Машина для установки та зняття накладок

Формула / Реферат
(57) 1. Машина для установки или снятия накладок на две противоположные поверхности стенки двухтаврового профиля, путем подвода тепла для воздействия на связующее, нанесенное между профилем и накладками, отличающаяся тем, что она выполнена в виде двух захватов, установленных на раме, длина которых, по меньшей мере, равна длине накладки, причем, по меньшей мере, один из захватов установленных на раме, длина которых, по меньшей мере, равна длине накладки, причем, по меньшей мере, один из захватов соединен с приводом его сближения или удаления от другого в плоскости, перпендикулярной плоскости стенки профиля, и зажима стенки между ними с определенным усилием, и опоры профиля, расположенной на раме между захватами, при этом захваты снабжены средствами подогрева и охлаждения их рабочих поверхностей.
2. Машина по п.1, отличающаяся тем, что один из захватов установлен неподвижно на раме, причем опора для профиля выполнена подвижной в режиме скольжения по отношению к раме для приближения и удаления от неподвижного захвата при перемещении подвижного захвата.
3. Машина по п.1, отличающаяся тем, что она снабжена дополнительной опорой для профиля, выполненной по меньшей мере, из двух откидных рычагов для подъема профиля над первой опорой, при этом каждый рычаг оснащен средством захвата и поворота профиля в этом рычаге вокруг продольной оси профиля.
4. Машина по пп.1-3, отличающая-с я тем, что захваты установлены с возможностью поворота относительно рамы, из положения, в котором их рабочие поверхности расположены напротив друг друга вертикально, в положение, когда эти поверхности расположены горизонтально параллельно раме.
Текст
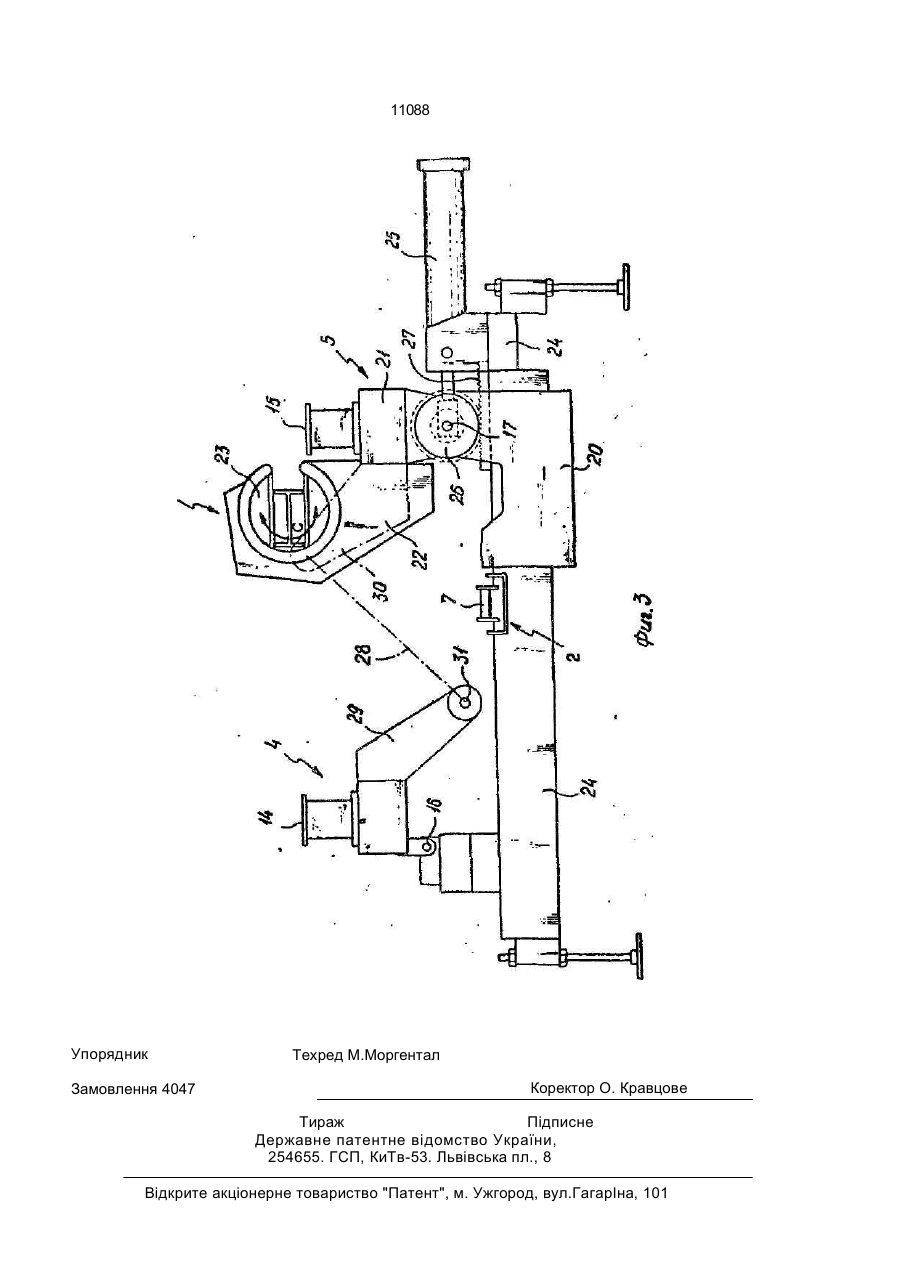
1. Машина для установки или снятия накладок на две противоположные поверхности стенки двухтаврового профиля, путем подвода тепла для воздействия на связующее, нанесенное между профилем и накладками, о т л и ч а ю щ а я с я тем, что она выполнена в виде двух захватов, установленных на раме, длина которых, по меньшей мере, равна длине накладки, причем, по меньшей мере, один из захватов установленных на раме, длина которых, по меньшей мере, равна длине накладки, причем, по меньшей мере, один из захватов соединен с приводом его сближения или удаления от другого в плоскости, перпендикулярной плоскости стенки профиля, и зажима стенки между ними с определенным усилием, и опо ры профиля, расположенной на раме между захватами, при этом захваты снабжены средствами подогрева и охлаждения их рабочих поверхностей. 2. Машина по п1, о т л и ч а ю щ а я с я тем, что один из захватов установлен непод вижно на раме, причем опора для профиля выполнена подвижной в режиме скольже ния по отношению к раме для приближения и удаления от неподвижного захвата при перемещении подвижного захвата. 3. Машина по п.1,о т л и ч а ю щ а я с я тем, что она снабжена дополнительной опо рой для профиля, выполненной по меньшей мере, из двух откидных рычагов для подъема профиля над первой опорой, при этом каж дый рычаг оснащен средством захвата и по ворота профиля в этом рычаге вокруг продольной оси профиля. 4. Машина по пп.1-3. о т л и ч а ю щ а я с я тем. что захваты установлены с возмож ностью поворота относительно рамы, из по ложения, в которомих рабочие поверхности расположены напротив друг друга верти кально, в положение, когда эти поверхности расположены горизонтально параллельно раме. С О Изобретение относится к устройствам для установки и снятия накладок и может быть использовано для обслуживания трамбовок угля для коксования. Уголь, предназначенный для коксования, располагается в загрузочной камере, где он уплотняется с помощью трамбовочного устройства. Трамбовочное устройство состоит, по меньшей мере, из одного песта. который имеет мощную подошву, жестко связанную с нижним концом l-обрэзной балки. Вертикальная стенка этой І-образной балки снабжена по двум Своим поверхностям накладками с высоким коэффициентом трения и взаимодействует с двумя эксцентриковыми колесами, приводимыми во вращение в противоположных направлениях. С каждым оборотом эксцентриковые колеса 11088 зажимают между собой вертикальную стенку профиля и толкают ее вертикально вверх. Когда расстояние между проводящими поверхностями колес увеличивается за счет эксцентрикового зазора, пест высвобождается и свободно падает на слой угля, который был только что загружен в камеру. Эти чередующиеся движения имеют место на ходе, ограниченном по отношению к полной длине профиля. Этот ход располагается на участке длины профиля, который перемещается вдоль последнего а зависимости от уровня угля п камере. Когда камера наполнится, каждый пест поднимается и закрепляется в верхней части хода для обеспечения опорожнения камеры. Этот останов обесп ечиваетс я зажимами профиля для предотвращения падения песта. Для достижения эффективной работы этого устройства нужно, чтобы между эксцентриковыми колесами и вертикальной стенкой І-образного профиля существовал повышенный коэффициент трения, что требует установки фрикционных накладок на две поверхности вертикальной стенки песта. Эти накладки являются изнашиваемыми деталями, которые необходимо регулярно заменять. Установку или замену этих накладок производят обычно на столе, где профиль устанавливается таким образом, чтобы стенка была горизонтальна, что требует нескольких поворотов профиля для поочередной работы на одной и другой стороне поверхностей стенки. Почти невозможно произвести снятие изношенной накладки, затем, установку новой на поверхность, затем, проделать то же на другой поверхности, поскольку температуры наклеивания и отклеивания различны. Действительно, отклеивание производится при существенно большей температуре, чем наклеивание, поэтому для каждой поверхности требуется произвести охлаждение песта между снятием изношенной накладки и установкой новой, и ограничить теплообмен между двумя поверхностями в процессе отклеивания изношенной накладки второй поверхности. Кроме того, даже если поочередно произвести отклеивание на одной, затем, на другой поверхности, пест подвергается односторонним подогревам и охлаждениям, которые порождают деформации, которые ухудшают полученное качество слипаемости и даже последующей работы песта. След овател ьн о. не обх од имо в к ажд ом положении подвергать профиль предварительному напряжению, препятствующему этим деформациям. Понятно, что метод, применяемый до настоящего времени, был сложен в использовании и достаточно длителен. Настоящее изобретение предлагает 5 средства для упрощения установки и замены этих фрикционных накладок. Изобретение представляет машину для установки и снятия накладок на двух противоположных поверхностях стенки профиля, 10 причем одна и другая операция требуют подвода тепла для воздействия на связующее, расположенное между профилем и его накладками. Эта машина имеет на раме опору для 15 профиля в положении, когда стенка профиля вертикальна, причем опора располагается меж д у д вум я г ор из он тал ьн ыми захватами, длина которых, по меньшей мере, равна длине устанавливаемых на профи20 ле накладок, а захваты соединены с органами привода для сближения или разведения их друг относительно друга, перпендикулярно стенке профиля, и для удержания их в зажатом положении на 25 стенке с определенной силой, причем захваты снабжены средствами подогрева и охлаждения ик поверхностей, расположенных напротив друг относительно друга. В варианте реализации по изобрете30 нию один из захватов закреплен с возможностью скольжения по отношению к раме, причем опора профиля установлена с возможностью поступательного движения относительно рамы с тем, чтобы сближать и 35 раздвигать друг относительно друга неподвижный и подвижный захваты. Такая конструкция позволяет располагать органы привода с одной стороны машины, что упрощает ее работу и обслуживание, 40 Преимущественно, с целью упрощения операции снятия изношенных накладок и нанесения клея на профиль для установки новых, машина имеет вторую опору для профиля, состоящую, по меньшей мерс, из двух 45 откидных рычагов между первым положением, где они располагаются под первой опорой, и вторым положением, где они находятся над первой опорой, причем каждый рычаг имеет средства захвата профиля, ус50 танавленные с возможностью поворота в этом рычаге вокруг оси, параллельной оси профиля. Кроме того, для упрощения установки новых накладок на захватах перед нанесе55 нием их на стенку с нанесенным нэ нее клеем захваты устанавливаются с возможностью поворота по отношению к раме между первым положением, где их активные поверхности вертикальны и расположены напротивдруг друга, и вторым положением. 11088 где их активные поверхности горизонтальны и обращены взерх. Наконец, в предпочтительном варианте реализации по изобретению подвижный захват установлен на тележке, перемещающейся на раме перпендикулярно первой опоре, причем органы привода состоят из силовых цилиндров, установленных между рамой иэтой скользящей опорой, а средства привода поворота захватов состоят {для подвижного захвата) из приводного колеса, уста новленного на тележке и взаимодействующего с неподвижной рейкой, жестко связанной с рамой, когда тележка перемещается в этой зоне рамы, а для неподвижного захвата - из упруго расширяющегося штока, прицепленного между первым и вторым захватом. Кроме того, обеспечивая жесткую связь второй опоры с первым захватом, простое управление зажимом или отпусканием захватом позволяет обеспечить все движения синхронным образом. На фиг.1 изображены элементы, показывающие основные функции, выполняемые машиной; на фиг.2 - поперечное схематичное сечение машины по изобретению, которое выявляет органы связи поворотных захватов; на фиг.З - поперечное схематичное сечение машины по изобретению, показывающее вспомогательную опору профиля для установки (снятия накладок). Обрабатываемый профиль 1 показан здесьлокоящимся на горизонтальной опоре 2 так, чтобы его стенка 3 была вертикальна. Опора 2 располагается между двух захватов 4 и 5, которые параллельны между собой и с опорой 2. Длина захватов, по меньшей мере, равна длине устанавливаемой на профиль накладки (порядка нескольких метров). Опора 2 имеет каркас 6 для поддержания роликов или валков 7, на которых профиль 1 может скользить от продольного конца машины. Эта опора может иметь несколько участков 8, 9, независимых друг от друга, разделенных пространственными промежутками, такими как 10, для вертикального прохода вторичной опоры 11, нормально откинутой под профиль 1. Опора 2 и захваты 4 и 5 поддерживаются рамой, которая не показана иа фиг, 1. Между последними и рамой присоединены средства привода захватов для удаления или сближения их между собой с целью зажатия между ними стенки 3 опоры и устране ния этого зажатия . Мож но предусмотреть, чтобы опора 2 была неподвижна по отношению к раме и чтобы захваты были подвижны с обеих сторон этой неподпижмой опоры Однако, с целью уменьшения числа приводов, продпочиыют делать захват 4 неподвижным по отношению к раме и воздействовать пишь ня по-5 движный захват 5 в направлении стрелок Л. В этом случае опора 2 также подвижна для того, чтобы быть приведенной в направлении захвата 4 захватом 5! Средства связи опоры 2 с захватом 5 символически показа-10 ны упругими связями 12 и 13, расположенными между опорой и каждым из захватов, которые сжимаются в процессе сближения захватов путем перемещения опоры 2 в направлении захвата 4 на величину, равную 15 половине хода захвата 5, и которые расширяются в процессе удаления захватов с тем, чтобы удалить на эту же величину опору 2 от захвата 4. Каждый захват имеет рабочую поверх20 ность14,15, которая образует подошву опоры накладки, которая налагается на профиль, причем эта подошза может быть подогрета или охлаждена средствами подвода теплоносителя, расположенными в 14. 25 15 в каждом захвате справа от поверхностей 14, 15 (контур циркуляции воды или пара, электрическое сопротивление, контур циркуляции воздуха,,.). Преимущественно, каждый захват мме30 ет две части, шарнирно закрепленные вокруг оси 16. 17, параллельной направлению профиля 1 на своей опоре. Для захвата 4 два участка имеют участок неподвижной рамы 18 и собственно захвата 19. Для захвата 5 35 первый участок 20 образует тележку, скользящую иа раме, на которую воздействуют органы привода, причем второй участок 21 образует активный участок тисков. Эти шарнирные закрепления обеспечивают гори40 зонтальное размещение поверхностей 14 и 15 с целью упрощения установки накладок, налагаемых на профиль. Наконец, вторичная опора 11 имеет по меньшей мере две вилки (одна из которых 45 22 показана на чертеже), которые могут перемещаться вертикально по стрелкам 8 для восприятия ьагрузки профиля 1 и поднятия опоры 2. Эти вилки 22 имеют каждая центральный участок 23, имеющий средства зэ50 хвата профиля м установленный с возможностью вращения вокруг продольной оси профиля во внешней опоре, что позволяет при поднятом профиле поместить его стенку 3 горизонтально н одно из 55 двух положений с целью иметь логкий доступ к каждой поверхности этой стенки для снятия, например, изношенной накладки, которая подверглась предварительной тепловой обработке отклеивания (с помощью захватов 4 и 5). 11088 Фиг.2 и 3 показывают предпочтительную реализацию машины, показанную схематично на фиг.1. Фиг.2 имеет целью показать средства, обеспечивающие синхронное маневрирование захватов 4 и 5, как в их движении сближение/удаление, так и о их движении вокруг их шарнирного закрепления. Позиция 24 присоединена раме машины, один участок которой образует неподвижную опору 18 захвата 4, на котором он закрепляется шарнирно. Скользящее основание (или тележка) 20 захвата 5 присоединена к шгоку силового цилиндра 25 {в действительности машина имеет несколько силовых цилиндров, равномерно распределенных вдоль захвата). Участок 21 захвата 5 жестко связан с зубчатым колесом 26, которое поворачивается с ним вокруг оси 17. Это зубчатое колесо 26 взаимодействует с зубчатой рейкой 27, закрепленной на раме в ходе финальной фазы втягивания силового цилиндра 25 или его первой фазы расширения. Таким образом понятно, что в конце хода открытия захватов или начало их хода закрытия происходит поворот участка 21 захвата 5 вокруг оси 17. Захват 5 переходит от своего положения, когда его поверхность 15 направлена к профилю 1 (фиг.2), к своему положению, когда его поверхность 15 горизонтальна (фит.З). Привод при синхронном повороте захвата 4 обеспечивается связью захватов посредством уп ругого телескоп ического штока 28 (в действительности два штока 28 связывают захваты с каждым из их концом за пределами концов опоры 2) Каждый захват имеет рычаги 29, 30. Рычаг 29 шарнирно соединен со штоком 28 вокруг оси 31, закрепленной на ползуне 32, скользящем вдоль штока 28 и подвергающемся воздействию сопротивления двух пружин 33 и 34. Рычаг 30 шарнирно соединен с концом штока 28 вокруг оси 35. Рычаг 30 шзрнирно соединен с концом штока 28 вокруг оси 35. Оси 16, t7, 31 и 35 образуют вершины деформируемого четырехугольника. Таким образом, от положения, показанного на фиг.2, сближение захватов толкает ось 31 к левой стороне рисунка, следовательно, приводит захват 4 в горизонтальное положение нз упоре в раму. Продолжение этого сближения остается возможным благодаря ползуну 32, который позволяет обеспечить перенос штока 28 по отношению к рычагу 29. Открытие захватов (воздействием силовых цилиндров 25) имеет, прежде всего, фазу скольжения штока 28 по отношению к ползуну 32, удерживаемому неподвижным под воздействием пружины 34. Если пружи 8 на 34 уравновешена пружиной 33, т.е. в момент, когда колесо 26 воздействует на зубчатую рейку 27, начало поворота рычага 30 (совмещенного со скольжения вправо на 5 рисунке) вызывает начало поворота захвата 4 вокруг оси 16 до положения, показанного на фиг.З. Пружина 33 позволяет сделать более гибким привод рычага 29 штоком 28 и снизить усилия конца хода. Обратный пово10 рот получают расширением в силовом цилиндре 25. На этом рисунке показано также устройство упругой связи опоры 2 захватом 4 и 5, которое позволяет приводить опору 2 в 15 движение в направлении захвата 4 в процессе закрытия тисков и отход ее от этого захвата 4 в процессе открытия. Фиг.З показывает предпочтительную реализацию вспомогательной опоры 11. В 20 этом случае опора 8 жестко связана с поворотным захватом 5 так, чтобы поворот последней вызывал подъем опоры 11, которая в своем движении воспринимает нагрузку профиля 1 для его размещения в положе25 ими, показанном на фиг.З. В этом положении обеспечивается простой доступ к поверхностям стенки 3, а с помощью центрального участка 23, поворачивающегося в вилке 22, возможность по30 вернуть профиль по стрелке С. Очевидно, что машина имеет опору 11 в виде, по меньшей мера, двух частей, отстоящих друг от друга на продольной оси профиля. Работа этой машины происходит следу35 ющим образом. Профиль 1. на котором должны быть заменены накладки, помещается на опору 2, причем на каждой поверхности стенки 3 имеются изношенные накладки. Снятие их 40 требует предварительного подогрева до температуры порядка 120-150°С. Этот подогрев обеспечивается путем зажатия захватов 4 и 5 на профиле и подогрева их подошвы 14, 15. 45 Полное открытие захватов приводит машину к конфигурации, показанной на фиг.З. Тогда возможно снять изношенные накладки с помощью соответствующих инструментов (лопатки их скребки) и относи50 тельного движения, создаваемого между профилем и этмм инструментом, Затем, легко подготовить установку новых накладок. Можно нанести клей на две поверхности 3 стенки профиля, легко по55 вернув его. Устанавливаются ноэые накладки на под ош вы зах ватов, которые расположены горизонтально, и также наносят клей на них. Затем,,машину закрывают. Профиль устанавливается на опоре 2, захваты зажимаются и удерживаются под 11088 давлением, подогревая при этом подошвы до температуры и в течение времени (порядка часа), зависящих от сорта применяемого клея. После выполнения полимеризации клея можно приступать к ускоренному охлаждению комплекса путем обеспечения циркуляции охлаждающей жидкости в за /6 *,£ 0ut.2 10 хватах. Таким образом, если температура полимеризации порядка 80°С, можно достигнуть окружающей температуры приблизительно через 15 мин. Машина позволяет значительно упростить операции обслуживания трамбовок и улучшить качество крепления накладок. 11088 Упорядник Замовлення 4047 Техред М.Моргентал Коректор О. Кравцове Тираж Підписне Державне патентне відомство України, 254655. ГСП, КиТв-53. Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for placing or removing lining
Автори англійськоюPaul Antonenko, Rene Bousch
Назва патенту російськоюМашина для установки и снятия накладок
Автори російськоюПоль Антоненко, Рене Буш
МПК / Мітки
МПК: B23P 6/00
Мітки: машина, накладок, установки, зняття
Код посилання
<a href="https://ua.patents.su/6-11088-mashina-dlya-ustanovki-ta-znyattya-nakladok.html" target="_blank" rel="follow" title="База патентів України">Машина для установки та зняття накладок</a>
Композиція для просочення ниток при виготовленні фрикційних накладок зчеплення
Номер патенту: 287
Опубліковано: 30.04.1993
Автори: Верняєв Іван Іванович, Ареф'єв Микола Володимирович, Соколов В'ячеслав Олександрович, Морозов Юрій Варфоломійович, Кирилов Олексій Олександрович, Єрьомічев Віталій Павловіч, Хведченя Олег Аркадієвич
МПК: D01F 11/00, C08K 3/30, C08K 3/10, C08L 9/04, C08K 13/02
Мітки: фрикційних, виготовленні, накладок, просочення, зчеплення, композиція, ниток
Формула / Реферат:
1. Композиция для пропитки нитей при изготовлении фрикционных накладок сцепления на основе латекса бутадиен нитрильного каучука, включающая меламиноформальдегидную смолу, серу, оксид цинка, углеродный наполнитель, поверхностно-активное вещество и воду, отличающаяся тем, что композиция дополнительно содержит фенолформальдегидную смолу, аэросил или стеарат кальция, натриевое жидкое стекло, железный сурик й барит, при следующем соотношении...
Композиція для просочування накладок зчеплення
Номер патенту: 1431
Опубліковано: 25.03.1994
Автори: Хведченя Олег Аркадієвич, Дашкова Людмила Василівна, Ігнат'єв Дмитро Михайлович, Коркін Ігорь Анатолієвич, Кирилов Олексій Олександрович, Єрьомічев Віталій Павловіч
МПК: C08K 3/06, C08L 9/04, C08K 3/10, C08K 5/00, F16D 69/02
Мітки: просочування, накладок, зчеплення, композиція
Формула / Реферат:
Композиция для пропитки накладок сцепления, включающая полимерное связующее, серу, окись цинка и углеродный наполнитель, отличающаяся тем, что, с целью повышения износостойкости накладок сцепления, в качестве полимерного связующего она содержит бутадиен-нитрильный латекс с содержанием звеньев акрилонитрила 31—35 мас.%, меламиноформаль-дегидную смолу и дополнительно поверхностно-активное вещество, едкий натр и воду при следующем соотношении...
Машина для виправки залізничної колії
Номер патенту: 4781
Опубліковано: 28.12.1994
Автори: Вільгельм Прашл, Йозеф Тойрер
МПК: E01B 27/17
Мітки: машина, виправки, залізничної, колії
Формула / Реферат:
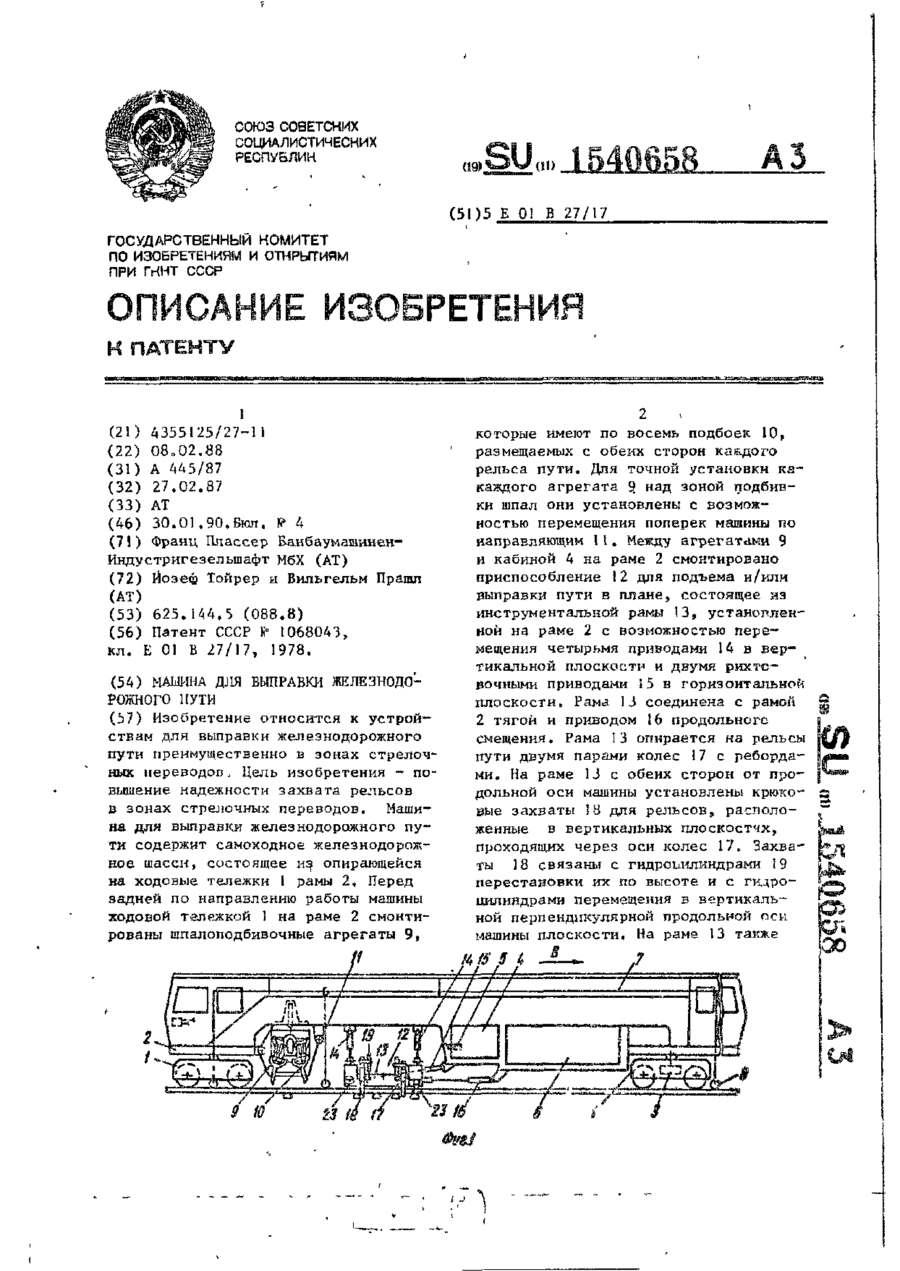
1. Машина для выправки железнодорожного пути, содержащее самоходное железнодорожное шасси, приспособление для подъема и/или выправки пути в плане в зонах стрелочных переводов, состоящее из инструментальной рамы, установленной на раме шасси с возможностью перемещения двумя приводами в вертикальной плоскости и двумя рихтовочными приводами в горизонтальной плоскости и соединенной с рамой шасси тягой, одной пары колес с ребордами для опирания...
Машина для виправлення залізничного шляху
Номер патенту: 3574
Опубліковано: 27.12.1994
Автор: Йозеф Тойрер
МПК: E01B 27/17
Мітки: залізничного, машина, виправлення, шляху
Формула / Реферат:
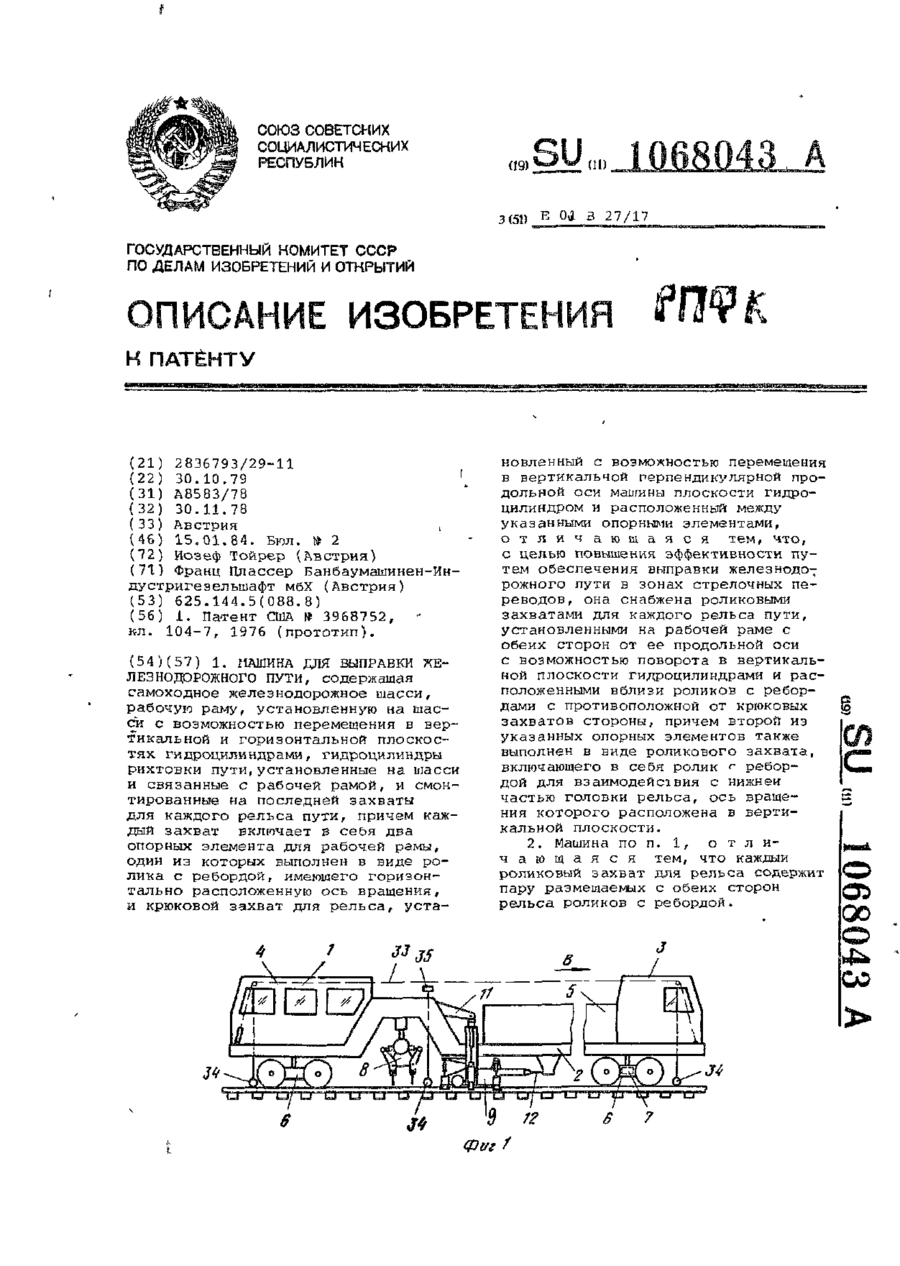
1. Машина для выправки железнодорожного пути, содержащая самоходное железнодорожное шасси, рабочую раму, установленную на шасси с возможностью перемещения в вертикальной и горизонтальной плоскостях гидроцилиндрами, гидроцилиндры рихтовки пути, установленные на шасси и связанные с рабочей рамой, и смонтированные на последней захваты для каждого рельса пути, причем каждый захват включает в себя два опорных элемента для рабочей рамы, один из...
Машина для виправлення залізничного шляху
Номер патенту: 4785
Опубліковано: 28.12.1994
Автори: Йоханн Піхлер, Йозеф Тойрер
МПК: E01B 27/17, E01B 33/00
Мітки: виправлення, залізничного, машина, шляху
Формула / Реферат:
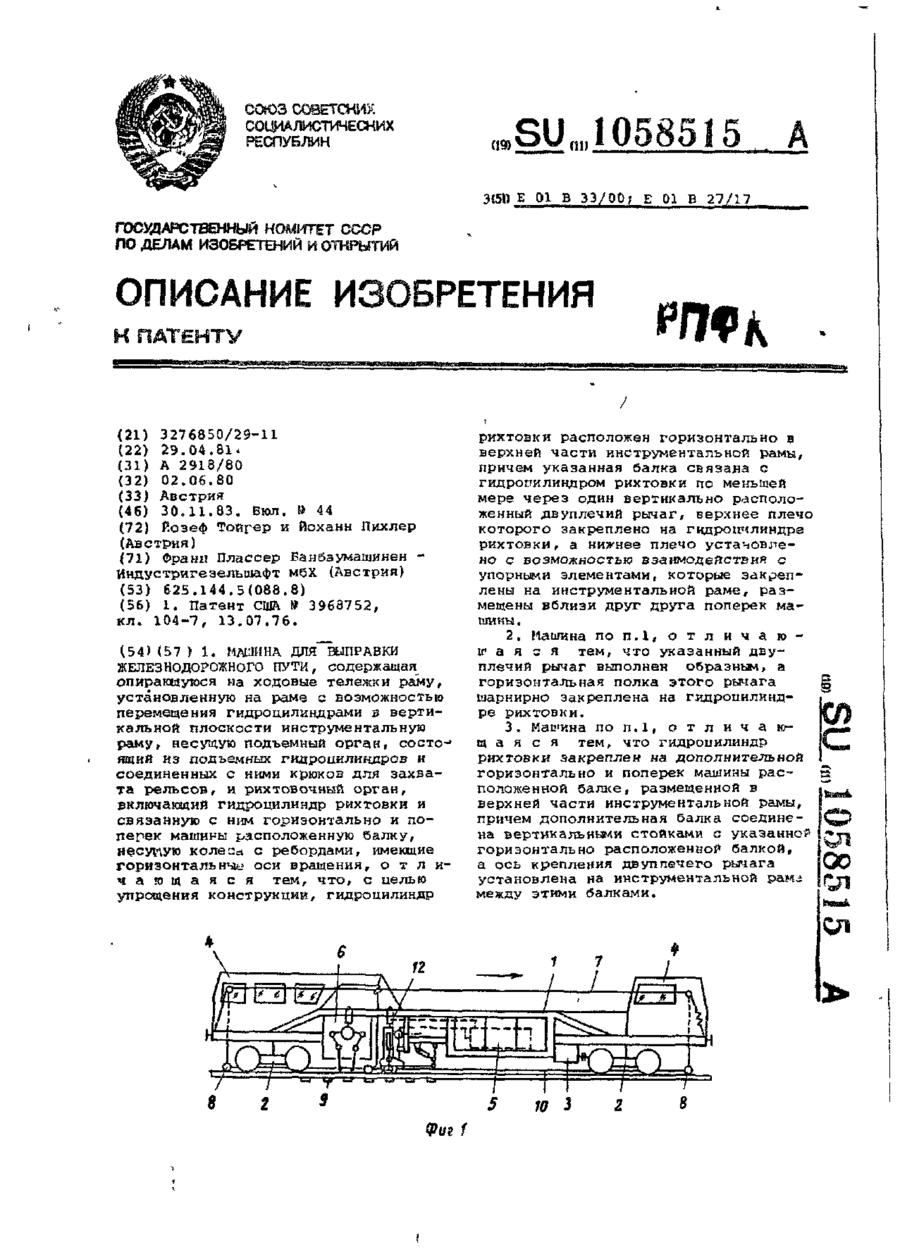
1. Машина для выправки железнодорожного пути, содержащая опирающуюся на ходовые тележки раму, установленную на раме с возможностью перемещения гидроцилиндрами в вертикальной плоскости инструментальную раму, несущую подъемный орган, состоящий из подъемных гидроцилиндров и соединенных с ними крюков для захвата рельсов, и рихтовочный орган, включающий гидроцилиндр рихтовки и связанную с ним горизонтально и поперек машины расположенную балку,...
Попередній патент: Консерваційний склад
Наступний патент: Пристрій для подачі кисню та торкретування конвертера
Випадковий патент: Машина для відокремлення м'якоті від кісточок