Пристрій для виготовлення металевої штаби безперервним розливанням
Номер патенту: 94612
Опубліковано: 25.05.2011
Автори: Зайдель Юрген, Мерц Юрген, Кіппінг Маттіас, Зудау Петер
Формула / Реферат
1. Пристрій для виготовлення металевої штаби (1) безперервним розливанням, який містить ливарну машину (2), в якій відливається плоска заготовка (3), причому в напрямку (F) транспортування плоскої заготовки (3) за ливарною машиною (2) розташований щонайменше один фрезерний станок (4), який відрізняється тим, що фрезерний станок (4) розташований з можливістю переміщування в напрямку (Q), поперечно напрямку (F) транспортування плоских заготовок (3), при цьому передбачений щонайменше один покривний елемент (7) з термоізолюючими властивостями, який розташований з можливістю переміщування в напрямку (Q), поперечно напрямку (F) транспортування, причому при невикористанні фрезерного станка (4) покривний елемент вводиться у лінію обробки замість фрезерного станка (4).
2. Пристрій за п. 1, який відрізняється тим, що напрямок (Q) орієнтований горизонтально і поперечно напрямку (F) транспортування.
3. Пристрій за п. 1, який відрізняється тим, що щонайменше один покривний елемент (7) виконаний обігрівним.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що в напрямку (F) транспортування перед фрезерним станком (4) розташована піч (8).
5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що для обробки верхньої сторони і нижньої сторони плоскої заготовки (3) передбачено по одній фрезі (5, 6).
6. Пристрій за п. 5, який відрізняється тим, що обидві фрези (5, 6) розташовані на відстані одна від одної в напрямку (F) транспортування.
7. Пристрій за п. 6, який відрізняється тим, що кожна фреза (5, 6), виконана з можливістю взаємодії з розташованим на іншій стороні плоскої заготовки (3) опорним роликом (9).
8. Пристрій за п. 6 або 7, який відрізняється тим, що між обома фрезами (5, 6), для обробки верхньої сторони або нижньої сторони плоскої заготовки (3), розташована піч (10).
9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що в напрямку (F) транспортування за фрезерним станком (4) розташована установка (11) для видалення окалини.
10. Пристрій за п. 9, який відрізняється тим, що між фрезерним станком (4) і установкою (11) для видалення окалини розташована піч (12).
11. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що при розгляді в напрямку (F) транспортування на однаковій висоті поруч з фрезерним станком (4) розташована установка (11) для видалення окалини, причому фрезерний станок (4) і установка (11) для видалення окалини виконані з можливістю вибіркового руху в лінію обробки або руху з неї в напрямку (Q), поперечно напрямку (F) транспортування за допомогою засобів руху.
12. Пристрій за будь-яким з пп. 1-11, який відрізняється тим, що в напрямку (F) транспортування позаду фрезерного станка (4) розташований прокатний стан (13, 14).
Текст
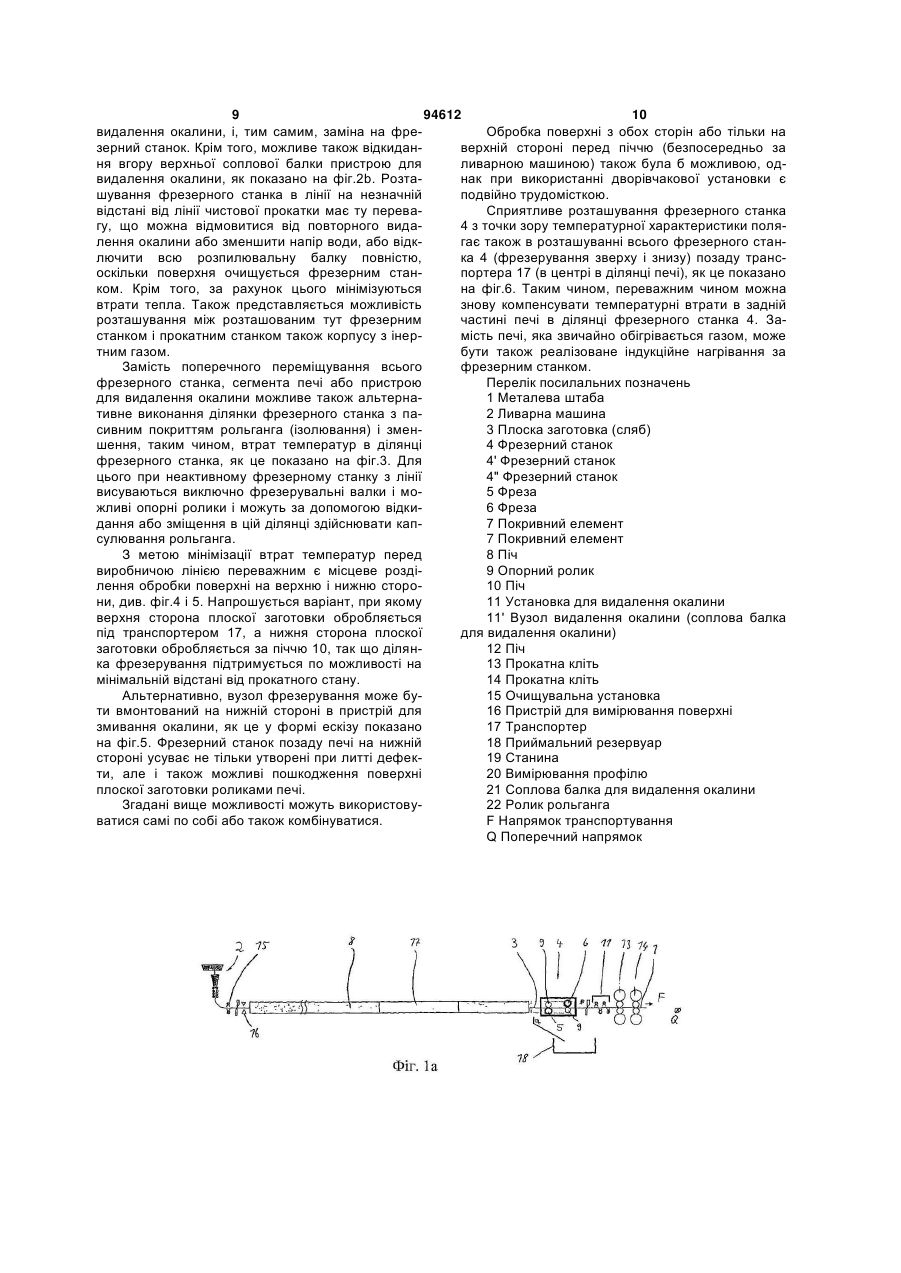
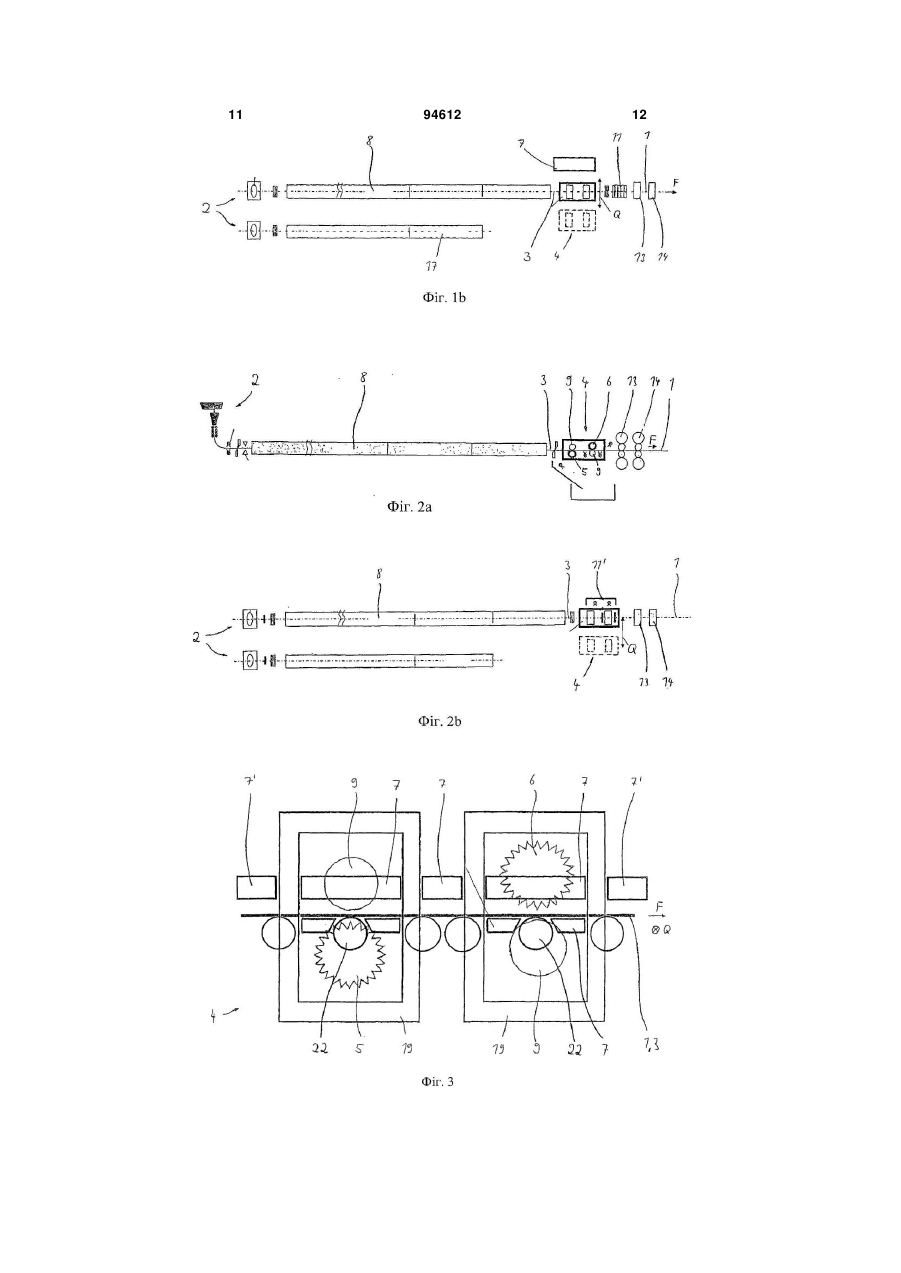
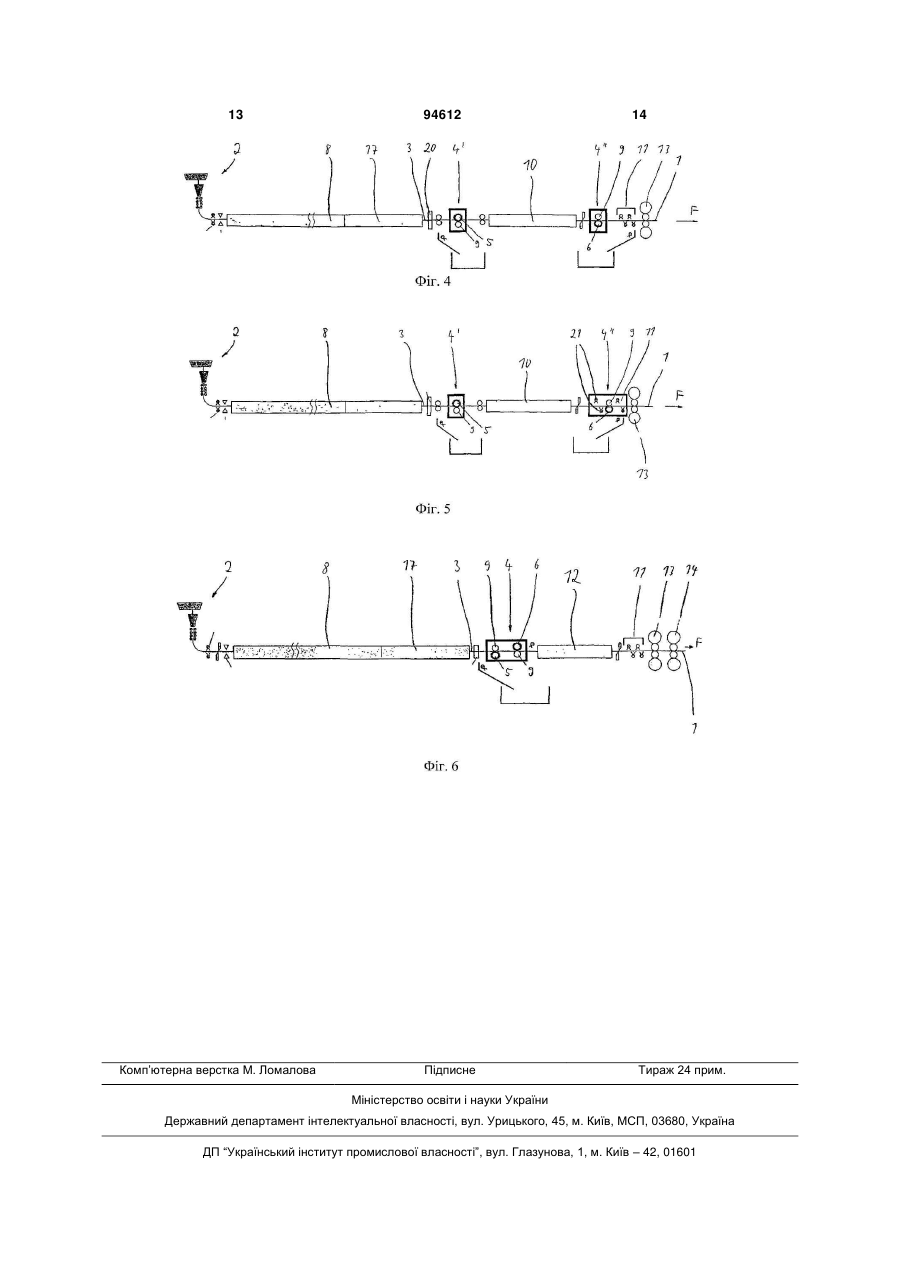
1. Пристрій для виготовлення металевої штаби (1) безперервним розливанням, який містить ливарну машину (2), в якій відливається плоска заготовка (3), причому в напрямку (F) транспортування плоскої заготовки (3) за ливарною машиною (2) розташований щонайменше один фрезерний станок (4), який відрізняється тим, що фрезерний станок (4) розташований з можливістю переміщування в напрямку (Q), поперечно напрямку (F) транспортування плоских заготовок (3), при цьому передбачений щонайменше один покривний елемент (7) з термоізолюючими властивостями, який розташований з можливістю переміщування в напрямку (Q), поперечно напрямку (F) транспортування, причому при невикористанні фрезерного станка (4) покривний елемент вводиться у лінію обробки замість фрезерного станка (4). 2. Пристрій за п. 1, який відрізняється тим, що напрямок (Q) орієнтований горизонтально і поперечно напрямку (F) транспортування. 3. Пристрій за п. 1, який відрізняється тим, що щонайменше один покривний елемент (7) виконаний обігрівним. C2 2 (19) 1 3 94612 4 заготовок, причому на ділянці транспортування Інше розташування вмонтованого в лінію фреплоских заготовок позаду ливарної машини роззерного станка в звичайній установці для виготовташований щонайменше один фрезерний станок, лення гарячої штаби з обробкою попередньої в якому може здійснюватися фрезерування щоштаби пропонують в документах ЕР 0790093 В1, найменше однієї поверхні литої заготовки, переЕР 1213076 В1 і ЕР 1213077 В1. важно двох протилежних поверхонь. Крім того, При обробці поверхні тонких слябових заготовинахід стосується способу для виготовлення мевок в так званій CSP-установці (компактній устаноталевої штаби. вці з виробництва штаби) в оброблювальній лінії При безперервному литті плоских заготовок в залежно від виявлених дефектів поверхні на одній установці безперервного розливання можуть виабо обох сторонах повинно зніматися близько 0,1никати дефекти поверхні, наприклад, виникаючі 2,5 мм від гарячої поверхні тонкого сляба. Щоб при вібрації мітки, дефекти ливарного порошку або уникнути суттєвого зниження продуктивності рекотріщини, які проходять поперечно. Вони виникають мендується максимальна товщина тонкого сляба при використанні звичайних ливарних машин і (Н=60-120 мм). машин для лиття тонких слябових заготовок. ЗаВмонтований в лінію фрезерний станок виколежно від мети використання готової штаби звиристовується, як правило, не для всіх виробів прочайні плоскі заготовки (сляби) з цієї причини частграми прокатки, а лише для тих, для яких пред'явково піддаються вогневому очищенню. Деякі ляються високі вимоги до поверхні. Це переважно плоскі заготовки повністю піддаються вогневому відносно продуктивності, а також зменшує знос очищенню за бажанням клієнта. При цьому безпефрезерного станка і є, з цієї причини, доцільним. рервно зростають вимоги з якості поверхні, яка Вмонтований в лінію фрезерний станок вимазабезпечується установками для виготовлення гає простору для вмощування. Заважаючий вплив плоских заготовок. здійснює також втрата температури тонких слябів Для обробки поверхні прийнятні вогнева обров ділянці станка. Це справедливо для використанбка, шліфування або фрезерування. ня його після ливарної машини, оскільки швидкість Вогнева обробка має той недолік, що розпларозливання (масовий потік), як правило, є невеливлений матеріал внаслідок високого вмісту кисню кою. Однак також перед виробничою лінією втрата не може знову наплавлятися без проведення підтемператури створює недоліки, оскільки особливо готовчих операцій. При шліфуванні металева при більш тонких штабах прагнуть до високої темстружка змішується з пилом шліфувального диска, ператури кінцевої прокатки при прийнятній швидтак що необхідно усунути стирання. Обидва спокості виходу штаби з виробничої лінії. соби є важко узгоджуваними із заданою швидкістю З цієї причини задачею даного винаходу є таке транспортування. поліпшення пристрою для виготовлення металевої З цієї причини пропонується спосіб обробки штаби методом безперервного розливання з викоповерхні за допомогою фрезерування. Гаряча, ристанням фрезерного станка, при якому забезпеутворювана при фрезеруванні стружка при цьому чується можливість оптимальної обробки плоскої збирається і може брикетуватися і без підготовки заготовки також при різних технологічних вимогах, знову без проблем піддаватися плавленню і знову з забезпеченням зменшення зносу фрезерного додаватися, таким чином, в процес. Крім того, кістанка і скорочення місця для його вбудовування. лькість обертів фрези легко може бути узгоджена При цьому втрати температури повинні підтримузі швидкістю транспортування (швидкість лиття, ватися на незначній величині при переробці і обшвидкість введення в стан чистової прокатки). робці плоских заготовок. Відповідний винаходу пристрій названого вище Рішення цієї задачі за допомогою винаходу вітипу базується з цієї причини на фрезеруванні. дрізняється тим, що щонайменше одна фреза Пристрій вказаного вище типу з фрезерним фрезерного станка, переважно весь фрезерний станком, який розташований позаду установки станок загалом розташований з можливістю перебезперервного розливання, відомий. З цією метою міщення в напрямку, поперечному напрямку транможна зробити посилання на документи СН спортування плоских заготовок. 584085 і DE 19950886 А1. Термічні умови установки повинні оптимізуваСуть аналогічного пристрою розкрита також в тися, як це ще буде показано нижче. заявці DE 7111221 U1. Цей документ показує обПри цьому напрямок, поперечний напрямок робку алюмінієвих стрічок з використанням винитранспортування, переважно орієнтований горизокаючого при розливанні нагрівання, у випадку яконтально. го машина з'єднана з ливарною установкою. Може передбачатися щонайменше один покВже пропонувалося також передбачене у виривний елемент з термоізолюючими властивостяробничій лінії знімання матеріалу з поверхні плосми, який розташований з можливістю переміщення кої заготовки (вогнева обробка, фрезерування і поперечно напрямку транспортування. Термічно т.п.) незадовго до прокатного стану на верхній або ізолюючий матеріал є при цьому переважно тернижній стороні або тільки з однієї сторони, на що мостійким. Мета може досягатися, наприклад, вже вказує заявка ЕР 1093866 А2. за допомогою товстого листа або плити з вогнетНаступне виконання машини для фрезеруванривкого, неметалевого матеріалу. ня поверхні розкриває заявка DE 19717200 А1. У При цьому, далі, може бути передбачене виній крім іншого описується змінність контуру фреконання, за яким щонайменше один покривний зерування фрезерного пристрою, який розташоваелемент виконаний обігріваним. У цьому випадку ний за лінією безперервного розливання або пепокривний елемент виконує, таким чином, функцію ред прокатним станом. печі. 5 94612 6 В напрямку транспортування перед фрезернкціональним елементом, причому перевага відним станком може бути розташована піч. Для обдається пристрою для видалення окалини. Однак, робки верхньої сторони і нижньої сторони плоскої наприклад, можливо також, що замість фрезернозаготовки може відповідно використовуватися по го станка в лінію обробки вводиться частина печі. одній фрезі. При цьому переважно передбачено, Як було пояснено вище, можливо також, що защо обидві фрези розташовані в напрямку трансмість фрезерного станка або фрези здійснюється портування на відстані одна від одної. Далі, добре введення виняткового одного ізоляційного елемезарекомендував себе варіант, коли кожна фреза нта для запобігання охолоджуванню штаби. взаємодіє з розташованим на іншій стороні плоскої За допомогою запропонованого способу можзаготовки опорним роликом. ливо, крім того, що - переважно автоматично Між обома фрезами, які обробляють верхню здійснюється спосіб експлуатації, оптимально узсторону і нижню сторону плоскої заготовки, може годжений з конкретним випадком використання. бути розташована піч. При цьому підтримується прийнятна темпераВ напрямку транспортування позаду фрезертура на вході лінії чистової прокатки. ного станка може бути передбачена установка для На кресленнях зображені приклади виконання видалення окалини. При цьому може бути передвинаходу, при цьому показано: бачено, що між фрезерним станком і установкою фіг.1а схематично показує вигляд збоку придля видалення окалини передбачена піч. строю для виготовлення металевої штаби за доАльтернативне виконання винаходу передбапомогою безперервного розливання, в якому можчає, що на тій же висоті при розгляді в напрямку ливе використання фрезерного станка, транспортування поруч з фрезерним станком розфіг.1b показує вигляд зверху пристрою за ташована установка для видалення окалини, прифіг.1а, чому фрезерний станок і установка для видалення фіг.2а показує альтернативний відносно фіг.1а окалини можуть вибірково за допомогою елеменпристрій для виготовлення металевої штаби на тів руху вводитися в оброблювальну лінію або вигляді збоку, виводитися з неї в напрямку, поперечному напряфіг.2b показує вигляд зверху пристрою за мку транспортування. фіг.2а, В напрямку транспортування за фрезерним фіг.3 схематично показує фрезерний станок, станком розташована щонайменше одна прокатна подібний зображеному на фіг.1, в збільшеному лінія. вигляді і з позначеними ізолюючими елементами, Фрезерний станок може бути поділений на дві фіг.4 показує наступний, альтернативний часткові машини, які, з розташуванням на відстані фіг.1а пристрій на вигляді збоку, причому фрезерні одна від одної, фрезерують, наприклад, різні стовузли розташовані просторово віддаленими один рони плоскої заготовки. від одного і забезпечують фрезерування різних Перевага полягає, далі, також в тому, що при сторін плоскої заготовки, вмонтовуванні фрезерного станка або його частифіг.5 показує альтернативний пристрій для ни в установку для видалення окалини можна фіг.4 на вигляді збоку, створити компактну структуру. фіг.6 показує наступний, альтернативний Спосіб для експлуатації пристрою для виготофіг.1а пристрій на вигляді збоку з піччю між фревлення металевої штаби методом безперервного зерним станком і прокатним станом. розливання відрізняється тим, що за допомогою На фіг.1a і 1b зображений пристрій для вигоімітаційної моделі, яка реалізується в системі кетовлення металевої штаби 1 методом безперерврування станка, залежно від визначених або попеного розливання. Металева стрічка 1 або відповідредньо заданих властивостей поверхні плоскої на плоска заготовка 3 виготовляється в ливарній заготовки приймається рішення про те, чи здійсмашині 2 відомим чином методом безперервного нюється використання фрезерного станка перед розливання. У випадку плоскої заготовки 3 йдетьпрокаткою плоскої заготовки, чи ні. Імітаційна мося переважно про тонкий сляб. Безпосередньо за дель є переважно моделлю процесу або так зваливарною машиною 2 плоска заготовка 3 підданою трирівневою системою, яка відома з рівня ється чищенню в чистильній установці 15. На затехніки. вершення іде перевірка поверхні за допомогою Тим самим може передбачатися автоматичний пристрою 16 вимірювання поверхні. Потім плоска оптимальний спосіб виготовлення. При наявності заготовка 3 надходить в піч 8, так що вона може виробів з критичними вимогами по поверхні саме підтримуватися при бажаній для процесу темпераперед прокаткою здійснюється операція фрезерутурі. До печі примикає транспортер 17. вання, в той час як для нормальних виробів прокаЯк видно з фіг.1b, відбувається одночасне ротка здійснюється без обробки поверхні фрезерузливання в два рівчаки, тобто передбачені два ванням. паралельні рівчаки установки. За допомогою запропонованого рішення заЗа піччю 8 і транспортером 17 плоска заготовбезпечується можливість того, що теплові втрати ка 3 надходить у фрезерний станок 4. В ньому на при переробці або обробці плоских заготовок підтдеякій відстані одна від одної в напрямку F трансримуються на незначному рівні, і що досягається портування розташовані дві фрези 5 і 6, за допоприйнятна температура на вході виробничої лінії. могою яких можна фрезерувати нижню або верхЦе веде до якісно поліпшеного виготовлення плосню поверхню плоскої заготовки 3. Відповідні ких заготовок, зокрема тонких слябів. протилежні поверхні плоских заготовок 3, тобто Фрезерний станок, який висувається з лінії обверхня сторона або нижня сторона, підтримуються робки, може бути в принципі замінений іншим фуопорними роликами 9. 7 94612 8 Позаду фрезерного станка 4 розташовується ційними властивостями можуть бути розташовані установка 11 для видалення окалини, за допомостаціонарно поряд зі станинами 19, передбачено, гою якої з поверхні штаби може видалятися окащо зображені вище плоскої заготовки 3 елементи лина. Після установки 11 для видалення окалини 9 і 6 (опорний ролик і фреза), з одного боку, і покметалева штаба 1 надходить, на завершення, в ривні елементи 7, з іншого боку, можуть розташопрокатний стан, з якого зображені прокатні кліті 13 вуватися вибірково і альтернативно. Таким чином, і 14. якщо верхній опорний ролик 9 і фреза 6 знахоПід фрезерним станком 4 розташований дяться в експлуатації, покривні елементи 7 не знаприймальний резервуар 18, який уловлює знятий ходяться в зображеній позиції. Відповідним чином, при фрезеруванні матеріал. якщо елементи 7 позиціоновані, як це показано, Важливим є те, що щонайменше одна з фрез верхній опорний ролик 9 і фреза 6 знаходяться у 5 або 6 фрезерного станка 4, переважно, однак, зовнішньому положенні. весь фрезерний станок 4 повністю розташований з Те ж справедливе для нижньої сторони плосможливістю переміщування в напрямку Q, поперекої заготовки. Тут опорний ролик 9 і фреза 5 мочно напрямку F транспортування плоских заготожуть замінюватися покривним елементом 7 і роливок 3. ками 22 рольганга. Як найкраще видно з фіг.1b, фрезерний станок Наступне альтернативне фіг.1 або фіг.2 вико4 може позиціонуватися в першій позиції (зобранання винаходу відповідно до фіг.4 вказує на те, жена безперервною лінією), в якій він введений в що фрезерний станок 4 поділений на два частколінію обробки і може фрезерувати плоскі заготовки вих станки 4' і 4". В напрямку F транспортування 3. Він може бути розташований, однак, також у перший фрезерний станок 4' в даному випадку другій позиції (зображена штриховою лінією), в фрезерує верхню сторону плоскої заготовки 3; якій він не використовується. фрезерний станок 4" фрезерує нижню сторону Для того, щоб запобігти втратам тепла в цьоплоскої заготовки 3. Між обома фрезерними станму випадку, передбачено, що одночасно з висуками 4', 4" розташована піч 10. ненням фрезерного станка 4 з лінії обробки в лінію Перед першим фрезерним станком 4' додатобробки вводиться і покривний елемент 7 (див. ково передбачений пристрій 20 вимірювання профіг.1b), який виконаний термічно ізолюючим, і, тим філю. самим, він перешкоджає дуже значному охолоФорма виконання відповідно до фіг.5 передджуванню плоскої заготовки. Покривний елемент 7 бачає, що у другий фрезерний станок 4" вмонтоможе бути виконаний також як частина печі, тобто вана соплова балка 21 для видалення окалини, він може обігріватися. щоб забезпечити можливість проведення з еконоЗ метою переходу від режиму фрезерування мією простору видалення окалини в комбінації з до режиму без фрезерування, і навпаки, пристосуфрезеруванням. вання, що складається з фрезерного станка 4 і Наступна альтернативна форма виконання покривного елемента 7, може одночасно перемівинаходу відповідно до фіг.6 передбачає, що між щуватися в напрямку Q, поперечно напрямку F фрезерним станком 4 і установкою 11 для видатранспортування. лення окалини розташована піч 12. Тим самим На фіг.2а і 2b як ескіз зображене альтернативможна досягти того, що після фрезерування плосне рішення. Тут передбачається, що можна здійска заготовка 3 підтримується на бажаній для пронювати альтернативний вибір між режимом фрецесу температурі або нагрівається до цієї темпезерування і режимом видалення окалини. З цією ратури. метою передбачений щонайменше один вузол 11' Запропонований, інтегрований в лінію фрезевидалення окалини, який не діє, якщо фрезерний рний пристрій 4, 4', 4" може, таким чином, узгоджустанок 4 введений в позицію обробки. Між іншим, ватися з випадком використання і має задачу завузол 11' видалення окалини вводиться в лінію безпечення температурної характеристики, по обробки, якщо фрезерний станок 4 в результаті можливості оптимально при високих температуруху в напрямку Q опиняється в позиції бездіяльрах, для подальшого процесу прокатки або забезності. печення її підтримання з незначними температурУстановка 11' для видалення окалини може, ними втратами. Фрезерний станок 4, 4', 4" з цією таким чином, повністю виводитися з лінії обробки метою залежно від випадку використання може або вводитися в неї, щоб замінити фрезерний ставводитися в лінію прокатки або транспортування нок 4, і навпаки. При цьому переважним виконантільки за необхідності, в результаті чого виникають ням передбачається, що установка 11 для видамінімальні втрати температури. Фіг.1 і 2 показують лення окалини і фрезерний станок 4 розташовані при цьому переважне розташування фрезерного одне над одним, і за необхідності бажаний вузол станка, печі і пристрою для видалення окалини може підійматися або переміщуватися в прокатний перед лінією чистової прокатки і наявні можливості стан (лінію обробки). узгодження. На фіг.1, як пояснювалося, при викоНа фіг.3 ще раз в деталях, однак лише схемаристанні дворівчакової CSP-установки нижня частично, показано, яким чином може бути побудоватина печі або капсуляція рольганга виконана з на система. Показані дві станини 19, в яких в міру можливістю поперечного переміщування, так що потреби розташовані фрези 5 і 6, а також відповісегмент печі або інтегрований фрезерний станок дний опорний ролик 9, для фрезерування плоских можуть стояти в лінії прокатки. Альтернативно заготовок 3 на верхній і нижній сторонах, що надпредставляється також можливим поперечне зміходять в напрямку F транспортування. У той час, щення пристрою для видалення окалини (гідрозяк покривні елементи 7' з хорошими теплоізолябиву) або також висунення всього пристрою для 9 94612 10 видалення окалини, і, тим самим, заміна на фреОбробка поверхні з обох сторін або тільки на зерний станок. Крім того, можливе також відкиданверхній стороні перед піччю (безпосередньо за ня вгору верхньої соплової балки пристрою для ливарною машиною) також була б можливою, одвидалення окалини, як показано на фіг.2b. Розтанак при використанні дворівчакової установки є шування фрезерного станка в лінії на незначній подвійно трудомісткою. відстані від лінії чистової прокатки має ту переваСприятливе розташування фрезерного станка гу, що можна відмовитися від повторного вида4 з точки зору температурної характеристики полялення окалини або зменшити напір води, або відкгає також в розташуванні всього фрезерного станлючити всю розпилювальну балку повністю, ка 4 (фрезерування зверху і знизу) позаду трансоскільки поверхня очищується фрезерним станпортера 17 (в центрі в ділянці печі), як це показано ком. Крім того, за рахунок цього мінімізуються на фіг.6. Таким чином, переважним чином можна втрати тепла. Також представляється можливість знову компенсувати температурні втрати в задній розташування між розташованим тут фрезерним частині печі в ділянці фрезерного станка 4. Застанком і прокатним станком також корпусу з інермість печі, яка звичайно обігрівається газом, може тним газом. бути також реалізоване індукційне нагрівання за Замість поперечного переміщування всього фрезерним станком. фрезерного станка, сегмента печі або пристрою Перелік посилальних позначень для видалення окалини можливе також альтерна1 Металева штаба тивне виконання ділянки фрезерного станка з па2 Ливарна машина сивним покриттям рольганга (ізолювання) і змен3 Плоска заготовка (сляб) шення, таким чином, втрат температур в ділянці 4 Фрезерний станок фрезерного станка, як це показано на фіг.3. Для 4' Фрезерний станок цього при неактивному фрезерному станку з лінії 4" Фрезерний станок висуваються виключно фрезерувальні валки і мо5 Фреза жливі опорні ролики і можуть за допомогою відки6 Фреза дання або зміщення в цій ділянці здійснювати кап7 Покривний елемент сулювання рольганга. 7 Покривний елемент З метою мінімізації втрат температур перед 8 Піч виробничою лінією переважним є місцеве розді9 Опорний ролик лення обробки поверхні на верхню і нижню сторо10 Піч ни, див. фіг.4 і 5. Напрошується варіант, при якому 11 Установка для видалення окалини верхня сторона плоскої заготовки обробляється 11' Вузол видалення окалини (соплова балка під транспортером 17, а нижня сторона плоскої для видалення окалини) заготовки обробляється за піччю 10, так що ділян12 Піч ка фрезерування підтримується по можливості на 13 Прокатна кліть мінімальній відстані від прокатного стану. 14 Прокатна кліть Альтернативно, вузол фрезерування може бу15 Очищувальна установка ти вмонтований на нижній стороні в пристрій для 16 Пристрій для вимірювання поверхні змивання окалини, як це у формі ескізу показано 17 Транспортер на фіг.5. Фрезерний станок позаду печі на нижній 18 Приймальний резервуар стороні усуває не тільки утворені при литті дефек19 Станина ти, але і також можливі пошкодження поверхні 20 Вимірювання профілю плоскої заготовки роликами печі. 21 Соплова балка для видалення окалини Згадані вище можливості можуть використову22 Ролик рольганга ватися самі по собі або також комбінуватися. F Напрямок транспортування Q Поперечний напрямок 11 94612 12 13 Комп’ютерна верстка М. Ломалова 94612 Підписне 14 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for producing metal strip by continuous casting
Автори англійськоюSeidel Juergen, Sudau, Peter, Merz Jurgen, Kipping, Matthias
Назва патенту російськоюУстройство для изготовления металлической полосы непрерывной разливкой
Автори російськоюЗайдель Юрген, Зудау Петер, Мерц Юрген, Киппинг Маттиас
МПК / Мітки
МПК: B23C 3/14, B23C 3/13, B22D 11/12
Мітки: безперервним, металевої, розливанням, виготовлення, штаби, пристрій
Код посилання
<a href="https://ua.patents.su/7-94612-pristrijj-dlya-vigotovlennya-metalevo-shtabi-bezperervnim-rozlivannyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення металевої штаби безперервним розливанням</a>
Спосіб виготовлення металевої штаби безперервним розливанням
Номер патенту: 92805
Опубліковано: 10.12.2010
Автори: Зудау Петер, Зайдель Юрген
МПК: B23C 5/00, B22D 11/12, B22D 11/00
Мітки: розливанням, штаби, безперервним, виготовлення, спосіб, металевої
Формула / Реферат:
1. Спосіб виготовлення металевої штаби (1) безперервним розливанням, в якому в ливарній машині (2) відливають сляб (3), який з вертикального положення (V) відхиляють в горизонтальне положення (Н), причому в напрямку транспортування (F) сляба (3) після ливарної машини (2) його піддають операції фрезерування на фрезерному верстаті (4), причому фрезерують дві протилежні поверхні сляба (3), який відрізняється тим, що фрезерування сляба (3)...
Пристрій для виготовлення металевої стрічки безперервним розливанням
Номер патенту: 92804
Опубліковано: 10.12.2010
Автори: Зудау Петер, Кіппінг Маттіас, Мерц Юрген, Зайдель Юрген
МПК: B22D 11/12, B23Q 11/00
Мітки: пристрій, стрічки, розливанням, безперервним, металевої, виготовлення
Формула / Реферат:
1. Пристрій для виготовлення металевої стрічки (1) безперервним розливанням, який містить установку (2) безперервного розливання металовмісного розплаву, у якій відливають сляб (3), причому в напрямку (F) переміщення сляба (3) за установкою (2) безперервного розливання встановлена щонайменше одна очисна установка (20) для очищення сляба (3), вимірювальний прилад (21) для контролю поверхні, піч (22) для витримування сляба (3) при бажаній...
Спосіб і пристрій для виготовлення металевої стрічки безперервним розливанням металу
Номер патенту: 93406
Опубліковано: 10.02.2011
Автори: Зайдель Юрген, Зудау Петер
МПК: B22D 11/12, B21B 1/46
Мітки: виготовлення, пристрій, спосіб, металевої, безперервним, стрічки, розливанням, металу
Формула / Реферат:
1. Спосіб виготовлення металевої стрічки (1) безперервним розливанням металу, причому спочатку в ливарній установці (2) відливають сляб (3), який повертають з вертикального положення (V) в горизонтальне положення (Н), причому в напрямку (F) транспортування сляба (3) за ливарною установкою (2) сляб (3) піддають операції фрезерування на фрезерувальній машині (4) і щонайменше одній операції прокатки щонайменше в одному прокатному стані (5, 6),...
Пристрій для виготовлення металевої штаби за допомогою безперервного лиття
Номер патенту: 92796
Опубліковано: 10.12.2010
Автори: Кіппінг Маттіас, Мерц Юрген, Зайдель Юрген, Зудау Петер
МПК: B23C 5/00, B22D 11/12, B23Q 11/10
Мітки: лиття, штаби, пристрій, виготовлення, допомогою, безперервного, металевої
Формула / Реферат:
1. Пристрій для виготовлення металевої штаби (1) за допомогою безперервного лиття, який містить розливну машину (2), в якій відливається плоска заготовка (3), при цьому в напрямку (F) транспортування заготовки (3) після розливної машини (2) розташований щонайменше один фрезерний верстат (4), в якому фрезерується щонайменше одна поверхня плоскої заготовки (3), переважно дві протилежні поверхні, при цьому на фрезерному верстаті (4) або в ньому...
Пристрій для виготовлення спіралей шнеків із прямолінійної металевої штаби
Номер патенту: 46149
Опубліковано: 10.12.2009
Автори: Пилипака Сергій Федорович, Муквич Микола Миколайович
МПК: B21D 11/00
Мітки: виготовлення, спіралей, прямолінійно, пристрій, шнеків, штаби, металевої
Формула / Реферат:
Пристрій для виготовлення спіралей шнеків із прямолінійної металевої штаби, що містить формоутворюючу деталь із вирізом, який відрізняється тим, що пристрій містить калібрувальну напрямну деталь, поверхню якої та просторову лінію вирізу на ній визначають за параметричними рівняннями, причому прямолінійна металева штаба плавно деформується при русі у формоутворюючих вирізах калібрувальної напрямної деталі спочатку у перехідну поверхню і...
Попередній патент: Роторний гідравлічний гаситель коливань ресорної підвіски локомотива
Наступний патент: Модифікований фермент dmo та трансгенна рослина, що його продукує
Випадковий патент: Великогабаритний пакувальний контейнер для бітуму