Спосіб і пристрій для виготовлення сталевої штаби безперервним виливанням
Номер патенту: 112836
Опубліковано: 10.11.2016
Автори: Шпітцер Карл-Хайнц, Айххольц Хелльфрід, Хеккен Ханс-Юрген, Ванс Йохен

Формула / Реферат
1. Спосіб виготовлення сталевої штаби за допомогою безперервного виливання, при якому сталевий розплав (7) з живильної ємності через розливний жолоб і випускну область, виконану у вигляді розливного сопла сифонного типу, подають на циркулюючу розливну стрічку (3) горизонтальної установки безперервного виливання штаби в атмосфері захисного газу,
який відрізняється тим,
що на розташовану на виході область розливного сопла і на сталевий розплав (7), що виходить з неї, щонайменше під час процесу розливання впливають щонайменше одним плазмовим струменем (5), який створює інертні умови за рахунок інертного газу і нагріває область впливу.
2. Спосіб за п. 1, який відрізняється тим, що за допомогою декількох плазмових струменів (5) посекторно впливають на розташовану на виході область розливного сопла і на сталевий розплав (7), що виходить з неї.
3. Спосіб за п. 1 або 2, який відрізняється тим, що здійснюють посекторне керування потужністю і температурою утворюваного плазмового струменя (5).
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що для одержання плазми використовують інертний газ або газову суміш, що містить інертний газ.
5. Спосіб за п. 4, який відрізняється тим, що як інертний газ використовують аргон або азот.
6. Спосіб за п. 4 або 5, який відрізняється тим, що як газову суміш використовують інертний газ з добавками Н2, CO, СО2 або СН4.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що за допомогою впливаючого плазмового струменя (5) здійснюють цілеспрямований вплив на температуру вихідного сталевого розплаву (7) і вирівнювання виникаючих перепадів температури між живильною ємністю і випускною областю, виконаною у вигляді розливного сопла сифонного типу.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що здійснюють цілеспрямований вплив на поверхневе напруження і разом з тим на в'язкість сталевого розплаву (7), що виходить з розливного сопла.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що до початку процесу розливання плазмовим струменем (5) впливають на вихідну область розливного сопла.
10. Пристрій для виготовлення сталевої штаби за допомогою безперервного виливання, що складається з живильної ємності, яка містить сталевий розплав, у якій є горизонтально розташований розливний жолоб і випускна область, виконана у вигляді розливного сопла сифонного типу, первинної зони охолоджування, що включає в себе два напрямні ролики і циркулюючу охолоджуючу розливну стрічку (3), що служить для здійснення способу за будь-яким з пп. 1-9, який відрізняється тим,
що передбачений щонайменше один спрямований на випускну область, яка виконана у вигляді розливного сопла сифонного типу, плазмовий пальник (9), що утворює плазмовий струмінь (5) проти напрямку розливання.
11. Пристрій за п. 10, який відрізняється тим, що декілька розподілених по ширині розливного сопла посекторно впливаючих на розливне сопло плазмових пальників (9) розташовані таким чином, що плазмові струмені (5) охоплюють всю ширину розливного сопла.
12. Пристрій за п. 11, який відрізняється тим, що плазмові пальники (9), якщо дивитися в напрямку протікання розплаву, розташовані один за одним.
13. Пристрій за будь-яким з пп. 10-12, який відрізняється тим, що в області подачі сталевого розплаву на розливну стрічку (3) розташований щонайменше один виконаний у вигляді гребінки сопловий елемент (6), що служить для виходу декількох струменів інертного газу, призначених для вирівнювання розподілу розплаву на розливній стрічці (3), причому
плазмовий пальник (9) і сопловий елемент (6) об'єднані в один конструктивний вузол (4).
14. Пристрій за п. 13, який відрізняється тим, що конструктивний вузол (4) виконаний з охолоджуванням водою.
15. Пристрій за будь-яким з пп. 10-12, який відрізняється тим, що плазмовий пальник (9) і сопловий елемент (6) розташовані окремо.
16. Пристрій за п. 15, який відрізняється тим, що плазмовий пальник (9) і сопловий елемент (6), відповідно, виконані з охолоджуванням водою.
17. Пристрій за будь-яким з пп. 10-16, який відрізняється тим, що напрямок струменя плазмового пальника (9) на нижню вихідну область розливного сопла нахилений в напрямку сталевого розплаву (7).
Текст
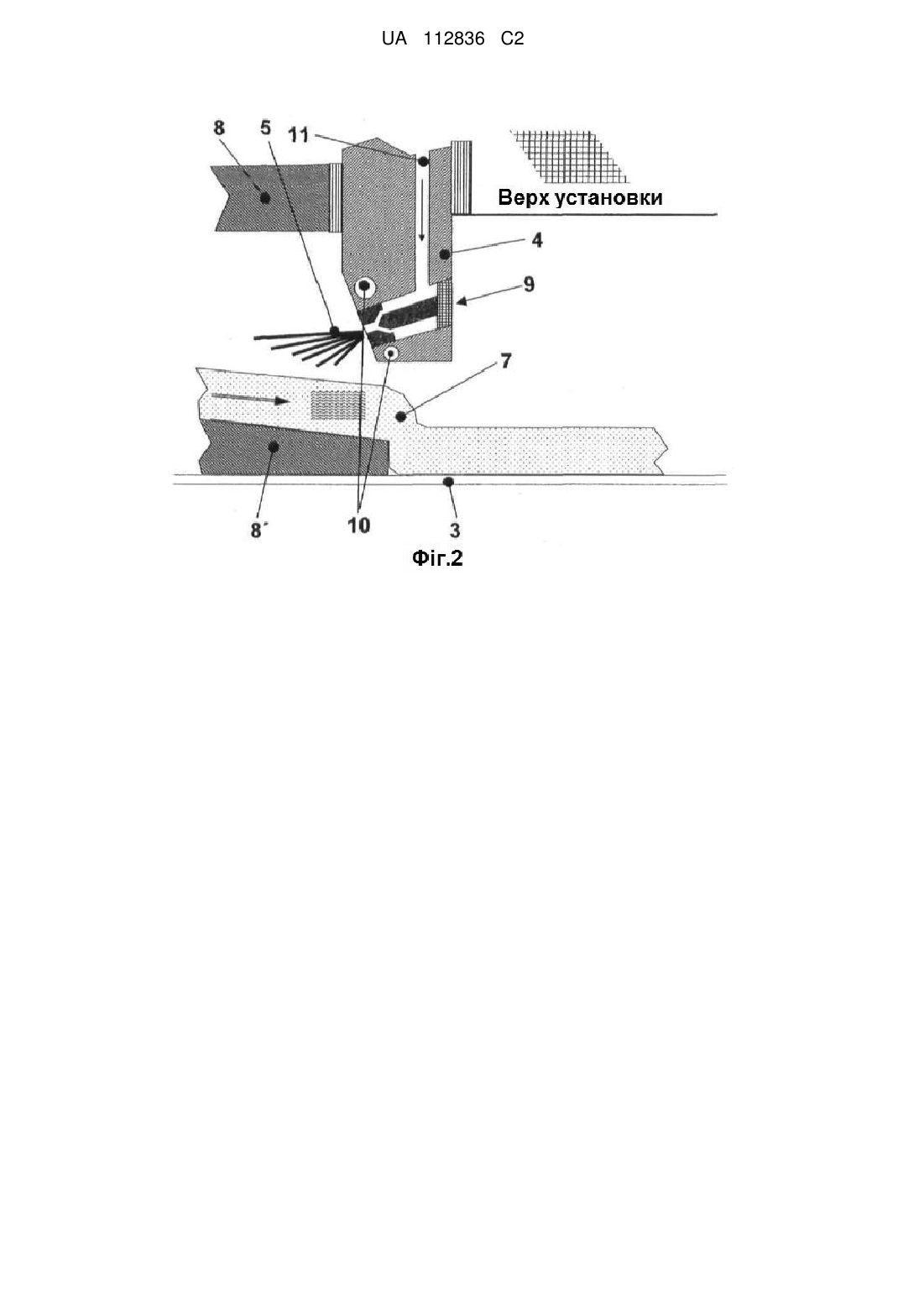
Реферат: Винахід належить до галузі чорної металургії, а саме - способу і пристрою для виготовлення сталевої штаби за допомогою безперервного розливання в штабу, причому сталевий розплав з живильної ємності через розливний жолоб і випускну область, виконану у вигляді розливного сопла сифонного типу, подається на циркулюючу розливну стрічку горизонтальної установки для безперервного розливання в штабу в середовищі захисного газу. Відповідно до способу при цьому на розташовану на виході область розливного сопла і на сталевий розплав, що виходить з неї, щонайменше під час процесу розливання впливає щонайменше один плазмовий струмінь, який створює інертні умови за рахунок інертного газу і нагріває область впливу. Для цього, відповідно до пристрою, передбачений щонайменше один спрямований на випускну область розливного сопла проти напрямку розливання плазмовий пальник, що утворює плазмовий струмінь. UA 112836 C2 (12) UA 112836 C2 UA 112836 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі чорної металургії, а саме способу виготовлення сталевої штаби на горизонтальному пристрої безперервного виливання, а також конструкції такого пристрою. Спосіб такого роду, що служить для виготовлення сталевої штаби за допомогою безперервного виливання, відомий [Steel Research 74(2003), No.11/12, ст. 724-731]. Зокрема, цей спосіб виготовлення, відомий як спосіб прямого виливання штаби (DSC, direct strip casting) підходить для виготовлення гарячекатаної штаби зі сталі для легких конструкцій. У відомому способі розплав з живильної ємності через розливний жолоб і випускну область, виконану у вигляді сопла сифонного типу, подається на циркулюючу розливну стрічку горизонтальної установки безперервного виливання штаби. В результаті інтенсивного охолоджування розливної стрічки розплав, що подається. твердне з утворенням чорнової штаби з товщиною в діапазоні від 6 до 20 мм. Після наскрізного тверднення чорнову штабу піддають процесу гарячої прокатки. Для вирівнювання розподілу розплаву на розливній стрічці в області подачі декілька струменів інертного газу в формі гребінки, розподіленій по ширині, спрямовані на ванну розплаву проти напрямку транспортування. Недоліком цієї установки безперервного виливання штаби є те, що під час експлуатації в розташованій на виході області розливного сопла можуть відбуватися налипання, які значно зменшують поперечний переріз для виходу розплаву. Це приводить до нерівномірної подачі рідкої сталі на стрічку і, як наслідок, до дефектів розливання. Дослідження причин налипання показало, що, з одного боку, утворення налипання стає можливим тільки через більш низьку в порівнянні з розплавом температуру у розливного сопла, з іншого боку, розливне сопло, що складається з кераміки, при виході розплаву змочується утворюваними на поверхні ванни розплаву оксидами, які пристають до нього і потім утворюють ідеальну поверхню для подальшого наростання відкладень. Налипання утворюються особливо в критичній потрійній точці керамічного розливного сопла, циркулюючої охолоджуваної розливної стрічки і рідкого металевого розплаву і в областях з несприятливими умовами протікання. Задачею винаходу є створення способу виробництва сталевої штаби за допомогою безперервного виливання штаби, при якому запобігаються, щонайменше значно скорочуються викладені вище проблеми. Інша задача полягає в створенні пристрою, що служить для здійснення цього способу. Ця задача вирішується на основі обмежувальної частини в поєднанні з відмітними ознаками п. 1 формули винаходу. Переважні удосконалення, а також пристрій, що служить для виробництва гарячекатаної штаби, є об'єктом інших пунктів формули винаходу. Згідно з ідеєю винаходу, на розташовану на виході область розливного сопла і на розплав, що виходить з нього щонайменше під час процесу виливання, впливає щонайменше один плазмовий струмінь, що інертизує (що створює інертні умови) і нагріває область впливу. Запропонований винаходом спосіб загалом підходить для виробництва гарячекатаної штаби з самих різних металевих матеріалів, зокрема, також для сталі для легких конструкцій, таких як, наприклад, високомарганцеві сталі HSD®. При випробуваннях з'ясувалося, що при впливі плазмового струменя на вихідну область розливного сопла і на поверхню металевого розплаву, що виходить, в результаті великої хімічної активності, високоефективній інертизації і нагрівання, виникнення налипань ефективно запобігається. Терміни експлуатації і разом з тим рентабельність установки безперервного виливання штаби, а також якість відлитої штаби завдяки цьому можуть бути значно підвищені. Плазма власне відомим чином за рахунок високої напруги або з високою частотою запалюється індуктивним або ємнісним способом в самому пальнику або від металевого розплаву і підтримується постійним струмом або змінним струмом. Сила (інтенсивність) плазми при цьому переважно задається за допомогою регулювального комплекту, що складається з регуляторів газової суміші, тиску і кількостей і з пристрою для регулювання електричних параметрів. Завдяки точно керованій потужності плазми і високій температурі плазми може забезпечуватися переважно певне підвищення температури в області розливного сопла, щоб, наприклад, компенсувати профіль температури в розливному ковші або, відповідно, перепад температури при відливанні. Щоб досягнути інертизації і разом з тим уникнути утворення оксидів на поверхні розплаву, які з часом могли б призвести до налипань на розливному соплі, як технологічний газ для плазми переважно застосовується інертний газ, такий як, наприклад, аргон або азот. 1 UA 112836 C2 5 10 15 20 25 30 35 40 45 50 55 60 Але, як плазмовий газ, нарівні з аргоном і азотом, можуть також застосовуватися й інші окремі гази або ж газові суміші з добавками H2, CO, CO2 або CH4, або ж інші комбінації. Шляхом регульованим певним чином інертизації можна дуже позитивно впливати на поверхню (поверхневе напруження) металевої плівки. Наприклад, наявність водню дуже добре перешкоджає оксидації поверхні розплаву. За допомогою інертизації вихідної області і цілеспрямованого керування температурою поверхні ванни розплаву можна переважно впливати на текучі властивості металевої плівки і разом з тим на змочуваність кераміки з точки зору запобігання налипанням. Заростання в особливо критичній потрійній точці керамічного розливного сопла, розливної стрічки і рідкого металевого розплаву можуть переважно запобігатися запропонованим винаходом способом. Як вже відомо з рівня техніки, перед розливним соплом розташований виконаний у вигляді аргонової гребінки сопловий елемент, який рівномірно розподіляє рідку сталь по розливному соплу. У першому переважному варіанті здійснення винаходу аргонова гребінка модифікована таким чином, що один або декілька плазмових пальників можуть бути інтегровані в систему паралельно один одному або, якщо дивитися в напрямку протікання розплаву, послідовно, так що утворюється один конструктивний вузол. Плазмові пальники при цьому розташовані так, що вони можуть впливати по всій ширині розливних сопел, зокрема, також на область кромок. Застосування декількох пальників є переважним, тому що при цьому може бути підвищена ефективність інертизації і нагрівання. У другому переважному варіанті здійснення плазмові пальники посекторно впливають на розташовану на виході область розливного сопла, при цьому шляхом цілеспрямованого окремого керування температурою окремих пальників може здійснюватися оптимальне нагрівання розливного сопла по його ширині або, відповідно, по ширині вихідної ванни розплаву. Конструктивний вузол відповідно до винаходу виготовлений з матеріалу, що добре проводить тепло, такого як, наприклад, мідь, і інтенсивно охолоджується водою. Однак можна також розташувати плазмовий пальники незалежно від аргонових гребінок, якщо для відповідної мети застосування це здається доцільнішим. Напрямок струменя плазмових пальників проти напрямку розливання переважно злегка нахилений вниз в напрямку рідкої сталі, щоб можна було також цілеспрямовано впливати на поверхню ванни розплаву. В областях кромок розливного сопла плазмові пальники для цього також злегка орієнтовані в напрямку кромкової області вихідного розплаву. На кресленні запропонований винаходом спосіб детальніше. Показано: Фіг.1: на виді зверху, схематичне зображення області розливного сопла запропонованої винаходом установки безперервного виливання, Фіг.2: зображення як фіг. 1, на виді збоку. На Фіг.1 представлене схематичне зображення на виді зверху області розливного сопла запропонованої винаходом установки безперервного розливання в штабу. Металевий розплав 7 проходить на цьому зображенні зліва направо і позначений стрілкою. В області виходу металевого розплаву 7 з розливного сопла зображений запропонований винаходом конструктивний вузол 4 з міді, що складається з аргонової гребінки, що служить для рівномірного розподілу розплаву по поверхні розливної стрічки 3, і плазмових пальників 9 (Фіг.2). Плазмові пальники 9 розташовані так, що їх плазмові струмені 5 повністю інертизують область виходу металевого розплаву 7 з розливного сопла і поверхня розплаву і можуть керувати температурою розплаву. Для вирівнювання розподілу розплаву на розливній стрічці 3 сопла 6 аргонової гребінки спрямовані похило вниз на металевий розплав 7. На Фіг.2 зображена область розливного сопла на виді збоку згідно з перерізом A-A, вказаним на Фіг.1. На цьому виді показані також верхня частина, що складається з кераміки 8 і нижня частина 8' розливного сопла. Конструктивний вузол 4, що включає в себе аргонову гребінку і плазмові пальники 9, в області виходу металевого розплаву 7 з розливного сопла розташований так, що, з одного боку, сопла 6 (фіг. 1) аргонової гребінки рівномірно розподіляють вихідний металевий розплав по розливній стрічці 3, а з іншого боку, плазмові струмені 5 плазмових пальників 9 можуть повністю інертизувати область виходу розплаву. Для цілеспрямованого керування температурою металевого розплаву 7 плазмові пальники 9 відповідно до винаходу нахилені в напрямку вихідного розплаву. 2 UA 112836 C2 5 10 15 Плазмові пальники 9 охолоджуються водою через отвори 10 для охолоджуючої води і забезпечуються плазмоутворювальним газом через підведення 11 плазмоутворювального газу. Не зображені підвідні проводи електропостачання плазмових пальників, які інтегровані в конструктивний вузол 4. Перелік позицій № Найменування 1,1' Бічні частини розливного сопла 2, 2' Бічні обмеження розливної стрічки 3 Розливна стрічка 4 Конструктивний вузол, що складається з аргонової гребінки і плазмових пальників 5 Плазмові струмені 6 Сопловий елемент 7 Металевий розплав 8, 8' Верхня і нижня частини розливного сопла 9 Плазмовий пальник 10 Отвори для охолоджуючої води 11 Підведення плазмоутворювального газу ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Спосіб виготовлення сталевої штаби за допомогою безперервного виливання, при якому сталевий розплав (7) з живильної ємності через розливний жолоб і випускну область, виконану у вигляді розливного сопла сифонного типу, подають на циркулюючу розливну стрічку (3) горизонтальної установки безперервного виливання штаби в атмосфері захисного газу, який відрізняється тим, що на розташовану на виході область розливного сопла і на сталевий розплав (7), що виходить з неї, щонайменше під час процесу розливання впливають щонайменше одним плазмовим струменем (5), який створює інертні умови за рахунок інертного газу і нагріває область впливу. 2. Спосіб за п. 1, який відрізняється тим, що за допомогою декількох плазмових струменів (5) посекторно впливають на розташовану на виході область розливного сопла і на сталевий розплав (7), що виходить з неї. 3. Спосіб за п. 1 або 2, який відрізняється тим, що здійснюють посекторне керування потужністю і температурою утворюваного плазмового струменя (5). 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що для одержання плазми використовують інертний газ або газову суміш, що містить інертний газ. 5. Спосіб за п. 4, який відрізняється тим, що як інертний газ використовують аргон або азот. 6. Спосіб за п. 4 або 5, який відрізняється тим, що як газову суміш використовують інертний газ з добавками Н2, CO, СО2 або СН4. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що за допомогою впливаючого плазмового струменя (5) здійснюють цілеспрямований вплив на температуру вихідного сталевого розплаву (7) і вирівнювання виникаючих перепадів температури між живильною ємністю і випускною областю, виконаною у вигляді розливного сопла сифонного типу. 8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що здійснюють цілеспрямований вплив на поверхневе напруження і разом з тим на в'язкість сталевого розплаву (7), що виходить з розливного сопла. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що до початку процесу розливання плазмовим струменем (5) впливають на вихідну область розливного сопла. 10. Пристрій для виготовлення сталевої штаби за допомогою безперервного виливання, що складається з живильної ємності, яка містить сталевий розплав, у якій є горизонтально розташований розливний жолоб і випускна область, виконана у вигляді розливного сопла сифонного типу, первинної зони охолоджування, що включає в себе два напрямні ролики і циркулюючу охолоджуючу розливну стрічку (3), що служить для здійснення способу за будьяким з пп. 1-9, який відрізняється тим, що передбачений щонайменше один спрямований на випускну область, яка виконана у вигляді розливного сопла сифонного типу, плазмовий пальник (9), що утворює плазмовий струмінь (5) проти напрямку розливання. 11. Пристрій за п. 10, який відрізняється тим, що декілька розподілених по ширині розливного сопла посекторно впливаючих на розливне сопло плазмових пальників (9) розташовані таким чином, що плазмові струмені (5) охоплюють всю ширину розливного сопла. 3 UA 112836 C2 5 10 15 12. Пристрій за п. 11, який відрізняється тим, що плазмові пальники (9), якщо дивитися в напрямку протікання розплаву, розташовані один за одним. 13. Пристрій за будь-яким з пп. 10-12, який відрізняється тим, що в області подачі сталевого розплаву на розливну стрічку (3) розташований щонайменше один виконаний у вигляді гребінки сопловий елемент (6), що служить для виходу декількох струменів інертного газу, призначених для вирівнювання розподілу розплаву на розливній стрічці (3), причому плазмовий пальник (9) і сопловий елемент (6) об'єднані в один конструктивний вузол (4). 14. Пристрій за п. 13, який відрізняється тим, що конструктивний вузол (4) виконаний з охолоджуванням водою. 15. Пристрій за будь-яким з пп. 10-12, який відрізняється тим, що плазмовий пальник (9) і сопловий елемент (6) розташовані окремо. 16. Пристрій за п. 15, який відрізняється тим, що плазмовий пальник (9) і сопловий елемент (6), відповідно, виконані з охолоджуванням водою. 17. Пристрій за будь-яким з пп. 10-16, який відрізняється тим, що напрямок струменя плазмового пальника (9) на нижню вихідну область розливного сопла нахилений в напрямку сталевого розплаву (7). Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing steel strips by means of belt casting
Автори англійськоюEichholz, Hellfried, Wans, Jochen, Spitzer, Karl-Heinz, Hecken, Hans-Jurgen
Автори російськоюАйххольц Хелльфрид, Ванс Йохен, Шпитцер Карл-Хайнц, Хеккен Ханс-Юрген
МПК / Мітки
МПК: B22D 27/00, B22D 11/117, B22D 11/106, B22D 41/60, B22D 11/06
Мітки: пристрій, безперервним, виливанням, спосіб, штаби, сталевої, виготовлення
Код посилання
<a href="https://ua.patents.su/6-112836-sposib-i-pristrijj-dlya-vigotovlennya-stalevo-shtabi-bezperervnim-vilivannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення сталевої штаби безперервним виливанням</a>
Пристрій для виготовлення металевої штаби безперервним розливанням
Номер патенту: 94612
Опубліковано: 25.05.2011
Автори: Зудау Петер, Мерц Юрген, Кіппінг Маттіас, Зайдель Юрген
МПК: B22D 11/12, B23C 3/14, B23C 3/13
Мітки: пристрій, безперервним, розливанням, металевої, виготовлення, штаби
Формула / Реферат:
1. Пристрій для виготовлення металевої штаби (1) безперервним розливанням, який містить ливарну машину (2), в якій відливається плоска заготовка (3), причому в напрямку (F) транспортування плоскої заготовки (3) за ливарною машиною (2) розташований щонайменше один фрезерний станок (4), який відрізняється тим, що фрезерний станок (4) розташований з можливістю переміщування в напрямку (Q), поперечно напрямку (F) транспортування плоских...
Спосіб виробництва гарячекатаної сталевої штаби та комбінований розливний і прокатний пристрій для здійснення цього способу
Номер патенту: 91084
Опубліковано: 25.06.2010
Автори: Екерсторфер Геральд, Хохенбіхлер Геральд, Майєрл Джозеф
МПК: B21B 13/22, B22D 11/00, C21D 8/02, B21B 1/46
Мітки: розливний, спосіб, виробництва, способу, гарячекатаної, сталевої, штаби, здійснення, прокатній, цього, комбінований, пристрій
Формула / Реферат:
1. Спосіб виробництва гарячекатаної сталевої штаби у рулони або листи зі сталевого розплаву у технологічному процесі безперервного виробництва з безперервним проходом штаби, який включає наступні стадії:- стадію, на якій струмок сталі (5) розливають у кристалізатор (2) пристрою (1) безперервного розливання,- стадію, на якій струмок литої сталі піддають формозміні у першій групі (6) клітей у попередньо прокатану гарячу штабу...
Спосіб виготовлення металевої штаби безперервним розливанням
Номер патенту: 92805
Опубліковано: 10.12.2010
Автори: Зайдель Юрген, Зудау Петер
МПК: B22D 11/12, B23C 5/00, B22D 11/00
Мітки: розливанням, виготовлення, безперервним, металевої, спосіб, штаби
Формула / Реферат:
1. Спосіб виготовлення металевої штаби (1) безперервним розливанням, в якому в ливарній машині (2) відливають сляб (3), який з вертикального положення (V) відхиляють в горизонтальне положення (Н), причому в напрямку транспортування (F) сляба (3) після ливарної машини (2) його піддають операції фрезерування на фрезерному верстаті (4), причому фрезерують дві протилежні поверхні сляба (3), який відрізняється тим, що фрезерування сляба (3)...
Спосіб та установка для безперервного виробництва тонкої сталевої штаби
Номер патенту: 78123
Опубліковано: 15.02.2007
Автор: Хохенбіхлер Геральд
МПК: B22D 11/06, B22D 11/16
Мітки: тонкої, установка, сталевої, безперервного, штаби, виробництва, спосіб
Формула / Реферат:
1. Спосіб безперервного виробництва тонкої сталевої штаби, у якому розплав сталі випускають з приймача розплаву і подають між двома обертовими та охолоджуваними розливними валками, що рухаються, зокрема, синхронно з відлитою штабою, і зазначений розплав сталі принаймні частково твердіє на зазначених розливних валках з утворенням відлитої штаби, причому зазначений розплав сталі включає принаймні такі легуючі складові, мас. %:- Ni -...
Камера для безперервного травлення і очищення поверхні сталевої гарячекатаної штаби
Номер патенту: 90790
Опубліковано: 25.05.2010
Автори: Жупінська Лариса Тихонівна, Шевченко Людмила Андріївна, Кузьмичов Вячеслав Михайлович, Зелинська Валентина Василівна
МПК: C23G 3/02, C23G 1/02, C23G 1/08, C23G 3/00
Мітки: штаби, гарячекатаної, безперервного, травлення, очищення, камера, сталевої, поверхні
Формула / Реферат:
1. Камера для безперервного травлення і очищення поверхні сталевої гарячекатаної штаби, яка включає системи подавання і відводу травильного розчину та механізм протягування сталевої гарячекатаної штаби, причому система подавання травильного розчину обладнана верхнім і нижнім колекторами, розташованими над і під оброблюваною штабою, яка відрізняється тим, що вказана камера обладнана двома парами колекторів для подавання травильного розчину -...
Попередній патент: Переробка біомаси
Наступний патент: Спосіб одержання продуктів розщеплення вуглеводів з лігноцелюлозних матеріалів
Випадковий патент: Установка для одержання нанорозмірних оксидів металів та металоїдів