Спосіб плазмової обробки сплавів в магнітодинамічній установці
Номер патенту: 113663
Опубліковано: 27.02.2017
Автори: Дубодєлов Віктор Іванович, Ганжа Микола Сергійович, Фікссен Владислав Миколайович, Сичевський Анатолій Антонович, Найдек Володимир Леонтійович, Туник Володимир Олександрович, Нарівський Анатолій Васильович
Формула / Реферат
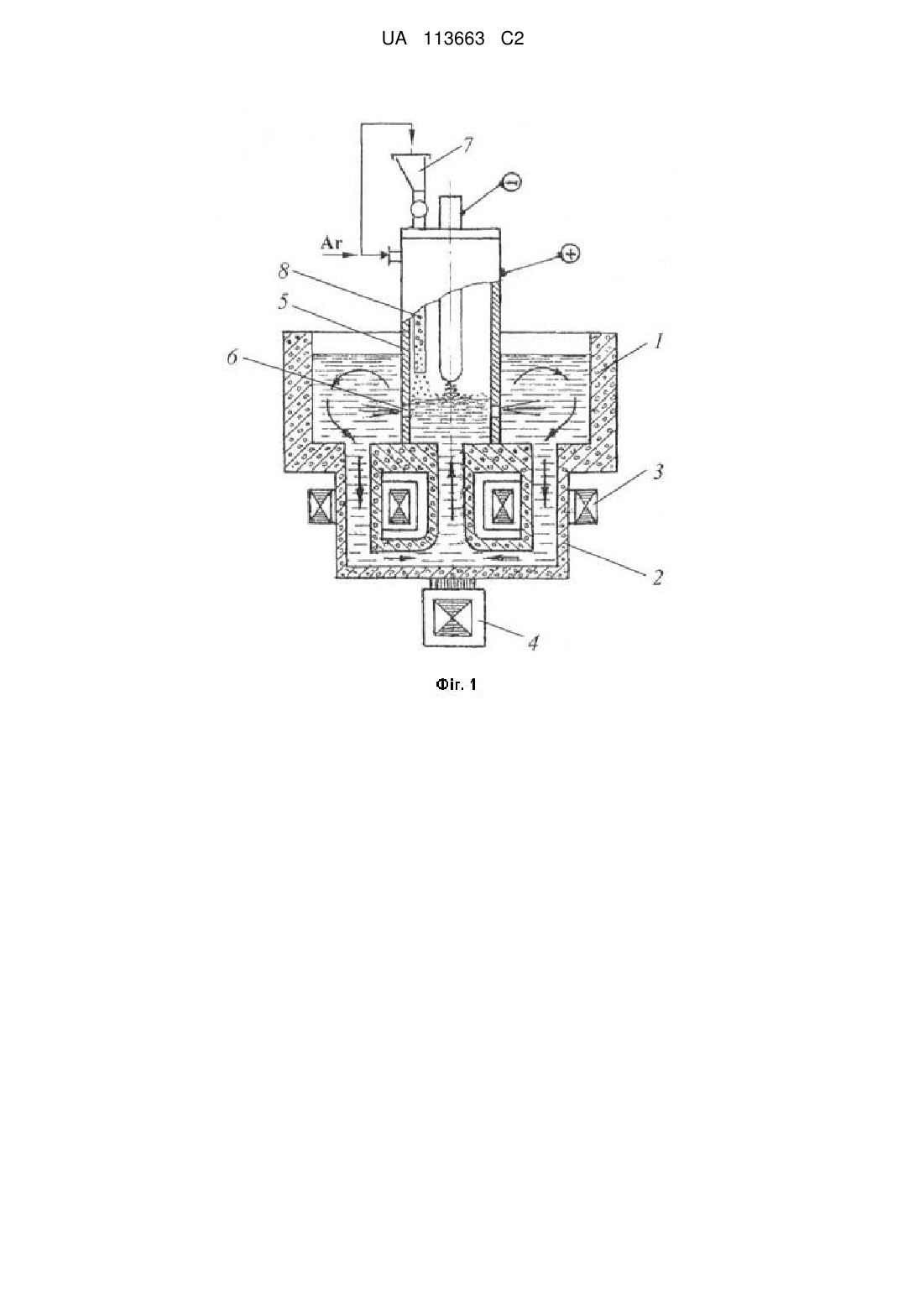
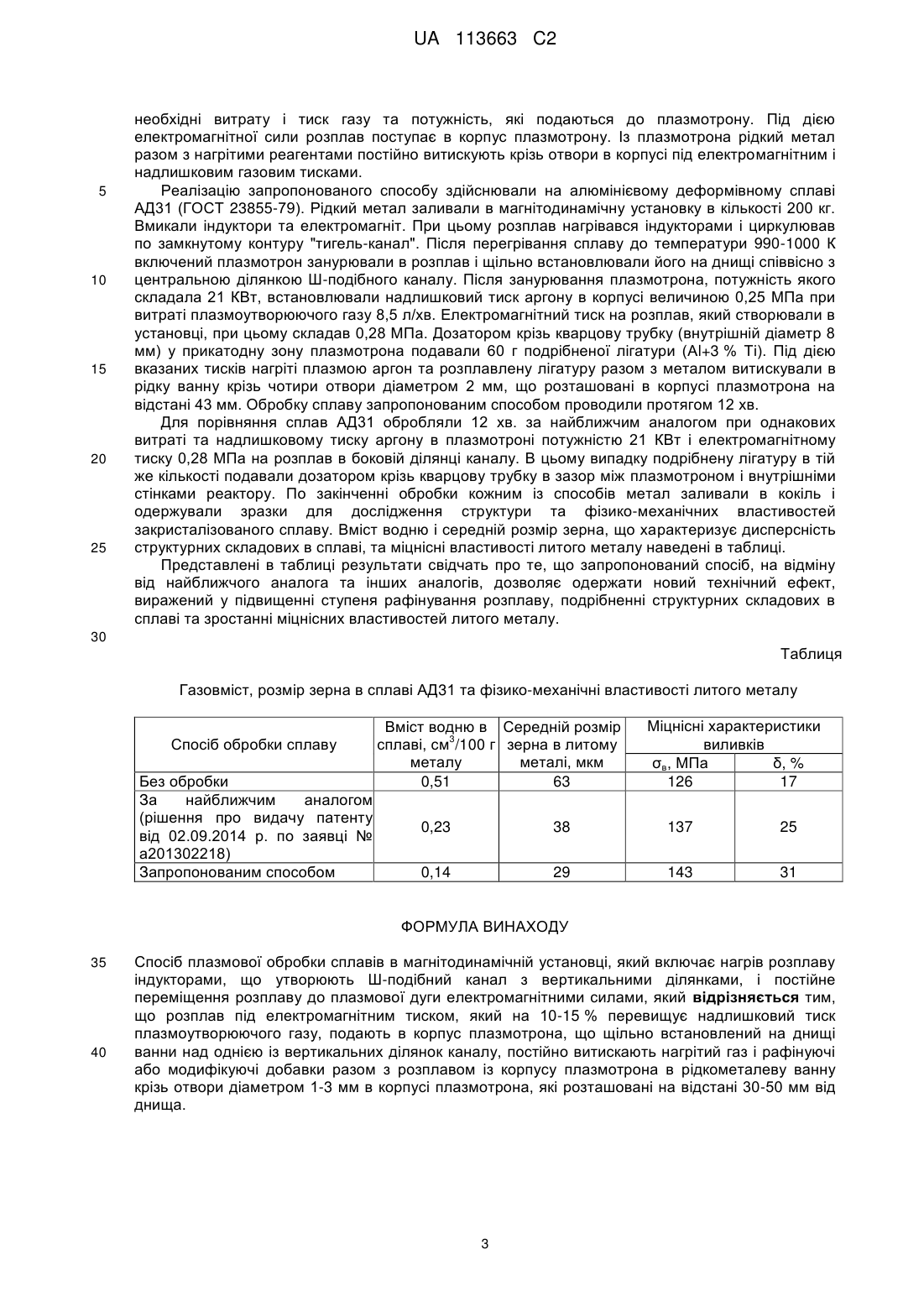
Спосіб плазмової обробки сплавів в магнітодинамічній установці, який включає нагрів розплаву індукторами, що утворюють Ш-подібний канал з вертикальними ділянками, і постійне переміщення розплаву до плазмової дуги електромагнітними силами, який відрізняється тим, що розплав під електромагнітним тиском, який на 10-15 % перевищує надлишковий тиск плазмоутворюючого газу, подають в корпус плазмотрона, що щільно встановлений на днищі ванни над однією із вертикальних ділянок каналу, постійно витискають нагрітий газ і рафінуючі або модифікуючі добавки разом з розплавом із корпусу плазмотрона в рідкометалеву ванну крізь отвори діаметром 1-3 мм в корпусі плазмотрона, які розташовані на відстані 30-50 мм від днища.
Текст
Реферат: Винахід належить до ливарного виробництва. Спосіб плазмової обробки сплавів в магнітодинамічній установці включає нагрів розплаву індукторами, що утворюють Ш-подібний канал з вертикальними ділянками, і постійне переміщення розплаву до плазмової дуги електромагнітними силами, при цьому розплав під електромагнітним тиском, який на 10-15 % перевищує надлишковий тиск плазмоутворюючого газу, подають в корпус плазмотрона, що щільно встановлений на днищі ванни над однією із вертикальних ділянок каналу, а нагрітий газ і рафінуючі або модифікуючі добавки разом з розплавом постійно витискають із плазмотрона в рідкометалеву ванну крізь отвори діаметром 1-3 мм в корпусі, які розташовані на відстані 30-50 мм від днища. Винахід підвищує ступінь рафінування розплаву, подрібнює структурні складові в сплаві та підвищує міцнісні властивості металу. UA 113663 C2 (12) UA 113663 C2 UA 113663 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до металургії та ливарного виробництва і може бути використаний при рафінуванні або модифікуванні сплавів. Відомий спосіб обробки рідкого металу в проміжному ковші [Пат. № 81701, Україна, МПК С22В 9/05, 9/22, 9/00, опубл. 25.01.2008 р., бюл. № 2], який включає одночасне продування та нагрівання плазмоутворюючим газом рідкого металу у камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом металу, який відрізняється тим, що вакуумування рідкого металу здійснюють постійно при русі його в кристалізатор машини безперервного лиття зливків через проміжний ківш та вертикальну перегородку в ньому з одночасним плазмовим та додатковим індукційним тепловим впливом на рідкий метал, при цьому висоту стовпа рідкого металу над перегородкою регулюють витратою плазмоутворюючого газу та величиною залишкового тиску в вакуумній камері. Недоліками цього способу є неповне протікання процесу термодинамічної взаємодії газореагентних середовищ у всьому об'ємі розплаву, мала міжфазова поверхня металу з нагрітим у плазмотроні газом за рахунок зливання бульбашок в крупні при піднятті їх з глибини ванни при вакуумуванні і, як слідство, низький ефект рафінування сплавів. Відомий спосіб обробки рідкого металу в проміжному ковші [Патент № 86725, Україна, МПК С22В 9/04, 9/05, опубл. 12.05.2009, бюл. № 9], за яким розплав після індукційного нагріву в установці постійно переміщують електромагнітними силами по порожнині нагнітання вакуумкамери крізь плазмовий струмінь, який подають до розплаву з бокової стінки вакуум-камери над рівнем сплаву. При цьому індукційний нагрів сплаву здійснюють за допомогою індукторів, що утворюють Ш-подібний канал з вертикальними ділянками. Над будь-якою з цих ділянок встановлюють співвісно порожнину нагнітання вакуумної камери. Недоліками такого способу є недостатня повнота протікання процесів тепло-масообміну й термодинамічної взаємодії газореагентних середовищ у всьому об'ємі розплаву через утворення застійних зон за межами камери вакуумування. Крім цього, при обробці розплаву таким способом газові пузирі слабо диспергуються і малий час контактують з рідким металом, що приводить до зниження ефекту рафінування сплавів. Найближчим аналогом запропонованого винаходу є спосіб плазмового рафінування сплавів в магнітодинамічній установці [Патент № 107390, МПК С22В 9/04; 9/05, С21С 1/00, 7/072, опубл. 25.12.2014, бюл. № 24], що включає нагрів розплаву індукторами Ш-подібного каналу з вертикальними ділянками та постійне переміщення розплаву через плазмовий струмінь видавлюють електромагнітними силами, який відрізняється тим, що розплав направляють в Шподібний канал крізь щонайменше один реактор, розташований співвісно з вертикальною ділянкою каналу, і продувають високотемпературним газом потік розплаву в реакторі через сопла в плазмотроні, які нахилені під кутом 15-35° до вертикалі. Недоліками такого способу є неможливість нагрівання плазмовим струменем добавок, які вводять в сплави для рафінування і модифікування. Крім цього, пузирчики нагрітого газу, які виходять із плазмотрона, захоплюються розплавом і надходять в активну зону Ш-подібного каналу. Газові пузирчики, що присутні в розплаві, порушують суцільність потоку металу в активній зоні. В результаті цього зменшується величина електромагнітної сили, під дією якої метал переміщується по каналу вгору, і знижується інтенсивність спрямованого руху розплаву в рідкій ванні, що знижує ефект рафінування сплавів. Задачею запропонованого винаходу є створення способу плазмової обробки сплавів у магнітодинамічній установці, який дозволить вводити в розплав рафінуючі та модифікуючі добавки у високореакційному (рідкому і пароподібному) стані, значно диспергувати їх разом з нагрітим газом, підвищити поверхню газореагентної взаємодії з розплавом та якість литих виробів. Поставлена задача вирішується тим, що у запропонованому способі плазмової обробки сплавів у магнітодинамічній установці, який включає нагрів розплаву індукторами, що утворюють Ш-подібний канал з вертикальними ділянками, і постійне переміщення розплаву до плазмового струменя електромагнітними силами, згідно з винаходом, розплав під електромагнітним тиском, який на 10-15 % перевищує надлишковий тиск плазмоутворюючого газу, подають в корпус плазмотрона, що щільно встановлений на днищі ванни над однією із вертикальних ділянок каналу, а нагріті плазмою газ і рафінуючі або модифікуючі добавки разом з розплавом постійно витискують із плазмотрона в рідкометалеву ванну крізь отвори діаметром 1-3 мм в корпусі, які розташовані на відстані 30-50 мм від днища. Запропонований спосіб дозволяє нагрівати сплави в процесі обробки плазмовим струменем і індукторами, що розташовані в магнітодинамічній установці, вводити в розплав газореагентні середовища у високореакційному (рідкому і пароподібному) стані. Спосіб також забезпечує високий ступінь диспергування газу і добавок, якими рафінують або модифікують сплави. В 1 UA 113663 C2 5 10 15 20 25 30 35 40 45 50 55 60 результаті цього збільшується поверхня газореагентної взаємодії в розплаві і підвищується ефективність процесів рафінування та модифікування сплавів. Обробку сплавів запропонованим способом здійснюють в умовах, коли електромагнітний тиск, під яким розплав подають в корпус плазмотрона на 10-15 % перевищує надлишковий тиск плазмоутворюючого газу. При такому оптимальному перевищенні електромагнітного тиску над тиском газу в плазмотроні забезпечується стабільне горіння плазмової дуги і інтенсивне диспергування нагрітого газу на дрібні пузирчики та реагентів, які вводять в сплави. При меншому 10 % перевищенні електромагнітного тиску газореагентні середовища, що виходять із отворів в корпусі разом з розплавом, слабо диспергуються і нерівномірно розподіляються в сплаві. У випадку перевищення електромагнітного тиску над надлишковим тиском газу в плазмотроні більш ніж на 15 %, над рівнем розплаву утворюється бурління. В результаті цього змінюється міжелектродна відстань (між катодом і металом) і порушується стабільність горіння електричної дуги в плазмотроні. Нагріті плазмою реагенти і газ разом з розплавом постійно витискують із плазмотрона крізь отвори діаметром 1-3 мм. При таких діаметрах отворів газореагентні середовища, що витискуються з корпусу, інтенсивно диспергуються і рівномірно розподіляються в сплаві. При діаметрі отворів менше 1 мм необхідно створювати підвищений електромагнітний тиск на рідкий метал, що потребує встановлення потужного електромагніта в установці. В результаті цього ускладнюється конструкція магнітодинамічної установки і витрачається більше енергії на обробку сплавів. Поряд з вказаним, при малих діаметрах (
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C22B 9/04, C22B 9/05, B22D 1/00, C21C 1/00, C21C 7/072
Мітки: сплавів, магнітодинамічний, установці, обробки, плазмової, спосіб
Код посилання
<a href="https://ua.patents.su/6-113663-sposib-plazmovo-obrobki-splaviv-v-magnitodinamichnijj-ustanovci.html" target="_blank" rel="follow" title="База патентів України">Спосіб плазмової обробки сплавів в магнітодинамічній установці</a>
Спосіб вакуумно-плазмової обробки сплавів у магнітодинамічній установці
Номер патенту: 86725
Опубліковано: 12.05.2009
Автори: Ганжа Микола Сергійович, Найдек Володимир Леонтійович, Дубодєлов Віктор Іванович, Нарівський Анатолій Васильович, Скоробагатько Юлія Петрівна, Слажнєв Микола Андрійович, Горюк Максим Степанович, Фікссен Владислав Миколайович
Мітки: сплавів, спосіб, установці, вакуумно-плазмової, обробки, магнітодинамічний
Формула / Реферат:
1. Спосіб вакуумно-плазмової обробки сплавів у магнітодинамічній установці, що включає плазмовий та індукційний нагрів розплаву сплаву, його подавання крізь вакуум-камеру над вертикальною перегородкою, що ділить вакуум-камеру на нагнітальний і зливальний канали, продувку розплаву сплаву високотемпературним газом плазмового струменя у вакуум-камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом, який відрізняється...
Спосіб плазмового рафінування сплавів в магнітодинамічній установці
Номер патенту: 107390
Опубліковано: 25.12.2014
Автори: Фіксен Владислав Миколайович, Дубодєлов Віктор Іванович, Найдек Володимир Леонтійович, Слажнєв Микола Андрійович, Піонтковська Наталя Сергіївна, Нарівський Анатолій Васильович, Федоров Віталій Васильович
МПК: C22B 9/04, C22B 9/05, C21C 7/072, C21C 1/00
Мітки: сплавів, плазмового, спосіб, установці, магнітодинамічний, рафінування
Формула / Реферат:
1. Спосіб плазмового рафінування сплавів в магнітодинамічній установці, який включає нагрів розплаву індукторами, що утворюють Ш-подібний канал з вертикальними ділянками, і постійне переміщення розплаву через плазмовий струмінь електромагнітними силами, який відрізняється тим, що розплав направляють в Ш-подібний канал крізь щонайменше один реактор, розташований співвісно з вертикальною ділянкою каналу, і продувають високотемпературним газом...
Спосіб вакуум-плазмової обробки кольорових сплавів
Номер патенту: 75829
Опубліковано: 15.05.2006
Автори: Найдек Володимир Леонтійович, Ганжа Микола Сергійович, Курпас Володимир Іванович, Нарівський Анатолій Васильович, Біленький Давид Миронович
Мітки: сплавів, спосіб, вакуум-плазмової, кольорових, обробки
Формула / Реферат:
Спосіб вакуум-плазмової обробки розплаву кольорових сплавів, що включає його продувку зануреним плазмовим струменем, транспортування вказаного розплаву крізь колону газліфта нагрітим у плазмотроні газом, вакуумування вказаного розплаву в реакційній камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом, який відрізняється тим, що розплав після вакуумування в реакційній камері струменево-крапельно диспергують у вакуумі і...
Спосіб газореагентної обробки сплавів в вакуумі
Номер патенту: 104488
Опубліковано: 10.02.2014
Автори: Піонтковська Наталя Сергіївна, Ганжа Микола Сергійович, Федоров Віталій Васильович, Нарівський Анатолій Васильович, Прозоров Микола Олександрович, Найдек Володимир Леонтійович
МПК: C21C 1/00, C22B 9/04, C22F 1/02, C21C 7/10
Мітки: спосіб, вакуумі, сплавів, обробки, газореагентної
Формула / Реферат:
Спосіб газореагентної обробки сплавів в вакуумі, що включає продувку їх газом у камері, вакуумне ущільнення якої здійснюють оброблюваним металом, який відрізняється тим, що газ диспергують спочатку нижнім, а потім верхнім дисками, які розташовують на одному валу обертання і зануруюють в стовп розплаву, який піднімають над рідкометалевою ванною під дією розрідження, а рівень стовпа металу в камері при вакуумуванні підтримують на 20-50 мм вище...
Спосіб вакуумно-плазмової обробки розплаву металу
Номер патенту: 85988
Опубліковано: 10.03.2009
Автори: Нарівський Анатолій Васильович, Біленький Давид Миронович, Піонтковська Наталя Сергіївна, Найдек Володимир Леонтійович, Ганжа Микола Сергійович, Гарін Олєг Анатольєвіч, Сичевський Анатолій Антонович, Гарін Анатолій Дмітрієвіч
Мітки: металу, спосіб, вакуумно-плазмової, обробки, розплаву
Формула / Реферат:
1. Спосіб вакуумно-плазмової обробки розплаву металу, що включає його плазмовий нагрів, продувку та вакуумування високотемпературним газом у камері, яку вакуумно ущільнюють оброблюваним розплавом, який відрізняється тим, що додатково здійснюють циркуляційне переміщення розплаву з глибини ванни крізь вакуумну камеру над вертикальною перегородкою і назад у ванну за допомогою нагрітого газу, який подають з плазмотрона, встановленого в боковій...
Попередній патент: Коренерізка карпенка
Наступний патент: Спосіб обробки сплавів магнієм
Випадковий патент: Пристрій для виготовлення гофрованих гвинтових заготовок