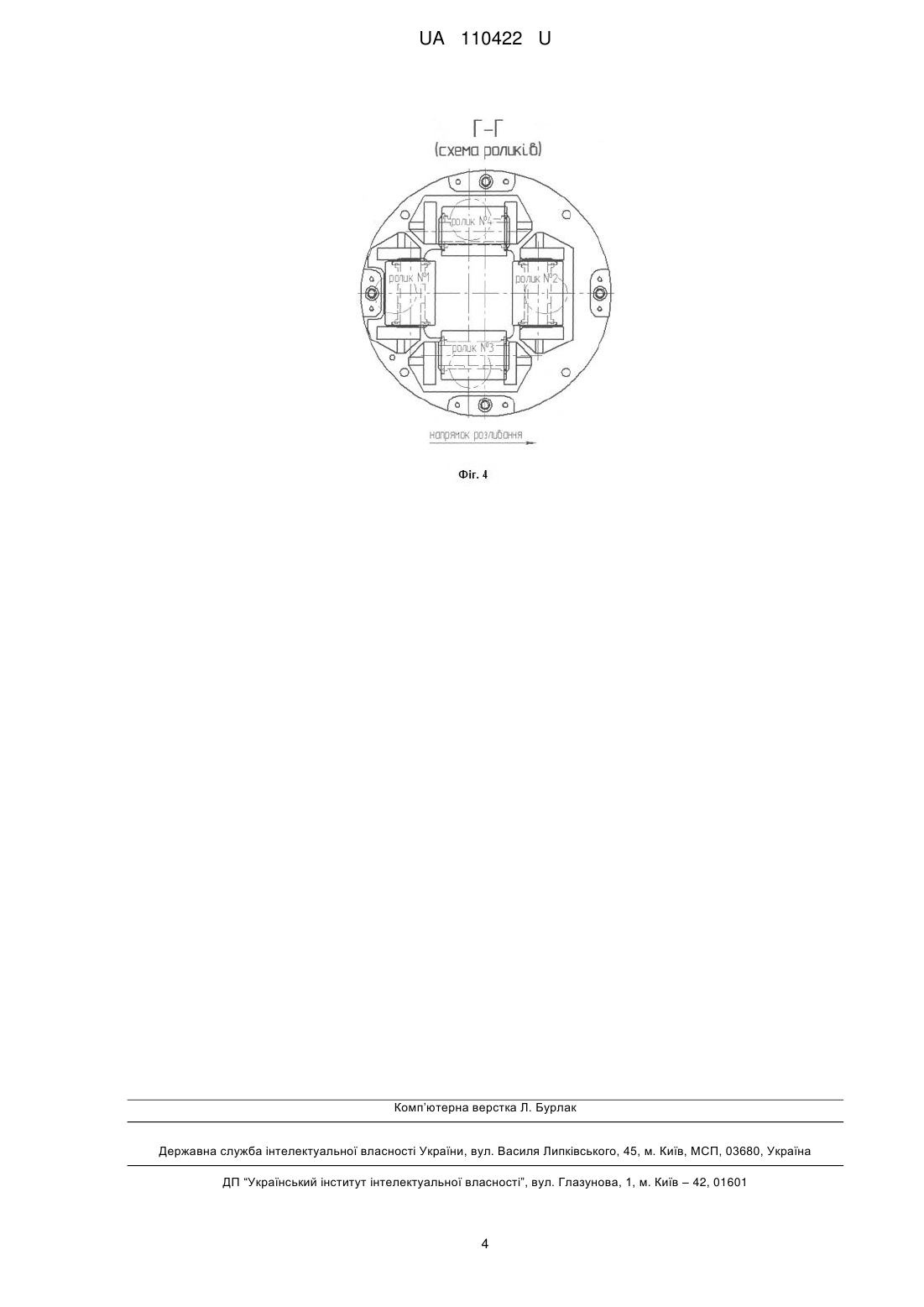
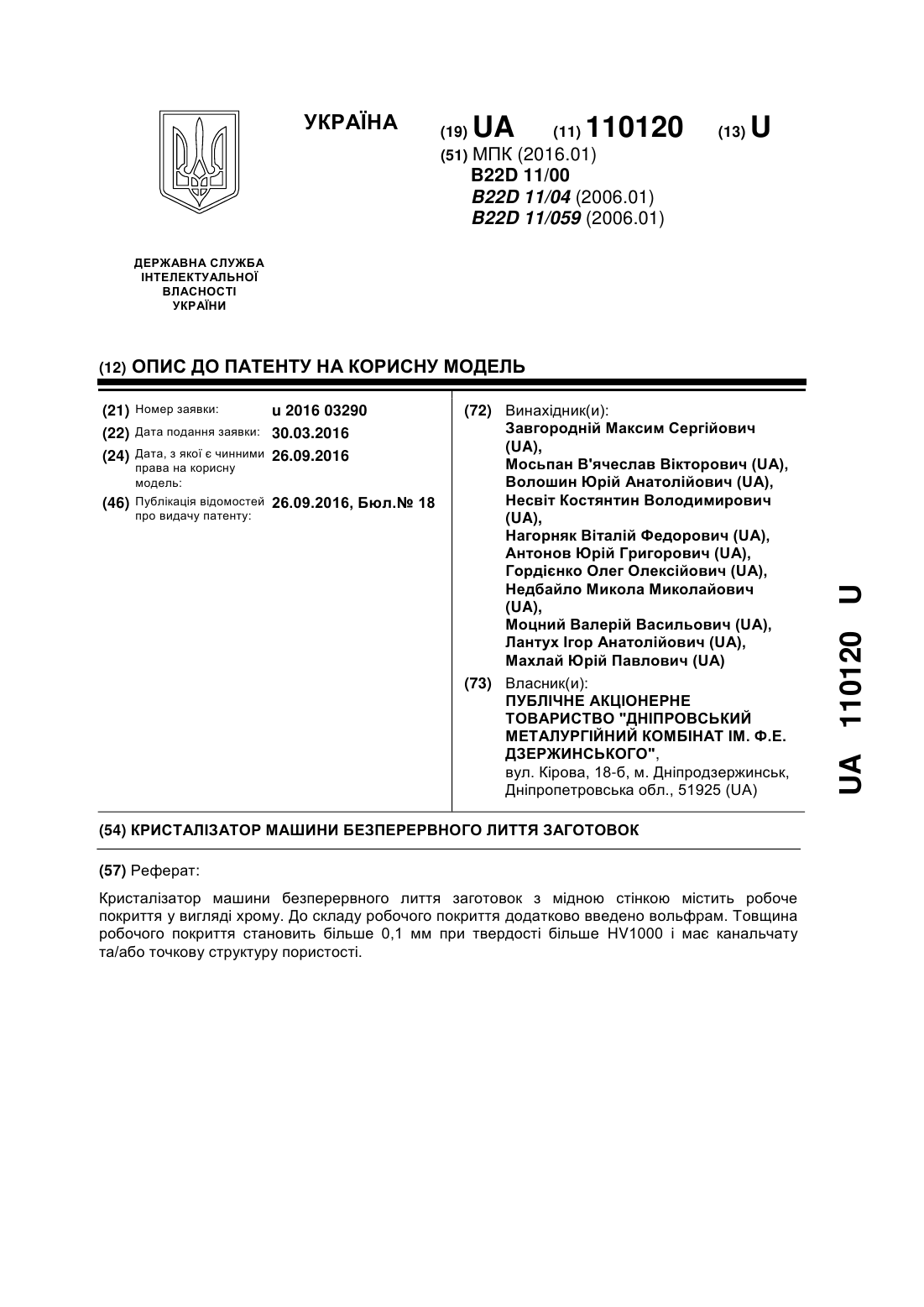
Реферат: Вузол підтримуючого пристрою машини безперервного лиття заготовок містить секцію з не менш ніж однією роликового проводкою, встановленою під кристалізатором, в якій всі ролики неприводні і розташовані рівномірно по периметру граней заготовки. Додатково містить прикріплений до нижньої поверхні кристалізатора фланець з напрямними осями, на кожній з яких встановлений з можливістю обертання навколо неї незалежний вузол регулювання положення ролика, що являє собою кронштейн, виконаний у вигляді об'єднаних в замкнутий металевий контур опорної частини, бічних стінок і перемички, в якому опорна частина прикріплена до фланця рознімними з'єднаннями, в отвори бічних стінок встановлена ексцентрикова вісь з роликом, що забезпечена фіксатором, а до перемичок кронштейнів за допомогою рознімних з'єднань прикріплена фіксуюча плита. UA 110422 U (12) UA 110422 U UA 110422 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії і може бути використана при розливанні металу на машинах безперервного лиття заготовок, конкретніше в зоні вторинного охолодження. Основною технологічною функцією зони вторинного охолодження є створення оптимальних умов для повного затвердіння безперервно литої заготовки (зливка). В даній зоні зливок являє собою тонкостінну оболонку з нерівномірною товщиною по довжині, яка під впливом феростатичного тиску рідкої серцевини і нерівномірності охолодження не в змозі зберігати задану форму. В результаті затверділа кірка може безконтрольно деформуватися і, навіть, руйнуватися. Для підтримки заготовки, що виходить з кристалізатора, використовують підтримуючі пристрої, які монтують саме під ним. Виключно складні умови роботи зумовлюють жорсткі вимоги до конструкції підтримуючих пристроїв в зоні вторинного охолодження, а саме: забезпечення ретельної підтримки заготовки на виході з кристалізатора при збереженні її геометричних параметрів, стабільності технологічної осі і характеристик міцності підтримуючих пристроїв в умовах високих температур і навантажень в процесі тривалої експлуатації машин безперервного лиття заготовок, а також забезпечення швидкої настройки і, за потреби, заміни вузлів при переналагодженнях і/або аварійних ситуаціях. Відомий вузол підтримуючого пристрою машини безперервного лиття заготовок [1], що містить секцію з не менш, ніж однією роликовою проводкою, розташованою під кристалізатором, в якій всі ролики неприводні, жорстко закріплені на рамі і розміщені рівномірно по периметру граней заготовки. Недоліком відомої конструкції є неможливість регулювання положення роликів, що, в сукупності з термічною деформацією всієї конструкції, призводить до неможливості забезпечення настроювання твірної робочої поверхні роликів паралельно граням внутрішньої порожнини кристалізатора і, в свою чергу, зумовлює зміну геометрії заготовки, підвищений знос роликів та внутрішньої порожнини кристалізатора, можливість заклинювання заготовки з подальшим розривом кірки і, відповідно, аварійну ситуацію. В основу корисної моделі поставлена задача вдосконалення вузла підтримуючого пристрою машини безперервного лиття заготовок, в якому шляхом зміни конструкції вузла досягається можливість забезпечення налаштування кожного ролика на розмір заготовки і незалежного регулювання твірної робочої поверхні окремо кожного з роликів паралельно граням внутрішньої порожнини кристалізатора, при збільшенні характеристик міцності конструкції. Поставлена задача вирішується тим, що вузол підтримуючого пристрою машини безперервного лиття заготовок, що містить секцію з не менш ніж однією роликовою проводкою, встановленою під кристалізатором, в якій всі ролики неприводні і розташовані рівномірно по периметру граней заготовки, згідно з корисною моделлю, містить прикріплений до нижньої поверхні кристалізатора фланець з напрямними осями, на кожній з яких прикріплений, з можливістю обертання навколо неї, незалежний вузол регулювання положення ролика, що являє собою кронштейн, виконаний у вигляді об'єднаних в замкнутий металевий контур опорної частини, бічних стінок і перемички, в якому опорна частина прикріплена до фланця рознімними з'єднаннями, в отвори бічних стінок встановлена ексцентрикова вісь з роликом, що забезпечена фіксатором, а до перемичок кронштейнів за допомогою рознімних з'єднань прикріплена фіксуюча плита. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображено вузол підтримуючого пристрою, загальний вигляд; на фіг. 2 - розріз А-А на фіг.1; на фіг. 3 - розріз В-В на фіг. 1; на фіг. 4 - розріз Г-Г на фіг. 1 (схема роликів). Пропонований вузол підтримуючого пристрою машини безперервного лиття заготовок містить ролики 1 на ексцентрикових осях 2, змонтованих в окремих зварних кронштейнах, кожен з яких містить опорну частину 3, бічні стінки 4 і перемичку 5. Для запобігання провертанню ексцентрикові осі 2 забезпечені фіксаторами 6. Кожен кронштейн, в опорній частині 3, має циліндричний отвір 7 для напрямної осі 8, і два радіальних пази 9 для рознімних з'єднань 10. Напрямні осі 8 з кронштейнами змонтовані на фланці 11. В нижній частині вузла підтримуючого пристрою до кронштейнів прикріплюють фіксуючу плиту 12 за допомогою рознімних з'єднань 13. Корисна модель реалізується наступним чином. Перед початком процесу розливання металу на машині безперервного лиття заготовок проводять монтаж та налаштування вузла підтримуючого пристрою. Для цього виготовляють по числу роликів кронштейни, кожен у вигляді замкнутого контуру, що містить опорну частину 3, бічні стінки 4 і перемичку 5. Ексцентрикові осі 2 з роликами 1 монтують в отвори бічних стінок 4 кожного кронштейна і попередньо фіксують фіксаторами 6. У фланець 11 встановлюють напрямні осі 8, монтують на них зібрані кронштейни і попередньо, через радіальні пази 9, фіксують положення кронштейнів рознімними з'єднаннями 10. До перемичок 5 кронштейнів, за допомогою рознімних з'єднань 13, попередньо монтується фіксуюча плита 12, яка пов'язує 1 UA 110422 U 5 10 15 20 25 30 35 40 кронштейни в єдиний контур, що підвищує міцність всієї конструкції вузла. Зібраний вузол підтримуючого пристрою монтують на кристалізатор шляхом прикріплення фланця 11 до його нижньої поверхні. Проводять налаштування вузла, а саме: у внутрішню порожнину кристалізатора встановлюють радіусний шаблон на базисний (зовнішній) радіус; за допомогою ексцентрикової осі 2 ролик №1 підводять до шаблона і остаточно фіксують фіксатором 6. Потім, повертаючи кронштейн навколо напрямної осі 8 в отворі 7, за допомогою радіальних пазів 9, ролик виставляють паралельно грані зливка і кронштейн остаточно фіксують рознімними з'єднаннями 10. Шаблон встановлюють на менший радіус внутрішньої порожнини і попередні операції повторюють для ролика №2. Потім встановлюють прямий шаблон і операції налаштування проводять для роликів №3 та №4. Остаточно закріплюють фіксуючу плиту 12 рознімними з'єднаннями 13. Далі до фланця 11 прикріплюють водяні регістри першої зони охолодження (на кресленнях не показані), після чого зібраний кристалізатор встановлюють на МБЛЗ і після налаштувань останньої починають процес розливання металу. При проведенні попередньо-планового ремонту машини, кристалізатор знімають та проводять перевірку налаштувань. При необхідності, проводять повторне налаштування опорних роликів. Таким чином, вдосконалення вузла підтримуючого пристрою машини безперервного лиття заготовок забезпечує: налаштування роликів на розмір заготовки, незалежне налаштування та регулювання твірної робочої поверхні окремо кожного з роликів паралельно граням внутрішньої порожнини кристалізатора, збільшення міцності конструкції. Це дозволить підвищити стійкість кристалізатора, якість зливка, збільшити об'єм виготовлення придатної товарної продукції і знизити ймовірність виникнення аварійних ситуацій. Перелік використаної літератури: 1. Конструкции и проектирование агрегатов сталеплавильного производства. / Григорьев В.П., Нечкин Ю.М., Егоров А.В., Никольский Л.Е.: Учебник для вузов. - М. МИСИС. 1995. - 512с, стр. 475. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Вузол підтримуючого пристрою машини безперервного лиття заготовок, що містить секцію з не менш ніж однією роликового проводкою, встановленою під кристалізатором, в якій всі ролики неприводні і розташовані рівномірно по периметру граней заготовки, який відрізняється тим, що містить прикріплений до нижньої поверхні кристалізатора фланець з напрямними осями, на кожній з яких встановлений з можливістю обертання навколо неї незалежний вузол регулювання положення ролика, що являє собою кронштейн, виконаний у вигляді об'єднаних в замкнутий металевий контур опорної частини, бічних стінок і перемички, в якому опорна частина прикріплена до фланця рознімними з'єднаннями, в отвори бічних стінок встановлена ексцентрикова вісь з роликом, що забезпечена фіксатором, а до перемичок кронштейнів за допомогою рознімних з'єднань прикріплена фіксуюча плита. 2 UA 110422 U 3 UA 110422 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 45/00, B22D 11/00
Мітки: пристрою, підтримуючого, машини, заготовок, лиття, безперервного, вузол
Код посилання
<a href="https://ua.patents.su/6-110422-vuzol-pidtrimuyuchogo-pristroyu-mashini-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Вузол підтримуючого пристрою машини безперервного лиття заготовок</a>
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 110120
Опубліковано: 26.09.2016
Автори: Лантух Ігор Анатолійович, Антонов Юрій Григорович, Махлай Юрій Павлович, Недбайло Микола Миколайович, Моцний Валерій Васильович, Волошин Юрій Анатолійович, Гордієнко Олег Олексійович, Нагорняк Віталій Федорович, Несвіт Костянтин Володимирович, Мосьпан Вячеслав Вікторович, Завгородній Максим Сергійович
МПК: B22D 11/00, B22D 11/059, B22D 11/04
Мітки: машини, лиття, кристалізатор, заготовок, безперервного
Формула / Реферат:
Кристалізатор машини безперервного лиття заготовок з мідною стінкою, що містить робоче покриття у вигляді хрому, який відрізняється тим, що до складу робочого покриття додатково введено вольфрам, причому товщина робочого покриття становить більше 0,1 мм при твердості більше HV1000 і має канальчату та/або точкову структуру пористості.
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Сахно Валерій Олександрович, Ніколаєв Генадій Андрійович, Галай Ірина Генадіївна, Найдек Володимир Леонтійович, Носоченко Олег Васильович, Галай Володимир Петрович, Якобше Ришард Якубович
МПК: B22D 11/112, B22D 11/04
Мітки: кристалізатор, машини, безперервного, заготовок, лиття
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Кристалізатор машини безперервного (напівбезперервного) лиття заготовок
Номер патенту: 98151
Опубліковано: 27.04.2015
Автори: Ессельбах Сергій Борисович, Левіт Максим Борисович, Куберський Сергій Володимирович, Максаєв Євген Миколайович, Спірідонов Дмитро Валерійович, Головатий Володимир Анатолійович, Смірнов Олексій Миколайович, Головчанський Антон Володимирович, Ухін Володимир Євгенович
МПК: B22D 11/00
Мітки: машини, заготовок, безперервного, лиття, напівбезперервного, кристалізатор
Формула / Реферат:
Кристалізатор для безперервного (напівбезперервного) лиття заготовок, що містить мідні водоохолоджувані стінки, металевий корпус, який відрізняється тим, що вертикальні пази в середній частині мідних стінок виконані на 0,6-0,8 ширини (b) кожної стінки, на відстані 0,05 від номінального рівня наливу металу в кристалізаторі довжиною 0,08-0,13 від загальної довжини (Н) кристалізатора, причому глибина пазів (d) становить 2-3 мм, ширина пазів (h)...
Спосіб охолодження кристалізатора машини безперервного лиття заготовок
Номер патенту: 33230
Опубліковано: 10.06.2008
Автори: Топал Анатолій Петрович, Малик Олександр Олексійович, Абрамович Юрій Костянтинович, Вовк Вячеслав Михайлович, Крівченко Юрій Сергійович, Пініелле Мануель Мануельович
МПК: B22D 11/00
Мітки: лиття, заготовок, охолодження, спосіб, кристалізатора, машини, безперервного
Формула / Реферат:
Спосіб охолодження кристалізатора машини безперервного лиття заготовок, що містить подачу напірного охолоджувача в первинний циркуляційний контур охолодження кристалізатора і охолодження підігрітого напірного охолоджувача первинного циркуляційного контуру оборотною водою вторинного циркуляційного контуру, при цьому охолодження оборотної води проводять на водоохолоджувальній установці, який відрізняється тим, що частину оборотної підігрітої...
Ролик машини безперервного лиття заготовок

Номер патенту: 58708
Опубліковано: 26.04.2011
Автори: Слівченко Анатолій Іванович, Буга Ілля Дмитрович, Лисенко Віталій Петрович, Учитель Лев Михайлович, Недайвода Анатолій Володимирович, Єрмоленко Ганна Володимирівна
МПК: B22D 11/12
Мітки: ролик, машини, заготовок, лиття, безперервного
Формула / Реферат:
Ролик машини безперервного лиття заготовок, що містить корпус, вісь з центральним каналом і систему охолодження ролика з вузлом підводу холодоагенту, який відрізняється тим, що вузол підводу холодоагенту виконаний у вигляді колектора, труба якого розміщена з зазором в центральному каналі, і спеціальної втулки, що жорстко закріплена на торці осі ролика з можливістю обертання навколо колектора і контактує з ним за допомогою кілець і...
Попередній патент: Клин в’язальної машини
Наступний патент: Спосіб регіонально-популяційної стратифікації за рівнем ризику диспластикозалежної патології бронхолегеневої системи
Випадковий патент: Пробка для пляшки