Спосіб нанесення гальванічного покриття сплавами заліза для зміцнення поверхні деталей зі сталі та чавуну
Номер патенту: 111232
Опубліковано: 11.04.2016
Автори: Зюбанова Світлана Іванівна, Єрмоленко Ірина Юріївна, Каракуркчі Ганна Володимирівна, Ведь Марина Віталіївна, Сахненко Микола Дмитрович


Формула / Реферат
Спосіб нанесення гальванічного покриття сплавами заліза для зміцнення поверхні деталей зі сталі та чавуну, що полягає в катодному осадженні з комплексного цитратного електроліту, який відрізняється тим, що процес проводять при температурі 20-25 °C, імпульсному струмі амплітудою 3,5-6,0 А/дм2 при тривалості імпульсу 5·10-3-1·10-2 с та паузи 1·10-2-2·10-2 с з електроліту складу, моль/дм3:
сульфат заліза (III)
0,1-0,15
молібдат натрію
0,06-0,08
вольфрамат натрію
0,04-0,06
цитрат натрію
0,2-0,3
сульфат натрію
0,1-0,15
борна кислота
0,1.
Текст
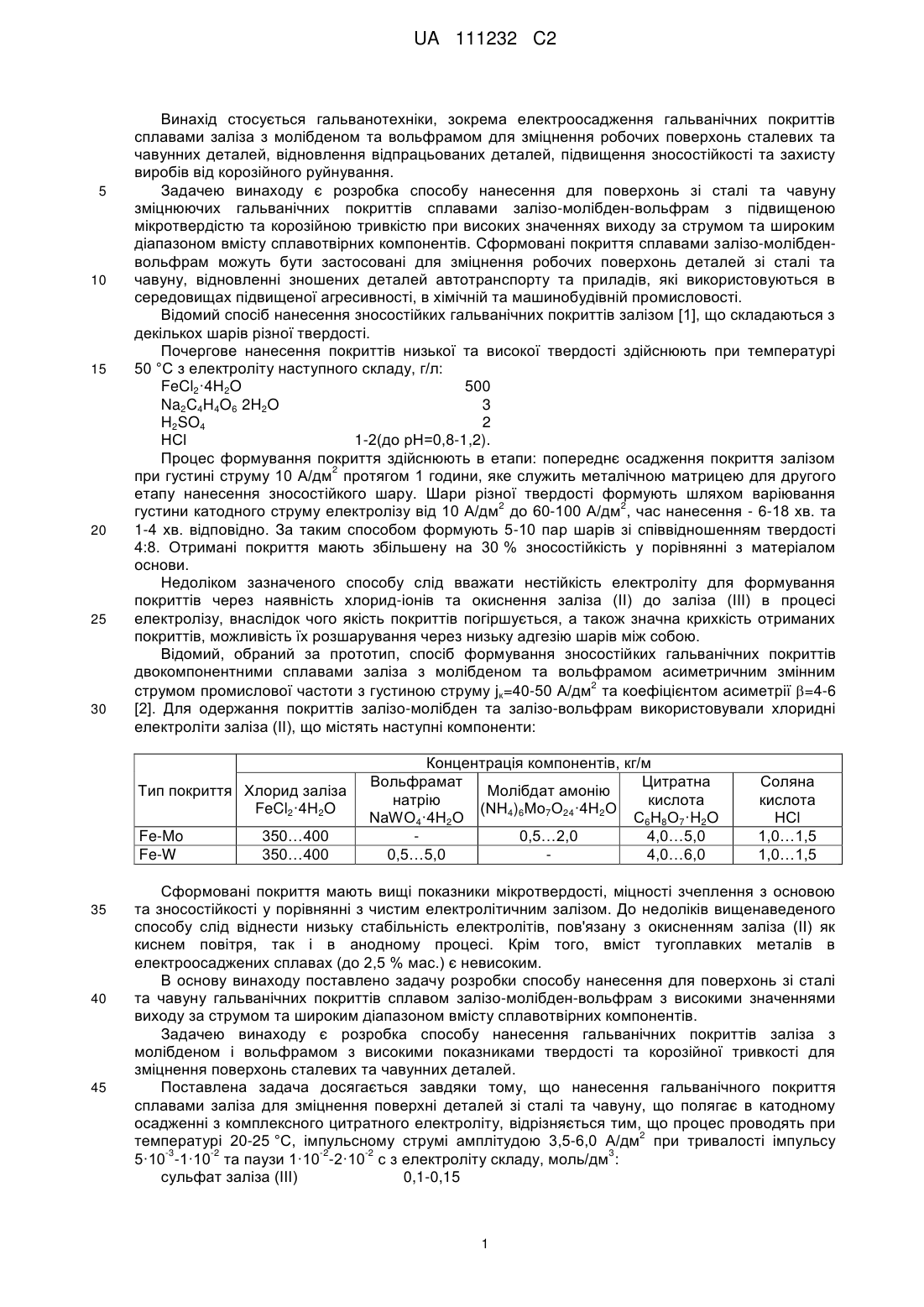
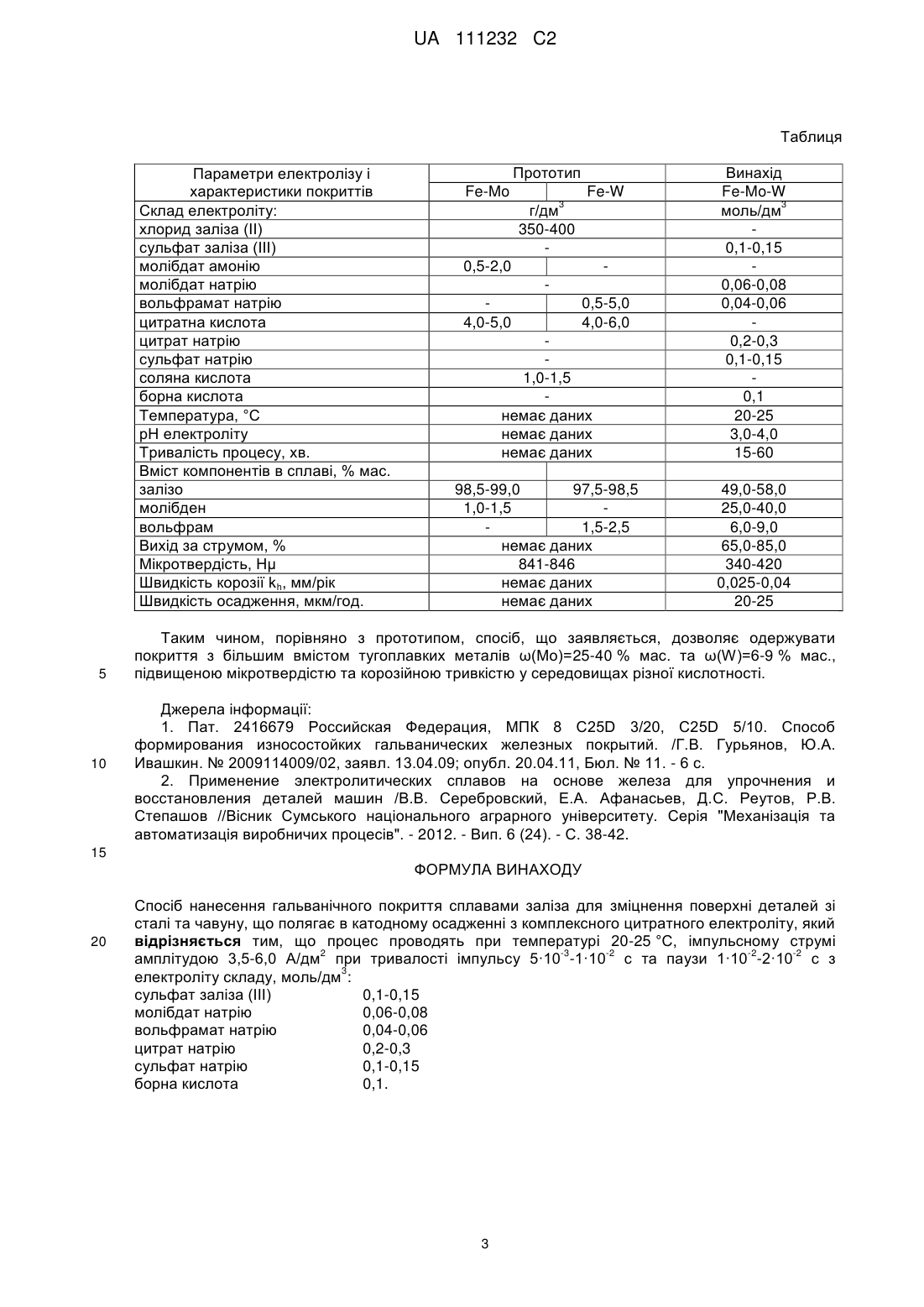
Реферат: Винахід стосується гальванотехніки, використовується в хімічній та машинобудівній промисловості. Спосіб полягає в катодному осадженні з комплексного цитратного електроліту, 2 процес проводять при температурі 20-25 °C, імпульсному струмі амплітудою 3,5-6,0 А/дм при -3 -2 -2 -2 3 тривалості імпульсу 5·10 -1·10 с та паузи 1·10 -2·10 с з електроліту складу, моль/дм : сульфат заліза (III) - 0,1 - 0,15; молібдат натрію - 0,06-0,08; вольфрамат натрію - 0,04-0,06; цитрат натрію - 0,2-0,3; сульфат натрію - 0,1-0,15; борна кислота - 0,1. Технічний результат: спосіб, що заявляється, дозволяє наносити покриття з підвищеною мікротвердістю та корозійною тривкістю для деталей зі сталі та чавуну з вмістом молібдену 25-40 % мас. та вольфраму 6-9 % у сплаві при виході за струмом 65-85 %. UA 111232 C2 (12) UA 111232 C2 UA 111232 C2 5 10 15 20 25 30 Винахід стосується гальванотехніки, зокрема електроосадження гальванічних покриттів сплавами заліза з молібденом та вольфрамом для зміцнення робочих поверхонь сталевих та чавунних деталей, відновлення відпрацьованих деталей, підвищення зносостійкості та захисту виробів від корозійного руйнування. Задачею винаходу є розробка способу нанесення для поверхонь зі сталі та чавуну зміцнюючих гальванічних покриттів сплавами залізо-молібден-вольфрам з підвищеною мікротвердістю та корозійною тривкістю при високих значеннях виходу за струмом та широким діапазоном вмісту сплавотвірних компонентів. Сформовані покриття сплавами залізо-молібденвольфрам можуть бути застосовані для зміцнення робочих поверхонь деталей зі сталі та чавуну, відновленні зношених деталей автотранспорту та приладів, які використовуються в середовищах підвищеної агресивності, в хімічній та машинобудівній промисловості. Відомий спосіб нанесення зносостійких гальванічних покриттів залізом [1], що складаються з декількох шарів різної твердості. Почергове нанесення покриттів низької та високої твердості здійснюють при температурі 50 °C з електроліту наступного складу, г/л: FeCl2·4H2O 500 Na2C4H4O6 2H2O 3 H2SO4 2 НСl 1-2(до рН=0,8-1,2). Процес формування покриття здійснюють в етапи: попереднє осадження покриття залізом 2 при густині струму 10 А/дм протягом 1 години, яке служить металічною матрицею для другого етапу нанесення зносостійкого шару. Шари різної твердості формують шляхом варіювання 2 2 густини катодного струму електролізу від 10 А/дм до 60-100 А/дм , час нанесення - 6-18 хв. та 1-4 хв. відповідно. За таким способом формують 5-10 пар шарів зі співвідношенням твердості 4:8. Отримані покриття мають збільшену на 30 % зносостійкість у порівнянні з матеріалом основи. Недоліком зазначеного способу слід вважати нестійкість електроліту для формування покриттів через наявність хлорид-іонів та окиснення заліза (II) до заліза (III) в процесі електролізу, внаслідок чого якість покриттів погіршується, а також значна крихкість отриманих покриттів, можливість їх розшарування через низьку адгезію шарів між собою. Відомий, обраний за прототип, спосіб формування зносостійких гальванічних покриттів двокомпонентними сплавами заліза з молібденом та вольфрамом асиметричним змінним 2 струмом промислової частоти з густиною струму j к=40-50 А/дм та коефіцієнтом асиметрії =4-6 [2]. Для одержання покриттів залізо-молібден та залізо-вольфрам використовували хлоридні електроліти заліза (II), що містять наступні компоненти: Тип покриття Хлорид заліза FeCl2·4H2O Fe-Mo Fe-W 35 40 45 350…400 350…400 Концентрація компонентів, кг/м Вольфрамат Цитратна Молібдат амонію натрію кислота (ΝΗ4)6Μο7Ο24·4Н2О NaWО4·4Н2О С6Н8О7·H2O 0,5…2,0 4,0…5,0 0,5…5,0 4,0…6,0 Соляна кислота НСl 1,0…1,5 1,0…1,5 Сформовані покриття мають вищі показники мікротвердості, міцності зчеплення з основою та зносостійкості у порівнянні з чистим електролітичним залізом. До недоліків вищенаведеного способу слід віднести низьку стабільність електролітів, пов'язану з окисненням заліза (II) як киснем повітря, так і в анодному процесі. Крім того, вміст тугоплавких металів в електроосаджених сплавах (до 2,5 % мас.) є невисоким. В основу винаходу поставлено задачу розробки способу нанесення для поверхонь зі сталі та чавуну гальванічних покриттів сплавом залізо-молібден-вольфрам з високими значеннями виходу за струмом та широким діапазоном вмісту сплавотвірних компонентів. Задачею винаходу є розробка способу нанесення гальванічних покриттів заліза з молібденом і вольфрамом з високими показниками твердості та корозійної тривкості для зміцнення поверхонь сталевих та чавунних деталей. Поставлена задача досягається завдяки тому, що нанесення гальванічного покриття сплавами заліза для зміцнення поверхні деталей зі сталі та чавуну, що полягає в катодному осадженні з комплексного цитратного електроліту, відрізняється тим, що процес проводять при 2 температурі 20-25 °C, імпульсному струмі амплітудою 3,5-6,0 А/дм при тривалості імпульсу -3 -2 -2 -2 3 5·10 -1·10 та паузи 1·10 -2·10 с з електроліту складу, моль/дм : сульфат заліза (III) 0,1-0,15 1 UA 111232 C2 5 10 15 20 25 30 35 40 молібдат натрію 0,06-0,08 вольфрамат натрію 0,04-0,06 цитрат натрію 0,2-0,3 сульфат натрію 0,1-0,15 борна кислота 0,1. Введення до складу електроліту сульфату натрію забезпечує підвищення електропровідності та високу розсіювальну здатність електроліту, внаслідок чого забезпечується осадження рівномірних та світлих покриттів. Використання борної кислоти обумовлюється необхідністю буферування прикатодного шару, підвищення стабільності електроліту та подовження термінів його працездатності. Крім того, в зазначеному інтервалі співвідношення концентрацій компонентів в електроліті утворюються цитратні та змішані комплекси, які забезпечують осадження дрібнокристалічних міцно зчеплених з основою покриттів. Формування покриттів здійснюють уніполярним імпульсним струмом амплітудою від 3,5 до 2 -3 -2 -2 -2 6,0 А/дм за тривалості імпульсу 5·10 -1·10 та паузи 1·10 -2·10 с. Запропонований інтервал 2 амплітуд густин струму обумовлений тим, що при густинах струму, більших за 6 А/дм , суттєво 2 погіршується якість покриття. При густині струму, менше за 3,5 А/дм , знижується вихід за струмом та швидкість осадження сплаву. Вказаний інтервал тривалості імпульсу та паузи забезпечує прийнятну якість покриття та оптимальне співвідношення вмісту компонентів у сплаві. Нижня межа інтервалу тривалості імпульсів обумовлена зниженням виходу за струмом сплаву, а тривалості пауз - порушенням необхідного співвідношення компонентів у сплаві. Збільшення тривалості імпульсів приводить до підвищення середньої катодної густини струму вище за граничну дифузійну катодну густину струму і погіршує якість покриття, а збільшення тривалості пауз - до зниження ефективності осадження. Таким чином, використання імпульсного уніполярного струму дає можливість формувати покриття сплавом залізо-молібден-вольфрам з виходом за струмом 65-85 % та вмістом молібдену 25-40 мас. % і вольфраму 6,0-9,0 мас. %. Мікротвердість одержаних покриттів сплавом залізо-молібден-вольфрам є вищою за основу у 2-2,5 рази. Корозійна тривкість у кислих, нейтральних та лужних середовищах значно перевищує показники для матеріалу основи. Покриття наносять на попередньо підготовлені за стандартною методикою деталі, що включає механічну обробку, знежирювання та травлення поверхні. Приклад 1 В комірці для електролізу, заповненій цитратним електролітом, електроосадження сплаву Fe-Mo-W ведуть на зразок зі сталі марки 20 в імпульсному режимі при густині катодного струму 2 -3 -2 4,5 А/дм , тривалості імпульсу 5·10 с, паузи - 1·10 с. Вміст молібдену становить 26,3 % мас., вольфраму - 7,2 % мас. Вихід за струмом сплаву складає 75 %. Покриття світле, блискуче та дрібнокристалічне, не має внутрішніх напружень та тріщин. Приклад 2 В комірці для електролізу, заповненій цитратним електролітом, електроосадження сплаву Fe-Mo-W ведуть на зразок з сірого чавуну в імпульсному режимі при густині катодного струму 2 -3 -2 4,5 А/дм , тривалості імпульсу 0,5·10 с, паузи - 2·10 с. Вміст молібдену становить 35,5 % мас, вольфраму - 6,1 % мас. Вихід за струмом сплаву складає 70 %. Покриття світле, блискуче та дрібнокристалічне, не має внутрішніх напружень та тріщин. Відомості про режими електролізу, склад та характеристики сформованих покриттів наведено у таблиці. 2 UA 111232 C2 Таблиця Параметри електролізу і характеристики покриттів Склад електроліту: хлорид заліза (ІІ) сульфат заліза (III) молібдат амонію молібдат натрію вольфрамат натрію цитратна кислота цитрат натрію сульфат натрію соляна кислота борна кислота Температура, °C рН електроліту Тривалість процесу, хв. Вміст компонентів в сплаві, % мас. залізо молібден вольфрам Вихід за струмом, % Мікротвердість, Ημ Швидкість корозії kh, мм/рік Швидкість осадження, мкм/год. 5 10 Прототип 1,0-1,5 немає даних немає даних немає даних Винахід Fe-Mo-W 3 моль/дм 0,1-0,15 0,06-0,08 0,04-0,06 0,2-0,3 0,1-0,15 0,1 20-25 3,0-4,0 15-60 98,5-99,0 97,5-98,5 1,0-1,5 1,5-2,5 немає даних 841-846 немає даних немає даних 49,0-58,0 25,0-40,0 6,0-9,0 65,0-85,0 340-420 0,025-0,04 20-25 Fe-Mo Fe-W 3 г/дм 350-400 0,5-2,0 4,0-5,0 0,5-5,0 4,0-6,0 Таким чином, порівняно з прототипом, спосіб, що заявляється, дозволяє одержувати покриття з більшим вмістом тугоплавких металів ω(Μο)=25-40 % мас. та ω(W)=6-9 % мас., підвищеною мікротвердістю та корозійною тривкістю у середовищах різної кислотності. Джерела інформації: 1. Пат. 2416679 Российская Федерация, МПК 8 C25D 3/20, C25D 5/10. Способ формирования износостойких гальванических железных покрытий. /Г.В. Гурьянов, Ю.А. Ивашкин. № 2009114009/02, заявл. 13.04.09; опубл. 20.04.11, Бюл. № 11. - 6 с. 2. Применение электролитических сплавов на основе железа для упрочнения и восстановления деталей машин /В.В. Серебровский, Е.А. Афанасьев, Д.С. Реутов, Р.В. Степашов //Вісник Сумського національного аграрного університету. Серія "Механізація та автоматизація виробничих процесів". - 2012. - Вип. 6 (24). - С. 38-42. 15 ФОРМУЛА ВИНАХОДУ 20 Спосіб нанесення гальванічного покриття сплавами заліза для зміцнення поверхні деталей зі сталі та чавуну, що полягає в катодному осадженні з комплексного цитратного електроліту, який відрізняється тим, що процес проводять при температурі 20-25 °C, імпульсному струмі 2 -3 -2 -2 -2 амплітудою 3,5-6,0 А/дм при тривалості імпульсу 5·10 -1·10 с та паузи 1·10 -2·10 с з 3 електроліту складу, моль/дм : сульфат заліза (III) 0,1-0,15 молібдат натрію 0,06-0,08 вольфрамат натрію 0,04-0,06 цитрат натрію 0,2-0,3 сульфат натрію 0,1-0,15 борна кислота 0,1. 3 UA 111232 C2 Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application electrocoating with iron alloys for strengthening surface of details from cast iron and steel
Автори англійськоюVed Maryna Vitaliivna, Karakurchi Hanna Volodymyrivna, Sakhnenko Mykola Dmytrovych, Ziubanova Svitlana Ivanivna, Yermolenko Iryna Yuriivna
Назва патенту російськоюСпособ нанесения гальванического покрытия сплавами железа для укрепления поверхности деталей из стали и чугуна
Автори російськоюВедь Марина Витальевна, Каракуркчи Анна Владимировна, Сахненко Николай Дмитриевич, Зюбанова Светлана Ивановна, Ермоленко Ирина Юрьевна
МПК / Мітки
МПК: C25D 3/20
Мітки: поверхні, сталі, сплавами, чавуну, нанесення, гальванічного, деталей, заліза, покриття, спосіб, зміцнення
Код посилання
<a href="https://ua.patents.su/6-111232-sposib-nanesennya-galvanichnogo-pokrittya-splavami-zaliza-dlya-zmicnennya-poverkhni-detalejj-zi-stali-ta-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення гальванічного покриття сплавами заліза для зміцнення поверхні деталей зі сталі та чавуну</a>
Гальванічне покриття сплавами заліза для зміцнення поверхні деталей зі сталі та чавуну
Номер патенту: 93318
Опубліковано: 25.09.2014
Автори: Сахненко Микола Дмитрович, Каракуркчі Ганна Володимирівна, Ведь Марина Віталіївна, Єрмоленко Ірина Юріївна, Зюбанова Світлана Іванівна
МПК: C25D 3/20
Мітки: сталі, поверхні, чавуну, сплавами, покриття, деталей, заліза, зміцнення, гальванічне
Формула / Реферат:
Гальванічне покриття сплавами заліза для зміцнення поверхні деталей зі сталі та чавуну, отримане шляхом осадження з комплексного цитратного електроліту на основі сульфату заліза (III), яке відрізняється тим, що до складу покриття додатково вводиться вольфрам, процес катодного осадження проводять при температурі 20-25 °C імпульсним струмом амплітудою 3,5-6 А/дм2 при тривалості імпульсу 5×10-3-1×10-2 та паузи...
Спосіб гальванічного нанесення цинкового покриття на металеві деталі
Номер патенту: 34715
Опубліковано: 26.08.2008
Автори: Дон Юрій Олександрович, Лівшиц Абрам Борисович, Продан Наталія Митрофанівна
МПК: C25B 3/00
Мітки: металеві, нанесення, гальванічного, цинкового, покриття, спосіб, деталі
Формула / Реферат:
1. Спосіб гальванічного нанесення цинкового покриття на металеві деталі, який включає осадження цинкового покриття на деталь за допомогою лужного електроліту, в склад якого входять окис цинку, гідроокис натрію,блискоутворюючі речовини, який відрізняється тим, що додатково у лужний електроліт вводять іон фтору у вигляді фторидів лужних металів, і осадження ведуть у три стадії, по перше, при катодній поляризації деталі здійснюють осадження...
Спосіб електроімпульсно-хімічного зміцнення поверхні деталей машин зі сталі

Номер патенту: 55896
Опубліковано: 27.12.2010
Автори: Панченко Микола Володимирович, Ковалевський Сергій Вадимович, Тулупов Володимир Іванович
МПК: B23H 3/00
Мітки: машин, поверхні, зміцнення, спосіб, сталі, деталей, електроімпульсно-хімічного
Формула / Реферат:
Спосіб електроімпульсно-хімічного зміцнення поверхонь деталей машин зі сталі, що полягає у знежиренні, промиванні, зануренні в електроліт, пропусканні струму через анод, яким є спеціальний електрод, а катодом сама деталь, який відрізняється тим, що для зміцнення використовують імпульсний уніполярний струм з прямокутною формою сигналу, який регулюється за силою, частотою та сквапністю.
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей
Номер патенту: 10308
Опубліковано: 15.11.2005
Автори: Васильєв Михайло Олексійович, Бовсуновський Евген Олексійович, Хижко Віталій Дмитрович, Франчук Григорій Михайлович
МПК: C23C 24/00
Мітки: покриття, деталей, корозійностійкого, спосіб, нанесення, металеві, поверхні
Формула / Реферат:
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей, що включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих сполук на поверхню деталі аерозольним газодинамічним потоком, який відрізняється тим, що перед подачею у розпилювач робочий склад змішують з водою до отримання однорідної суспензії, подачу суспензії у...
Спосіб нанесення покриттів залізом та його сплавами
Номер патенту: 16429
Опубліковано: 15.08.2006
Автори: Александров Юрій Леонідович, Сахненко Микола Дмитрович, Бурік Олександр Валерійович, Ведь Марина Віталіївна
Мітки: покриттів, залізом, сплавами, нанесення, спосіб
Формула / Реферат:
1. Спосіб нанесення покриттів залізом та його сплавами електролітичним осадженням з водних розчинів електролітів на основі солей заліза (II) змінним асиметричним струмом, який відрізняється тим, що на початку процесу знижують анодну густину струму зі швидкістю 5 А/дм2хв до встановлення відношення катодної густини струму до анодної 6...8, при цих параметрах здійснюють...
Попередній патент: Тіопохідні лактамів як високоактивні інгібітори hdac та їх застосування як лікарського засобу
Наступний патент: Керування буфером декодованих зображень
Випадковий патент: Спосіб одержання концентрованих компотів