Лінія для виробництва гарячекатних безшовних труб
Номер патенту: 111054
Опубліковано: 25.10.2016
Автори: Балакін Валерій Федорович, Угрюмов Юрій Дмитрович, Губінський Михайло Володимирович, Степаненко Олександр Миколайович
Формула / Реферат
Лінія для виробництва гарячекатаних безшовних труб, що містить машину безперервного лиття заготовок, пов'язану з кільцевою піччю для їх нагрівання транспортним засобом для передачі гарячих заготовок, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, підігрівальну піч з крокуючими балками і багатоклітьовий калібрувальний стан, пов'язані транспортними механізмами, яка відрізняється тим, що перед кільцевою піччю для нагрівання заготовок встановлена піч-копильник і засіб розподілення заготовок на мірні частини.
Текст
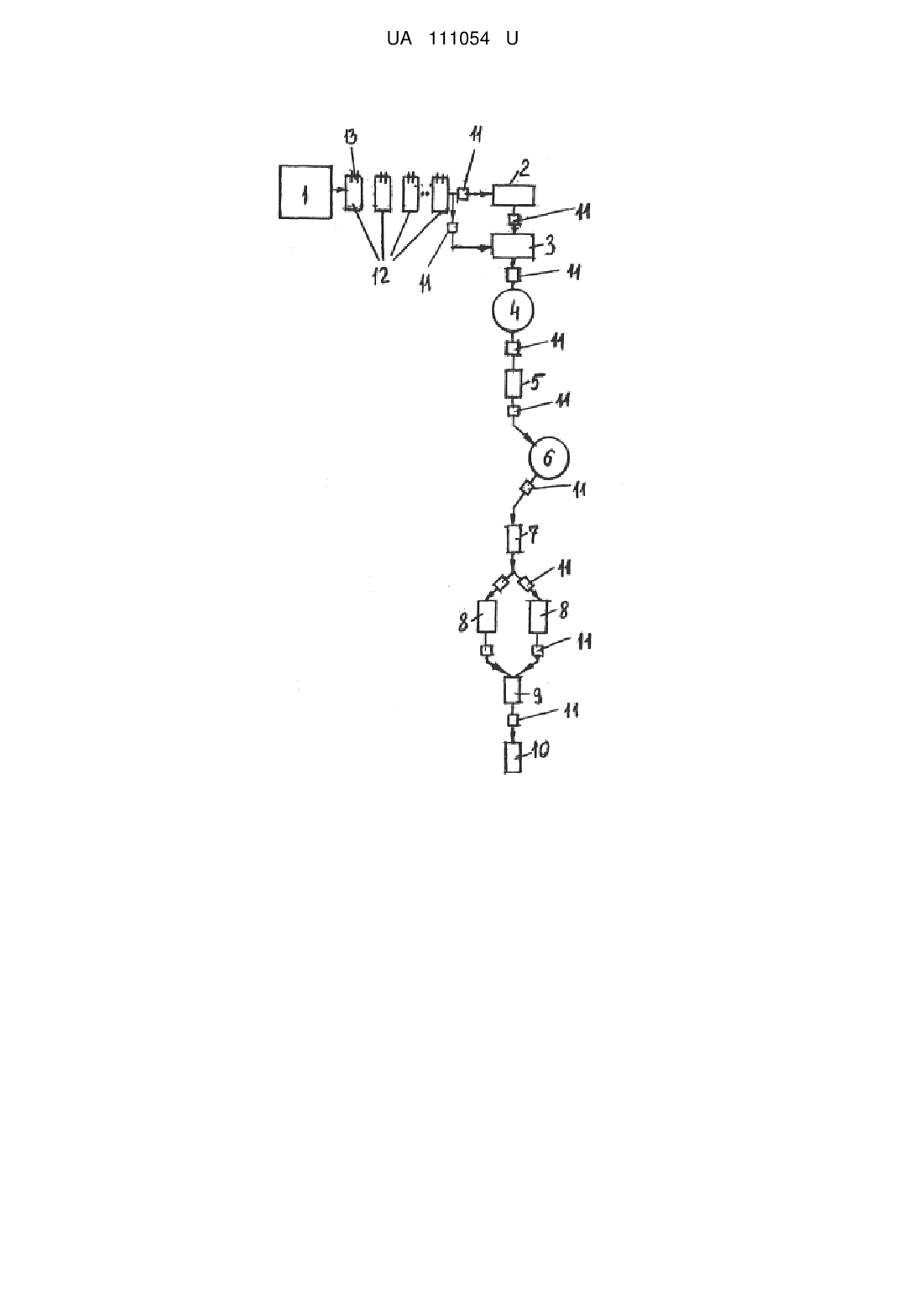
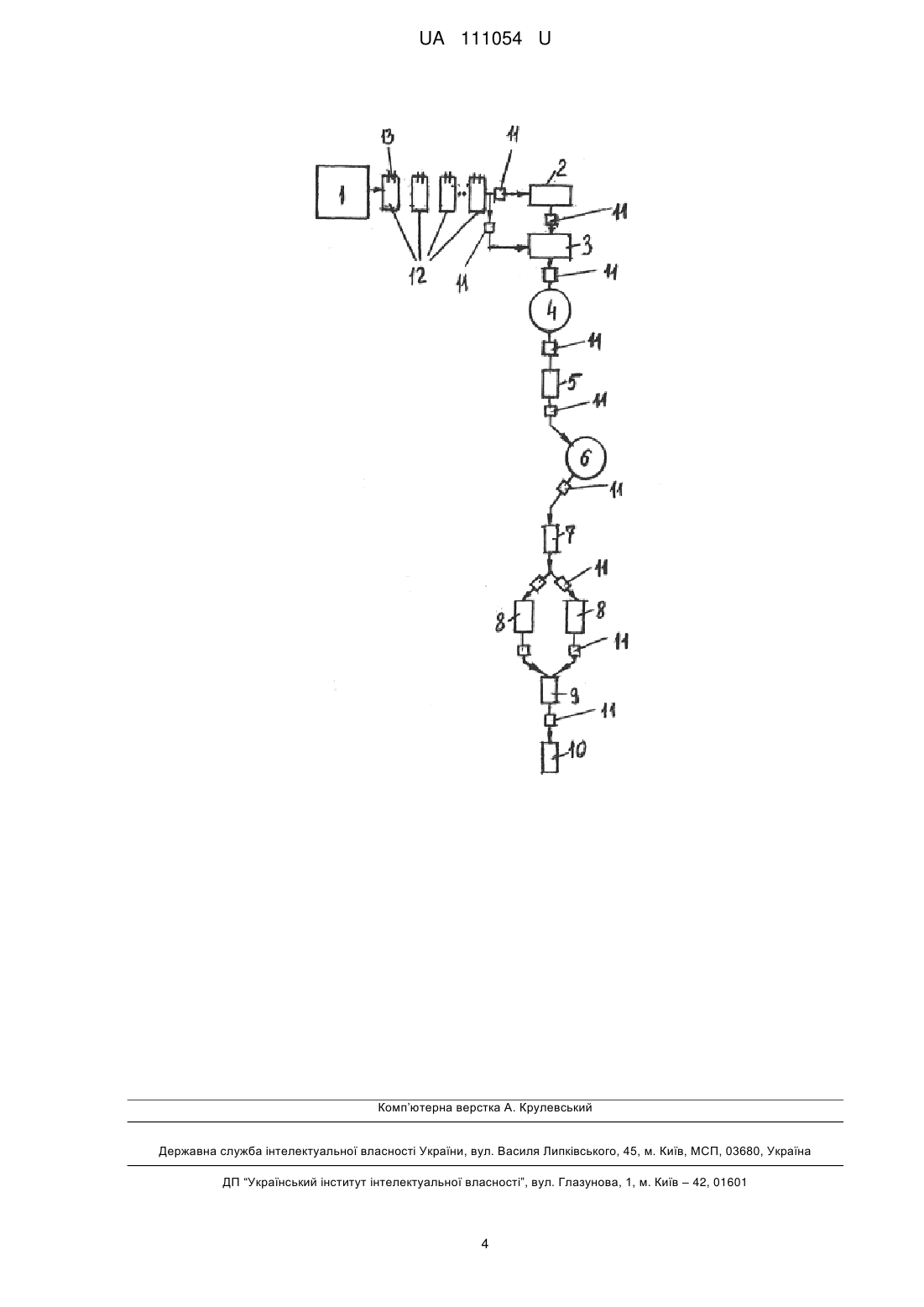
Реферат: Лінія для виробництва гарячекатаних безшовних труб містить машину безперервного лиття заготовок, пов'язану з кільцевою піччю для їх нагрівання транспортним засобом для передачі гарячих заготовок, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, підігрівальну піч з крокуючими балками і багатоклітьовий калібрувальний стан, пов'язані транспортними механізмами. Перед кільцевою піччю для нагрівання заготовок встановлена піч-копильник і засіб розподілення заготовок на мірні частини. UA 111054 U (12) UA 111054 U UA 111054 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском і може бути використана при виробництві гарячекатаних безшовних сталевих труб з безперервнолитої заготівки на трубопрокатних агрегатах. Відома лінія для виготовлення гарячекатаних безшовних труб, що містить зв'язані транспортними механізмами послідовно розташовані нагрівальну піч, прошивний прес, станелонгатор, розкатний стан і калібрувальний стан (патент США № 4 452 061, МПК В21В 23/00, 1984). Використання даної лінії, де як основний деформуючий агрегат передбачена установка безперервного стану, припускає наявність великої продуктивності і, як наслідок, необхідність установки нагрівальних печей великої потужності. Крім цього, оскільки заготовки надходять на лінію у вигляді холодних зливків, виготовлення труб вимагає великих витрат на нагрівання заготовок до температури прошивання. Відома також лінія для виготовлення безшовних гарячекатаних труб, що містить зв'язані транспортними механізмами послідовно розташовані нагрівальну піч, пристрій, що обтискає заготовки по діаметру, у вигляді стану гвинтової прокатки, прошивний пристрій заготовки в порожню гільзу, пристрій для розкатки гільзи в трубу чорнового розміру, який містить двоклітьовий блок безперервної подовжньої прокатки на рухомій утримуваній оправці, розкатну машину у вигляді двоклітьового стану безперервної подовжньої прокатки на рухомій утримуваній оправці і пристрій для калібрування труби чорнового розміру в трубу чистового розміру у вигляді стану безперервної безоправочної прокатки (патент України № 69899, В21В23/00, 2003). Труби, отримані на даній лінії, характеризуються підвищеною точністю, що досягається за рахунок установки в лінії додаткового устаткування у вигляді стану гвинтової прокатки і двоклітьової розкатної машини. Однак збільшення кількості деформуючих станів на дві одиниці, приводить до значного збільшення витрат енергії, початкової вартості лінії, необхідності підігріву чорнової труби. Крім цього, використання холодної безперервнолитої заготовки вимагає великих витрат на її підігрів до температури деформації на стані гвинтової прокатки. Відома також лінія для виробництва безшовних гарячекатаних труб, що містить зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для підігріву прошитих стаканів, стан-елонгатор, пілігримовий стан, підігрівальну піч і багатоклітьовий калібрувальний стан (див. В.М. Друян, Ю.Г. Гуляев, С.А. Чукмасов «Теорія и технологія трубного виробництва», Дніпропетровськ, 2001, стор. 327-328). Лінії такого типу мають широке поширення, оскільки дозволяють одержувати якісні труби зі зливків на меншій кількості деформуючого устаткування. Однак литі заготовки у вигляді зливків надходять на початок лінії холодними. Останнє вимагає великих витрат на їхній підігрів до температури деформації в кільцевій печі і веде до зниження точності труб, що виготовляються. Найбільш близьким за технічною суттю та технічним результатом, який досягається, до корисної моделі, що заявляється, є лінія для виробництва безшовних гарячекатаних труб, що містить зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, машину безперервного лиття заготовок і додатковий транспортний засіб, що зв'язує цю машину з кільцевою піччю для нагрівання заготовки, який являє собою ряд виконаних з можливістю переміщення і вікнами завантаження контейнерів для транспортування гарячих заготовок (патент України № 79896, В21В 23/00 , 2013 - прототип). Суттєвими ознаками прототипу, які збігаються з суттєвими ознаками пропонованої лінії, є: машина безперервного розливання заготовок, пов'язана з кільцевою піччю для їх нагрівання транспортним засобом для передачі гарячих заготовок, прошивний горизонтальний гідравлічний прес, кільцева піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, підігрівальна піч з крокуючими балками і багатоклітьовий калібрувальний стан, пов'язані транспортними механізмами. Недоліками відомої лінії є: • із-за різної продуктивності ділянок отримання заготовок і прокату знижується об'єм заготовок для їх гарячого посаду в кільцеву нагрівальну піч, що знижує ефективність цієї технології і зменшує економію енергоресурсів; • відсутність в лінії засобів для розподілу заготовок на мірні частини як в гарячому, так і в холодному стані перед кільцевою піччю, знижує продуктивність МБЛЗ. 1 UA 111054 U 5 10 15 20 25 30 35 40 45 50 55 В основу корисної моделі поставлено задачу удосконалення конструкції лінії шляхом введення до неї нових ланок, що забезпечує отримання нового технічного результату, а саме: збільшення довжини заготовок з їхнім подальшим різанням на мірні частини перед кільцевою піччю, що дозволяє отримати збільшений об'єм посаду заготовки до кільцевої печі з підвищеною температурою, чим досягається зниження загальних енерговитрат і підвищення продуктивності машини безперервного лиття заготовок (МБЛЗ). Поставлена задача вирішується тим, що у лінії для виробництва безшовних гарячекатаних труб, що містить машину безперервного лиття заготовок, пов'язану з кільцевою піччю для їх нагрівання транспортним засобом для передачі гарячих заготовок, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, підігрівальну піч з крокуючими балками і багатоклітьовий калібрувальний стан, пов'язані транспортними механізмами, згідно з корисною моделлю, перед кільцевою піччю для нагрівання заготовок встановлена піч-копильник і засіб розділення заготовок на мірні частини. Причинно-наслідковий зв'язок між сукупністю ознак, які заявляються, і технічним результатом, полягають в наступному. Введення в лінію для виробництва безшовних гарячекатаних труб печі-копильника і засобів розділення заготовки на мірні частини дозволить розширити технологічні можливості для збільшення об'ємів гарячого посаду заготовок, що надходять з МБЛЗ на ділянку прокату. При цьому піч-копильник є буферною термостатувальною піччю для підігріву і стабілізації температури гарячих заготовок, які надходять від МБЛЗ до кільцевої печі для нагріву заготовок, які згідно з графіком прокатки мають бути в резерві, тобто ці заготовки є буфером для наступного їх гарячого посаду в кільцеву піч. Наявність в лінії засобів для розділення заготовок на мірні частини як в гарячому, так і в холодному стані забезпечує підвищення продуктивності МБЛЗ за рахунок збільшення довжини штанг, розкроюваних після розливання заготовки. У свою чергу збільшення об'єму гарячого посаду заготовок в кільцеву піч прямо-пропорційно знижує енерговитрати на нагрівання заготовок. Корисна модель пояснюється кресленням, на якому наведена схема лінії, що заявляється. Лінія для виробництва безшовних гарячекатаних труб складається з послідовно розміщених машини безперервного лиття заготовок 1, печі-копильника 2, засобу розділення заготовок на мірні частини (пили) 3, кільцевої печі 4 для нагрівання заготовок, прошивного горизонтального гідравлічного преса 5, кільцевої печі 6 для нагрівання прошитих стаканів, стана-елонгатора 7, пілігримового стана 8, підігрівальної печі 9 з крокуючими балками і багатоклітьового калібрувального стана 10. Усі ці елементи лінії зв'язані транспортними механізмами 11. При цьому лінія обладнана додатковим транспортним засобом, що зв'язує машину безперервного лиття заготовок 1 з кільцевою піччю 4 для нагрівання заготовки. При цьому кількість кільцевих печей для нагрівання заготовок та кількість пілігримових станів обумовлена технологічними можливостями устаткування, його продуктивністю і сортаментом вироблених труб. Транспортний засіб являє собою ряд виконаних з можливістю переміщення контейнерів 12 для транспортування гарячих заготовок, що мають вікна завантаження 13 (контейнер 12, наприклад, може містити з'єднаний із кришкою футерований піддон з опорними елементами у вигляді балок, вільно встановлених у вертикальних пазах, виконаних у подовжніх стінках піддона, при цьому одна зі стінок піддона має завантажувальне вікно). Як піч-копильник може бути використана, наприклад, піч з крокуючими балками. Як засіб для розділення гарячої заготовки на мірні частини може бути використана роторна пила ударної дії, вживана для розділення заготовок і сортового прокату. При розділенні холодних заготовок може бути використана дискова пила, наприклад абразивна. Лінія працює наступним чином. Відповідно до замовлення на виробництво конкретного розміру труб розливають сталь необхідного складу на машині безперервного лиття заготовок 1 у круглі заготовки, діаметр яких визначається таблицею прокатки. На МБЛЗ здійснюють різку заготовок в однаковому темпі з розливанням сталі на штанги довжиною 6-10 м. Розділення заготовок на менші довжини знижує продуктивність МБЛЗ і, відповідно, зменшує обсяг виробництва. Заготовки довжиною 6-10 м при температурі 650 °С завантажують у контейнери 12 через вікна завантаження 13 і встановлюють їх, наприклад, на рухому спеціальну платформу, на якій і транспортують заготовки до ділянки прокату, де можливі три варіанти виробництва труб. Відповідно до першого варіанту, гарячі заготовки надходять на дільницю розділення їх на мірні частини за допомогою роторної пили ударної дії і далі в кільцеву піч 4. 2 UA 111054 U 5 10 15 20 25 30 35 40 45 Відповідно до другого варіанту, гарячі заготовки надходять в буферну термостатувальну пічкопильник 2 з наступною відповідно до графіка розрізкою їх на мірні частини пилою 3 і задачею в кільцеву піч 4. Відповідно до третього варіанту, гарячі заготовки складуються до повного остигання з наступним розділенням в холодному стані на дисковій пилі і подачею в кільцеву піч 4. Наявність трьох варіантів виробництва труб обумовлене необхідністю узгодження продуктивності дільниць отримання заготовки і прокату. В печі-копильнику 2 забезпечується підігрів і стабілізація температури заготовок, що передаються від МБЛЗ до дільниці прокату. У кільцевій печі 4 заготовки після розділення їх на мірні частини підігрівають до температури 1270-1280 °С. Потім нагріті заготовки надходять за допомогою транспортних засобів 11 спочатку на прошивний горизонтальний гідравлічний прес 5, де заготовки деформуються в стакан, а потім у кільцеву піч 6 для підігріву до 1270-1280 °С, після чого стакан надходить до стана-елонгатора 7, де на короткій оправці деформується в гільзу. У гільзу заряджається дорн і на пілігримовому стані 8 гільзу розкачують у чорнові труби, з яких дорн витягається. Потім труби підігріваються до температури 950-1000 °С в печі 9 з крокуючими балками і далі деформуються в чистові труби на багатоклітьовому калібрувальному стані. Після охолодження і правки по довжині труби передаються в обробку. Наприклад, виготовлення труб діаметром 355,6x12,7 мм із сталі 20 на пропонованій лінії може бути здійснено шляхом отримання безперервнолитої гарячої заготовки з температурою 650 °С діаметром 470 мм і довжиною штанги 8670 мм, по трьох варіантах. При цьому довжина мірної частини заготовки згідно з таблицею прокатки складає 2155 мм. Із-за різної продуктивності ділянок отримання заготовки і прокату неможливо здійснити гарячий посад заготовок після МБЛЗ в кільцеву піч 4. Для збільшення об'єму заготовок, що надходять при температурі 650 °С в кільцеву піч 4, потрібне створення буферних резервів гарячих заготовок, що забезпечується наявністю печі-копильника 2, де заготовки певний час витримуються і де здійснюється їх термостатування. Таким чином, піч 2 є буферним термостатуючим засобом. Внаслідок необхідності проведення планових ремонтів устаткування і аварійних його зупинок створюється також буферний резерв холодних заготовок. У зв'язку з цим по першому варіанту заготовки, що надходять на ділянку прокату з температурою 650 °С, розділяються на мірні частини роторними пилами ударної дії, у яких час, потрібний для, власне, розділення, близько 1 с, що знижує втрати температури заготовки, і потім надходять в кільцеву піч 4, де нагріваються з 650 °С до 1270-1280 °С. Це забезпечує гарячий посад заготовки і економію енергоресурсів за рахунок зниження витрати природного газу, яким опалюється піч 4. Згідно з другим варіантом, заготовки після термостатування в печі-копильнику 2 при температурі 650-700 °С розділяються на мірні частини і надходять в кільцеву піч 4, де нагріваються до температури 1270-1280 °С, що також забезпечує економію енергоресурсів. Холодні заготовки з буферного складу надходять на ділянку розділення їх на мірні частини за допомогою дискових пил, а потім в кільцеву піч 6 для їх нагрівання від температури 20 °С до 1270-1280 °С. Наявність буферної термостатувальної печі 2 значно збільшує об'єм заготовок для здійснення гарячого їх посаду до печі 4, що істотно знижує енерговитрати. При цьому зниження енерговитрат прямо пропорційне збільшенню об'єму заготовок, що надходять гарячими (температура 650-700 °С) в кільцеву піч 4. Різання заготовок на мірні частини завдовжки 1800-2200 мм на ділянці прокату збільшує продуктивність МБЛЗ і підвищує обсяг виробництва заготовок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Лінія для виробництва гарячекатаних безшовних труб, що містить машину безперервного лиття заготовок, пов'язану з кільцевою піччю для їх нагрівання транспортним засобом для передачі гарячих заготовок, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, підігрівальну піч з крокуючими балками і багатоклітьовий калібрувальний стан, пов'язані транспортними механізмами, яка відрізняється тим, що перед кільцевою піччю для нагрівання заготовок встановлена піч-копильник і засіб розподілення заготовок на мірні частини. 3 UA 111054 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 23/00
Мітки: лінія, безшовних, труб, гарячекатних, виробництва
Код посилання
<a href="https://ua.patents.su/6-111054-liniya-dlya-virobnictva-garyachekatnikh-bezshovnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Лінія для виробництва гарячекатних безшовних труб</a>
Лінія для виробництва гарячекатаних безшовних труб
Номер патенту: 79896
Опубліковано: 13.05.2013
Автори: Кісіль Володимир Костянтинович, Коротков Андрій Миколайович, Шифрін Євген Ісаєвич, Гріньов Анатолій Федорович, Пройдак Юрій Сергійович, Сокуренко Віктор Павлович, Данченко Валентин Миколайович, Бєсєднов Сергій Вікторович, Єсаулов Геннадій Олександрович, Балакін Валерій Федорович, Козловський Альфред Іванович, Мережко Віктор Лукич, Пінчук Софія Йосипівна, Угрюмов Юрій Дмитрович, Соловьова Інна Анатоліївна, Гвоздєва Тамара Михайлівна, Закопко Олександр Вікторович
МПК: B21B 23/00
Мітки: гарячекатаних, лінія, безшовних, труб, виробництва
Формула / Реферат:
Лінія для виробництва безшовних гарячекатаних труб, що містить зв'язані транспортними механізмами послідовно розміщені кільцеву піч для нагрівання заготовки, прошивний горизонтальний гідравлічний прес, кільцеву піч для нагрівання прошитих стаканів, стан-елонгатор, пілігримовий стан, яка відрізняється тим, що в неї введені машина безперервного лиття заготовок і додатковий транспортний засіб, що зв'язує цю машину з кільцевою піччю для...
Спосіб економічного виробництва безшовних гарячекатаних труб у безперервних станах для прокатки безшовних труб
Номер патенту: 109461
Опубліковано: 25.08.2015
Автори: Браун Вінфрід, Кюммерлінг Ролф, Перейра Габріель, Хомберг Герд, Хагеманн Франк, Прассер Крістоф
МПК: B21B 23/00, B21B 19/04
Мітки: станах, економічного, виробництва, безшовних, гарячекатаних, спосіб, труб, прокатки, безперервних
Формула / Реферат:
1. Спосіб виробництва безшовних труб, у якому гарячу порожнисту заготовку, попередньо вироблену станом для прошивки отворів, розтягують за допомогою безперервного прокатного стана на стрижні оправки з формуванням труби-заготовки, яку подають безпосередньо в редукційно-розтяжний прокатний стан або калібрувальний стан, що використовується як стан завершальної прокатки, і прокатують в ньому до необхідного кінцевого діаметра труби, який...
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану
Номер патенту: 82556
Опубліковано: 25.04.2008
Автори: ТРИГУБ Микола Петрович, Тарасов Констянтин Констянтинович, Блощинський Григорій Павлович, Чепинський Олександр Олександрович, Жук Геннадій Віліорович
МПК: B21B 19/00, B21B 23/00, B21B 3/00, B21B 17/00
Мітки: сплавів, основі, гарячекатаних, труб, безшовних, виробництва, титану, спосіб
Формула / Реферат:
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану, який включає нагрів заготовки перед деформацією до заданої температури, прошивку нагрітої заготовки в гільзу на стані поперечно-гвинтової прокатки та розкочування прошитої гільзи в трубу на рилінг-машині та калібрувальному стані, який відрізняється тим, що трубу виготовляють з литої недеформованої заготовки, попередній нагрів якої здійснюють до температури,...
Спосіб виробництва безшовних труб
Номер патенту: 106917
Опубліковано: 27.10.2014
Автори: Пельтоніємі Раймо, Пельтоніємі Даніель
МПК: B21B 25/00, B21B 17/02, B21B 45/04
Мітки: спосіб, виробництва, труб, безшовних
Формула / Реферат:
1. Спосіб виробництва безшовних труб з нагрітих суцільних металевих заготовок за допомогою оправки, встановленої на прошивному стержні, при виконанні якого на внутрішню сторону порожнистої заготовки наносять покривний матеріал в процесі формування цієї заготовки з суцільної металевої заготовки під впливом прошивного стержня.2. Спосіб за п. 1, який відрізняється тим, що покривний матеріал наносять на внутрішню сторону порожнистої...
Спосіб виробництва безшовних стальних труб
Номер патенту: 9478
Опубліковано: 30.09.1996
Автори: Кармінова Валентина Андріївна, Зуєв Леонід Артемович, Лавренюк Петро Данилович, Чеха Віктор Миколаєвич, Бенько Віктор Петрович, Кислиціна Любов Михайлівна, Лезінська Олена Яківлівна, Кореняк Юрій Констянтинович, Островський Ігор Петрович, Кісельов Віктор Стефанович, Чуб Анатолій Васильович
МПК: C21D 9/08, B21B 21/00
Мітки: спосіб, труб, виробництва, стальних, безшовних
Формула / Реферат:
Способ изготовления бесшовных стальных труб, включающий химическую и термическую обработки полой заготовки и последующую ее холодную деформацию, отличающийся тем, что в качестве полой заготовки используюттрубу, коэффициент пластичности металла которой не превышает 0,9, а нагрев при термической обработке производят до температуры, определяемой в соответствии с выражением: где Т - температура в градусах по Кельвину;Dср...
Попередній патент: Пристрій для запобігання негативним наслідкам вибуху метано-повітряної суміші
Наступний патент: Датчик з діафрагмовим чутливим елементом
Випадковий патент: Спосіб хірургічного лікування пенетруючих гастродуоденальних виразок